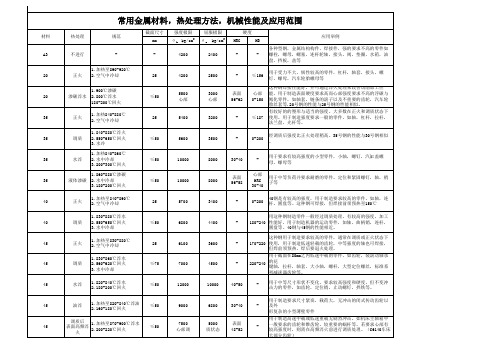
钢的热处理及机械性能表
常用金属材料热处理方法机械性能及应用范围
Y40Mn
≤50
-
-
<207
18CrMnTi
≤50
≥7000
≥4300
-
160-207
18CrMnTi
1.900-950℃渗碳 渗碳,淬油 2.箱冷 3.加热至860-880℃淬油 4.180-200℃回火 正火 1.加热至880-900℃ 2.空气冷却 1.加热至860-880℃淬水 或油 2.490-510℃回火
≤70
≥10000 心部 46006000
≥8000 心部 30004000
心部 240-300
表面 58-62
20Cr
≤50
-
143-179 这种钢一般经渗碳淬火或调质后使用很少在正火状态下使用
20Cr
调质
≤50
≥7000
≥5000
-
179-212 用于制造高速中等冲击负荷的零件 这种钢经渗碳,淬火后的机械性能和18CrMnTi相似,但心部 ≥212 的强度销低,用于要求心部强度较高,表面耐磨,尺寸较大 的渗碳零件,如齿轮,齿轮轴,蜗杆,凸轮,柱塞,活塞 销,主轴,爪型,离合器等 抗拉强度与屈服强度比相应的碳素钢高20%,并具有良好的淬 180-230 透性, 很少在正火状态下使用。在许可条件下应尽量用45号缸代替 10Cr钢制造机床零件。 230-280 用于受交变负荷,中等连……负荷下的零件……齿轮, 用滚动轴的主轴和轴,顶夹套……轴等;
≤50
10000
8000
表面 56-58
用于中等负荷并要求耐磨的零件。定位和紧固螺钉,轴,梢子等
40
25
5700
3400
-
40钢是有较高的强度,用于制造要求较高的零件。如轴,连 杆,圆盘等。这种钢可焊接,但焊接前须预热至150℃
钢热处理性能

45钢热处理性能只淬火HRC28-32调质40-45淬火到35也可以45#钢一般用于制造普通轴,要加调质处理,使其综合性质提高如弯曲,拉伸强度等,不然用A3钢了.但一般对其硬度没有过高的要求.45#钢只好调质,一般不超过HRC40,最佳是35~38.如轴,齿轮,都是45#钢调质HRC35~36.45号钢热处理后最高可达到HRC60以上硬度,不过也无意义,特脆,也失去使用价值,45号钢淬火后仅进行低温(150*--250*)回火,硬度是可达到HRC50*以上,但韧性很差,生产中很少运用。
45号钢较为广泛运用热处理工艺是淬火后进行高温(500*--650*)回火,即所谓调质。
硬度在HRC28*--30*为宜。
如端子,马达定转子,高寿命模具的模座用板则通常选用45号钢或s50c调质如果想得到更精确的硬度值,自动在各种硬度值之间进行转换,我建议你去购买一个硬度计测量一下,45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C4545号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
45#钢广泛用于机械制造,这种钢的机械性能很好。
但是这是一种中碳钢,淬火性能并不好,45号钢可以淬硬至HRC42~46。
所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,这样就能得到需要的表面硬度。
1.45钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2.45钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
1Cr13、2Cr13、3Cr13钢的热处理-退火

不锈钢无缝管316不锈钢管cvb1Cr13、2Cr13、3Cr13可采用完全退火、等温退火或低温退火。
⒈1Cr13、2Cr13、3Cr13钢的完全退火钢的完全退火的加热温度一般在Ac3以上50~100℃,实际生产中,通常选用850~880℃。
在充分保温后,采用炉冷或最大不超过50℃/h的速度冷却至600℃左右出炉空冷。
通过完全退火,可较好地完成组织转变过程,获得均匀的铁素体和碳化物的平衡态组织。
完全退火可改善钢材锻造、轧制、铸造等加工后可能存在的不良组织,并为以后淬火、回火热处理提供良好的组织保证;可以完全消除各种应力,降低硬度,便于加工。
锻轧态的1Cr13、2Cr13、3Cr13钢经完全退火后,硬度分别不大于150HB,180HB和210HB。
一些对机械性能、耐腐蚀性能要求不高的零部件可以在完全退火状态下使用。
⒉1Cr13、2Cr13、3Cr13钢的等温退火等温退火是把钢加热到奥氏体化温度(一般采用850~880℃),也可以将钢材锻造或铸造后冷却到这一温度区间,充分保温,再冷却到该钢奥氏体转变最快的温度范围(俗称转变曲线的鼻子部分,为700~740℃)充分保温,使奥氏体充分转变后空冷。
等温退火可以起到完全退火的作用,而且比完全退火缩短了占用加热炉的时间,提高了效率。
在工作实践中还发现,这类马氏体不锈钢的等温退火对改善不良的锻造组织,提高淬火、回火后的力学性能,特别是提高冲击韧性有着特殊的作用。
由某锻造厂提供的一批泵轴,具体成分为(质量%):C,1.10;Si,0.34;Mn,0.36;S,0.01;P,0.028;Cr,11.67;Ni,0.56;Mo,0.30;Cu,0.01。
成分符合该产品泵轴的材料标准。
规定力学性能为:Rm≥690N/mm2;Rp0.2≥550N/mm2,A≥20%,Z≥60%;Akv≥65J。
我们进行几次热处理,Akv平均只能过到46.4~60J,始终达不到65J的标准。
常用钢材热处理参数
常⽤钢材热处理参数热处理⼯艺规程B/Z61.012-95(⼯艺参数)⽬录1.主题内容与适⽤范围 (1)2.常⽤钢淬⽕、回⽕温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4⼏点说明 (6)3.常⽤钢正⽕、回⽕及退⽕温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3⼏点说明 (8)4.常⽤钢去应⼒温度 (10)5.各种热处理⼯序加热、冷却范围 (12)5.1淬⽕……………………………………………………………………………………………1 2 5.2 正⽕及退⽕ (14)5.3回⽕、时效及去应⼒ (15)5.4⼯艺规范的⼏点说明 (16)6.化学热处理⼯艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理⼯艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有⾊⾦属热处理⼯艺规范 (26)8.1铝合⾦的热处理 (26)8.2铜及铜合⾦ (26)9.⼏种钢锻后防⽩点⼯艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理⼯艺规程(⼯艺参数)1.主题内容与适⽤范围本标准为“热处理⼯艺规程”(⼯艺参数),它主要以企业标准《⾦属材料技术条件》B/HJ-93年版所涉及的⾦属材料和技术要求为依据(不包括⾼温合⾦),并收集了我公司⽣产常⽤的⼯具、模具及⼯艺装备⽤的⾦属材料。
