陶氏超滤流程标准PID图纸
超滤操作手册
超滤操作手册一、简介超滤是一种膜分离技术,其膜为多孔不对称结构。
过滤过程是一抹两侧压差为驱动力,以机械筛分原理为基础的一种溶液分离过程,使用压力通常为0.03~0.6MPa,筛分孔径从0.005~0.1μm,截流分子量为1000~500000道尔顿左右。
我们选用HYDRA cap 60膜。
影响超滤膜性能的因素1 膜的化学材料HYDRA cap 膜材质为亲水性聚醚砜(PES),这种材质的化学稳定性优异,耐受氧化剂的能力强,亲水性好不容易被污堵,污堵后容易清洗恢复。
耐酸碱范围可达Ph2~13。
2 膜丝的微观结构和孔径。
HYDRAcap中空超滤膜的中空丝断面为海绵状多孔结构,内表面为超滤分离皮层,外表面为微滤多孔曾。
与传统超滤膜的指状大孔结构相比,孔径均一,内表面无缺陷,机械强度高。
HYDRAcap膜割分子量为15万道尔顿,分离孔径约为25nm。
3超滤膜组件的结构中空纤维膜是超滤膜的最主要形式,分为内压膜和外压膜。
外压式膜的进水流道在膜丝之间,膜丝存在一定的活动空间,内压式膜的进水流道是中空纤维的内腔。
HYDRA cap 是内压式膜。
4超滤的运行方式和清洗方式超滤的运行方式分为全流过滤和错流过滤两种模式。
全流过滤时,进水全部透过膜表面形成产水;错流过滤时,部分进水透过膜表面成为产水,另一部分则夹带杂质排出成为浓水,这种运行方式能处理悬浮物含量较高的原水。
超滤的清洗方式包括正洗、反洗、分散化学清洗、化学清洗等。
正洗、反洗可清除膜面的滤饼层。
分散化学清洗和化学清洗通过化学药剂来清除胶体、有机物、无机盐等在超滤膜表面和内部形成的污堵。
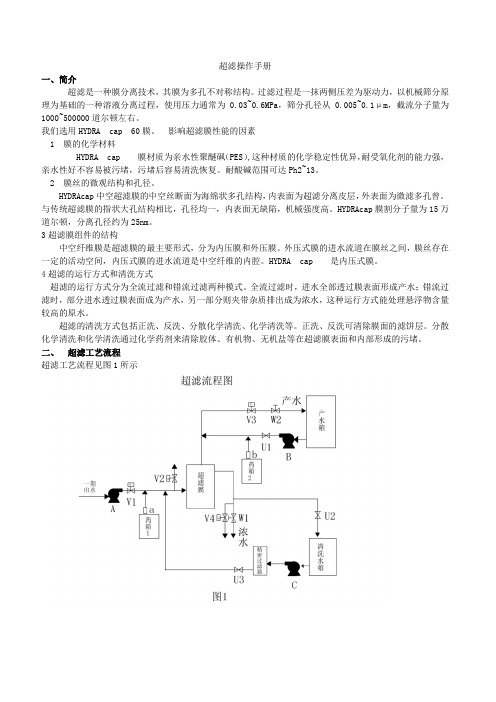
二、超滤工艺流程超滤工艺流程见图1所示四、超滤工作流程说明:超滤系统工艺流程如图1所示。
阀门W1、W2 、U1常开,其它阀门在各步骤中打开或关闭。
1运行打开阀门V1、V3,开启进水泵A。
运行中进水压力为0.1~0.2MPa,超过0.25MPa则停机并报警,说明进水压力过高。
进水泵有低液位保护,中液位自动运行。
超滤、反渗透系统演示幻灯片

• 超滤装置采用错流过滤、定时频繁反洗的全自动 连续运行方式。原水是在中空纤维的内部从一端 流向另一端,而产水则是在原水流经膜的过程中 逐渐由内壁向外壁透过(称为内压式)收集后从 产水端排出。被截留的悬浮物、 细菌、大分子有 机物、胶体等就堆积在纤维内表面,此时UF膜的 膜前与膜后的压差会逐渐增加,需进行反冲洗, 反冲洗水可利用超滤产水,反冲洗排出的水排放。 但经多次反冲洗后,可能在膜表面粘附着不易冲 洗掉的污染物和微生物,经运行一段时间后,当 其压差增加到一定的值后,此时就采用含有一定 浓度的化学药剂的水进行加强反冲洗,以增强反 洗效果,并起到清洗作用。一般化学药品用盐酸、 次氯酸钠、氢氧化钠等。
着运行时间的增加,膜污染的增加,TMP会逐渐升高,当到达设定值 时,宜进行清洗。 • 平均透膜压差=(P进+P出)/2-P产水
13
至反渗透系统水泵进水母管
淡水贮存池来的自来水
PI
凝聚剂加药 PI
PdT PI
超滤变频升压泵A
自清洗过滤器A
PI
PdT
PI
PI
超滤变频升压泵B
自清洗过滤器B
PI
.............. 1~24根膜组件
28
絮凝剂加药装置
• 絮凝剂PAC(碱式氯化铝)的作用是 将水中微小的胶体、悬浮物,甚至 大分子有机物通过电中和、混凝、 架桥、网捕使之形成较大颗粒的悬 浮物。较大颗粒的悬浮物在通过超 滤装置时能截留下来。
29
杀菌剂加药装置
• 超滤装置在加强反洗时,需添加一 定量的杀菌剂以杀死附着在超滤膜 面的细菌、微生物和藻类,在反洗 时排出,以免堵塞超滤膜孔,从而 恢复膜透水性能。以NaClO作为杀 菌剂,加药量为3-5mg/L。
产多少加仑的水(gfd), gfd = lmh x 0.59 • Permeate – 超滤产水,也称过滤出水 • Retentate – 浓水,也称为浓缩物。进水中无法通过滤膜的部分,包
工艺流程图绘制方法——PID图
工艺流程图绘制方法——PID图PID图图纸规格采用1号图纸规格(594 mm×841 mm),并用多张1号图分开表示。
每张图纸的有关部分均应相互衔接,完善地表示出整个生产过程。
少数物流和控制关系来往密切且内容较多,表示在一张1号图中太挤的情况下,可按图纸延长的标准加长1/4或1/2。
PID图的内容应根据工艺流程图和公用工程流程图的要求,详细地表示装置的全部设备、仪表、管道和其他公用工程设施,具体内容如下:a) 全部设备;b) 全部仪表(包括控制、测量及计算机联结);c) 所有管道、阀门(低高点放空除外)、安全阀、大小头及部分法兰;d) 公用工程设施、取样点、吹扫接头;e) 工艺、仪表、安装等特殊要求。
PID图中设备画法编号例如E-1由三台换热器并联操作,其编号分别为E-1A,E-1B,E-1C(或E-1A/B/C);如P-1为两台泵(一台操作,一台备用),其编号为P-1 A,P-1B(或P-1A/B)。
用细实线画出装置全部操作和备用的设备,在设备的邻近位置(上下左右均可)注明编号(下画一粗实线)、名称及主体尺寸或主要特性。
编号及名称应与工艺流程图相一致,编号方法与“工艺流程图”2.4.2规定相同。
但同一作用的设备由多台组成(或备用)时,可在编号数字后加A,B,C。
设备的主体尺寸或特性的标注方法按不同外型或特性规定如下:a) 立式圆筒型:内径ID×切线至切线高T/T,mm,b) 卧式圆筒型:内径ID×切线至切线长T/T,mm,c) 长方型:长×宽×高,mm,d) 加热及冷换设备:标注编号、名称及其特性(热负荷、及传热面积)e) 机泵,设备大小可不按比例画,但应尽量有相对大小的概念,有位差要求的设备,应表示其相对高度位置,例如热旁路控制流程中的冷凝器和回流罐。
设备内部构件的画法与PFD图规定要求相同。
相同作用的多台设备应全部予以表示,并按生产过程的要求表示其并联或串联的操作方式。
陶氏超滤膜技术手册
Dow Water & Process SolutionsIntegraPac™ Module andSkid Product ManualVersion 1May 2013This manual is confidential. It is the property of Dow Water & Process Solutions. The contents may not be reproduced, transferred or released to any third party without the written permission of Dow Water & Process Solutions.Table of Contents1. Introduction (1)2. Description of DOW™IntegraPac™ Ultrafiltration Module (2)2.1 IntegraPac™ Module and Skid Features (2)2.2 IntegraPac™ Module and Skid Specifications (5)2.3 IntegraPac™ Module and Skid Installation (8)3. Shipping and Storage (9)4. DOW IntegraPac™ Ultrafiltration Process Description (11)4.1 Process Operations (11)4.2 Pretreatment (16)4.3 Cleaning (17)Summary of Information (17)4.4 Fouling (17)5. Operating Information (18)5.1 Start Up (18)Pre-start checks (18)Start Up (18)Module rinsing (19)5.2 Integrity Testing procedures (19)Pressure hold/decay (19)Visual inspection test (19)5.3 Shut Down (20)Manual shut down (20)Equipment shut down during automatic operation (20)5.4 Operating and Cleaning Logs (20)ReferencesFigure 1: Material Size and Membrane Process Guide (1)Figure 2: Wall Cross Section of the Hollow Fiber (2)Figure 3: IntegraPac TM Module Photograph (3)Figure 4: IntegraPac™ Skid Components (4)Figure 5: Module Reference for Dimensions (5)Figure 6: IntegraPac™ Skid Reference for Dimensions (7)Figure 7: Installation™ Drawing of Module (8)Figure 8: Pallet of IntegraPac™ Modules for Shipping (9)Figure 9: Filtration Step for DOW UF Modules (12)Figure 10: Air Scour Step for DOW UF Modules (12)Figure 11: Air Scour Drain for DOW UF Modules (13)Figure 12: Top Backwash Step for DOW UF Modules (13)Figure 13: Bottom Backwash Step for DOW UF Modules (14)Figure 14: Forward Flush Step for DOW UF Modules (14)Figure 15: Chemically Enhanced Backwash "Top" Step for DOW UF Modules (15)Figure 16: Chemically Enhanced Backwash "Bottom" step for DOW UF Modules (15)Figure 17: Clean in Place Cleaning Step for DOW UF Modules (16)Figure 18: Pressure Hold Test Schematic (20)TablesTable 1: IntegraPac TM Module Connections (5)Table 2: IntegraPac™ Module Dimensions and Specifications (5)Table 3: IntegraPac™ IP-51 and IP-77 Skid Details (6)Table 4: Glycerin addition for Freezing Point Depression (11)Table 5: DOW Ultrafiltration IntegraPac™ Modules and Skids Operating Conditions (11)Table 6: Qualified Feed Water Quality Parameters (17)Table 7: Summary of Cleaning Processes (17)DOW™ IntegraPac TM Ultrafiltration Module and Skid Product Manual1. IntroductionUltrafiltration (UF) involves pressure-driven separation of materials from a feed solution. The technology achieves separation through sieving and is used to remove particulate and microbial contaminants, but does not remove ions or molecules of low molecular weight. The process typically operates with a feed pressure of 4 to 100 psig (0.28 to 6.9 bar). UF plants are automated and have low operational labor requirements. Depending on the feed water quality, these systems can require frequent cleaning. UF membranes generally may have a service life of five years or longer, depending on system operations. UF technology is commercially available in tubular, hollow-fiber, plate and frame, flat sheet, and spiral wound configurations.UF membranes reject solutes ranging in size from 0.005 microns and