蚀纹
模具蚀纹工艺(1)综述

1、材质或者硬度不均匀 2、砂眼 3、烧焊痕 在以上缺陷位置会呈现不同深浅的颜色
缺陷解决措施: 模具优化:
1、在模具上做好烧焊位置的标识 2、模具各部分的硬度差异小于HRC5 5
1、材质或硬度相差不大时,分开蚀纹,调整 蚀纹的时间长短。 2、砂眼较小时,用蜡填上砂眼后再蚀纹 3、烧焊后材质和硬度差别不大,采用第一种 方法解决。硬度差别较大,可以对烧焊位置 局部加热后再蚀纹。
常见缺陷:
1、蚀纹面与非蚀纹面边界线不直 2、粘贴不牢,导致多蚀。
模具优化:
胶布
4 蚀纹面与非蚀纹面以R角交界时,R角尽可能 小,一般不大于R0.5mm
ห้องสมุดไป่ตู้ 3、化学检验
方法与效果:
将粘贴好的模具浸泡在化学药剂里几秒钟,未 粘贴胶布的表面会被化学腐蚀0.01~0.02mm, 表面呈现黑色。
模具常见缺陷:
主动活力经营、成本周转领先、组织稳健成长
模具蚀纹工艺介绍
投资价值发现者
模具工程部:蒋昌文 2012年04月
模亿蚀纹流程
蚀纹基本流程:
洗模 粘模 化学检验 表面处理 表面处理 表面处理 QC 印花处理
化学蚀刻
防锈处理
包装
2
1、洗模
方法与效果:
使用专用的模具清洗剂对模具表面进行油污和杂 质清洗。
常见缺陷:
方法:
按纹路要求调配油墨(主要调配油墨颗粒的大小),再用喷纹枪均匀的喷涂在模具需 要蚀纹的表面。一般会先在白纸上试喷调试
适用范围:
无轮廓要求的花纹(如MT11010、MT11030等)
9
6、化学蚀刻
方法:
将转印好的模具或者喷纹好的模具、贴好菲林的模具浸泡在调好的化学药水里。将模 具上亮色的部分腐蚀。腐蚀的深度主要靠浸泡的时间来控制,腐蚀后模具表面呈黑色。 此种工艺同化学检验相似,主要是适用的化学药剂和浸泡时间不同
咬花知识整理_Bonnie_2015.11.3

当您准备选择纹理时,可从以下几个方面考虑: 1.采用该纹理的产品的类别; 2.产品外观的整体风格; 3.产品的材质; 4.纹理的手感; 5.抗磨损性; 6.光泽度; 7.深度; 8.时尚性; 9.经济效应.
蚀纹前准备
模具的蚀纹技术涉及很多方面,其中在蚀纹前的工作对蚀纹的效果有着重要作用,因此不可忽视一套模具在蚀纹前所 需的每一点细节。 模具蚀纹前的知识 A、脱模角度要求(500mm 高度以下),每 13micron 至少需要 1 度(特别的纹理除外) B、抛光要求 5microns 左右的要求用 1200 以上砂纸 10microns 左右的用 1000 砂纸
日本妮红蚀纹标准

2º以上 3º以上 3.5º以上 4º以上 5.5º以上 7º以上 8º以上 7º以上 7.5º以上 4º以上 3º以上 3º以上 3.5º以上 3.5º以上 3º以上
日本妮红蚀纹标准参考
蚀纹纹号 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 蚀纹深度 25µ--30µ 37µ--42µ 42µ--47µ 56µ--61µ 86µ--90µ 15µ--20µ 21µ--26µ 27µ--32µ 36µ--41µ 54µ--59µ 66µ--71µ 84µ--89µ 拔模斜度 4º以上 4.5º以上 4.5º以上 6º以上 9º以上 3º以上 3.5º以上 3.5º以上 4º以上 6.5º以上 7.5º以上 9º以上
日本妮红蚀纹标准参考
蚀纹纹号 研磨 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 NO.10 NO.11 NO.12 咬花 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 20 21 22 23 24 25 26 27 28 29 30 31 蚀纹深度 3µ---6µ 3µ---5µ 2µ---5µ 3µ---6µ 4µ---6µ 6µ---8µ 8µ--11µ 9µ--12µ 13µ--15µ 15µ--18µ 24µ--29µ 31µ--36µ 13µ--18µ 15µ--20µ 17µ--21µ 19µ--23µ 25µ--30µ 30µ--35µ 45µ--50µ 64µ--69µ 68µ--73µ 13µ--15µ 15µ--18µ 24µ--29µ 31µ--36µ 18µ--23µ 22µ--27µ 27µ--32µ 38µ--43µ 42µ--47µ 47µ--52µ 70µ--75µ 75µ--80µ 拔模斜度 1º以上 1º以上 1º以上 1º以上 1º以上 1.5º以上 1.5º以上 2º以上 2.5º以上 2.5º以上 3º---4º 4º---5º 2º以上 2.5º以上 3º以上 3.5º以上 4º以上 5º以上 6º以上 6.5º以上 7º以上 2.5º以上 2.5º以上 3º--4º以上 4º--5º以上 3º以上 3.5º以上 4º以上 4.5º以上 5º---6º 5º---6º 8º以上 9º以上
塑胶表面处理:蚀纹
HN3000 3001 3002 3003 3004 3005 3006 3007 3008 3009 3010 3011 3012 3013
HN3100 3101 3102 3103 3104 3105
1
#800 至#1000
1.5
#600 至#800
1.5
#600 至#800
2
#600 至#800
2
#600 至#800
2.5
#400 至#600
3.5
#400 至#600
1.5
#605
#400 至#600
2.5
#400 至#600
3