本标准适⽤于汽轮机、燃⽓轮机产品零件的热处理⽣产。
2.常⽤钢淬⽕、回⽕温度2.1 要求综合性能的钢种:表1技术要求材料牌号强度σs硬度HB(d10)淬⽕温度(℃)冷却介质有效⾯积(mm)淬⽕后硬度(d10)回⽕温度(℃)回⽕后硬度(d10)45 440197~229(4.30~4.00)820~840 ⽔≤80 540~560 4.00~4.20≤35 2.7~3.0 580~60036~70 3.1~3.4 570~580390192~223(4.35~4.05)71~160 3.4~3.6 560~5704.00~4.10≤35 2.7~3.0 570~58036~70 3.1~3.4 560~570490217~255(4.10~3.80)71~120 3.4~3.6 550~5603.80~3.90油≤40 2.7~3.0 560~570590241~277(3.90~3.65)⽔油 41~60 2.5~3.0 590~620 3.65~3.80油≤30 2.7~3.0 550~56040CrA685269~302(3.50~3.70)840~860⽔油31~40 2.6~3.0 570~6003.50~3.60≤40 3.0~3.2 590~61041~70 3.25~3.4 570~590490217~255(3.80~4.10)71~120 3.45~3.6 550~5703.80~4.00油≤40 3.0~3.2 560~58035CrMoA241~277(3.90~3.65)850~870⽔油41~70 2.6~3.0 580~610 3.65~3.80*40CrNiMoA 690255~293(3.80~3.55)840~860 油≤80 2.7~3.1 580~600 3.65~3.80 590241~277(3.90~3.65)≤300 670~690*30Cr1Mo1V690255~285(3.80~3.57)950~970 油≤250 660~680690255~293(3.80~3.55)1030~1050油≤190 700~72020Cr1Mo1VTiB*732.6~3.0 640~660油≤1003.1~3.4 630~6402.6~3.0 650~670590241~277 (3.90~3.65)⽔油101~1603.1~3.2 630~650 3.65~3.902.6~3.0 630~650油 ≤503.1~3.3 610~630277~302 (3.65~3.50)⽔油51~1003.0~3.2 620~6403.50~3.65油 ≤40 2.7~3.2 610~6302.6~3.0 630~65038CrMoAlA785293~321 (3.55~3.40) 930~950⽔油41~603.1~3.2 610~6303.40~3.50油 ≤30 3.6~3.8 550~60015CrMoA 490207~241 (4.20~3.90)900~920⽔ 31~70 3.4~3.8 570~620 3.90~4.10≤60 2.8~3.1 660~680590241~277(3.90~3.65) 61~200 3.2~3.45 660~6703.60~3.90≤60 2.8~3.1 660~67025Cr2MoV A735269~302 (3.70~3.50) 920~940 油61~150 3.2~3.3 650~6703.55~3.652.8~3.0 640~660690241~282 (3.90~3.62) ≤350 3.1~3.3 620~640 3.65~3.9255~284(3.80~3.58) ≤300 3.1~3.3 600~620 3.6~3.752.8~3.0 600~62034CrNi3Mo 785271~298 (3.65~3.52) 870~890 油≤250 3.1~3.3 580~600 3.55~3.65*15MnMoVN 490≥217(≤4.1) 960~980 油 ≤105 600~6201Cr12Mo 550229~255(4.0~3.8) 960~980油≤100 670~690 3.80~3.953.0~3.25 710~730355187~229 (4.4~4.0)3.3~3.5 690~7104.10~4.303.0~3.25 680~7001Cr13①440197~229 (4.3~4.0) 1030~1050油≤1003.3~3.5 650~6804.0~4.201Cr12① 440197~229(4.30~4.00) 1030~1050油 ≤100 3.0~3.30 680~710 4.00~4.20 187~2072.8~3.2 720~7402.8~3.0 700~720490217~248 (4.10~3.85) ≤80 3.1~3.2 670~700 3.90~4.102.8~3.0 660~6802Cr13①590235~269 (3.95~3.70) 980~1000油②≤603.1~3.2 650~6603.80~3.90235~269 (3.95~3.70) 空 ≤40 2.6~3.0 650~670590269~302 (3.70~3.50)油 41~1302.6~3.2 640~6603.70~3.90空 ≤40 2.6~3.0 590~610690286~321 (3.60~3.40) 油 41~100 2.6~3.2 580~590 3.50~3.60 3Cr13980~10202.8~3.0 710~730390192~241 (3.90~4.35) ≤100 3.1~3.3 690~7103.90~4.302.8~3.0 700~720490217~248(4.10~3.85) ≤100 3.1~3.3 680~700 3.90~4.052.8~3.0 670~6901Cr11MoV590235~269 (3.95~3.70) 1000~1030油 ≤60 3.1~3.3 660~680 3.80~3.90 590235~269(3.95~3.70) ≤150 3.0~3.4 680~700 3.90~3.70690269~302(3.70~3.50) ≤100 3.0~3.4 660~680 3.55~3.651Cr12W1MoV*735286~331(3.6~3.3) 1000~1050油 3.0~3.2 660~6702Cr12NiMo1W1V760293~331(3.55~3.35) 970~990 油 ≤200 660~680 3.55~3.45≤60 2.8~3.1 670~690590241~277 (3.70~3.50) 61~250 3.2~3.45 670~6803.60~3.80≤60 