larger. Figure 1 provides a guide to the relationship between common material sizes, separation processes, and pore size measurements. The UF membrane process separates molecules in solution on the basis of size. The pore size and molecular weight cut-off (MWCO) are often used to characterize a membrane. The pore size is the nominal diameter of the openings or micropores in the membrane expressed in micron (micron meters µm). The MWCO is the molecular mass or weight of a solute that rejects greater than 90 percent. The unit of measurement for MWCO is the Dalton (D).Different membrane materials with the same nominal MWCO may have differing solute rejection. Pore size distribution and uniformity rather than the chemical nature of the membrane material may cause this effect. Because factors other than pore size or MWCO affect the performance of membranes, challenge studies are used to demonstrate membrane performance and benchmark different membranes.Figure 1: Material Size and Membrane Process GuideThe DOW Ultrafiltration hollow fiber membrane shown in Figure 2 is 1.3 mm outside diameter and 0.7 mm inside diameter and is made from PVDF polymer. The fibers are strong because of a combination of the polymer type,The 0.03 μm nominal pore size combines high filtration performance and high flux. The smaller pore size provides stabile long term filtration performance compared to microfiltration hollow fiber membranes. Dow has taken its Ultrafiltration technology to a new product format, referred to as IntegraPac TM modules and skids. This range includes interconnecting end caps that reduce skid capital costs and engineering design efforts.2. Description of DOW ™ Ultrafiltration IntegraPac ™ Module2.1 IntegraPac TM Module FeaturesThe DOW Ultrafiltration IntegraPac TM modules are made from high strength, hollow fiber membranes and are engineered to reduce design and fabrication requirements with features and benefits including:∙ 0.03 µm pore size for removal of bacteria, viruses, and particulates, a 6 log removal of bacteria, a 2.5 log removal on viruses and a <2.5 SDI guarantee with proper operation∙ PVDF fibers which offer strength, chemical and fouling resistance which allows for extended membrane life and consistent long term performance∙ Outside-In flow configuration which allows higher TSS feed waters, while maintaining reliable system performance and producing high quality filtrateInnovative end-cap design enables direct coupling of modules reducing the need for piping and manifolds. The outside-in flow configuration allows the use of highly effective air scour cleaning which enhances particle removal and improves recovery. A dead-end flow format achieves higher recovery and energy savings. The module housing design eliminates the need for separate pressure vessels while the vertical orientation allows easy removal of air from cleaning and integrity testing processes.Figure 2: Wall Cross Section of the Hollow FiberThe IntegraPac TM module is shown in Figure 3. There are six connections on each module. The top end cap includes 4”DN 100 concentrate ports and an 1½” DN 40 union for the. The bottom end cap includes 4” DN 100 feed ports and a 3/8” air inlet connection on the side allowing for easy access. Included with the module are the couplers, air fitting, and transparent filtrate elbow. The IntegraPac TM skid offering is shown in Figure 4.Selective ActiveArea0.3 mm Wall ThicknessFeed Outside to InFiltrateSubstructureFigure 3: IntegraPac TM ModuleFiltrateConcentrateFeedAirConnectionF i g u r e 4: I n t e g r a P a c ™ S k i d C o m p o n e n t sFeed flow enters and is distributed into the modules through the side feed ports located on the bottom end cap. Feed flow enters the module on the outside of the fiber. The air connection is located on the side of the bottom end cap and is used for air scouring and integrity testing. The concentrate (discharge of waste flows from the outside of fiber) and filtrate ports (inside of fiber) are located on the top cap.Table 1: IntegraPac TM Module and Skid ConnectionsModule DN 100 (4 inch) Coupler DN 40 (1.5 inch) Threaded Union 3/8 inch Threaded (G3/8”) Skid DN 100 (4 inch) FlangeDN 150 (6 inch) Flange DN 65 (2.5inch) FlangeTable 1 shows the type and size of the connections for the IntegraPac ™ modules. 2.2 I NTEGRA P AC ™ M ODULE AND S KID S PECIFICATIONSTable 2 shows dimensions and specifications for the IntegraPac TM modules as depicted in Figure 5. Table 3 includes the dimensions and specifications for the IntegraPac TM skids as depicted in Figure 6. Note that manufacturing and thermal expansion tolerances are not included in the dimensions below. Refer to the installation drawings for this information.Table 2: IntegraPac ™ Module Dimensions and SpecificationsFigure 5: IntegraPac ™ IP 51 and IP 77 Module Reference DrawingT a b l e 3: I n t e g r a P a c I P -51 a n d I P -77 S k i d D e t a i l si g u r e 6: I n t e g r a P a c ™ S k i d R e f e r e n c e f o r D i m e n s i o n sx a m p l e : 2x 7 t e g r a P a c I P -51-14 A r r a n g e m e n t2.3 InstallationDetailed installation instructions are provided for the Dow IntegraPac TM skids upon request. Figure 7 provides the installation details for DOW™ IntegraPac TM modules.Figure 7: Installation™ Drawing for IntegraPac™ IP 51 and IP 77 Modules3. Shipping and StorageTo control bacterial growth and prevent damage caused by fibers drying out, the DOW TM Ultrafiltration IntegraPac TM modules are wetted and stored in a non-hazardous standard storage solution containing pH buffered food-grade 1% wt. sodium metabisulfite (SMBS). At the end of the manufacturing process, storage solution is automatically injected into the modules and all inlet and outlet ports are sealed using plastic discs, couplings, and threaded plugs. If the modules will be exposed to low temperatures, glycerin can be added to