#400 至#600
3.5
#400 至#600
3.5
#400 至#600
2 至 2.5 1.5 至 2 1 至 1.5
1 1 1
1 1 至 1.5
1 1 1 1
#1200 #1000 #1200 #1200 #1200 #1200
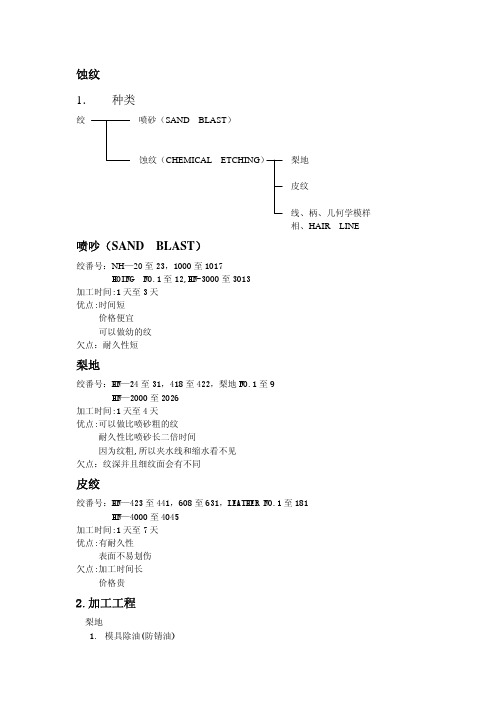
价格便宜 可以做幼的纹 欠点:耐久性短
梨地
绞番号:HN—24 至 31,418 至 422,梨地 NO.1 至 9 HN—2000 至 2026
加工时间:1 天至 4 天 优点:可以做比喷砂粗的纹
耐久性比喷砂长二倍时间 因为纹粗,所以夹水线和缩水看不见 欠点:纹深并且细纹面会有不同
皮绞
绞番号:HN—423 至 441,608 至 631,LEATHER NO.1 至 181 HN—4000 至 4045
蚀纹
1. 种类
绞
喷砂(SAND BLAST)
蚀纹(CHEMICAL ETCHING) 梨地
皮纹
喷吵(SAND BLAST)
注塑模具皮纹制作知识简介

2.蚀纹产品的特点、用途
• 更持久耐用 • 易用清洁,防止灰尘和指纹 • 满足视觉需求,如:以假乱真的橘皮纹,木纹等 • 功能需求;超声波焊接和胶粘表面可以充分利用塑料的流动性,有利于成型时的 排 气及增加零件注塑时的摩擦力。 • 改善制品的外观。通过咬花,可以遮盖一些缩水、熔接线、断差等痕迹。 • 可增加零件的表面强度。
(1).犁地纹的腐蚀。 犁地纹俗称细皮纹,因为较像梨表面的小黑点,故称犁地纹。 犁地纹的制作全靠喷枪,通过调 节喷枪喷雾颗粒的大小来控制皮 纹的粗细。 通过喷枪将油墨直接喷在模具表 面。
典型蚀纹应用,汽车仪表板表面花纹(皮革纹)
典型几何纹,非常规则。 犁地纹,因类似梨表面的小黑点而得名。
蚀 纹 后 的 模 具 表 面
二:蚀纹纹理开发
1.纹理的来源
植物 动物
传统
几何
现代 力量
科技 自然
2.原始纹理数据采集、底板的制作
纹理除电脑或手工绘制外,通常也选用自然存在的装饰纹。 采集方法:(各厂家工艺不同,此处为举例说明) 方法①选取花纹清晰、均匀、平整的表面,先喷一层黑色自干漆,晾干后,用 200#以上的碳酸钙粉末涂抹,填平纹路,再轻轻抹去突出面的白粉,使其露出黑 色,直至版面纹理清晰,黑白分明,底图制作完成。再采用照相技术进行原版皮纹 的制作。 方法②直接采用激光扫描机进行纹理,左图示为精度为0.01mm的激光扫描仪。
对于整体式c柱上护板这类要求应用几何纹 且无拼接线的纹理贴附方法。
1.红色虚线框代表皮纹纸。 2.四角绿色箭头表示贴附时需要四角拉伸。 3.皮纹纸韧性、弹性很好,可以很好的拉伸 而不撕破。 4.黑色细线表示纹理方向。
以左图为例 1.先平整贴附蓝色虚线框内皮纹 纸,蓝色线框是需要沿中空形状 边缘仔细割开。 2.将割开的皮纹纸平整的沿黄色 箭头方向向下贴附, 中部橙色 部位做其他种类纹理,封帖好。 3.按照皮纹区域的要求进行皮纹 纸的贴附,要点是几何纹理要方 向同一,平滑直顺,不能贴附后 纹理扭曲,不能几何纹理拉伸后 变形不均匀、严重。
模具蚀纹工艺介绍
喷纹枪
方法:
按纹路要求调配油墨(主要调配油墨颗粒的大小),再用喷纹枪均匀的喷涂在模具需 要蚀纹的表面。一般会先在白纸上试喷调试
适用范围:
无轮廓要求的花纹(如MT11010、MT11030等)
感谢下载
9
6、化学蚀刻
方法:
将转印好的模具或者喷纹好的模具、贴好菲林的模具浸泡在调好的化学药水里。将模 具上亮色的部分腐蚀。腐蚀的深度主要靠浸泡的时间来控制,腐蚀后模具表面呈黑色。 此种工艺同化学检验相似,主要是适用的化学药剂和浸泡时间不同
感谢下载
10
7、表面处理——砂洗
方法:
用喷枪将砂粒均匀的喷在腐蚀过的模具表面,去除模具表面的黑色氧化层,砂洗后模 具表面呈银白色
喷砂处理:
喷砂处理工艺同砂洗方法一样,只是砂粒大小不同,砂粒在高压空气的作用下,在模 具表面上冲击出细小的凹坑。喷砂处理的纹路保留时间不长
感谢下载
11
8、常见特殊纹的加工
模具常见缺陷:
1、材质或者硬度不均匀 2、砂眼 3、烧焊痕 在以上缺陷位置会呈现不同深浅的颜色
缺陷解决措施:
1、材质或硬度相差不大时,分开蚀纹,调整 蚀纹的时间长短。 2、砂眼较小时,用蜡填上砂眼后再蚀纹 3、烧焊后材质和硬度差别不大,采用第一种 方法解决。硬度差别较大,可以对烧焊位置 局部加热后再蚀纹。
适用范围:
一般适用于纹路轮廓不规则,无特殊要求的花纹。如汽车 内饰件的皮革纹。
制作好的蜡纸
转印模具
感谢下载
7
5、印花处理——菲林
标牌菲林
花纹菲林
方法:
按纹路图纸制作菲林,再将菲林按纹路要求贴在模具上,控制菲林在模具上的位置。
适用范围:
1、轮廓要求规则、清晰的花纹(如立体纹等)
光面与蚀纹
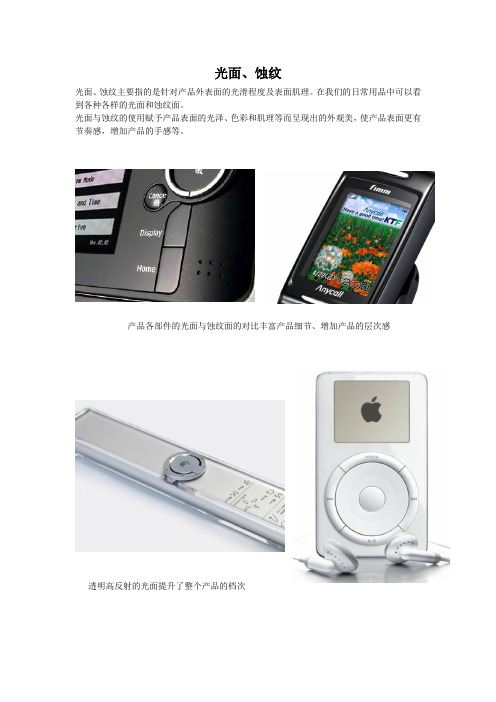
光面、蚀纹光面、蚀纹主要指的是针对产品外表面的光滑程度及表面肌理。
在我们的日常用品中可以看到各种各样的光面和蚀纹面。
光面与蚀纹的使用赋予产品表面的光泽、色彩和肌理等而呈现出的外观美,使产品表面更有节奏感,增加产品的手感等。
产品各部件的光面与蚀纹面的对比丰富产品细节、增加产品的层次感透明高反射的光面提升了整个产品的档次不同材质的光面产生不同程度的反射使产品富有光泽感蚀纹表面使产品具有细腻的手感光面与蚀纹面由于产品所用的材料的不同和加工工艺的不同具有不同的光泽度。
常见的产品光面蚀纹面主要有塑料和金属两种。
我们主要针对塑料产品进行了解。