2.8~3.1 670~68030Cr2MoV735269~302(3.70~3.50) 940~960 油61~150 3.2~3.3 660~6803.55~3.65205≤187 ~1Cr18Ni9Ti 225(≥5.4) 1080~1100⽔ 5.0~5.1 800~820 4.75~4.85≤1871Cr18Ni9Ti 0Cr19Ni9205≥5.41050~1100⽔ ~ZG1Cr13 390187~217(4.40~4.10)1020~1040油梅花试棒~70700~720ZG2Cr13 440197~227(4.30~4.00) 980~1000空叶⽚本体 2.8~2.9 730~740 4.00~4.10ZG1Cr11MoV 490197~227(4.30~4.00 1020~1040油梅花试棒~70 700~720ZG1Cr12W1MoV490197~227(4.30~4.001020~1040油梅花试棒~70700~720精铸叶⽚ZG0Cr19Ni9190 1050~1100⽔ ~ ~注:①采⽤⽇本材料时,淬⽕温度为960~980℃,回⽕温度允许⽐表中温度⾼10~30℃。
34cr2ni2mo热处理工艺

34Cr2Ni2Mo是一种常见的热处理钢材,广泛应用于机械零部件的制造。
对于这种钢材的热处理工艺,需要我们深入了解其组织结构和性能,以便达到理想的使用效果。
以下是34Cr2Ni2Mo热处理工艺的相关内容:一、34Cr2Ni2Mo钢材的化学成分和机械性能1.34Cr2Ni2Mo的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)、镍(Ni)、钼(Mo)等元素,其中碳含量较高,硫和磷含量较低,且含有一定数量的合金元素。
2.机械性能方面,34Cr2Ni2Mo钢材经过适当的热处理后,可以获得较高的强度、硬度和韧性,具有良好的耐磨性和抗疲劳性能。
二、34Cr2Ni2Mo的热处理工艺1.淬火工艺(1)加热温度:通常情况下,34Cr2Ni2Mo钢材的淬火加热温度为850-880摄氏度。
(2)保温时间:加热后需要保温一段时间,以保证组织的充分均匀化。
(3)冷却介质:淬火冷却介质一般使用水或油,根据需要选择合适的冷却速度。
2.回火工艺(1)回火温度:34Cr2Ni2Mo钢材的回火温度一般在500-650摄氏度之间。
(2)保温时间:根据具体工艺要求和零部件的使用条件来确定回火保温时间。
(3)冷却方式:回火后需要进行适当的冷却,以确保组织和性能的稳定性。
三、34Cr2Ni2Mo热处理工艺的影响因素1.加热温度和保温时间:加热温度和保温时间的选择直接影响到钢材的组织和性能,需要根据具体情况进行合理的调控。
2.冷却介质和速度:选择合适的冷却介质和速度可以有效控制组织的形成,达到理想的性能要求。
3.回火工艺参数:回火温度、保温时间和冷却方式对最终的组织和性能也有重要影响,需要进行合理的选择和控制。
四、34Cr2Ni2Mo热处理工艺操作注意事项1.加热均匀:在进行淬火和回火工艺时,需要确保钢材的加热均匀,避免出现过热或过冷区域,影响组织的稳定性。
2.快速冷却:淬火时需要采用快速冷却介质进行冷却,以获得良好的强度和硬度。
机械设计常用材料及特性简介

结构钢是指符合特定强度和可成形性等级的钢。可成形性以抗拉试验中断后伸长率表示 。结构钢一般用于承载等用途,在这些用途中钢的强度是一个重要设计标准
模具钢大致可分为:冷轧模具钢、热轧模具钢和塑料模具钢三类,用于锻造、冲压、切 型、压铸等。由于各种模具用途不同,工作条件复杂,因此对模具用钢,按其所制造模 具的工作条件,应具有高的硬度、强度、耐磨性,足够的韧性,以及高的淬透性、淬硬 性和其他工艺性能。由于这类用途不同,工作条件复杂,因此对模具用钢的性能要求也
SUS410为马氏体不锈钢,淬透性好它具有较高的硬度,韧性,较好的耐腐性, 热强性和冷变形性能,减震性也很好。要求高温或低温回火,但应避免在370560℃之间进行回火处理 SUS420钢材高韧性,高硬度空冷淬硬高铬工具钢,比SKD钢材的硬度及韧性 好,高镜面、高耐蚀。热处理尺寸变化小,SUS420宜线割加工。 高硬度和较好的耐磨性能,在打磨时,它的缺点是粘性比较大,而且升温很 快,但它比任何碳钢都更容易打磨,用手锯切料也容易得多。440C的退火温度 很低,硬度通常达到HRC56-58,耐蚀性和韧性都很强,现更广泛应用于手制刀 及优质厂制刀具
不同
弹簧钢是指由于在淬火和回火状态下的弹性,而专门用于制造弹簧和弹性元件的钢。钢 的弹性取决于其弹性变形的能力,即在规定的范围之内,弹性变形的能力使其承受一定 的载荷,在载荷去除之后不出现永久变形。弹簧钢应具有优良的综合性能,如力学性能 (特别是弹性极限、强度极限、屈强比)、抗弹减性能(即抗弹性减退性能,又称抗松 弛性能)、疲劳性能、淬透性、物理化学性能(耐热、耐低温、抗氧化、耐腐蚀等)。 为了满足上述性能要求,弹簧钢具有优良的冶金质量(高的纯洁度和均匀性)、良好的 表面质量(严格控制表面缺陷和脱碳)、精确的外形和尺寸
钢铁材料的一般热处理一个表全懂了

将氮原子渗入钢件表层
常用于重要的螺栓、螺母、销钉等零件
提高钢件表层的硬度、耐磨性、
耐蚀性
类
别
(3)钢的氰化
将碳和氮原子同时渗人到钢件表层适用于低碳钢、中碳钢或合金钢零件,也可用于高速钢刀具
提高钢件表层的硬度和耐磨性
8.发黑
将金属零件放在很浓的碱和氧化剂溶液中加热氧化,使金属零件表面生成一层带有磁性的四氧化三铁薄膜常用于低碳钢、低碳合金工具钢
使钢件获得较高的弹性、一定的韧性和硬度
(1)高温回火
将淬火后的钢件加热到500~650ºC,经过保温以后冷却,主要用于要求高强度、高韧性的重要结构零件,如主轴、曲轴、凸轮、齿轮和连杆等
使钢件获得较好的综合力学性能,即较高的强度和韧性及足够的硬度,消除钢件因淬火而产生的内应力
5.调质
将淬火后的钢件进行高温(500~600ºC)回火多用于重要的结构零件,如轴类、齿轮、连杆等调质一般是在粗加工之后进行的
将淬火后的钢件加热到临界温度以下,保温一段时间,然后在空气或油中冷却
回火是紧接着淬火以后进行的,也是热处理的最后一道工序
①获得所需的力学性能。在通常情况下,零件淬火后的强度和硬度有很大提高,但塑性和韧性却有明显降低,而零件的实际工作条件要求有良好的强度和韧性。选择适当的回火温度进行回火后,可以获得所需的力学性能
细化晶粒,使钢件获得较高韧性和足够的强度,使其具有良好的综合力学性能
6.
时 效 处 理
(1)人工时效
将经过淬火的钢件加热到100~160℃,经过长时间的保温,随后冷却
消除内应力,减少零件变形,稳定尺寸,对精度要求较高的零件更为重要
(2)自然时效
将铸件放在露天;钢件(如长轴、丝杠等)放在海水中或长期悬吊或轻轻敲打 要经自然时效的零件,最好先进行粗加工
45钢热处理工艺及其组织性能
