生产作业计划与作业排序共42页
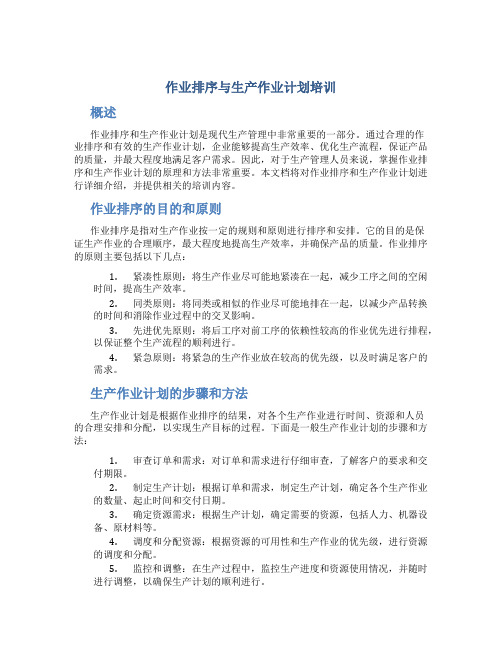
生产运作管理教学课件ppt-编制作业计划与作业排序
【导入案例解析】
首先,应用在制品定额法确定各个生产车间投入量和出产量 (1)装配1台空调配1件机箱,则装配2万台空调需要机箱数量 Qoj=20000×1 =20000(件); (2)装配车间的机箱的投入量
(件); (3)保证空调整机装配车间需要,机箱车间机箱的出产数量
(件); (4)加工车间机箱的投入数量
60
420
铸造过程
4
40
440
图3-2 连续流水线工作指示图表
生产运作管理
三、大量流水生产作业的期量标准
(2)间断流水线同期化程度不高,需要分工序规定每个工作地的工作时间顺序,确定标准计 划时间,计算工作地看管周期产量。间断流水生产的计划编制方法如下:
第一,确定看管周期。间断流水线中每道工序的节拍与流水线节拍可能不相等,为了使间断流 水生产线有节奏地工作,预先设定一个时间段,使每道工序在该时间段内生产相同数量的产品,在 这个预先设定的时间段内平衡各道工序的生产率达到一致,这个时间段称为看管周期。一般取一个 班、二分之一个班或四分之一个班的时间为看管周期。
生产运作管理
【案例分析】
编制大量生产作业计划考虑的问题及方法。 (1)产品品种单一连续生产,属于流水作业生产; (2)保证生产连续、均衡、稳定,必须规定合理的期量标准; (3)根据需求、期量标准计算出计划期的投入与产出; (4)根据大量流水作业生产连续、均衡、稳定的特点,将投入与产出量按日均匀地分配在计 划期内。
生产运作管理
四、大量流水生产作业计划的编制
式中:Qoi——i车间的产出量 Qij——j车间的投入量 Qsi——i车间外销半成品量 ZI——车间之间库存在制品定额 Z’I——期初预计库存量 QIi——i车间的投入量 Qwi——i车间的废品量 Ze——i车间内部在制品定额 Z’e——i车间内部期初在制品占用量
第7章生产作业计划与作业排序

例7.3 表7.12是在某工作中心 等待加工的6项作业的加工时间 (包含换产时间)与预定日期 ,假设工作的到达顺序与表中 顺序相符,根据以下规则来决 定其作业顺序,并对它们分别 进行评价:①先到先服务;② 最短作业时间;③交货期最早 ;④最小松弛时间。
FCFS规则排序的结果是A-B-C-D-E-F
【例7.4】 某冲模工厂有5 件特殊的工作需通过两 个工作中心(钻机和车 床)的操作,各项工作 的操作时间如表7.15所 示,为这组工作进行排 序,使总完成时间最短。
根据约贝规则,可得加工顺序:E—D—C—A—B
作业周期示意图
N/3流水型排序——约贝规则的扩展方法
在制品定额法(连锁计算法) 1、 某车间出产量计算公式:
某车间出产量=后车间的投入量+本车间 半成品计划外销量+(中间库半成品定额 -中间库半成品期初预计存量) 2、 某车间投入量计算公式: 某车间投入量=本车间的出产量+本车间 计划允许废品数量+(本车间在制品定额 -本车间在制品期初预计存量)
厂级生产作业计划编制——
m
= ti (n 1)tL i 1
= 34 + (4-1) × 12 = 70(分)
零件加工的生产周期
(3)平行顺序移动方式的计算:
m
m 1
Tpo n ti (n 1) tsj
i 1
j 1
= 4×(10 + 5 + 12 + 7)−(4−1)×(5 + 5 + 7) = 85(分)