塑料产品主要是在模具上直接实现表面的光面与蚀纹面,这样在注塑件上直接体现产品光面与蚀纹面,对于一些使用原色、产品表面要求不高的产品不用再进行特别的表面处理、节省后期的的加工工艺。
对于一些需要后期喷漆的产品也必须要有较高的光面,通过喷漆等处理出不同的外观色彩和肌理模拟其他材质(如塑料件喷金属漆等)。
这种情况下需要对塑料制品进行抛光处理。
模具上光面与蚀纹面的制作:光面主要是在模具成型进行完加工之后、对模具表面进行抛光。
常见的抛光工艺:一,抛光方法目前常用的抛光方法有以下几种:1 机械抛光机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。
超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。
利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。
光学镜片模具常采用这种方法。
2 化学抛光化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。
这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。
化学抛光的核心问题是抛光液的配制。
蚀纹面问题分析与探讨
蚀纹面问题分析和探讨一,蚀纹面简介二,蚀纹面优点——结合线,轻度缩水,发白及轻度气痕。
三,蚀纹面缺陷---拉伤,模印(包括顶针-入子印,应力痕),油光,蚀纹粗细及明暗不一致。
四,蚀纹面其他作用---后模蚀纹,顶针蚀纹,照相腐蚀等。
注:总感觉自己还是写的不够具体,但是由于这方面的资料很少加上自己水平有限,只能写这么多,还请大家在阅读的时候不吝赐教。
中日龙电器制品(深圳)有限公司IE部李东一,简介(喷砂纹/梨地纹/皮纹)蚀纹面也叫咬花面,我以前在台资厂都这样叫,来到中日龙后改叫为蚀纹面或晒纹面。
塑胶件常用的花纹叫做梨地花纹,名字的来路就是,花纹象梨皮上的坑坑点点一样。
事实上,蚀纹就是在模具上腐蚀出一个一个的小坑,使产品表面形成一种凸凹感。
蚀纹面也分粗细,粗的我比较喜欢,这样模具蚀纹面的寿命也长,几乎不需要怎么保养,产品也好做,外观上的不良得以掩盖,还耐碰刮伤。
细纹相对就比较头疼,模具寿命短,产品表面原有的缺陷不但遮盖不住,还会添一些其他麻烦,不过花纹越细越有利于脱模。
细纹的加工,除了靠化学蚀刻外,靠放电同样能得到均匀一致的细花纹,笔记本电脑使用的键帽表面花纹比较细,模具就是这样加工的,这样的缺点是寿命要短于化学蚀刻。
蚀纹面的产品外观美观且简单,模具及生产成本要比镜面及光面低廉,但对中日龙来说,如果代工的产品都是蚀纹面,那就没有什么利润了,党工的话是最好要求客户接受三涂或五涂,这样产品的附加值就大了,报价就高了,我们赚的钱也多了,总比做一般的成型件了来的快。
一般化学蚀刻的步骤是:1,模具脱脂→2,封贴→3,表面处理→4,蚀刻→5,喷砂用封贴→6,干燥→7,喷砂→8,除去贴纸→9,洗净→10,防锈。
在富士康DT(II)事业处的时候,有个专门的咬花房,经常去,看的最多的封贴,喷砂,当时还没有感觉咬花是多神秘的东西,出来后发现,这个还是很有保密性的东西,只怪自己当时太年轻,只顾和里面的咬花妹聊天了,却忘了学点技术了。
益新公司蚀纹技术资料
主要应用领域
此类纹在各行各业中被广泛采用,其主要特点是观感良好, 为产品增加美感,弥补产品钱观上的缺憾。其主要应用在家电产 品外观上:如手机、电话机按键、充电器、各种玩具产品、各种 电脑、空调、工具箱、皮箱、家私制品等等,也可以用在汽车内 部分装饰配件产品上。
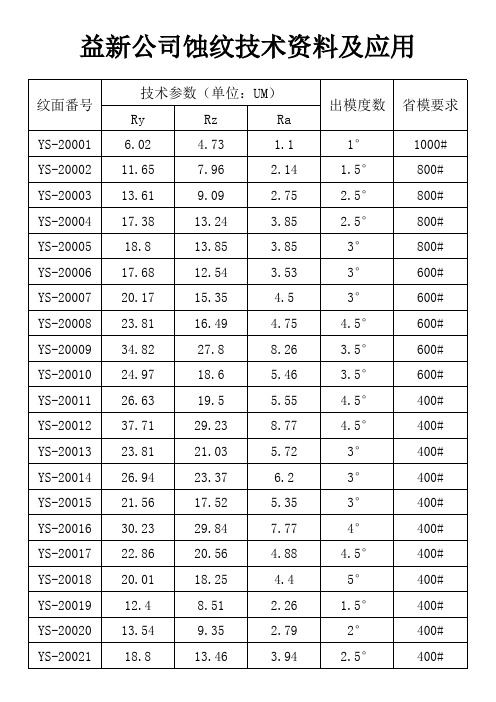
益新公司蚀纹技术资料及应用
纹面番号
YS-20073 YS-20074 YS-20075 YS-20076 YS-20077 YS-20078 YS-20079 YS-20080 YS-20081 YS-20082 YS-20083 YS-20084 YS-20085 YS-20086 YS-20087 YS-20088 YS-20089 YS-20090 YS-20091 YS-20092 YS-20093
益新公司蚀纹技术资料及应用
纹面番号
YS-20094 YS-20095
技术参数(单位:UM)
Ry
Rz
Ra
15.38
10.31
2.98
20.76
17.29
4.06
出模度数 省模要求
4°
400#
4°
400#
主要应用领域
此类纹在汽车工业中受到高度重视和好评,其主要特点是手 感好、观感强,能以假乱真代替皮革,其主要应用在各类汽车车 内的装饰件及各种高级音响和皮箱的表面。
益新公司蚀纹技术资料及应用
纹面番号
YS-20022 YS-20023 YS-20024 YS-20025 YS-20026 YS-20027 YS-2028 YS-20029 YS-20030 YS-20031 YS-20032 YS-20033 YS-20034 YS-20035 YS-20036
益新公司蚀纹技术资料及应用
模具蚀纹工艺介绍
感谢下载
1
蚀纹基本流程:
洗模 粘模 化学检验 表面处理 印花处理
化学蚀刻 防锈处理
表面处理 包装
表面处理 QC
感谢下载
2
1、洗模
方法与效果:
使用专用的模具清洗剂对模具表面进行油污和杂 质清洗。
常见缺陷:
1、表面留有油污,油污对模具表面有防腐蚀的作 用,会造成化学蚀刻不均匀; 2、模具贴保护胶纸不容易
感谢下载
10
7、表面处理——砂洗方源自:用喷枪将砂粒均匀的喷在腐蚀过的模具表面,去除模具表面的黑色氧化层,砂洗后模 具表面呈银白色