第5期(总第174期)2012年10月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.5Oct.文章编号:1672-6413(2012)05-0203-0245钢热处理工艺及其组织性能赵 琳(山西省机电设计研究院,山西 太原 030009)摘要:通过对45钢进行正火、淬火、中温回火等热处理工艺后,能显著提高45钢的综合力学性能和切削加工性能,使其具有较高的弹性极限和韧性,使它的芯部强韧性及表面硬度都有所提高,大大降低了生产成本。
关键词:热处理工艺;45钢;组织性能中图分类号:TG161 文献标识码:B收稿日期:2012-04-13;修回日期:2012-04-25作者简介:赵琳(1976-),女,山西和顺人,工程师,本科,主要从事热处理工作。
1 概述45钢性价比较高,是一种优质碳素结构用钢,因此使用范围较为广泛。
45钢的硬度不是很高并且容易进行切削加工,经常用来制作模具中的模板、导柱等,但是机加工前必须预先经过热处理。
轴类零件也常选用45钢,但是要通过表面淬火,如高频淬火或者是直接淬火(淬火后表面硬度可达45HRC~52HRC),以获得需要的表面硬度、强度和韧性等综合机械性能。
2 45钢的化学成分及临界温度45钢的化学成分及临界温度工艺参数见表1。
表1 45钢的化学成分及临界温度化学成分(%)临界温度(℃)C Si Mn P S Ni Cr Cu Ac1Ac3Ar3Ar10.42~0.50 0.17~0.37 0.50~0.80 0.035 0.035 0.25 0.25 0.25 724 780 751 6823 45钢的性质45钢的硬度较低,强度较高,塑性和韧性尚好,切削加工性能较好,除了用来做模具的模板、导柱外,还经常用于制作承受负荷较大的小截面调质件和应力较小的大型正火零件。
综合机械性能较好是45钢的特性,45钢是中碳钢,表面硬度低,不耐磨。
如果需要较高的表面硬度,可以对45钢进行调质和表面淬火来使工件的表面硬度得到提高,对心部强度要求不高的表面淬火零件常见的有曲轴、传动轴、齿轮、蜗杆、键、销等。
钢的热处理及机械性能表
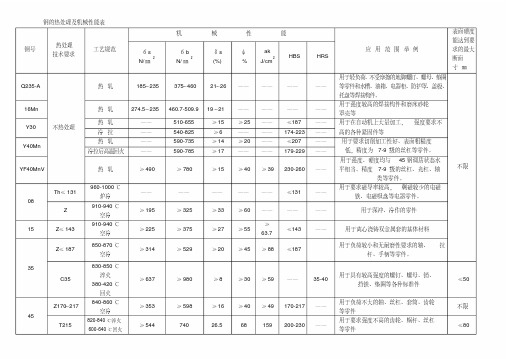
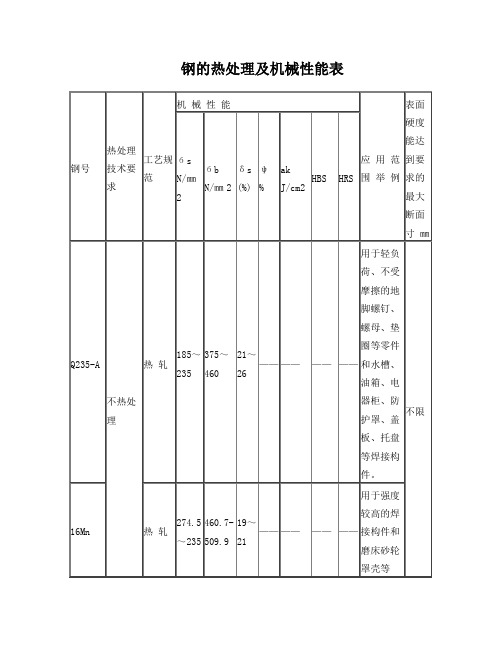
钢号热处理技术要求工艺规范机械性能应用范围举例表面硬度能达到要求的最大断面寸㎜бsN/㎜2бbN/㎜2δs(%)ψ%akJ/cm2HBS HRSQ235-A不热处理热轧185~235 375~460 21~26 ————————用于轻负荷、不受摩擦的地脚螺钉、螺母、垫圈等零件和水槽、油箱、电器柜、防护罩、盖板、托盘等焊接构件。
不限16Mn 热轧274.5~235 460.7-509.9 19~21 ————————用于强度较高的焊接构件和磨床砂轮罩壳等Y30 热轧——510-655 ≥15 ≥25 ——≤187 ——用于在自动机上大量加工,强度要求不高的各种紧固件等冷拉——540-825 ≥6 ————174-223 ——Y40Mn热轧——590-735 ≥14 ≥20 ——≤207 ——用于要求切削加工性好、表面粗糙度低,精度为7-9级的丝杠等零件。
冷拉后高温回火——590-785 ≥17 ————179-229 ——YF40MnV 热轧≥490 ≥780 ≥15 ≥40 ≥39 230-260 ——用于强度、硬度均与45钢调质状态水平相当。
精度7-9级的丝杠、光杠、轴类等零件。
08 Th≤131960-1000℃炉冷——————————≤131 ——用于要求磁导率较高,剩磁较少的电磁铁、电磁吸盘等电器零件。
Z910-940℃空冷≥195 ≥325 ≥33 ≥60 ——————用于深冲、冷作的零件15 Z≤143 910-940℃空冷≥225 ≥375 ≥27 ≥55≥63.7≤143 ——用于离心浇铸双金属套的基体材料35 Z≤187850-870℃空冷≥314 ≥529 ≥20 ≥45 ≥88 ≤187用于负荷较小和无耐磨性要求的轴、拉杆、手柄等零件。
C35830-850℃淬火380-420℃回火≥637 ≥980 ≥8 ≥30 ≥59 ——35-40用于具有较高强度的螺钉、螺母、销、挡铁、垫圈等各种标准件≤5045 Z170~217840-860℃空冷≥353 ≥598 ≥16 ≥40 ≥49 170-217 ——用于负荷不大的轴、丝杠、套筒、齿轮等零件不限T215820-840℃淬火600-640℃回火≥544 740 26.5 68 159 200-230 ——用于要求强度不高的齿轮、蜗杆、丝杠等零件≤80钢号热处理技术要求工艺规范机械性能应用范围举例表面硬度能达到要求的最大断面尺寸㎜бsN/㎜2бbN/㎜2δs(%)ψ%akJ/cm2HBS HRS45 T235 820-840℃淬火570-600℃回火608 824 23.5 65 171 220-250 ——用于承受中等负荷、低速工作的轴、花键套、套、大型定位销等零件≤80T265 T285 820-840℃淬火530-580℃回火726 941 18.5 61 156250-280——用于主轴、套筒、花键轴、丝杆、中等模数的齿轮等零件270-300C35 810-830℃淬火400-450℃回火≥637 ≥882 ≥15 ≥40 ≈39 ——35-40用于具有较高强度的螺钉、螺母、销、垫圈等各种标准件C42 810-830℃淬火350-370℃回火≥980 ≥1176 ≥10 ≥40 ≥59 ——42-47用于要求强度、硬度较高、形状简单的离合器、齿轮、轴、销、挡铁等零件≤50C48 810-830℃淬火240-280℃回火≥931 ≥1176 ≥6 ≥22 ————48-53用于要求强度、硬度、耐磨性较高、且不受冲击的轴、齿轮、卡爪等零件≤30G48 T-G48 860-900℃淬火180-200℃回火————————————48-53用于小负荷、中等速度工作尺寸较大的齿轮、离合器和大轴零件。
45号钢热处理温度对应硬度级别及抗疲劳级别
45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45 。
它的化学成分中含碳量是0.42~0.50%,Si含量为0.17~0.37%Mn含量0.50~0.80%Cr含量<=0.25%。
推荐热处理温度:正火850,淬火840,回火600.45号钢为优质碳素结构用钢 ,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
1. 45号钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2. 45号钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。
经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45号钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。