(三)生产提前期
表7.5 零件A的有关期量标准
四、单件小批生产作业计划
➢ 生产周期法 ➢ 编制综合日历进度计划 ➢ 三日滚动计划法
生产作业计划与作业排序概论

生产作业计划与作业排序概论生产作业计划和作业排序是生产管理中非常重要的环节,通过合理的计划和排序,可以提高生产效率,降低生产成本,保证产品质量,确保生产进度的顺利进行。
在现代化的生产管理中,生产作业计划和作业排序已经成为不可或缺的一部分。
本文将介绍生产作业计划和作业排序的概念、意义和方法。
生产作业计划的概念和意义生产作业计划是根据生产需求和资源情况,合理安排生产活动的时间、顺序、数量和方法的过程。
通过制定生产计划,可以有效地安排生产活动,使生产过程有序、高效。
生产作业计划的主要目的是保证生产进度的准时、产品质量的稳定和生产成本的最低化。
生产作业计划的意义在于:1.提高生产效率:通过合理的计划,可以提高生产效率,减少空转时间和不必要的等待时间,充分利用生产资源。
2.降低生产成本:通过合理的计划,可以避免资源浪费和重复投入,降低生产成本,提高企业的竞争力。
3.保证产品质量:通过合理的计划,可以确保生产过程中每个环节都按照要求进行,从而保证产品质量稳定。
4.确保生产进度:通过合理的计划,可以提前安排生产活动,确保生产进度的顺利进行,避免延误和返工。
生产作业排序的概念和意义生产作业排序是根据生产作业的性质、优先级和资源限制等因素,合理安排生产作业的顺序和时间的过程。
通过作业排序,可以使生产作业有序、高效地进行,保证生产计划的顺利执行。
生产作业排序的主要目的是提高生产效率、缩短生产周期、降低生产成本。
生产作业排序的意义在于:1.提高生产效率:通过合理的排序,可以减少作业之间的等待时间和传送时间,提高生产效率。
2.缩短生产周期:通过合理的排序,可以优化生产流程,减少生产周期,提高产品的市场竞争力。
3.降低生产成本:通过合理的排序,可以减少不必要的资源浪费和生产停顿,降低生产成本。
4.提高生产计划执行的准确性:通过合理的排序,可以保证生产计划的准时、准确执行,确保产品的交付周期。
生产作业计划和作业排序的方法生产作业计划和作业排序的方法有很多种,根据不同的生产环境和要求,可以采用不同的方法。
最新文档-生产作业计划与作业排序-PPT精品文档

订货点法(安全库存法):根据库存在制品下降 到订货点的时间来确定零件投产时间的一种方法。
应用场合:应用于短期的需求变化不定,但较长 时期内确有需求,定期重复生产的场合。用来安 排需求量大的标准件和通用件的生产
(三)车间生产作业计划编制
主要包括车间生产作业计划日程安排、工段 (班、组)生产作业计划的编制、工段(班、组) 内部生产作业计划的编制等。
占用量
流水线内 (车间内) 占用量
流水线间 (库存)在 制品占用
量
工艺占 运输占 周转占 保险占 周转占 运输占 保险占
用量
用量
用量
用量
用量
用量
用量
(二)厂级生产作业计划编制 1、计划单位的选择 2、各车间生产任务的分配方法 ①在制品定额法(连锁计算法)——适用于流水生
产或大量大批生产企业。 公式:某车间出产量 = 后车间投入量+该车间
(二)生产作业计划的目标 1、保证生产计划任务能够按质、按量、按期、按品
种完成。 2、尽可能实现均衡生产,建立良好的生产秩序,提
高效率。
二、大量大批生产作业计划