喷砂处理:
喷砂处理工艺同砂洗方法一样,只是砂粒大小不同,砂粒在高压空气的作用下,在模 具表面上冲击出细小的凹坑。喷砂处理的纹路保留时间不长
感谢下载
11
8、常见特殊纹的加工
模具常见缺陷:
1、材质或者硬度不均匀 2、砂眼 3、烧焊痕 在以上缺陷位置会呈现不同深浅的颜色
缺陷解决措施:
1、材质或硬度相差不大时,分开蚀纹,调整 蚀纹的时间长短。 2、砂眼较小时,用蜡填上砂眼后再蚀纹 3、烧焊后材质和硬度差别不大,采用第一种 方法解决。硬度差别较大,可以对烧焊位置 局部加热后再蚀纹。
原因:
1、蚀纹不均匀 2、局部表面处理洗纹不均匀 3、模具斜度不够 解决措施:
1、重新洗纹,将R角附近的纹路做浅一些 2、模具在蚀纹资料上注明斜度,可以要求蚀同种 纹路,蚀纹深度不同,过渡处理。越靠近产品底部 纹路越浅
感谢下载
13
胶布
模具优化:
蚀纹面与非蚀纹面以R角交界时,R角尽可能 小,一般不大于R0.5mm
感谢下载
4
3、化学检验
模具优化:
激光模具蚀纹介绍
模具蚀纹一、模具蚀纹的定义模具蚀纹是模具表面处理一种常见的工艺,直接影响产品表面的美观和表面强度。
因其工艺成本较低、效果丰富、速度快而受到较广泛的应用。
模具蚀纹、模具咬花、模具晒纹、模具烂纹、模具烂花、模具蚀刻之类都是模具里的同一工艺,只是名称叫法不同。
里面又有幼纹、细纹、粗纹、皮纹等纹路粗细的种类。
英文一般如下写法mould texture,mold texture,mould te xturing,mold texturing。
二、模具蚀纹的应用1.装饰产品的作用,使产品更加美观,高雅;2.克服了印字、喷漆易磨掉的缺点;3.满足了视觉要求:由于光洁如镜的产品表面极易划伤、易沾上灰尘和指纹,而且在形成过程中产生的疵点、丝痕和波纹会在产品的光洁表面上暴露无疑,而一些皮革纹、橘皮纹、木纹、雨花纹、亚光面等装饰花纹,可以隐蔽产品表面在成形过程中产生的缺点,使产品外观美观,迎合视觉的需要。
4.制作花纹,可以使产品表面与型腔表面之面能容纳少许的空气,不致形成真空吸附,使得脱模变得容易。
5.防滑、防转、具有良好的触摸手感。
6.制成麻面或亚光面,防止光线反射、消除眼部疲劳等。
三、模具蚀纹的方式1.不同的技术流程制作出不同的纹路风格。
2.化学蚀刻法是采用化学药水(如硫酸、硝酸等)与模具钢材产生化学反应,并控制反应过程来得到各种各样的效果。
如沙纹、条纹、图象、木纹、皮纹及绸缎图案等。
3.喷砂或喷纹法,如办公室文件器材、录音机、录影机、照相机、汽车的防撞架、镜面、花盆、餐具等表面都是用喷纹制作而成。
4.激光蚀刻法是利用激光对模具金属表面进行蚀刻的原理,对模具表面进行蚀纹加工而得到的各种各样的效果。
四、模具化学蚀纹的流程洗膜-粘膜-化学检验-表面处理-印花处理-化学蚀刻-表面处理-QC-防锈处理-包装五、模具纹分类有对称形图纹如正方形对应、圆形对应,非对称形图纹、花纹、木纹、类似家装材料瓷砖的图纹,这个纹理当然不是平的,是有纹理的、有立体感的、有凹凸不平的。
蚀纹
蚀纹前表面处理A. 垂直壁面拔模斜度要求我们最常被问到的问题是:"我需要多大的拔模斜度?"常规经验是每.001"深度纹需要 1 度的拔模角,在薄壁成型件的设计和高压模塑中则需增大拔模斜度。
重要事项:垂直壁是内壁还是外壁?如果是内壁,成型件在成型中会收缩粘着在壁上,因此需要更大的拔模斜度,以完成纹形或浅纹形。
凹口在表纹加工过程中,会从模具上除去部分金属。
有时纹形区的垂直壁上有封闭区域,或者你需要在分型线位置的纹形上留一段不加纹区域。
此时就会因纹刻时除去部分金属而形成“凹口”或反拔模角。
从而引起擦痕,拉痕,成型件粘着或更严重问题如:模具闭锁。
金属切除和成型深度需注意的重要一点是:任何纹形的成形深度并不一定等于需切除的金属量。
对车纹来说尤其如此,很多纹形的金属切除量和纹形深度有很大差别。
为达到汽车外观标准,很多纹形需多次蚀刻使成型件符合母版。
每次蚀刻都会去掉金属,甚至成型件上适应拔模需要的较浅区域也需去除大量金属。
对潜在凹口也需考虑此因素,表纹加工后对纹刻时除去金属的区域进行手工修复使该区域融合时同样应注意这点。
B. 分离线处理分离线保护不同类型的部件要求采用不同的分离线处理方法。
我们可以为您提供及时的分离线的蚀刻,或者为您的分离线留一个0.005”—0.750”的边距。
C. 表纹加工后电镀/表纹加工后电镀完成表纹加工后,可对很多纹样进行电镀而不影响它的完整性和功能。
快速镀硬铬或镍的镀层厚度通常为.0003" to .0005",它不会使纹样变浅或有明显外观变化。
如果你需在纹形加工后电镀模具,最好在纹形加工前通知我们以获得帮助。
D. 蚀纹处理前电镀/涂层模具表面精度要求如果需纹刻的模具表面已镀镍、硬铬、特氟龙或有其他能提高模具耐磨性和/或抗腐蚀性的表面涂层,则此涂层必须完全清除以保证模具蚀纹加工处理效果。
E.显著部件您可以在蓝本或聚脂薄膜上作精确、完事的标注,指导我们需要怎样蚀刻,要确保图档显示了各个不同区域的交叉部分。
日本妮红蚀纹标准

#600 #400 #400 #320--#400 #320--#400 #320--#400 #320 #320 #320
HN 20
13µ--15µ
2.5º以上
#600
21
15µ--18µ
2.5º以上
#400--#600
22
24µ--29µ
3º--4º以上
#320--#400
23
31µ--36µ
4º--5º以上
咬花
NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9