the storage solution to prevent freezing. The modules are sealed in a plastic bag prior to boxing. Depending on the total number of modules and method of shipping, the modules are either shipped on pallets as shown in Figure 8 below or in crates. Skid components (underframe, air scour piping, filtrate piping) are shipped in a separate boxes or crates.As part of the quality assurance program, all DOW™ IntegraPac™ modules are tested for integrity and performance (“wet tested”) at the factory, prior to packaging and s hipment.Storage solution is automatically delivered into the module housings prior to sealing of the module ports. The target volume of storage solution used for each module is 4L (1 gal) for IP-51; and 6L (1.6 gal) for IP-77. After adding storage solution and sealing the openings, the modules are enclosed in plastic bags prior to boxing for dust protection. The storage solution volume and complete sealing of the module ports and openings help ensure a stable solution environment during transportation and storage of new modules.The bagged modules are stored in cardboard boxes, with one module per box. Saddle-shaped cushion inserts are located at both ends of the box and along the module to support and protect the modules from damage during shipping and handling. Depending on the total number of modules and required shipping method, the boxed modules are either palleted or crated for transportation. Other skid parts are placed in crates and shipped with the modules.Mechanical damage to module housing, membrane, and connections may result if the module, boxed module, pallet or crate is dropped, and otherwise mishandled. The modules should be handled with care, with particular attention during transportation.Figure 8: Pallet of IntegraPac™ Modules for ShippingStorage of New IntegraPac™ Modules:Modules are recommended to be shipped and stored in their original packaging separate from the system racks, and loaded into the system just prior to start-up. There may be cases where the customer prefers to pre-install the modules on the system racks; for example, to allow factory acceptance testing of packaged or mobile systems prior to shipping, or work scheduling at site to eliminate the separate step for module loading.These guidelines should be followed for storage of new DOW TM IntegraPac™ modules:∙Keep modules in original factory packaging.∙To minimize the potential for leakage of storage solution, modules should be stored in horizontal position.∙To prevent collapse of the boxed modules, limit vertical stacking to four layers of modules.∙Store inside a cool and dry building or warehouse, away from sources of heat, ignition, and direct sunlight. An ambient temperature of 20°C (68 ºF) to 35°C (95 ºF) is recommended for ideal storageconditions.∙Temperature limits for modules during shipping and storage is 1ºC (33.8 ºF) to 40ºC (104 ºF). Modules must be protected from freezing or excessive heat during shipping and storage. In order to avoidabrupt variations in temperature; equalization should be allowed to occur at a maximum temperaturedifferential of +/- 1°C (1.8 ºF) per minute. If freezing conditions are anticipated during the customer’sshipping and storage of modules, please notify DW&PS at the time of order placement. Glycerine may be added to the storage solution at the factory prior to shipping to allow for shipment and storage atfreezing conditions.∙Sealed modules may be stored up to 1 year from date of manufacture, at the recommended storage conditions described above and in the original packaging.Storage of modules installed on a skid:Modules (hollow fibers) installed during assembly of a skid should not be allowed to dry out. Dry membrane fibers will irreversibly lose flux. Blank or “dummy” modules are available to accurat ely build and assemble a skid. Consult the manufacturer regarding modules installed on a skid and not planned for operations within 7 days. UF systems are designed to run continuously and membrane systems perform better when operated continuously. However, in reality UF systems will start-up and shutdown on some frequency. Before the UF system shuts down, the system must be cleaned using air-scour and filtrate water backwash to prevent bio-growth in the UF system.The water used for backwash before shutdown should not contain chemicals. Any feed water and backwash chemical dosing used should be stopped before the last cleaning and shutdown. After cleaning, all valves on the UF system should be closed to seal the system.To avoid leakage in the module housing end caps and clamps, the backpressure in the modules should be controlled when the UF system shuts down, especially in case of non-scheduled shutdowns, e.g. power failure or emergency shutdowns.When the system is down for greater than 96 hours, note the following:∙The module should not dry out. Dry membrane fibers will irreversibly lose flux at any time.∙The system should be adequately protected against bio-growth, flushed for duration of 30 to 60 minutes once a day, or operated every 24 hours. If flushing with feed water, the quality should be <10 NTU or<10 mg/L TSS.