(一) 大量大批生产作业计划 1、节拍 节拍是流水线上相邻两件相同制品投产或出产的时 间间隔,它表明了流水线生产速度的快慢或生产效率的 高低。是大量流水生产期量标准中最基本的标准。 流水线节拍的计算公式:R=F/N 其中:R—流水线的节拍(分/件),F—计划期内有 效工作时间(分),N—计划期的产品产量(件)。
移动方式:
① 顺序移动方式:一批制品在前道工序上全部完工之后,才能整批地从前 道工序流转到后道工序上继续加工。
优点:有利于安排生产作业计划和在制品的管理
缺点:生产周期长,在制品数量大
作业排序与车间作业计划(pdf 64页)
1第九章作业排序与车间作业计划机密2等待是日常生活的一部分机密3本章要点⏹排序工作对资源进行分配,以在一段时间实现某一组织的任务⏹排序工作以生产能力计划为起点⏹当MRP 生成的生产作业计划以订单形式下达到生产车间时,我们要对其进行生产作业控制,包括订单的核准,排序,调度和车间控制机机本章主要内容⏹基本概念⏹车间排序作业⏹服务业中的作业排序4机第一节基本概念⏹车间作业计划是安排零部件(作业,活动)的产出数量,设备以及人工使用,投入时间及产出时间⏹生产控制是以生产计划和作业计划为依据,检查,落实计划执行情况,发现偏差即采取纠正措施,保证各项计划目标的实现⏹“编制作业计划”是加工制造发生之前的活动⏹“调度”是作业计划编制后实施生产控制所采取的一切行动,56一、车间作业控制的内容目的:—控制生产作业在执行中不偏离MPS/MRP 计划;—出现偏离时,采取措施,纠正偏差,若无法纠正,则反馈到计划层;—报告生产作业执行结果。
目的:—控制生产作业在执行中不偏离MPS/MRP 计划;—出现偏离时,采取措施,纠正偏差,若无法纠正,则反馈到计划层;—报告生产作业执行结果。
内容:—控制加工设备完好,人员出勤;—控制加工件在工作中心加工按排定的工序加工;—保持物流稳定,控制投入和产出的工作量;—控制加工成本,结清定单,完成库存事务处理。
内容:—控制加工设备完好,人员出勤;—控制加工件在工作中心加工按排定的工序加工;—保持物流稳定,控制投入和产出的工作量;—控制加工成本,结清定单,完成库存事务处理。
机审工具工具进行决定订否是机机作业计划和排序的关系1排序,Sequencing决定不同加工件在加工中心的加工顺序;2作业计划Scheduling作业计划的主要问题不但要确定来件在各台机器上工件的加工顺序,而且包括确定机器加工每个工件开始时间和结束时间.当工件的加工顺序确定之后,作业计划也就基本确定了。
人们常常不加区别地使用“排序”与“作业计划”。
生产作业计划与排序ppt课件教材讲义
二、最长流程时间
表 6-1 2 2 5 8 2 加工时间矩阵 3 4 3 1 6 7 7 5 4 3
i Pi1 Pi2 Pi3 Pi4
1 4 4 5 4
5 4 4 5 3
6 2 5 5 1
二、最长流程时间
i pi pi
1
6 22 5 5
7
12
1 4 4 5
6
5 4
10
2
4
12
3
13
2
5
1
3
16
11
17
pi
pi
4 3
2
4 5
15
22
Hale Waihona Puke 20307 27 5
35
6 33 7
42
8
1 13
4 21
3 25
2 32
3 38
4 46
三、n/2/F/Fmax问题的算法
Johnson算法: • 假定:ai为工件Ji在机器M1上的加工时 间,bi为工件Ji在机器M2上的加工时间, 每个工件按M1—M2的路线加工。