13µ--18µ 15µ--20µ 17µ--21µ 19µ--23µ 25µ--30µ 30µ--35µ 45µ--50µ 64µ--69µ 68µ--73µ
2º以上 2.5º以上
3º以上 3.5º以上
4º以上 5º以上 6º以上 6.5º以上 7º以上
9º以上
#320
以上材料供参考,如因成型条件,成型材料,肉厚的变化,脱模差额等以外的异常发生时,数 据可不在本资料内
日本妮红蚀纹标准参考
蚀纹纹号 HN 1000 1001 1002 1003 1004 1005 1006 1007 1008 1009 1010 1011 1012 1013 1014 1015 1016 1017
#400
2007
60µ--65µ
7º以上
#400
2008 2009
65µ--70µ 34µ--39µ
7.5º以上 4º以上
#400 #400
2010
45µ--25µ
3º以上
#400
2011
20µ--25µ
3º以上
#400
模具蚀纹标准
模具蚀纹标准模具蚀纹(也称为腐蚀性蚀刻或蚀痕)是指金属模具表面由于与塑料材料或其他工作材料接触而产生的蚀痕、蚀刻或腐蚀现象。
蚀纹标准通常由相关标准组织或行业协会制定,以规范模具表面的蚀纹程度和影响,从而确保模具的质量和寿命。
以下是一些与模具蚀纹相关的常见标准:1. 国际标准:•ISO 11123:1993 "Plastics — Determination of the effect of exposure to damp heat, water spray and salt mist"(塑料-测定暴露于潮湿热、水雾和盐雾的效果)•ISO 4892-3:2016 "Plastics — Methods of exposure to laboratory light sources — Part 3: Fluorescent UVlamps"(塑料-实验室光源曝露方法-第3部分:荧光UV灯)2. 美国标准:•ASTM D1435-13 "Standard Practice for Outdoor Weathering of Plastics"(塑料户外耐候性的标准实施规程)•ASTM G85-02(2015) "Standard Practice for Modified Salt Spray (Fog) Testing"(改良盐雾(雾)测试的标准实施规程)3. 行业标准:•行业协会和组织可能发布关于模具蚀纹的专业标准。
例如,塑料模具制造行业协会(Plastics Industry Association)可能发布一些相关标准。
这些标准通常详细说明了测试方法、蚀纹的分类、评估标准和结果的解释等内容。
对于具体的模具应用,建议查阅相关的标准文档,以确保模具制造和使用的质量和性能得到充分考虑。
蚀纹标准——精选推荐
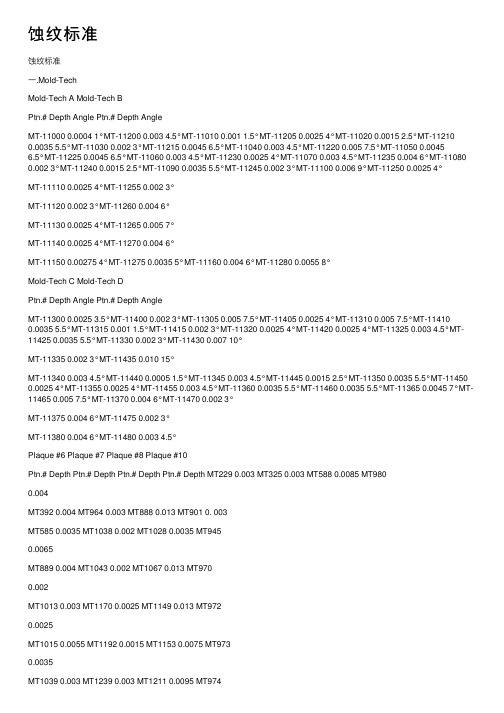
蚀纹标准蚀纹标准⼀.Mold-TechMold-Tech A Mold-Tech BPtn.# Depth Angle Ptn.# Depth AngleMT-11000 0.0004 1°MT-11200 0.003 4.5°MT-11010 0.001 1.5°MT-11205 0.0025 4°MT-11020 0.0015 2.5°MT-112100.0035 5.5°MT-11030 0.002 3°MT-11215 0.0045 6.5°MT-11040 0.003 4.5°MT-11220 0.005 7.5°MT-11050 0.00456.5°MT-11225 0.0045 6.5°MT-11060 0.003 4.5°MT-11230 0.0025 4°MT-11070 0.003 4.5°MT-11235 0.004 6°MT-11080 0.002 3°MT-11240 0.0015 2.5°MT-11090 0.0035 5.5°MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4°MT-11110 0.0025 4°MT-11255 0.002 3°MT-11120 0.002 3°MT-11260 0.004 6°MT-11130 0.0025 4°MT-11265 0.005 7°MT-11140 0.0025 4°MT-11270 0.004 6°MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8°Mold-Tech C Mold-Tech DPtn.# Depth Angle Ptn.# Depth AngleMT-11300 0.0025 3.5°MT-11400 0.002 3°MT-11305 0.005 7.5°MT-11405 0.0025 4°MT-11310 0.005 7.5°MT-114100.0035 5.5°MT-11315 0.001 1.5°MT-11415 0.002 3°MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5°MT-11425 0.0035 5.5°MT-11330 0.002 3°MT-11430 0.007 10°MT-11335 0.002 3°MT-11435 0.010 15°MT-11340 0.003 4.5°MT-11440 0.0005 1.5°MT-11345 0.003 4.5°MT-11445 0.0015 2.5°MT-11350 0.0035 5.5°MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5°MT-11360 0.0035 5.5°MT-11460 0.0035 5.5°MT-11365 0.0045 7°MT-11465 0.005 7.5°MT-11370 0.004 6°MT-11470 0.002 3°MT-11375 0.004 6°MT-11475 0.002 3°MT-11380 0.004 6°MT-11480 0.003 4.