∙The system should be protected against temperature extremes. The UF system can be shut down for96 hours without adding storage solution or taking additional precautions for microbiological fouling.Storage of modules off skid:For cases of long-term shutdown where the modules will remain out- of-service for an extensive period of time (weeks to months), the modules can be removed from the skid and stored to eliminate maintenance operations. If the module has been in service, a Chemically Enhanced Backwash (CEB) or Clean In Place (CIP), followed by an air scour and backwash (without chemicals) should be conducted before decommissioning the equipment. Add 4 and 6 liters of storage solution into the feed port of an IP-51 and IP-77 IntegraPac™ module respectively. The module should be kept in the horizontal position at the time of filling, with the remaining ports and openings sealed. Once the target volume of storage solution is added into the module, seal the feed ports and store the modules in the horizontal position. Modules should be placed in a plastic bag for protection and keeping the modules clean.If the modules will be exposed to freezing conditions glycerin should be added to the storage solution. It is recommended that food grade glycerin be added to the storage solution at the target strength detailed in Table 5. Enough solution should be added to wet the hollow fibers. Completely filling the modules with solution is not required. Modules prepared as described can be stored for 90 days. Consult the manufacturer for storage durations greater than 90 days.Warranty return of modules:Review the project warranty information for authorization instructions before shipping modules for return. To prepare a module for shipment drain the module, plug or seal the openings/ports, and secure the module on a pallet or in a crate.Table 4: Glycerin addition for Freezing Point Depression4. DOW Ultrafiltration IntegraPac™ Process Description4.1 Process OperationsThe basic operating conditions for the DOW Ultrafiltration IntegraPac™ modules and Skids are shown in Table 6 below. Operating parameters for the cleaning steps are provided in the section that describes cleaning.Figure 9: Filtration Step for DOW UF IntegraPac Modules and SkidsNormal operation refers to the routine operating sequence of a system using the DOW TM Ultrafiltration IntegraPac™ module and includes the operating and backwash steps. Consult Dow for commissioning procedures. At initial start up the modules are flushed using a “forward flush” to remove any residual chemicals or trapped air from the module. The flush occurs on the outside of the fibers and does not filter the feed water to produce filtrate. After the forward flush is discontinued the modules can be placed in the operating mode. An operating cycle ranges from 20 to 90 minutes in duration. While operating, 100% of the feed water is converted to filtrate. This is also referred to as dead end filtration. As contaminants are removed and deposited on the hollow fiber membrane surface during the operating step the transmembrane pressure will rise. At the end of the preset operating cycle time, a backwash sequence commences.Figure 10: Air Scour Step for DOW UF IntegraPac™ Modules and SkidsThe backwash mode occurs automatically usually on a preset time basis. The steps include an air scour, draining by gravity, backwash through the top outlet, backwash through the bottom outlet, and a forward flush. The air scour step is used to loosen particulates deposited on the outside of the membrane surface. Air is introduced on the outside of the fibers using only the hold up water volume of the module. Displaced feedflow/concentrate is allowed to discharge through the top of the module for disposal. After 20 to 30 seconds of continuous or intermittent air scour the module is drained by gravity.Figure 11: Air Scour Gravity Drain Step for DOW UF IntegraPac™ Modules and SkidsAfter the gravity draining step, the first backwash step is performed. Filtrate flow is reversed from the inside of the fiber to the outside and backwash flow is removed from the module housing through the top outlet. Figure 12: Top Backwash Step for DOW UF IntegraPac™ Modules and SkidsThe second backwash step is performed to remove backwash water through the bottom outlet. Filtrate continues to flow from the inside of the fiber to the outside and backwash flow is removed from the module housing through the bottom outlet of the module, ensuring the entire length of fibers have been cleaned. The backwash steps can be repeated numerous times depending on the degree of fouling. After backwash is complete, a forward flush is performed to remove any remaining large particulates and air trapped on the outside of the fibers. After a backwash, the modules are returned to the normal operating mode.Figure 13: Bottom Backwash Step for DOW UF IntegraPac™ Modules and SkidsCEB operation refers to a chemically enhanced backwash. The frequency of a CEB is dependent on the feed water quality. On high quality feed waters a CEB may not be required. The CEB process is programmed to occur automatically but the frequency can be field adjusted after gaining site specific operating experience. The CEB is performed using UF filtrate and either an acid, or alkali chemical. The alkali solution can be a combination of oxidant and caustic to more efficiently clean contaminants from the membrane surface. Selection of chemicals is made according the DOW Ultrafiltration applications guidelines and understanding of the foulants in the feed water.Figure 14: Forward Flush Step for DOW UF IntegraPac™ Modules and SkidsThe CEB is performed using the steps of a normal backwash except during a CEB, chemical is dosed into the backwash water and a soak step is added after the second backwash step. In addition the CEB can be performed at reduced flow, usually 50% of the backwash flux.Figure 15: Chemically Enhanced Backwash "Top" Step for DOW UF IntegraPac™ Modules and SkidsThe soak is performed for 5 to 20 minutes and allows time for the chemical to react with contaminants that have attached to the membrane surface or penetrated the fiber wall. Intermittent air scour can be applied during the soak step. After the soak a routine backwash including air scour, gravity drain, top and bottom backwash, and forward flush is performed to remove any remaining particulates and purge residual chemicals. After a CEB and at the start of the operating step, the initial filtrate produced may be sent to waste to remove residual chemicals. This step is dependent on the system piping and