现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。
0.35%从来没见过实例,只在教科书里有介绍。
可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J一、轴类零件的功用、结构特点及技术要求轴类零件是机器中经常遇到的典型零件之一。
它主要用来支承传动零部件,传递扭矩和承受载荷。
45钢在不同热处理状态下的力学性能参考数据
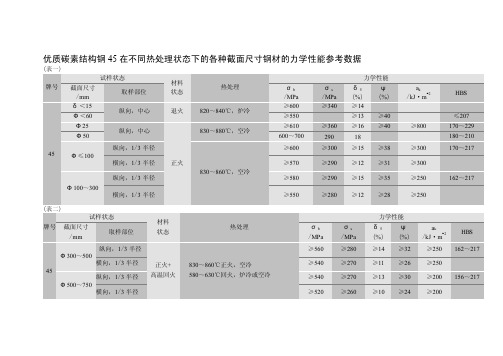
优质碳素结构钢45在不同热处理状态下的各种截面尺寸钢材的力学性能参考数据(表一)牌号试样状态材料状态热处理力学性能截面尺寸/mm取样部位σb/MPaσs/MPaδ5(%)ψ(%)a k/kJ·m-2HBS45δ<15纵向,中心退火820~840℃,炉冷≥600≥340≥14Ф<60≥550≥13≥40≤207Ф25纵向,中心正火830~880℃,空冷≥610≥360≥16≥40≥800170~229Ф50600~70029018180~210Ф≤100纵向,1/3半径830~860℃,空冷≥600≥300≥15≥38≥300170~217横向,1/3半径≥570≥290≥12≥31≥300Ф100~300纵向,1/3半径≥580≥290≥15≥35≥250162~217横向,1/3半径≥550≥280≥12≥28≥250(表二)牌号试样状态材料状态热处理力学性能截面尺寸/mm取样部位σb/MPaσs/MPaδ5(%)ψ(%)a k/kJ·m-2HBS45Ф300~500纵向,1/3半径正火+高温回火830~860℃正火,空冷580~630℃回火,炉冷或空冷≥560≥280≥14≥32≥250162~217横向,1/3半径≥540≥270≥11≥26≥250Ф500~750纵向,1/3半径≥540≥270≥13≥30≥200156~217横向,1/3半径≥520≥260≥10≥24≥200Ф750~1000纵向,1/3半径≥520 ≥260 ≥13 ≥28 ≥200 横向,1/3半径≥500 ≥250 ≥10 ≥22 ≥200 Ф12.5 纵向,中心调质10801010 14.5 59 308 880 790 21 63 259 760 670 25.5 67 227 Ф15 纵向,中心850 750 12 45 800 800650 16 20 1000 750600 25 55 1200 Ф≤16 纵向,中心 820~850℃淬水,或830~860℃淬油, 530~670℃回火 750~900 ≥480 ≥14 ≥35 ≥300 Ф16~40 650~800≥400≥16≥40≥400Ф20纵向,中心 815℃淬水或淬油,650℃回火,空冷 770~720 500~490 23~20 59~51≥200 Ф20~40纵向,中心820~840℃淬水,560~620℃回火 700~850 450~550 17~15 45~40 600~500 196~241(表三)牌号 试样状态材料 状态热处理力学性能截面尺寸/mm取样部位σb /MPa σs /MPa δ5 (%) ψ (%) a k /kJ ·m -2 HBS 45Ф25纵向,中心调质960 745 18.5 61 1590 274 840 620 23.5 65 1740 241 755 555 26.5 68 1620 220 820~870℃淬水,550~6540℃回火 ≥700 ≥500 ≥17 ≥45 夏氏≥800 201~269 830℃淬水,500~520℃回火,空冷 ≥720 ≥520 ≥17 ≥40 ≥500 241~285Ф30 纵向,中心 850℃淬水,550℃回火≥750 ≥550 ≥15 ≥45 ≥800 Ф40纵向,1/2半径815℃淬水或淬油,650℃回火,空冷710~700480~44028~2156~50≥200Ф40~100 纵向,1/3半径820~850℃淬水,或830~860℃淬油, 530~670℃回火600~720 ≥360 ≥18 ≥45 Ф50 纵向,中心920615 21.5 57.5 1100 255 835525 23.5 61 1670 229 755 470 27 63.5 1780 208 850℃淬水,550℃回火≥700 ≥500 ≥15≥45≥700(表四)牌号 试样状态材料 状态热处理力学性能 截面尺寸/mm取样部位σb /MPa σs /MPa δ5 (%) ψ (%) a k/kJ ·m -2 HBS 45Ф60纵向,中心调质830℃淬水,500~520℃回火,空冷 ≥650 ≥450 ≥17 ≥40 ≥500 241~285 纵向,1/2半径 840℃淬水,580~650℃回火≥700 ≥450 ≥12 ≥500 196~229 纵向,1/2半径815℃淬水或淬油,650℃回火,空冷 ≥680 460~420 30~22 53~50 ≥195 Ф75纵向,1/2半径850℃淬水,550℃回火≥700 ≥450 ≥14 ≥40 ≥600 Ф80纵向,1/2半径 815℃淬水或淬油,650℃回火,空冷 ≥670 450~400 30~22 52~49 ≥190 Ф≤100 纵向,1/3半径820~840℃淬水,580~640℃回火≥650 ≥350 ≥17 ≥38 ≥450 192~228 840℃淬水或淬油,550~580℃回火,空冷 ≥610 ≥360 ≥17 ≥40 ≥500 172~223Ф100 纵向,1/2半径850℃淬水,550℃回火≥700 ≥450 ≥13 ≥40 ≥500 815℃淬水或淬油,650℃回火,空冷640~670440~40030~2450~49≥175(表五)牌号试样状态材料状态热处理力学性能截面尺寸/mm取样部位σb/MPaσs/MPaδ5(%)ψ(%)a k/kJ·m-2HBS45Ф≤300纵向,1/3半径调质840℃淬水或淬油,550~580℃回火,空冷≥550≥300≥17≥40≥400172~223840~860℃淬油,550~580℃回火,坑冷≥570≥320≥17≥35≥400170~227Ф300~500纵向,1/3半径820~850℃淬水或淬油,600~640℃回火≥560≥280 ≥14 ≥32 ≥250 153~217 Ф500~750≥540 ≥270 ≥13 ≥30 ≥200 149~217 Ф10 纵向,中心淬火+低、 中温回火≥1540≥1470 ≥6 ≥18 ≥300 ≥490 ≥1400 ≥1300 ≥8 ≥38 ≥500≥420 ≥1100 ≥1000 ≥15 ≥62 ≥1200 ≥340 Ф15 纵向,中心 850℃淬水,450℃回火1000 850 10 40 600 Ф20~40 纵向,中心 820~840℃淬水,180~200℃回火 ≥1300 ≥1150 ≥6 ≥22 ≥150 Ф≤50 纵向,中心 820~840℃淬水,260~280℃回火 ≥1200 ≥950 ≥6 ≥22 Ф≤80纵向,中心830~850℃淬油,160~180℃回火 820~840℃淬水,350~370℃回火≥900 ≥650 ≥15 ≥40 ≥400 HRC ≥1200≥1000≥10≥40400HRC(表七)牌号 试样状态材料状态 热处理力学性能 截面尺寸/mm取样部位σb /MPa σs /MPa δ5 (%) ψ (%) a k /kJ ·m -2 HBS 45Ф25 纵向,中心 正火+高频 淬火,回火850℃正火,860~890℃高频加热淬火,160~200℃回火≥610 ≥360 ≥16 ≥40 HRC心170~228 Ф25纵向,中心调质+高频 淬火,回火≥750 ≥450 ≥17 ≥35 HRC 心220~250 Ф≤60纵向,中心 ≥750 ≥450 ≥17 ≥35 HRC 心220~250 ≥750≥450≥17≥35HRC 心220~250。
常用钢材的热处理及机械性能表
机 械 性 能
应 用 范 围 举 例
表面硬度能达到要求的最大断面尺寸㎜
бs
N/㎜2
бb
N/㎜2
δs
(%)
ψ
%
ak
J/cm2
HBS
HRS
45
T235
820-840℃淬火
570-600℃回火
608
824
23.5
65
171
220-250
——
用于承受中等负荷、低速工作的轴、花键套、套、大型定位销等零件
——
——
——
——
——
159-207
——
用于要求尺寸稳定性高的精密丝杠等
不限
T215
800-820℃淬火
630-680℃回火
——
——
——
——
——
200-230
——
用于承受较大负荷并要求一定耐磨性的精密丝杠杆。(耐磨性比等温球化退火约高30%)
——
T235
220-250
C61
770-790℃淬火
160-200℃回火
不限
16Mn
热 轧
274.5~235
460.7-509.9
19~21
——
——
——
——
用于强度较高的焊接构件和磨床砂轮罩壳等
Y30
热 轧
——
510-655
≥15
≥25
——
≤187
——
用于在自动机上大量加工,强度要求不高的各种紧固件等
冷 拉
——
540-825
≥6
——
——
174-223
——
Y40Mn
WCB和1.0619热处理
WCB和1.0619及WCC和1.0625热处理吉克阀门有限公司穆振远、刘秀川WCB和1.0619是美国和德国高温压力容器用钢。
随着改革开放发展,用这些钢生产出口阀门越来越多。
我国2005年任引用美国标准制定WCBLCC等压力容器用钢中国标准GB/T12229-2005,同目美标不同,取消了Rm上限,改为485Mpa.如何满足客户越来越高,高于标准,如要低温功的要求和提高出口阀门质量,成为热处理行业迫切需要解决问题。
本≤文把我们多年的热处理经验介绍大家。
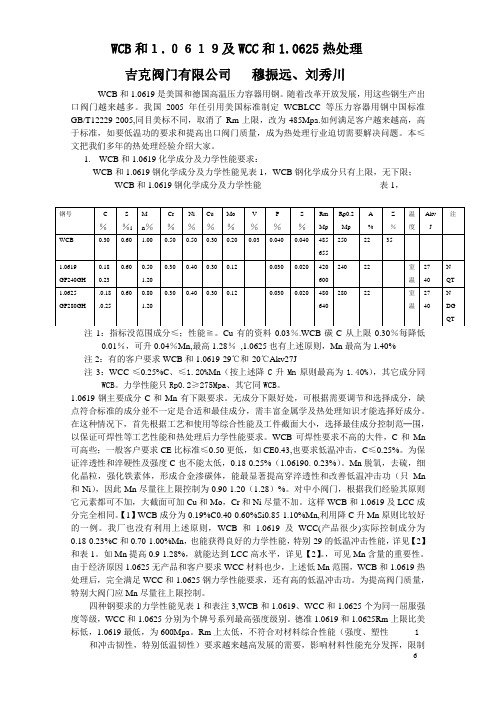
1.WCB和1.0619化学成分及力学性能要求:WCB和1.0619钢化学成分及力学性能见表1,WCB钢化学成分只有上限,无下限;WCB和1.0619钢化学成分及力学性能表1,注1:指标没范围成分≤;性能≧。
Cu有的资料0.03%.WCB碳-C从上限0.30%每降低0.01%,可升0.04%Mn,最高1.28%,1.0625也有上述原则,Mn最高为1.40%注2:有的客户要求WCB和1.0619-29℃和-20℃Akv27J注3:WCC-≤0.25%C、≤1.20%Mn(按上述降C升Mn原则最高为1.40%),其它成分同WCB。
力学性能只Rp0.2≥275Mpa、其它同WCB。
1.0619钢主要成分C和Mn有下限要求。
无成分下限好处,可根据需要调节和选择成分,缺点符合标准的成分並不一定是合适和最佳成分,需丰富金属学及热处理知识才能选择好成分。
在这种情况下,首先根据工艺和使用等综合性能及工件截面大小,选择最佳成分控制范─围,以保证可焊性等工艺性能和热处理后力学性能要求。
WCB可焊性要求不高的大件,C和Mn 可高些;一般客户要求CE比标准≤0.50更低,如CE0.43,也要求低温冲击,C≤0.25%。
为保证淬透性和淬硬性及强度C也不能太低,0.18-0.25%(1.06190.-0.23%)。
Mn脱氧,去硫,细化晶粒,强化铁素体,形成合金渗碳体,能最显著提高穿淬透性和改善低温冲击功(只Mn 和Ni),因此Mn尽量往上限控制为0.90-1.20(1.28)%。
钢材的性能
40#钢性能:是强度较高的一种中碳优质钢,因淬透性差,一般以正火状态使用,机械性能要求较高时,采用调质处理。
冷变形塑性中等,退火和正火的切削加工性比调质的好。
用于制造强度要求较高的零件,如齿轮、轴、活塞销等和受力不很大的机械加工件、锻件、冲压件和螺栓、螺母、管接●化学成份:碳C :0.42~0.50硅Si:0.17~0.37锰Mn:0.50~0.80硫S :≤0.035磷P :≤0.035铬Cr:≤0.25镍Ni:≤0.25铜Cu:≤0.25●力学性能:抗拉强度σb (MPa):≥600(61)屈服强度σs (MPa):≥355(36)伸长率δ5 (%):≥16断面收缩率ψ (%):≥40冲击功Akv (J):≥39冲击韧性值αkv (J/cm2):≥49(5)硬度:未热处理,≤229HB;退火钢,≤197HB试样尺寸:试样尺寸为25mm●热处理规范及金相组织:热处理规范:正火,850℃;淬火,840℃;回火,600℃30#钢性能:30号钢调质后硬度的硬度在热处理时是可以控制的,一般常用的硬度为HRC30左右,硬度不影响焊接性能,评价是否影响焊接,主要是看钢的含碳量及在焊接时的淬硬的影响,所以焊接时要缓慢冷却,或做消除应力处理.做任何直径的轴都可以.试述中碳调质钢的焊接性。
碳的质量分数量较高(含碳量0.25%~0.5%),并加入适量的合金元素(M n 、Si、Cr、Ni、B、Mo、W、V、Ti等)以保证钢的淬透性,再通过调质处理以获得综合性能较好的高强钢称为中碳调质钢,常用牌号有30CrMnSiA、30CrMnSiNi2A、40CrMnSiMoVA、35CrMoA、35CrMo VA、34CrNi13MoA、40CrNiMoA等。
中碳调质钢的屈服点可达到880~1176MPa,但焊接性较差,主要表现在:⑴焊接热影响区的脆化和软化首先,由于中碳调质钢的含碳量高、合金元素多,钢的淬硬倾向大,在热影响区的淬火区会产生大量的马氏体,导致严重脆化。
钢材常用的热处理方法及常见零件的热处理

钢材常用的热处理方法及常见零件的热处理工艺一、钢材常用的热处理方法1、正火钢的正火就是将钢加热到适当温度,保温一定时间,然后在空气中进行冷却。
正火的目的是为了材料的组织均匀,增加强度与靭性,消除粗切削加工后的加工硬化现象,改善切削加工性能,并为其后的淬火做细化晶粒的组织准备。