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10Ptn.# Depth Ptn.# Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT325 0.003 MT588 0.0085 MT9800.004MT392 0.004 MT964 0.003 MT888 0.013 MT901 0. 003MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT9450.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT9700.002MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT9720.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT9730.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT9740.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT9780.003MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT9850.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-10.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-20.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-30.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-40.0075MT1122 0.0015 MT2019 0.0025 MT1234 0.0035 MT1055 -5 0.001 MT1125 0.006 MT2020 0.002 MT1235 0.0035 MT10550.0015MT1126 0.0065 MT2028 0.0025 MT1236 0.0035 MT1055 -6 0.0017 MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-70.0225MT1526 0.0135 23064 0.0015 23031 0.0085⼆.昵宏咬花番號拔模斜度平均值µ打光程度加⼯種類HN-DS11 1° 5 ~ 7 800 噴砂咬花HN-DS12 1.5°10 ~ 13 600 ~ 800HN-DS13 2°12 ~ 15 600 ~ 800HN-DS14 2°13 ~ 19 600 ~ 800HN-DS01 3°25 ~ 30 320HN-DS02 4°35 ~ 40 320HN-DS03 4°36 ~ 42 320 化學咬花HN-DS04 4.5°38 ~ 43 320HN-DS05 1.5°9 ~ 13 800HN-DS06 2°14 ~ 19 800HN-DS07 2.5°19 ~ 24 600HN-DS08 3°25 ~ 30 400三.梨地梨地NO. 1 2°8~9 #400梨地NO. 2 2.5°15~16 #400梨地NO. 3 3°15~17 #400梨地NO. 4 3.5°16~18 #400梨地NO. 5 4°20~23 #400梨地NO. 6 4.5°25~30 #400梨地NO. 7 6°40~42 #320梨地NO. 8 6°57~60 #320梨地NO. 9 6°60~66 #320S ---半光澤G ---半光澤NO. 1 1° 1.7 鏡⾯NO. 2 1° 1 鏡⾯NO. 3 1° 1.4 鏡⾯NO. 4 1° 1.8 1000NO. 5 1° 2.9 1000NO. 6 1.5° 4 1000NO. 7 1.5° 6.5 #800NO. 8 2°7 #800NO. 9 2.5°7.7 #800NO. 10 3°10~11 #600NO. 11 3~4°12~15 #600NO. 12 4~5°16~18 #600S ---半光澤G ---半光澤HN20 2.5°12~14 #400HN21 3°15~17 #400HN22 3~4°23~25 #400HN23 4~5°33~37 #320HN24 4°19~21 #320HN25 4°23~25 #320HN26 4°26~30 #320HN27 5°37~40 #320HN28 5~6°41~43 #320HN30 6°58~63 #320 HN31 6°65~73 #320S ---半光澤G ---半光澤HN1000 1°4~5 #800 HN1001 