valve design and the downstream requirements for the filtrate. Figure 16: Chemically Enhanced Backwash "Bottom" step for DOW UF IntegraPac™ Modules and SkidsCIPA clean in place (CIP) is an offline operation that includes backwashes and chemical recirculation and soaking to clean the hollow fibers. The CIP is an on demand operation. It can be an automated process but is most often conducted manually. The frequency of a CIP is dependent on the feed water quality and routine fouling control strategy but can range from 1 to 6 months. Prior to a CIP the routine backwash steps including air scour, draining, backwash through the top outlet, and backwash through the bottom outlet are performed. Thebackwash steps can be repeated multiple times to remove contaminants or foulants not requiring chemical removal. After completing the backwash steps, the module is drained by gravity to remove excess water and prevent dilution of the CIP chemical solution. The CIP chemical solutions are recirculated through the modules on the outside of the hollow fibers for 30 minutes through a chemical mixing and solution tank. A portion of the recycle stream can be passed through the hollow fibers and recycled to the chemical cleaning tank. A cartridge filter is used to remove particulates from the CIP solution during recycle. Note that the CIP solution can be heated to 40ºC to improve effectiveness for removing contaminants from the hollow fibers. The CIP solution pH can be measured during the cleaning process and refreshed with chemicals to maintain the target pH and effectiveness of the solution. A soak is performed after the initial recycle step for 60 minutes or longer depending on the degree of fouling that has occurred. After the soak step, CIP chemicals are again recycled through the modules on the outside of the hollow fibers for 30 minutes. Air scour for short durations can be performed during the soak and recycle steps to prevent channeling of the solution through the module. When the recycle is completed an air scour is performed and then the module is drained to remove the concentrated chemical solution. The top and bottom backwash and the forward flush steps are also performed to remove any remaining particulates on the outside of the fibers. After a CIP and at the start of the operating step, filtrate may be sent to waste to remove residual chemicals held in the fiber or module. The CIP steps described above are for a single alkali or acid chemical solution. If both an acid and alkali cleaning are required, the CIP steps would be repeated for each chemical solution.Figure 17: Clean in Place Cleaning Step for DOW UF IntegraPac™ Modules and Skids4.2 PretreatmentDOW Ultrafiltration IntegraPac™ Modules and Skids designs are based on qualified feed water conditions as shown in Table 7. The UF IntegraPac™ Modules and Skids can tolerate period excursions in feed water quality as shown as the maximum allowable in Table 7. If the feed water quality is outside of the design basis range Dow should be consulted to determine if a pilot study is needed to confirm performance or if a pretreatment step is necessary. Also, if the membrane filtration system is designed and installed to the conditions below but the feed water quality is not maintained, please consult Dow Water & Process Solutions.2 Residual in filtrateDepending on application, a safety screen of 100 - 300 microns is recommended on the feed before the UF IntegraPac™ Modules and Skids. In seawater applications, a strainer size of 100 – 150 microns is recommended to prevent the growth of barnacles and mussel larvae in upstream, process pipework and tanks. A variety of technologies can be used such as self-cleaning screens and filters and bag, cartridge, or disc filters. Depending on the type of water or range of feed water parameters other pretreatment processes such as oxidation, coagulation, clarification and media filtration may also be needed.4.3 CleaningSummary of InformationThe process operating parameters for the cleaning steps are provided in Table 8 below.4.4 FoulingThere are four types of fouling common to UF operations including particulate, biological, inorganic, and organic.Particulate fouling is caused by suspended solids, colloids, and turbidity. To reduce particulates in UF feed water coagulation, sedimentation, clarification, and filtration are often used. The common cleaning method for particulate fouling is air scour and backwash.Biological fouling is caused by the growth of microorganisms. Using in-line chemical feed of chlorine or biocide or eliminating nutrients by using PAC, GAC, or coagulation, can reduce biological fouling. The cleaning method for removal of biological fouling is Chemically Enhanced Backwash (CEB) with oxidizers or biocides (NaOCl,H2O2, SBS). Shock chlorination can also be effective for biological fouling control. Inorganic fouling is caused by the precipitation of inorganics on the membrane. The rate of inorganic fouling can be controlled through oxidation/precipitation and/or filtration as pretreatment to the UF or in some cases reducing the hardness of the feed water. The recommended cleaning method for removal of inorganic fouling is chemically enhanced backwash with acid at pH 2 (HCl, H2SO4, Citric, Oxalic Acid).Organic fouling is caused by organics adsorbing on the membrane (silt, organic acids, humus). PAC, GAC, or coagulation can be used to control the rate of organic fouling. The common cleaning method for removal of organic fouling is CEB with alkali at pH 12 (NaOH).5. Operating Information5.1 Start UpThe following procedures should be followed for start-up of DOW TM IntegraPac™ Ultrafiltration Modules and Skids. Manually start the equipment during initial operation. Flush the UF system to remove the storage solution used in shipping before starting the equipment. Target a filtrate flow of 