四、一般n/m/P/ Fmax问题的 启发式算法
1、Palmer法
• 计算工件斜度指标i : i [k (m 1) / 2]pik k 1 m : 机器数 pik :工件i在机器k上的加工时间。 M=3 i=-pi1 +pi3 M=4 i=-1.5pi1-0.5pi2 +0.5pi3+1.5pi4 排序方法: 按i从大到小的顺序排列。 • 按排序的顺序计算Fmax
一、基本概念
4)一般来说,排列排序问题的最优解不一定 是相应流水车间排序问题的最优解,但一般 是比较好的解。而对于仅有 2 台或 3 台机器的 情况,则排列排序问题的最优解一定是相应 流水车间排序问题的最优解。
生产作业计划与作业排序
6/8/2014
(三)生产提前期:产品(毛坯、零部件)在各个工艺阶
段出产或投入的日期比成品出产的日期应提前的时间。 1、投入提前期:各车间投入日期比成品出产日期应提前的 时间。公式=车间出产提前期+车间的生产周期。 2、出产提前期: 公式:当前后工序车间的生产间隔相等 车间出产提前期=车间投入提前期+车间保险期 当前后工序车间的生产间隔不相等 前车间出产提前期=后车间投入提前期+前车间的保 险期+ | 前车间生产间隔期-后车间生产间隔期 |
3、进行生产能力核算与平衡 4、检查生产作业准备 5、生产作业控制
6/8/2014
(二)生产作业计划的目标
1、保证生产计划任务能够按质、按量、按期、按品 种完成。
2、尽可能实现均衡生产,建立良好的生产秩序,提 高效率。
6/8/2014
二、大量大批生产作业计划
(一) 大量大批生产作业计划 1、节拍 节拍是流水线上相邻两件相同制品投产或出产的时 间间隔,它表明了流水线生产速度的快慢或生产效率的 高低。是大量流水生产期量标准中最基本的标准。 流水线节拍的计算公式:R=F/N 其中:R—流水线的节拍(分/件),F—计划期内有 效工作时间(分),N—计划期的产品产量(件)。
6/8/2014
P128 【例7.1】以某冰箱厂为例,计算其计划期各车间X零 件的出产量和投入量,计划过程如下图
:
6/8/2014
订货点法(安全库存法):根据库存在制品下降 到订货点的时间来确定零件投产时间的一种方法。 应用场合:应用于短期的需求变化不定,但较长 时期内确有需求,定期重复生产的场合。用来安 排需求量大的标准件和通用件的生产 (三)车间生产作业计划编制
6/8/2014
生产作业计划与排程

生产计划之制定因生产方式„订单 生产或计划生产‟及产品制造流程 „行业别‟之不同而不同,即便是相 同或类似的产品制造,也会因企业的 企业文化,管理制度,管理能力等之不 同而有所差异,所以常有人说“生产 管理是最没有管理的管理”其实只 要是能达成生产管理的目标,就是一 个良好的生产管理制度与做法,我们 不应也不必受制于别人的经验或书 本的理论架构, „其实也是一种经验 的呈现而已‟;
实际产能 有效产能 例:效率= 计划产能 = 计划产能
实际产能(有效产能) 效用= 设计产能(毛产能)
42
2.2.6产能分析E
2.2.6.2产能分析„指生产线产能分析‟ 2.2.6.2.1加工线产能: „1‟先分析加工线各机台之产能 „2‟再取各工作站口之最小产能 为该线之产能 2.2.6.2.2 装配流水线产能 利用作业编成表,取各工作中之最小 产能为该线之产能.