1°5~6 #800 HN1002 1.5°8~ #800 HN1003 1°3~4 #800 HN1004 1°4~5 #800 HN1005 1°5~6 #800 HN1006 2°10~11 #600 HN1007 2.5°12~13 #600 HN1008 3°17~19 #600 HN1009 1.5°6~7 #600 HN1010 2°7~8 #600 HN1011 3°13~14 #600 HN1012 3.5°25~27 #400 HN1013 4°33~37 #400 HN1014 5°43~50 #400 HN1015 3°19~21 #400 HN1016 4°32~~33 #320 HN1017 5°36~~38 #320 S ---半光澤G ---半光澤HN2000 1.5°8~9 #600 HN2001 2°13~15 #600 HN2002 2.5°22~34 #400 HN2003 3.5°40~44 #400 HN2004 4°44~47 #400 HN2005 5.5°61~65 #400 HN2006 5.5°60~63 #400 HN2007 5°61~64 #400 HN2008 5°63~66 #400 HN2009 3°33~35#400 HN2010 3.5°43~46 #400 HN2011 2°20~21 #400 HN2012 3°28~32 #400 HN2013 3.5°30~35 #400 HN20142.5°19~22 #400 HN2015 2.5°25~29 #400 HN2016 3°33~38 #400 HN2017 4°38~41 #400 HN2018 4°50~58 #400HN2019 5°70~75 #400 HN2020 2°16~23 #400HN2022 3°25~27 #400HN2023 4°30~34 #400HN2024 4.5°42~50 #400HN2025 5°52~56 #400HN2026 5°62~70 #400S ---半光澤G ---半光澤HN3000 1.5°4~5 #800HN3001 1.5°5~6 #800HN3002 1.5°7~9 #800HN3003 2.5°8~11 #800HN3004 3°10~15 #600HN3005 3°16~18 #600HN3006 3.5°17~20 #600HN3007 1.5°7~9 #600HN3008 2°9~11 #600HN3009 2.5°12~14 #600HN3010 2.5°15~18 #600HN3011 3°18~22 #600HN3012 3.5°24~28 #600HN3013 3.5°27~31 #600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒⽂,其实质就是同⼀种⼯艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
* 适用于小拔模角侧壁的平直或坡度纹。
* 纹形层次
* 纹形允许公差。
* 配合模具的纹形。
* 模具上有几种纹样类型
* 纹形的复杂和简单性。
4)模具材料。
5)所需时间交货期
我方经验丰富的销售工程师能随时向您提供表纹加工价格。请提供尽可能多的信息以便我们准确报价。随着很多新纹型的出现,特别针对汽车公司,我们强烈建议当你知道将用于模具的纹刻后即尽快询价。这些新纹型很多都是三维图形,需更长的交货期,比传统纹型加工成本更高。在询价时你需保护自己。很多纹型需获得OEM批准。如果能让我们尽快对你方的加工项目报价,也就能确保我们获得纹样数据。我们定期派遣销售工程师到世界各地的模具中心巡视。如果需要我方实地了解你的加工项目,请电话联系我们,我方可派出工程师参观贵厂或采用其他方式。
F. 光泽
部件的光泽是该部件的外观或感官的品质要求的一个重要因素。光泽也全影响蚀刻的观感,尤其是在精制无光保护层上的蚀刻。如果部件的光泽太暗,蚀刻会看起来更浅,如果部件很有光泽,蚀纹会看起来比实际深度更深;有许多因素影响光泽模具的光泽,
我们将多年以来的测试信息汇总如下:
部件光泽的决定因素:
B. 分离线处理
分离线保护
不同类型的部件要求采用不同的分离线处理方法。我们可以为您提供及时的分离线的蚀刻,或者为您的分离线留一个0.005”—0.750”的边距。
C. 表纹加工后电镀/
表纹加工后电镀
完成表纹加工后,可对很多纹样进行电镀而不影响它的完整性和功能。快速镀硬铬或镍的镀层厚度通常为.0003" to .0005",它不会使纹样变浅或有明显外观变化。
任何纹形的成形深度并不一定等于需切除的金属量。对车纹来说尤其如此,很多纹形的金属切除量和纹形深度有很大差别。为达到汽车外观标准,很多纹形需多次蚀刻使成型件符合母版。每次蚀刻都会去掉金属,甚至成型件上适应拔模需要的较浅区域也需去除大量金属。对潜在凹口也需考虑此因素,表纹加工后对纹刻时除去金属的区域进行手工修复使该区域融合时同样应注意这点。
模具表面光泽的决定因素:
1.模具材质(金属号)2.模具硬度3.调光设备4.润光前模具抛光5.蚀刻前模具抛光
6.焊接区域7.模具材质结构8.刀具标记,EDM(Scale)9.铁纹或分离线
对于影响色泽的因素尽管我们能控制的只是其中一少部分,我们还是希望您能提供模具所需达到的色泽的尽可能多的信息,通常OEM会提供一个与60度色计量和色泽相关的一个光泽数值。如果我们了解将需注塑的塑料的型号,通常我们可以在模具表面提供一个接近所需光泽规格的光泽。
精密蚀纹的深度和精确度