2、淬火钢的淬火就是将钢加热到临界温度以上,保持一定时间,然后在适当的淬火介质中进行冷却,以获得较好的组织结构和性能。
钢经过淬火后,其硬度和强度均显著提高。
钢的加热情况可以其灼热的颜色来判定。
钢加热温度的选择见表1。
钢经过淬火,虽然会提高其硬度和强度,但由于淬火会产生内应力使钢变脆,所以淬火后必须进行回火。
3、回火钢的回火就是将钢件淬火后再加热到适当温度,并保温一定时间,然后在空气中或在水、油等介质中冷却到室温。
回火的目的是为了消除淬火时产生的内应力,减少脆性,提高钢的塑性和韧性,改善加工性能。
钢的回火分为高温回火、中温回火和低温回火3种。
碳素工具钢的回火温度见表2。
表2碳素工具钢的回火温度4、退火钢的退火就是将钢加热到临界温度以上,保温适当时间,然后在炉中缓缓冷却。
退火的目的是为了消除内应力和组织不均匀及晶粒粗大等现象,降低硬度,消除坯件的冷硬现象,提岛切削加工性能。
碳钢的退火规范见表3。
表3碳钢的退火规范注:临界温度是指在该温度下,钢的组织发生了变化。
二、几种常见零件的热处理1、齿轮机床齿轮的热处理见表3。
2、蜗轮蜗轮的热处理见表43、丝杠丝杠广泛应用于机床和各种机械的传动机构中。
丝杠传动能保证直线移动有较高的精确性和均匀性。
为此,丝杠必须具有一定的强度及较高的耐磨性和精度保持性。
丝杠的材料必须具有足够的机械性能和良好的切削加工性。
经过热处理后,应具有较高的硬度和最小的变形。
为了避免弯曲变形,丝杠的热处理通常都在井式炉中进行。
丝杠如果变形,必须进行校直(并且,最好是热校直)。
但是经过校直的丝杠,必须进行彻底的消除内应力的处理。
常用钢材性能及用途表
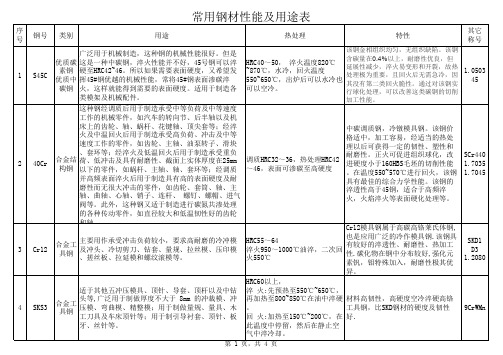
号称号1S45C 优质碳素钢优质中碳钢广泛用于机械制造,这种钢的机械性能很好。
但是这是一种中碳钢,淬火性能并不好,45号钢可以淬硬至HRC42~46。
所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,这样就能得到需要的表面硬度。
适用于制造各类模架及机械配件。
HRC40~50, 淬火温度820℃~870℃,水冷,回火温度550~650℃,出炉后可以水冷也可以空冷。
该钢金相组织均匀,无组织缺陷。
该钢含碳量在0.4%以上,耐磨性优良,但延展性减少,淬火易变形和开裂,故热处理极为重要,且回火后无需急冷,因其没有第二类回火脆性。
通过对该钢实行球化处理,可以改善这类碳钢的切削加工性能。
1.050345240Cr 合金结构钢这种钢经调质后用于制造承受中等负荷及中等速度工作的机械零件,如汽车的转向节、后半轴以及机床上的齿轮、轴、蜗杆、花键轴、顶尖套等;经淬火及中温回火后用于制造承受高负荷、冲击及中等速度工作的零件,如齿轮、主轴、油泵转子、滑块、套环等;经淬火及低温回火后用于制造承受重负荷、低冲击及具有耐磨性、截面上实体厚度在25mm以下的零件,如蜗杆、主轴、轴、套环等;经调质并高频表面淬火后用于制造具有高的表面硬度及耐磨性而无很大冲击的零件,如齿轮、套筒、轴、主轴、曲轴、心轴、销子、连杆、 螺钉、螺帽、进气阀等。
此外,这种钢又适于制造进行碳氮共渗处理的各种传动零件,如直径较大和低温韧性好的齿轮和轴。
调质HRC32~36,热处理HRC42~46,表面可渗碳至高硬度中碳调质钢,冷镦模具钢。
该钢价格适中,加工容易,经适当的热处理以后可获得一定的韧性、塑性和耐磨性。
正火可促进组织球化,改进硬度小于160HBS毛坯的切削性能。
在温度550~570℃进行回火,该钢具有最佳的综合力学性能。
该钢的淬透性高于45钢,适合于高频淬火,火焰淬火等表面硬化处理等。
SCr4401.70351.70453Cr12合金工具钢主要用作承受冲击负荷较小,要求高耐磨的冷冲模及冲头、冷切剪刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺纹滚模等。
钢的热处理
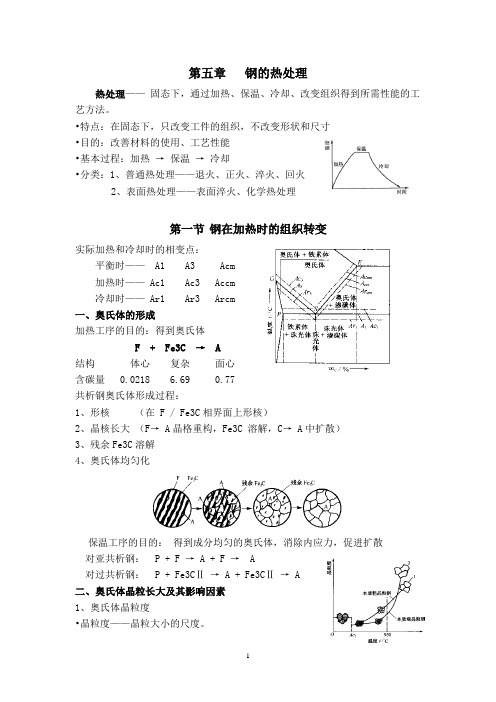
第五章钢的热处理热处理——固态下,通过加热、保温、冷却、改变组织得到所需性能的工艺方法。
•特点:在固态下,只改变工件的组织,不改变形状和尺寸•目的:改善材料的使用、工艺性能•基本过程:加热→保温→冷却•分类:1、普通热处理——退火、正火、淬火、回火2、表面热处理——表面淬火、化学热处理第一节钢在加热时的组织转变实际加热和冷却时的相变点:平衡时—— A1 A3 Acm加热时—— Ac1 Ac3 Accm冷却时—— Ar1 Ar3 Arcm一、奥氏体的形成加热工序的目的:得到奥氏体F + Fe3C → A结构体心复杂面心含碳量 0.0218 6.69 0.77共析钢奥氏体形成过程:1、形核(在 F / Fe3C相界面上形核)2、晶核长大(F→ A晶格重构,Fe3C溶解,C→ A中扩散)3、残余Fe3C溶解4、奥氏体均匀化保温工序的目的:得到成分均匀的奥氏体,消除内应力,促进扩散对亚共析钢: P + F → A + F → A对过共析钢: P + Fe3CⅡ→ A + Fe3CⅡ→ A二、奥氏体晶粒长大及其影响因素1、奥氏体晶粒度•晶粒度——晶粒大小的尺度。
•本质粗晶粒钢——长大倾向较大(Al脱氧)•本质粗晶粒钢——长大倾向较小(Mn,Si脱氧)2、影响奥氏体晶粒长大的因素(1)加热温度↑,保温时间↑→ A晶粒长大快(2)加热速度↑→ A晶粒细(3)加入合金元素→ A晶粒细(4)原始组织细→ A晶粒细第二节钢在冷却时的组织转变冷却方式:等温冷却和连续冷却。
45钢加热后,随冷却速度的增加,强度、硬度增加,但塑性、韧性降低。
冷却是热处理的关键,故必须研究奥氏体冷却过程的变化规律。
一、过冷奥氏体等温转变1、共析钢过冷奥氏体等温转变曲线(C曲线或TTT线)的建立•过冷奥氏体:在A1以下,未发生转变的不稳定奥氏体。
•孕育期——表示过冷A 的稳定程度•四个区域——奥氏体稳定区、过冷奥氏体区、转变产物区、转变区•三种转变类型:高温转变(A1~550℃):A → P中温转变(550~230℃):A → B低温转变(230℃以下):A → M2、过冷奥氏体等温转变产物的组织和性能(1)珠光体转变•珠光体组成:F 和 Fe3C 的机械混合物•形成特点:在固态下形核、长大是扩散型相变•形态:A1~650℃:珠光体 P 20HRc 片状650~600℃:索氏体 S(细P)…600~550℃:托氏体 T(极细P又称屈氏体)40HRc 球状—— Fe3C 呈球状•珠光体性能珠光体片越细→ HB↑,σb↑且δ↑,αk↑C%相同时,球状 P 比片状 P 相界面少→HB↓,σb↓,δ↑,αk↑(2)贝氏体转变•贝氏体组成:过饱和F 和碳化物的机械混合物•形成特点:在固态下形核、长大是半扩散型相变•形态:550~350℃:上贝氏体(B上)羽毛状组织塑性差40-45HRc 350℃~ Ms:下贝氏体(B下)针片状组织综合性能好45-50HRc过冷奥氏体在Ms点以下,A→M属连续冷却转变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