途程计划
标 准 途 径 标 准 时 间
销售计划
订单
物 料 用 量 清 单
存量政策 预计生产计划(生产计划大纲/年度) 产能规划 实际生产计划 (MPS/3个月) 物料需求计划
B C
29
机 器 设 备
A
B
C
A
基准日程
日 程 计 划
外 包 计 划
进度跟催 异常管理
生产报表/绩效分析
30
ห้องสมุดไป่ตู้
途程安排„Routing 途程计划‟
17
2.2.4 生产计划
生产计划因计划期不同而分为:长期, 年度与短程生产计划三种.
2.2.4.1长期生产计划„一年以上‟:
系配合企业发展目标而制定,除 内部环境因素的考量外,尚需 考虑外部环境因素,通常包含 下列内容:
生产与运作课件:第十一章 作业排序

注:总拖期数为4件,平均拖期时间为:0+0+3+7+10+18)/6=6.33,平 均流程时间:(2+10+17+22+28+38)/6=19.5
1.工件2
2. 2 3.2 4.2 5.2 6.2 5 5 5 5 6 6 6 4 1 4 3 3 3 3 3
练习题:
• 已经有6个工件需要在两台设备上加工的流水作业,单件 加工时间矩阵如表12-8所示。应用Johnson算法确定最优 解。 表12-8 加工时间矩阵
i M1 M2 1 8 3 2 4 2 3 7 6 4 1 9 5 3 2 6 10 5
• 表12-6各排序规则的结果比较
排序方法 先来先加工 最短加工时间优先 交货期优先 总拖期工件数 5 3 4 平均拖期时间 10.33 6.67 6.33 平均流程时间 24 18 19.5
先来先加工:当运营能力利用率低的时采用 最短加工时间优先:平均流程时间最短 交货期优先:平均拖期时间最短,有的工件延误过长时间
二、作业计划
作业计划是在确定产品加工顺序的基础上,确定每项 生产任务在机器设备上的开工时间和完工时间。一般 情况下,作业计划都是以最早可能的开工时间和完工 时间来编制的,因此,一旦每项生产任务的作业顺序 排定以后,根据每项生产任务的生产周期就可以确定 作业计划。
(三)企业生产作业管理的基本内容
1.对每项生产任务进行加工排序。 2. 把生产任务分解到每个工作地或每台设备上,即实 际生产过程中的派工。 3.生产作业控制。不断检查任务的执行情况和设备的 负荷情况,及时为拖后的任务制定相应的赶工单,以 保证计划如期完成。 4.根据设备的运转情况和新的生产指令的到来,不断 地修订作业计划,以适应变化。 5.控制生产过程中的质量问题。
第7讲 生产作业计划与排序PPT课件
Yuan fuli,Management School of Wuhan University of Technology
11
第7讲 生产作业计划与排序
第1版
连续流水线工作指示图表
表7-1 连续流水线工作与间断时间交替程序图
流水线 的内容
装配过程
加工过程
小 1 23 4
时 5678
每班时间安排(分)
间断 间断 工作 次数 时间 时间
2
每次 10分钟
460
3
每次 10分钟
450
6
每次 10分钟
420
4
每次 10分钟
440
25.07.2020
Yuan fuli,Management School of Wuhan University of Technology
12
第7讲 生产作业计划与排序
第1版
m a x (5 -6 )
4.3件
te
tL
85 .6
4.3件
2.3件
0
60
80
112 120
第5道工序与第6道工序间流动在制品占用量变化示意图
25.07.2020
Yuan fuli,Management School of Wuhan University of Technology
19
第7讲 生产作业计划与排序
4
第7讲 生产作业计划与排序
第1版
7.1 生产作业计划