根据需要蚀纹的图案的尺寸、厚度和复杂程度,型腔材质的型号和硬度的不同,蚀纹处理可以达到的深度会有所不同。如果您检查我公司的蚀纹样品模板,您可以看到我们不同型号的不同深度的艺术图片,粗体型号或艺术图片可达到的最深。有少数的蚀纹深度达到大约.015"。
此外,我们已开发出多种方法在多个水平区域(如汽车透镜的凹槽)蚀纹部品进行编码等。我们还将继续改进和推广模具精度蚀纹。
J. 如何将模具发运至蚀纹中心
1) 确保所有相关资料随模具一起发运:
* 列明所有发运物件的发运人清单
* 准确标出表纹处理部位的带标记塑件或说明图
* 钢材型号说明
* 如填单需要,提供定购单
* 如果可能,提供表纹处理样品
* 抛光度要求
* 其他要求或说明资料
2) 确保在钢材上仔细准确地划出任何平面封闭区域。
G.精度蚀刻
精度蚀纹是Mold-Tech专利,适用于各种尺寸、形状或硬度的模具的雕刻标识,复杂的设计图案,产品代码,有大量的副本或绘图的制作过程,靠近产品终点线突起带或浮雕的表面关键位置的雕刻是一种很好的方案。这种制作过程用于以上所述较难的雕刻模具,以及有多个镶件的模具,可以有效的节约成本。如果需要精确蚀纹的表面是复合曲面(曲面向多个方向弯曲),那么需沿着等高线调整图片到所需要的位置。由于这种特殊类型图片的复杂性,在模具未送达之前它需要借助一个塑胶成开件将图片固定在模具的外表面。
加工时间
凹 口
在表纹加工过程中,会从模具上除去部分金属。有时纹形区的垂直壁上有封闭区域,或者你需要在分型线位置的纹形上留一段不加纹区域。此时就会因纹刻时除去部分金属而形成“凹口” 或反拔模角。从而引起擦痕,拉痕,成型件粘着或更严重问题如:模具闭锁。
金属切除和Leabharlann 型深度需注意的重要一点是: H. 图案开发
蚀刻纹板
模德纹板不仅是一个蚀刻样板。纹板提供了一个相当宽泛的图案类型和深度范围,但是它们是不完全的。我们在蚀刻时没有限定。这些纹板成型在黑色的聚苯乙烯上,进行了一半的分类。但是有些是成型在白色的(“A”Plaque)上或透明的聚丙烯酸树脂漆上(精度蚀刻或其他)。我们也可以方便地按特别开发的图案要求来成型纹板。
蚀纹前表面处理
A. 垂直壁面
拔模斜度要求
我们最常被问到的问题是:"我需要多大的拔模斜度?"
常规经验是每.001"深度纹需要1 度的拔模角,在薄壁成型件的设计和高压模塑中则需增大拔模斜度。
重要事项:
垂直壁是内壁还是外壁?如果是内壁,成型件在成型中会收缩粘着在壁上,因此需要更大的拔模斜度,以完成纹形或浅纹形。
如果你需在纹形加工后电镀模具,最好在纹形加工前通知我们以获得帮助。
D. 蚀纹处理前电镀/涂层模具表面精度要求
如果需纹刻的模具表面已镀镍、硬铬、特氟龙或有其他能提高模具耐磨性和/或抗腐蚀性的表面涂层,则此涂层必须完全清除以保证模具蚀纹加工处理效果。
E.显著部件
您可以在蓝本或聚脂薄膜上作精确、完事的标注,指导我们需要怎样蚀刻,要确保图档显示了各个不同区域的交叉部分。否则可能引起如何处理未显示在图上的区域的问题(而臆测是危险的)
* 模具尺寸
* 成型法:吹塑模,真空吸塑模,注塑模,挤塑模等。
* 模具零件:前模,后模,脱模机械,定位销,镶件等。
* 模具的附加拆卸件。
2)表面的复杂性:
* 轮廓。
* 表纹处理部位的可接近性。
* 模具特征:骨架、浇口、排气槽等。
* 抛光的表面。
3) 纹形的复杂性:
* 随机纹形或几何图形。
I. 修复损坏的蚀纹
多年来,Mold-Tech已成为提供完善的表纹修复方法的主要力量。当表纹受损时,最佳方法是在试图自己手工修复受损部位。。最好是将损坏的模具寄给我们,我们拥有的设施和专业人员可完整修复表纹。
现场修复有时可在你方场地进行,但最好还是将模具寄给我们,以便利用我们完善的设施进行成功修复。
1. 加工的塑料型号 ; 2. 模温; 3. 材料温度; 4. 材料成分 5. 注塑压力-是主要因素
6. 材料颜色 7. 蚀刻类型-皮革或无光表面 8. 模具工作时间 9. 材料厚度
10. 注塑进度11. 夹具压力12. 浇口位置、形式13. 熔接痕14. 排气口(或没有)15. 部件设计
蚀纹报价及加工
来源:模具蚀纹网 作者:模具蚀纹网 时间:2008-11-22 Tag:蚀纹报价 蚀纹加工 点击:
新模具在设计和制造中涉及很多因素,因此模具表纹加工的定价也受很多方面影响。
影响表纹加工价格的因素如下:
1)模具的复杂性:
* 表纹加工的范围
* 不需表纹加工的范围
如果想要纹板上作特别蚀刻或想要它更深或更浅,或者成更大的图案,我们能在图案结构的实际技术限度内协调这些要求。请注意,一些很好的图案是不能在深度上作太大程度的增加的图案结构可能被破坏。
蚀刻纹板创作
我们有自己的内部有研发部门,他们会不断地为来自各种行业的客户研发出新图案。如果你需要一个特别的图案或者你想研发一个与木材、布或塑料样品相匹配的图案,
3) 清除并拆下任何不需要的物件。
4)如果交由货运公司发运模具,须确保所有零件包装后不会相互碰撞而损坏或混杂一起。在使用发泡塑料包装物件外还需使用木板,纸板,或塑料板来保护尖角以免损坏。虽然表纹加工商和你都了解小心搬运的重要性,但货运公司也许并不会认识到这点。
5) 考虑向货运人投保货物。
定价
价格由以下因素决定:
1.精刻图形的尺寸。
2.是否提供图样或需由我方绘图员绘制。
3.将加工的钢材型号。
4.一次加工的零件数量。
5.一个零件上精刻区域的数目。
6.要求的深度。
7.是否有需保护的抛光面。
8.模具尺寸。
9.需要的加工时间。
在曲面、淬火模具和有大量文字的图形上进行精刻是一种有效节约成本的方法。