——
——
——
——
——
用于要求耐磨性高的顶尖、套筒、模板、凸轮、心轴等零件
≤
12A
-770℃加热
-670℃等温
——
——
——
——
——
——
用于要求尺寸稳定性高的精密丝杠等
不限
-820℃淬火
-680℃回火
——
——
——
——
——
——
用于承受较大负荷并要求一定耐磨性的精密丝杠杆。(耐磨性比等温球化退火约高)
——
工艺规范
机械性能
应用范围举例
表面硬度能达到要求的最大断面尺寸㎜
б
㎜
б
㎜
δ
()
ψ
10A
-770℃加热
-670℃等温
——
——
——
——
——
——
用于要求尺寸稳定性高的精密丝杠等零件
不限
-820℃淬火
-640℃回火
——
——
——
——
——
——
用于承受较大负荷并要求一定耐磨性的精密丝杠
——
-790℃淬火
-200℃回火
不限
钢的热处理及机械性能表
钢号
热处理
技术
要求
工艺规范
机械性能
应用范围举例
表面硬度能达到要求的最大断面尺寸㎜
бபைடு நூலகம்
㎜
б
㎜
δ
()
ψ
-540℃渗碳
——
——
——
——
——
——
≥
用于耐磨、变形小的锥齿轮、蜗杆、花键套等零件
不限
-950℃渗碳
-830℃淬油
-200℃回火
——
心部
同、
-950℃渗碳
-860℃淬乳化液
-200℃回火
炉冷
——
——
——
——
——
≤
——
用于要求磁导率较高,剩磁较少的电磁铁、电磁吸盘等电器零件。
-940℃
空冷
≥
≥
≥
≥
——
——
——
用于深冲、冷作的零件
≤
-940℃
空冷
≥
≥
≥
≥
≥
≤
——
用于离心浇铸双金属套的基体材料
≤
-870℃
空冷
≥
≥
≥
≥
≥
≤
用于负荷较小和无耐磨性要求的轴、拉杆、手柄等零件。
-850℃
淬火
-420℃
——
——
——
——
——
——
≥
同
-950℃渗碳
-860℃淬油
-200℃回火
≥
≥
≥
≥
≥
心部
用于中、高负荷、高速及有冲击的齿轮、蜗杆、爪形离合器、装滑动轴承的主轴
≤
-950℃渗碳
-880℃淬乳化液
-200℃回火
——
——
——
——
——
——
用于中等负荷、高速、有冲击而要求热处理变形小的齿轮、爪形离合器等零件
不限
钢的热处理及机械性能表
不限
-900℃
淬火
-200℃
回火
≥
≥
≥
≥
≥
——
用于局部要求耐磨的零件
-590℃
氮碳共渗
——
——
——
——
——
——
≥
用于低精度的丝杠、进给系统齿轮和负荷不大而要求耐磨的零件
、8A
-800℃
淬火
-200℃
回火
——
——
——
——
——
——
用于要求耐磨性高的顶尖、夹头等零件
≤
钢的热处理及机械性能表
钢号
热处理
技术
要求
-790℃淬火
-200℃回火
——
——
——
——
——
——
同
≤
-950℃渗碳
-840℃淬油
-200℃回火
——
——
——
——
——
——
用于高速、中小负荷、冲击较小而要求耐磨的主轴、花键轴、齿轮等零件(去碳较易配作)
≤
-950℃渗碳
-880℃淬乳化液
-200℃回火
——
——
——
——
——
——
用于承受小负荷、冲击不大及局部耐磨的中、小零件
钢号
热处理
技术
要求
工艺规范
机械性能
应用范围举例
表面硬度能达到要求的最大断面尺
寸㎜
б
㎜
б
㎜
δ
()
ψ
-540℃渗氮
——
——
——
——
——
——
≥
用于要求耐磨、热处理变形小的锥齿轮、主轴、蜗杆、滚珠丝杠反向器等零件
不限
-950℃渗碳
-800℃淬油
-200℃回火
≥
≥
≥
≥
≥
心部
用于重负荷、高速及冲击较大的齿轮、主轴、轴、顶尖套、蜗杆、离合器、花键套等零件
≥
≥
≥
≥
≥
——
用于要求强度、硬度较高、形状简单的离合器、齿轮、轴、销、挡铁等零件
≤
-830℃淬火
-280℃
回火
≥
≥
≥
≥
——
——
用于要求强度、硬度、耐磨性较高、且不受冲击的轴、齿轮、卡爪等零件
≤
-900℃淬火
-200℃回火
——
——
——
——
——
——
用于小负荷、中等速度工作尺寸较大的齿轮、离合器和大轴零件。
热轧
——
≥
≥
——
≤
——
用于在自动机上大量加工,强度要求不高的各种紧固件等
冷拉
——
≥
——
——
——
热轧
——
≥
≥
——
≤
——
用于要求切削加工性好、表面粗糙度低,精度为级的丝杠等零件。
冷拉后高温回火
——
≥
——
——
——
热轧
≥
≥
≥
≥
≥
——
用于强度、硬度均与钢调质状态水平相当。精度级的丝杠、光杠、轴类等零件。
≤
-1000℃
-200℃回火
不限
-950℃渗碳
-850℃淬油
-200℃回火
≥
≥
≥
≥
≥
心部
用于高速、受冲击、中等尺寸的变速箱齿轮、爪形离合器、套、导向板、装滑动轴承的主轴、心轴、滑柱、蜗杆、仿形板等
≤
-950℃渗碳
-880℃淬乳化液
-200℃回火
——
——
——
——
——
——
用于要求耐磨性较高,热处理变形小的轴、花键轴、模数小于㎜的齿轮等零件
回火
≥
≥
≥
≥
≥
——
用于具有较高强度的螺钉、螺母、销、挡铁、垫圈等各种标准件
≤
~
-860℃
空冷
≥
≥
≥
≥
≥
——
用于负荷不大的轴、丝杠、套筒、齿轮等零件
不限
-840℃
淬火
-640℃
回火
≥
——
用于要求强度不高的齿轮、蜗杆、丝杠等零件
≤
钢的热处理及机械性能表
钢号
热处理
技术要求
工艺规范
机械性能
应用范围举例
表面硬度能达到要求的最大断面尺寸㎜
——
-860℃淬油
-680℃回火
——
用于中等负荷、中等速度及冲击条件下工作的轴、光杆、花键套等零件
≤
-860℃淬油
-640℃回火
-860℃淬油
-600℃回火
——
用于要求强度较高的主轴、套筒等零件
-860℃淬油
-320℃回火
——
用于重负荷、低冲击及要求耐磨的蜗杆、主轴、轴、套、环等零件
≤
-860℃淬油
б
㎜
б
㎜
δ
()
ψ
-840℃淬火
-600℃回火
——
用于承受中等负荷、低速工作的轴、花键套、套、大型定位销等零件
≤
-840℃淬火
-580℃回火
——
用于主轴、套筒、花键轴、丝杆、中等模数的齿轮等零件
-830℃淬火
-450℃回火
≥
≥
≥
≥
≈
——
用于具有较高强度的螺钉、螺母、销、垫圈等各种标准件
-830℃淬火
-370℃回火
——
——
——
——
——
——
同、
-950℃渗碳
-850℃淬油
-200℃回火
——
——
——
——
——
——
用于中、高负荷、高速及受冲击的齿轮、螺杆、爪形离合器、方刀台等零件
-950℃渗碳
-880℃淬乳化液
-200℃回火
——
——
——
——
——
——
用于中等负荷、高速、受冲击、要求变形小的齿轮、爪形离合器等零件等
-540℃渗氮
钢的热处理及机械性能表
钢号
热处理
技术要求
工艺规范
机械性能
应用范围举例
表面硬度能达到要求的最大断面
寸㎜
б
㎜
б
㎜
δ