生产作业计划(scheduling)——在生产运 作计划系统中属于执行层面的操作计划, 它以综合生产计划、主生产计划及物料需 求计划为依据,对每个生产单位(车间、 工段、班组等),在每个具体的时期(月、 旬、班、小时等)内的生产任务作出详细 规定,使生产计划得到落实。
生产与运作管理作业排序解析PPT课件
制造业生产作业排序分类
按机器数 量分类
单台机器的 排序问题
多台机器的 排序问题
单件作业排序问题 (Job-Shop)
流水作业排序问题
按工件到达车 间的情况不同
(Flow-Shop) 静态排序问题
排序时,所有工件都已到达,可一次性进行排序
动态排序问题
工件陆续到达,要随时安排它们的加工顺序
第32页/共87页
发动机机壳的加工与取货信息
一个加工车间负责加工发动机机壳,现在共有5个机壳等待加工。只 有一名技工在岗做此项工作。现各个机壳的标准加工时间已经被估算 出来,顾客也已经明确提出了他们所希望的完工时间。
发动机机壳
机壳1 机壳2 机壳3 机壳4 机壳5
所需标准加工时间(h) (包括机器调整)
第11页/共87页
• 对于某一工作 n个 地,在给定作的业一段的时间单内,台顺次机决定器下一排个被序加工问的工题件 (n/1)
• 可能要考虑交付日期、在制品数量、全部完工时间等因素
…
对象1 对象2 对象3
对象n
工作地
第12页/共87页
常用的优先顺序规则
规则
FCFS (First Come First Served)规则 EDD (Earliest Due Date)规则 SPT (Shortest Processing Time)规则 SCR (Smallest Critical Ratio)规则
第18页/共87页
最短余下时间 LWRK (Least work Remaining)
• 优先选择余下工作时间最短的工作
第19页/共87页
最多余下作业
MOPNR (Most Operations Remaining) • 优先选择余下处理工序最多的工作
生产作业排序生产运作ppt课件

j1
j2
j3
j4
j5
j6
j7
j8
2 3 5 8 6 7 12 3 11 7 10 9 5 4 3 2 11 13 12 15 16 11 12 14
9
求最优解条件,满足如下条件之一:
min ta, j maxtb, j min tc, j maxtb, j
10
上例中,满足条件: min tc, j max tb, j
的排序,用解析法求最优方案几乎是不可能的。
实践中多采用排序规则的方法,分别为每一生产设备 排序,或采用仿真方法进行排序。
例:两个工件在m台设备上加工的 RND问题:
J1 =
A(2) – B(1) – C(8) –D(2) 14
J2 = A(1) - D(4) - B(1) - C(4)
J2
C4
转换两台假想设备,结果如下表:
任务 Mg tgj Mh thj
j1
j2
j3
j4
j5
j6
j7
j8
13
10
15
17
11
11
15
5
22
20
22
24
21
15
15
16
用哈姆表算法计算流程时间
11
任务
j8
j2
j5
j6
j1
j3
j7
j4
Ma taj 3 3 6 7 2 5 12 8 3 6 12 19 21 26 38 46
B1
b’ b
D4
A1
a
0
21 AB
8 C
e d
c
2 D
J1
作业排序与生产作业计划培训
作业排序与生产作业计划培训概述作业排序和生产作业计划是现代生产管理中非常重要的一部分。
通过合理的作业排序和有效的生产作业计划,企业能够提高生产效率、优化生产流程,保证产品的质量,并最大程度地满足客户需求。
因此,对于生产管理人员来说,掌握作业排序和生产作业计划的原理和方法非常重要。
本文档将对作业排序和生产作业计划进行详细介绍,并提供相关的培训内容。
作业排序的目的和原则作业排序是指对生产作业按一定的规则和原则进行排序和安排。