60% of design during initial operations. After 24 hours the filtrate flow can be adjusted to design conditions.Pre-start checks1. The UF pre-treatment system should operate properly and the UF feed water should meet the design requirements. Ensure that chemical addition points are properly located and that proper mixing of chemicals in the feed streams can occur. Check the addition of pretreatment chemicals.2. Verify that the drain/waste collection system is functional3. Verify that the PLC program is loaded and functioning4. Complete an electrical system check. Verify that the instrumentation is working and calibration is completed. Calibrate gauges and meters based on manufacturers’ recommenda tions.5. Clean and connect interconnecting piping. Flush system without modules to remove fabrication debris. During the flushing operation, check all pipe connections and valves for leaks. Tighten connections where necessary.6. Residual air should be removed from the system during start-up.Start UpCheck that all valves are closed and pumps are off before starting the system. Start the equipment by following the steps below:1.Pumps should be aligned, lubricated, and properly rotated.2.Open valves and start the feed pump3.Fill system and start a flush4.Start the backwash pump5.Set and adjust the backwash pressure6.Set and adjust the inlet air pressure7.Set backwash time interval8.Set air scour time interval9.Set backwash sequence。
陶氏超滤膜地运行与操作

DOW TM超滤膜的运行与操作一、过滤超滤膜系统在启动时,建议进行2-3 分钟的正洗来除去膜组件里残留的化学品及空气。
正洗是进水从膜组件下部进水口进入膜组件,冲洗膜丝外表面,从膜组件顶部浓水口排出,这一步骤时间内将不过滤进水。
在正洗完成后,系统可以转换到过滤运行状态。
通常一个运行周期为20-60 分钟,根据进水条件和清洗程序而变化。
在正常的过滤状态下,100%的进水被过滤即全流过滤。
由于在过滤过程中截留污染物,跨膜压差(TMP)将会上升,在预先设定的运行步骤的结尾,会转入到气擦洗和反洗的清洗步骤。
二、气擦洗超滤膜系统按照自动控制程序将转入气擦洗步骤,气擦洗是利用压缩空气产生的气泡松动膜丝外表面截留的污染物。
压缩空气从膜组件底部进气口进入到膜丝外表面,从顶部浓水口排出。
三、底部排水在气擦洗步骤后,停止进气,打开下排放阀,将膜组件重力排干,随排水带走松动的污染物。
排水完毕之后进行第一步反洗,即上反洗步骤。
反洗水从膜组件上部产水口进入膜丝内部,从与运行产水相反的方向透过膜丝,反洗废水在膜丝外部汇集,打开反洗上排放阀,使反洗废水从膜组件顶部浓水口排出。
上反洗步骤能首先清洗膜组件污染最严重的上端区域。
第二步反洗,即下反洗步骤,去除膜组件下端区域的污染物。
保持反洗水从膜组件上部产水口进入,打开反洗下排放阀,使反洗废水从膜组件下部进水口排出,可有效去除下端的污染物。
六、正洗在反洗结束后,需进行正洗以去除任何残留的污染物和/或化学药品,并排除聚集在膜组件内部的空气。
完成正洗后,超滤系统即可重新投入到过滤运行状态或者备用状态。
七、化学加强反洗(CEB)在通过常规气擦洗辅助反洗步骤无法除去所有污染物的情况下,通过在反洗时加入化学药剂可以加强反洗的效果,即化学加强反洗(CEB, C hemical E nhanced B ackwash)。
CEB 过程包括一个气擦洗过程、加入化学药剂反洗、浸泡和将污染物和化学药剂冲出的常规气擦洗辅助反洗过程。
陶氏超滤程控步序表及控制说明

30s
60s
60s
60s
30~60min
流量
1.5 m3/h/支
40~120L/m2·h
5-12Nm3/h.支
靠重力排水
100~150L/m2·h
100~150L/m2·h
1.5 m3/h
40~120L/m2·h
备
注
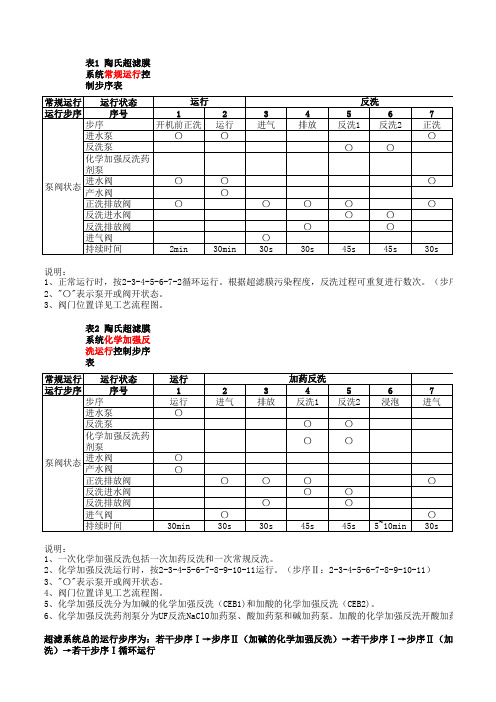
1、表中“√”符号表示泵处于运行状态,阀处于开启状态;
2、阀门启停顺序,按文字表述的先后顺序,正常运行按1-2-3-4-5-6-7-8(2),根据超滤膜组件的污染程度可进行多次反洗;
2.1
打开超滤正排阀
5秒
2.2
开超滤进气阀
5秒
2.3
关闭进气阀
5秒
3
排水
20秒
排水,时间上位机可设
3.1
开反排阀
5秒
4
注药反洗一
60秒
反洗一,时间上位机可设
关反排阀
5秒
开反洗阀同步启动反洗泵(联锁超滤CEB2酸泵)
5秒
反洗流量为正常ቤተ መጻሕፍቲ ባይዱ洗流量的一半
加强反洗酸计量泵启动
5
注药反洗二
60秒
反洗二,时间上位机可设
5秒
隔离,同时调节给水泵频率(如有),降低运行设备的负荷
1.2
关出水阀
5秒
2
进气(进气次数可设置)
30秒
气洗时间、次数上位机可设,每隔5秒可再进行1次
2.1
打开超滤正排阀
5秒
2.2
开超滤进气阀
5秒
2.3
关闭进气阀
5秒
3
排水
20秒
排水,时间上位机可设
3.1
开反排阀
(完整版)陶氏超滤产品技术手册.pdf
目录第一章公司简介 1 第二章超滤技术介绍 3 第三章DOW TM Ultrafiltration超滤膜介绍11 第四章DOW TM Ultrafiltration膜组件性能参数15 第五章超滤系统的设计21 第六章超滤装置的运行28 第七章超滤元件的完整性检测36 第八章系统的维护及故障分析38 第九章超滤装置的清洗40 第十章超滤膜组件的包装、运输与贮存43 第十一章工程运行实例44 第十二章免责说明50SFX2660安装指导图SFX2860安装指导图超滤系统通用P & IDDOW RESTRICTED - For internal use only第一章公司简介1.1 公司概况作为陶氏化学旗下的差异化业务部门,陶氏水处理及过程解决方案业务部提供广泛系列的离子交换树脂、反渗透膜、超滤膜以及连续电除盐产品,在工业与市政用水、化学工艺、制药、电力、居民用水以及污水处理与回用等各个主要应用领域占据着强有力的地位。
陶氏是世界唯一一家同时具有膜和离子交换树脂两大技术和产品的公司。
这两项技术均可从溶液中分离溶解的矿物质以及有机物,最终生成符合国际最严格水净化标准的水,从而以更低的运营成本生产出高品质的水。
陶氏水处理及过程解决方案以卓越的技术创新和强大的应用开发能力,结合精湛的设计和生产工艺,为客户提供高性能、超稳定、长寿命的陶氏超滤膜产品。
其拥有资深的膜分离技术专家、经验丰富的工程师和先进的分析检测手段为客户提供专业高效的服务,随时解决用户遇到的问题。
同时,凭借其先进的技术和对行业的深度了解为客户提供经济、节能、可持续发展的水处理解决方案。
DOW TM Ultrafilitration 陶氏超滤膜在饮用水处理、污水中水回用、反渗透预处理等方面有着广泛的应用。
其优异的性能帮助客户开发有挑战性的工程应用,从循环水零排放到炼油废水处理,从电子研磨废水回用到海水淡化预处理,陶氏超滤膜不断突破水处理的新领域。
pid工艺流程图的画法ppt课件
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
设备的画法与标注
管道流程线的表示
PID图需掌握的知识点
阀门等管件的表示方法
仪表控制的画法
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
管道及仪表流程图上的管子、管件、阀门及管道附件的图例
名称
主要物料管道
辅助物料及公用系 统管道
原有管道
可折短管
蒸汽伴热管道
电伴热管道
柔性管 翅片管
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
某丙烯酸甲酯装置局部工艺原则流程图
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
工艺原则流程图通常采用按工艺流程顺序, 自左至右展开图的形式表示,设备以示意 的图形或符号表示(表7-2),并用细实线 画出,流程图中的主要物料流程的流程线 用粗实线表示,流程方向用箭头画在流程 线上。
当物料经过设备产生变化时,可在流程的 起始部分和物料产生组分变化的设备之后, 在流程线上用指引线引出并列表标注(指 引线及表格线皆用细实线绘制)。标注出 物料变化前后各组分的名称、流量、质量 分数或摩尔分数和每项的总和数等(标注 项目可按需要酌量增减)。
陶氏超滤产品技术手册.pdf

目录第一章公司简介 1 第二章超滤技术介绍 3 第三章DOW TM Ultrafiltration超滤膜介绍11 第四章DOW TM Ultrafiltration膜组件性能参数15 第五章超滤系统的设计21 第六章超滤装置的运行28 第七章超滤元件的完整性检测36 第八章系统的维护及故障分析38 第九章超滤装置的清洗40 第十章超滤膜组件的包装、运输与贮存43 第十一章工程运行实例44 第十二章免责说明50SFX2660安装指导图SFX2860安装指导图超滤系统通用P & IDDOW RESTRICTED - For internal use only第一章公司简介1.1 公司概况作为陶氏化学旗下的差异化业务部门,陶氏水处理及过程解决方案业务部提供广泛系列的离子交换树脂、反渗透膜、超滤膜以及连续电除盐产品,在工业与市政用水、化学工艺、制药、电力、居民用水以及污水处理与回用等各个主要应用领域占据着强有力的地位。
陶氏是世界唯一一家同时具有膜和离子交换树脂两大技术和产品的公司。
这两项技术均可从溶液中分离溶解的矿物质以及有机物,最终生成符合国际最严格水净化标准的水,从而以更低的运营成本生产出高品质的水。
陶氏水处理及过程解决方案以卓越的技术创新和强大的应用开发能力,结合精湛的设计和生产工艺,为客户提供高性能、超稳定、长寿命的陶氏超滤膜产品。
其拥有资深的膜分离技术专家、经验丰富的工程师和先进的分析检测手段为客户提供专业高效的服务,随时解决用户遇到的问题。
同时,凭借其先进的技术和对行业的深度了解为客户提供经济、节能、可持续发展的水处理解决方案。
DOW TM Ultrafilitration 陶氏超滤膜在饮用水处理、污水中水回用、反渗透预处理等方面有着广泛的应用。
其优异的性能帮助客户开发有挑战性的工程应用,从循环水零排放到炼油废水处理,从电子研磨废水回用到海水淡化预处理,陶氏超滤膜不断突破水处理的新领域。
超滤计算书
file://C:\Program Files\UFlow30\Project\MyProject2.ufl.html
2014/4/18
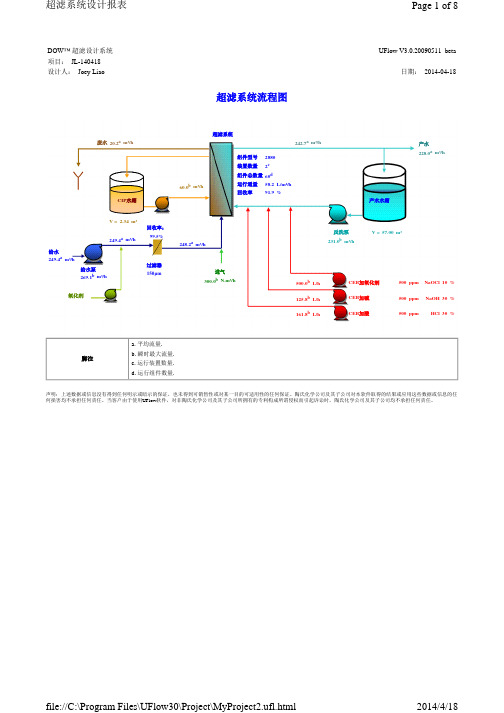
超滤系统设计报表
Page 6 of 8
6 反洗 2
ο
7 正洗
ο
返回到运行c 8
运行 ο
停机d 停机
ο ο ο ο ο ο
25s 100.0L/m²/h
40s 4.0m³/h
30min 58.2L/m²/h
声明:上述数据或信息没有得到任何明示或暗示的保证,也未得到可销售性或对某一目的可适用性的任何保证。陶氏化学公司及其子公司对本软件取得的结果或应用这些数据或信息的任 何损害均不承担任何责任。当客户由于使用UFlow软件,对非陶氏化学公司及其子公司所拥有的专利构成所谓侵权而引起诉讼时,陶氏化学公司及其子公司均不承担任何责任。
file://C:\Program Files\UFlow30\Project\MyProject2.ufl.html
2014/4/18
超滤系统设计报表
Page 5 of 8
CEB
状态
运行
化学加强反洗(CEB)
返回到运行b
运行步骤
步序
1 运行
2 进气
3 排水
4 反洗 1
5
6
反洗 2 浸泡
7 进气
8 排水
CEB加氧化剂 CEB加碱 CEB加酸
500 ppm NaOCl 10 % 500 ppm NaOH 30 % 500 ppm HCl 30 %
脚注
a. 平均流量. b. 瞬时最大流量. c. 运行装置数量. d. 运行组件数量.