它的目的是保证生产作业的合理顺序,最大程度地提高生产效率,并确保产品的质量。
作业排序的原则主要包括以下几点:1.紧凑性原则:将生产作业尽可能地紧凑在一起,减少工序之间的空闲时间,提高生产效率。
2.同类原则:将同类或相似的作业尽可能地排在一起,以减少产品转换的时间和消除作业过程中的交叉影响。
3.先进优先原则:将后工序对前工序的依赖性较高的作业优先进行排程,以保证整个生产流程的顺利进行。
4.紧急原则:将紧急的生产作业放在较高的优先级,以及时满足客户的需求。
生产作业计划的步骤和方法生产作业计划是根据作业排序的结果,对各个生产作业进行时间、资源和人员的合理安排和分配,以实现生产目标的过程。
下面是一般生产作业计划的步骤和方法:1.审查订单和需求:对订单和需求进行仔细审查,了解客户的要求和交付期限。
2.制定生产计划:根据订单和需求,制定生产计划,确定各个生产作业的数量、起止时间和交付日期。
3.确定资源需求:根据生产计划,确定需要的资源,包括人力、机器设备、原材料等。
4.调度和分配资源:根据资源的可用性和生产作业的优先级,进行资源的调度和分配。
5.监控和调整:在生产过程中,监控生产进度和资源使用情况,并随时进行调整,以确保生产计划的顺利进行。
作业排序与生产作业计划培训内容为了帮助生产管理人员掌握作业排序和生产作业计划的原理和方法,以下是一份可能的培训内容:第一天:作业排序•什么是作业排序及其重要性•作业排序的原则和方法•实例分析:如何进行作业排序•作业排序的实践技巧和注意事项第二天:生产作业计划•什么是生产作业计划及其作用•生产作业计划的步骤和方法•实例分析:如何制定生产计划•生产计划的实践技巧和调整方法第三天:作业排序与生产作业计划的整合应用•作业排序与生产作业计划的关系与衔接•整合应用的案例分析•实践操作:参与实际生产作业排序和生产作业计划的过程•培训总结和经验分享通过以上的培训内容,生产管理人员将能够全面了解作业排序和生产作业计划的原理和方法,掌握实际操作的技巧,并能够在实际工作中灵活运用,最大限度地提高生产效率和满足客户需求。
第7章生产作业计划与作业排序
= ti (n 1)tL i 1
= 34 + (4-1) × 12 = 70(分)
零件加工的生产周期
(3)平行顺序移动方式的计算:
m
m 1
Tpo n ti (n 1) tsj
i 1
j 1
= 4×(10 + 5 + 12 + 7)−(4−1)×(5 + 5 + 7) = 85 (分)
机器3上的作业最小操作时间至少等于机器2 上作业的最大操作时间。
即使不符合上述条件,也可按照这种方法求得 近似的最优方案。
【例7.5】 有A、B、C、D四项作业需经过3 台机器的加工,它们在各机器上的操作时 间如表7.17所示,试决定它们的作业顺序。
假想两台机器G、H代替这3台机器:
运用约贝规则,可得作业顺序为B—A—C—D
车间
表7.5 零件A的有关期量标准
投 入 批 量 投入(出产)间隔期 生产周期(天)
装配车间
பைடு நூலகம்
5
5
5
机加工车间
10
15
15
毛坯车间
20
30
20
四、单件小批生产作业计划
生产周期法 编制综合日历进度计划 三日滚动计划法
第二节 作 业 排 序
作业排序的基本概念和要求 制造业中的作业排序 服务业中的作业排序
成批生产作业的 期量标准
(一)批量与生产间隔期
以量定期法
最小批量法 ≥ tad
Qmin t
经济批量法
以期定量法:先确定生产间隔期,再推算出批量
(二)生产周期
产品生产周期 零件工序生产周期 零件加工的生产周期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
42
生产作业计划与作业排序
1、纪律是管理关系的形式。——阿法 纳西耶 夫 2、改革如果不讲纪律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