声明:上述数据或信息没有得到任何明示或暗示的保证,也未得到可销售性或对某一目的可适用性的任何保证。陶氏化学公司及其子公司对本软件取得的结果或应用这些数据或信息的任 何损害均不承担任何责任。当客户由于使用UFlow软件,对非陶氏化学公司及其子公司所拥有的专利构成所谓侵权而引起诉讼时,陶氏化学公司及其子公司均不承担任何责任。
陶氏超滤膜技术资料
PVDF U‐PVC 0.03μm 1.3mm
聚偏氟乙烯 硬聚氯乙烯
0.03μm 1.3mm
0.7mm
0.7mm
2.5bar
2.5bar
51m2
549ft2
35 升
9.3 加仑
空 48Kg/注满水 83Kg 空 106 磅/注满水 183 磅
225mm
8 英寸
1860mm
60 英寸
9000 根
9000 根
6
推荐
注:数据仅供估算。
第 9 页/共 11 页
四、陶氏超滤膜设计导则
水源
地下水 自来水 地表水 (预处理后)
地表水
浊度 (mg/L)
<0.5 1‐2 <3 <1 1‐2 2‐5 <5 5‐15
15‐50
TSS (mg/L)
<5 <5 <5 <10 <10 <20 <10 <20 <30
最大推荐总通量
化学清洗时间
膜压差升至最 大 2.1bar 时 60~90 分钟 (污染严重时可适当延长)
酸洗:
化
1~2%的柠檬酸或1~2%草酸或0.2%HCL(pH2)
学
化学清洗药剂 碱洗:
10
清
0.1%NaOH+0.2%NaOCl(有效氯计)(pH12)
洗
清洗流量
8”直径系列 1.5‐2.0 m3/h∙每支组件
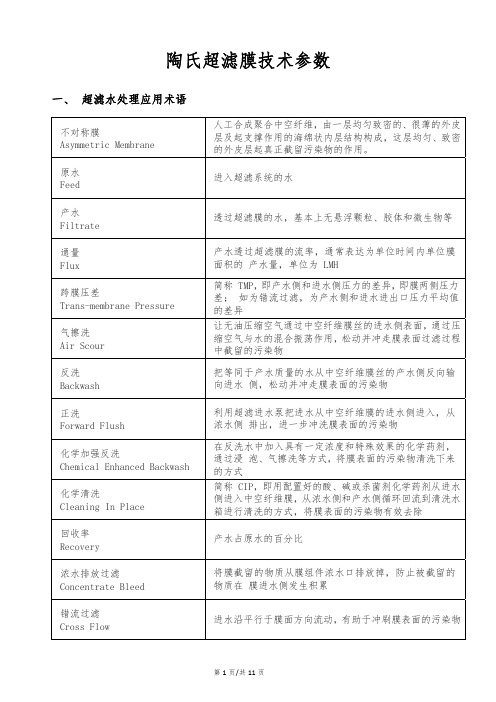
化学清洗 Cleaning In Place
回收率 Recovery
浓水排放过滤 Concentrate Bleed
错流过滤 Cross Flow
人工合成聚合中空纤维,由一层均匀致密的、很薄的外皮 层及起支撑作用的海绵状内层结构构成,这层均匀、致密 的外皮层起真正截留污染物的作用。
陶氏超滤产品技术手册最新版本
.目录第一章公司简介 1 第二章超滤技术介绍 3 第三章DOW TM Ultrafiltration超滤膜介绍11 第四章DOW TM Ultrafiltration膜组件性能参数15 第五章超滤系统的设计21 第六章超滤装置的运行28 第七章超滤元件的完整性检测36 第八章系统的维护及故障分析38 第九章超滤装置的清洗40 第十章超滤膜组件的包装、运输与贮存43 第十一章工程运行实例44 第十二章免责说明50SFX2660安装指导图SFX2860安装指导图超滤系统通用P & IDDOW RESTRICTED - For internal use only第一章公司简介1.1 公司概况作为陶氏化学旗下的差异化业务部门,陶氏水处理及过程解决方案业务部提供广泛系列的离子交换树脂、反渗透膜、超滤膜以及连续电除盐产品,在工业与市政用水、化学工艺、制药、电力、居民用水以及污水处理与回用等各个主要应用领域占据着强有力的地位。
陶氏是世界唯一一家同时具有膜和离子交换树脂两大技术和产品的公司。
这两项技术均可从溶液中分离溶解的矿物质以及有机物,最终生成符合国际最严格水净化标准的水,从而以更低的运营成本生产出高品质的水。
陶氏水处理及过程解决方案以卓越的技术创新和强大的应用开发能力,结合精湛的设计和生产工艺,为客户提供高性能、超稳定、长寿命的陶氏超滤膜产品。
其拥有资深的膜分离技术专家、经验丰富的工程师和先进的分析检测手段为客户提供专业高效的服务,随时解决用户遇到的问题。
同时,凭借其先进的技术和对行业的深度了解为客户提供经济、节能、可持续发展的水处理解决方案。
DOW TM Ultrafilitration 陶氏超滤膜在饮用水处理、污水中水回用、反渗透预处理等方面有着广泛的应用。
其优异的性能帮助客户开发有挑战性的工程应用,从循环水零排放到炼油废水处理,从电子研磨废水回用到海水淡化预处理,陶氏超滤膜不断突破水处理的新领域。
超滤运行步序表
步序
进水泵
反洗泵
化学加强反洗药
剂泵
泵阀状态
进水阀 产水阀
正洗排放阀
反洗进水阀
反洗排放阀
进气阀
持续时间
运行 1
运行 〇
〇 〇
30min
2 进气
3 排放
加药反洗
4
5
反洗1 反洗2
〇
〇
〇
〇
6 浸泡
7 进气
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
30s
30s
45s
45s 5~10min 30s
说明: 1、一次化学加强反洗包括一次加药反洗和一次常规反洗。 2、化学加强反洗运行时,按2-3-4-5-6-7-8-9-10-11运行。(步序Ⅱ:2-3-4-5-6-7-8-9-10-11) 3、"〇"表示泵开或阀开状态。 4、阀门位置详见工艺流程图。 5、化学加强反洗分为加碱的化学加强反洗(CEB1)和加酸的化学加强反洗(CEB2)。 6、化学加强反洗药剂泵分为UF反洗NaClO加药泵、酸加药泵和碱加药泵。加酸的化学加强反洗开酸加药泵;加碱的
修改)时进行CEB1,并将UF运行计数器清零。当CEB1运行次 洗时,反洗流量减半。频率设定值在画面上应能调整。
表1 陶氏超滤膜 系统常规运行控 制步序表
常规运行 运行状态
运行
运行步序
序号
1
2
步序
开机前正洗 运行
进水泵
〇
〇
反洗泵
化学加强反洗药
剂泵
泵阀状态
进水阀 产水阀
〇
〇
〇
正洗排放阀
〇
反洗进水阀
反渗透、超滤设计计算导则,水通量、选泵、选膜参数,陶氏,美国海德能设计参数
反渗透、超滤设计计算导则水通量、选泵、选膜参数陶氏,美国海德能设计参数1 反渗透和纳滤设计规范 (2)1.1 原始设计资料 (2)1.2 参数选择 (2)2 超滤设计规范 (7)2.1 设计原始资料 (7)2.2 参数选择.................................................................. 错误!未定义书签。
3 微滤设计规范 (13)3.1 微滤膜的应用范围 (13)3.2 常用微滤器的设计 (13)1 反渗透和纳滤设计规范反渗透和纳滤的设计流程是:首先根据水质类型、进出水指标选择膜的厂家、型号,然后在通过相应的膜计算软件进行模拟计算,得出最终的设计结果。
1.1 原始设计资料1.1.1 齐全的设计资料反渗透设计所需提供的原水参数:阳离子:Ca2+、Mg2+、K+、Na+、NH4+、Ba2+、Sr2+阴离子:CO32-、HCO3-、SO42-、Cl-、F-、NO3-、其它:水源类型、温度、pH、游离CO2、Fe、SiO2、溶解性总固体、电导率、浊度1.1.2 简单的设计资料当原水水质不全,做反渗透估算时需提供的原水参数:水源类型、溶解性总固体、电导率、水温、pH值1.2 参数选择1.2.1 膜型号的选择1. 各型号反渗透膜的适用范围2. 各型号纳滤膜的适用范围1.2.2 设计软件参数选择1. 设计水温:一般15℃2. 膜数量计算通常4”膜的设计产水量为250L/h ;8”寸膜的设计产水量为1000L/h单支膜设计产水量产水量膜数量=3. 系统回收率系统回收率参照《反渗透水处理设备》GB/T 19249-2003设计,同时根据具体的设计调整➢ 小型设备(日产水量≤100m 3/d ,4m 3/h )≥30%➢ 中型设备(日产水量≤100~1000m 3/d ,4~40m 3/h )≥50% ➢ 大型设备(日产水量≥1000m 3/d ,40m 3/h )≥70% 4. 水通量➢ Hydranautics➢ DOW➢KOCH1.2.3 工艺设计参数选取1. RO/NF系统设计预处理水量:=反渗透/纳滤产水÷回收率高压泵:根据RO计算软件的设计结果选型,一级高压泵出口压力=3年计算结果+0~1bar二级高压泵出口压力=3年计算结果+1~2bar 膜数量及排列方式:根据RO计算软件进行模拟2. 清洗系统➢清洗泵的选择扬程<5kg,3~4kg(30~40m)流量:按压力容器的个数选择,单支压力容器×并联的个数8英寸或8.5英寸压力容器,流量为133~151L/min(7~9t/h)6英寸压力容器,流量为57~76L/min(3~5t/h)4英寸压力容器,流量为34~38L/min(2t/h)➢清洗水箱的选择对于正常污染时,按下式计算,对于严重污染时,可将溶液体积加倍每根4"×40"膜元件配制2.2加仑(0.00836m3)溶液每根8"×40"膜元件配制8.7加仑(0.033m3)溶液➢清洗用保安过滤器通常采用孔径为5至10微米的过滤器以除去清洗出来的污垢。
(5)超滤系统的基本组成和操作

Basic TFF Operation 超滤的基本操作
Initial Feed
Diafiltration Buffer
Flush
• • • • • • • • •
Flush 冲洗 Tank Integrity Test Buffer Condition Process - Conc. Process - Diafiltration Recover Product CIP (SIP) Water Flux Storage
Also known as…也被认为是… Volume Concentration Factor or Ratio (CF or VCR)
体积浓缩因子或比率
MILLIPORE
TFF Definitions & Equations 超滤的定义&公式
Mass Balance 物料平衡
Feed Volume = Retentate Volume + Permeate Volume
Calculating a TFF Trial 超滤试验的计算
Collect the right information before you start
在你开始前收集正确的信息
• Basic Parameters 基本参数 (you’re already familiar with)(你已经熟悉) – Operating Pressures Ranges - TMP, and delta P – 操作压范围-TMP,和Δ P – Typical Flux - J (obtained from literature) – 典型流速-J(由资料获得) Other important information you will need 其他你需要的重要信息 – Product Recovery: Yield - Y, Passage - P, Rejection –R – 产品回收:回收率-Y,透过率-P,截流率-R – Volumes :Initial - Vo, Final-Vf – 体积:初始-VO,最后-VF – Typical Flow and Recirculation Rates – Q – 典型流量和循环率-Q – Time for the Trial – T – 试验的时间-T – Installed Membrane Area – A – 安装膜的面积 – Concentration Factor – CF 浓缩因子-CF MILLIPORE – Buffer Wash Volumes - DF (Diafiltration Volumes) 缓冲溶液冲洗体积-DF(透析体积)
超滤系统工艺流程图

超滤系统工艺流程图超滤是以压力为推动力的膜分离技术之一。
以大分子与小分子分离为目的,膜孔径在20-1000A°之间。
中空纤维超滤器(膜)具有单位容器内充填密度高,占地面积小等优点。
以下是店铺为大家整理的关于超滤系统工艺流程图,给大家作为参考,欢迎阅读!超滤系统工艺流程图超滤系统的应用超滤膜的最小截留分子量为500道尔顿,在生物制药中可用来分离蛋白质、酶、核酸、多糖、多肽、抗生素、病毒等。
超滤的优点是没有相转移,无需添加任何强烈化学物质,可以在低温下操作,过滤速率较快,便于做无菌处理等。
所有这些都能使分离操作简化,避免了生物活性物质的活力损失和变性。
由于超滤技术有以上诸多优点,故常被用作:(1)大分子物质的脱盐和浓缩,以及大分子物质溶剂系统的交换平衡。
(2)大分子物质的分级分离。
(3)生化制剂或其他制剂的去热原处理。
超滤技术已成为制药工业、食品工业、电子工业以及环境保护诸领域中不可缺少的有力工具[2] 。
滤膜超滤技术的关键是膜。
膜有各种不同的类型和规格,可根据工作的需要来选用。
早期的膜是各向同性的均匀膜,即常用的微孔薄膜,其孔径通常是0.05mm 和0.025mm。
近几年来生产了一些各向异性的不对称超滤膜,其中一种各向异性扩散膜是由一层非常薄的、具有一定孔径的多孔"皮肤层"(厚约0.1mm~1.0mm),和一层相对厚得多的(约1mm)更易通渗的、作为支撑用的"海绵层"组成。
皮肤层决定了膜的选择性,而海绵层增加了机械强度。
由于皮肤层非常薄,因此高效、通透性好、流量大,且不易被溶质阻塞而导致流速下降。
常用的膜一般是由乙酸纤维或硝酸纤维或此二者的混合物制成。
近来为适应制药和食品工业上灭菌的需要,发展了非纤维型的各向膜,例如聚砜膜、聚砜酰胺膜和聚丙烯腈膜等。
这种膜在pH 1~14都是稳定的,且能在90℃下正常工作。
超滤膜通常是比较稳定的,若使用恰当,能连续用1~2年。
论文超滤
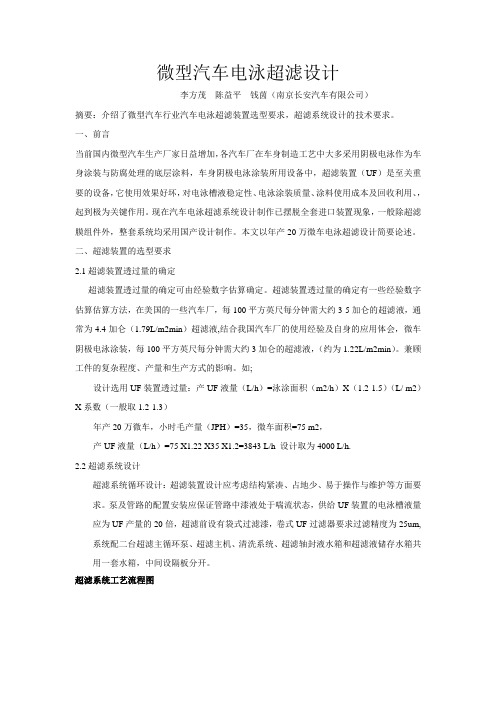
微型汽车电泳超滤设计李方茂陈益平钱茵(南京长安汽车有限公司)摘要:介绍了微型汽车行业汽车电泳超滤装置选型要求,超滤系统设计的技术要求。
一、前言当前国内微型汽车生产厂家日益增加,各汽车厂在车身制造工艺中大多采用阴极电泳作为车身涂装与防腐处理的底层涂料,车身阴极电泳涂装所用设备中,超滤装置(UF)是至关重要的设备,它使用效果好坏,对电泳槽液稳定性、电泳涂装质量、涂料使用成本及回收利用、,起到极为关键作用。
现在汽车电泳超滤系统设计制作已摆脱全套进口装置现象,一般除超滤膜组件外,整套系统均采用国产设计制作。
本文以年产20万微车电泳超滤设计简要论述。
二、超滤装置的选型要求2.1超滤装置透过量的确定超滤装置透过量的确定可由经验数字估算确定。
超滤装置透过量的确定有一些经验数字估算估算方法,在美国的一些汽车厂,每100平方英尺每分钟需大约3-5加仑的超滤液,通常为4.4加仑(1.79L/m2min)超滤液,结合我国汽车厂的使用经验及自身的应用体会,微车阴极电泳涂装,每100平方英尺每分钟需大约3加仑的超滤液,(约为1.22L/m2min)。
兼顾工件的复杂程度、产量和生产方式的影响。
如;设计选用UF装置透过量:产UF液量(L/h)=泳涂面积(m2/h)X(1.2-1.5)(L/ m2)X系数(一般取1.2-1.3)年产20万微车,小时毛产量(JPH)=35,微车面积=75 m2,产UF液量(L/h)=75 X1.22 X35 X1.2=3843 L/h 设计取为4000 L/h.2.2超滤系统设计超滤系统循环设计:超滤装置设计应考虑结构紧凑、占地少、易于操作与维护等方面要求。
泵及管路的配置安装应保证管路中漆液处于喘流状态,供给UF装置的电泳槽液量应为UF产量的20倍,超滤前设有袋式过滤漆,卷式UF过滤器要求过滤精度为25um, 系统配二台超滤主循环泵、超滤主机、清洗系统、超滤轴封液水箱和超滤液储存水箱共用一套水箱,中间设隔板分开。