汽车用冷轧双相钢的生产工艺及组织性能特征
DP590冷轧板热处理的组织和性能
DP590冷轧板热处理的组织和性能霍刚;李振兴;岑一鸣;李国栋【摘要】为了加速国内双相钢的开发和应用,采用CAS-300Ⅱ模拟退火实验机,通过模拟退火实验,研究了加热速率、临界区退火温度、过时效温度、过时效时间对DP590双相钢组织性能的影响.结果表明,加热速率在5~60℃/s内增加时,屈服强度、抗拉强度均增加,延伸率、强塑积均减小;临界区退火温度在780~850℃内增加时,屈服强度、抗拉强度先减小后增加,延伸率、强塑积均增加;过时效温度在260 ~400℃内增加时,屈服强度增加,抗拉强度减小,延伸率整体呈增加趋势,屈强比增加;在280℃进行过时效,过时效时间在240~480 s内增加时,屈服强度、抗拉强度均减小,延伸率、强塑积先减小后增加.【期刊名称】《东北大学学报(自然科学版)》【年(卷),期】2013(034)007【总页数】5页(P944-947,970)【关键词】冷轧板;双相钢;热处理;显微组织;力学性能【作者】霍刚;李振兴;岑一鸣;李国栋【作者单位】东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110819;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110819;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110819;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳110819;本钢浦项冷轧薄板有限责任公司,辽宁本溪117000【正文语种】中文【中图分类】TG156.1双相钢是由低碳钢或低合金钢经过临界区热处理或控轧控冷获得,其组织主要由铁素体和马氏体组成[1-2].与传统的低合金高强钢相比,双相钢具有较低的屈强比,较高的初始加工硬化率、烘烤硬化值以及优良的成型性能等特点,成为一种新型的冲压用钢,并广泛应用于汽车工业[3-4].双相钢的研究起始于20世纪70年代,1968年Mcfarlan提出了关于双相钢的第一个专利.Hayami和Furukawa[5]详细阐述了双相钢的化学成分、显微组织、力学性能等.Son[6]采用等通道角度挤压法试制了超细晶粒双相钢,发现在500 ℃进行4%的应变,然后于730 ℃保温10 min后淬火,可得到性能优良的超细晶粒双相钢.韩会全等[7]研究了两相区热处理对不同初始组态钢板组织性能的影响,发现相同工艺下,初始晶粒越细,马氏体体积分数越多.Krebs等[8]对双相钢中带状组织的影响因素进行了研究,发现奥氏体化温度越低,冷却速度越小,带状组织越明显.目前,冷轧双相钢主要采用连续退火的方式生产,工艺比较成熟,但生产周期长、效率低,表面质量难以保证,并且易出现带状组织.退火工艺参数是决定双相钢组织性能的关键因素,并且其与生产效率密切相关.因此本文以国内某钢厂提供的DP590冷轧板为原料,通过模拟退火实验研究了加热速率、临界区退火温度、过时效温度、过时效时间的作用,供实际工业生产参考.1 实验材料和方法1.1 实验材料实验采用某钢厂提供的DP590冷轧板,其化学成分(质量分数/%)为:0.080C,0.479Si,1.810Mn,0.162Cr,0.014P,0.004S,0.004N,0.040Als.冷轧板的原始组织由铁素体和珠光体组成,图1为实验钢经过4%的硝酸酒精溶液腐蚀后的显微组织图片,灰白色组织为铁素体,黑色组织为珠光体.模拟退火的试样尺寸为500 mm×150 mm×1.4 mm.图1 实验钢的显微组织Fig.1 The microstructure of the steelusing in the experiment1.2 实验方法采用CAS-300Ⅱ模拟退火实验机,对加热速率、临界区退火温度、过时效温度、过时效时间分别进行了实验研究.基本工艺参数为:以30 ℃/s的速度将实验钢板加热到800 ℃,保温110 s后,以2 ℃/s的速度缓慢冷却至680 ℃,然后以35 ℃/s的速度快速冷却至280 ℃进行过时效,过时效时间为420 s,然后以5 ℃/s的速度冷却至45 ℃.在此基础上,通过改变单一的工艺参数,研究其对力学性能的影响.按照GB/T228—2002切取标距为50 mm拉伸试样,然后采用Inston系列4206-006型高速拉伸试验机测定力学性能.再切取金相试样磨制、抛光,经4%的硝酸酒精腐蚀后,分别采用LEICA Q550IW金相显微镜、ZWISS扫描电子显微镜观察其显微组织.2 实验结果与分析2.1 显微组织图2为不同加热速率下实验钢的显微组织.灰白色组织为铁素体,深灰色组织为马氏体.可以看出,加热速率在5~60 ℃/s内增加时,铁素体、马氏体晶粒均发生细化,马氏体体积分数增加.这是由于加热速率增加时,加热温度达到两相区后奥氏体形核点较多,其形核率的增加大于长大速度,奥氏体长大受到抑制,晶粒发生细化.由于组织遗传性,使得最终的铁素体、马氏体晶粒尺寸较小,并且马氏体体积分数略微增加.图2 不同加热速率下实验钢的显微组织Fig.2 The microstructures of experimentalsteels at different heating speeds(a)—5 ℃/s; (b)—15 ℃/s;(c)—30 ℃/s; (d)—60 ℃/s.图3为不同退火温度下实验钢的显微组织.可以看出,退火温度在780~850 ℃内增加时,马氏体晶粒由岛状向块状过渡,马氏体晶粒尺寸变大.此外,利用Photoshop软件统计分析,退火温度分别为780,800,830,850 ℃时,相应的马氏体体积分数分别约为30%,26%,20%,21%.图3 不同退火温度下实验钢的显微组织Fig.3 The microstructures of the tested steelsat different annealing temperatures(a)—780 ℃; (b)—800 ℃;(c)—830 ℃; (d)—850 ℃.图4为不同过时效温度下实验钢的扫描照片,颜色较浅、凸起的组织为马氏体.可以看出,过时效温度为260 ℃时,马氏体基本不分解,马氏体边界较清晰;280 ℃时,少量马氏体开始分解,边界较为模糊;400 ℃时马氏体大量分解.图4 不同过时效温度下实验钢的扫描照片Fig.4 The SEM micrographs of the tested steelsat different overaging temperatures(a)—260 ℃; (b)—280 ℃;(c)—320 ℃; (d)—400 ℃.图5为过时效温度为280 ℃时,不同过时效时间下实验钢的显微组织图片.过时效时间在240~480 s内增加时,马氏体逐渐分解.过时效时间小于300 s时,铁素体基体上存在较多的粒状M-A岛,超过420 s时,粒状M-A岛基本消失.2.2 力学性能图6显示了不同加热速率下实验钢的力学性能.加热速率在5~60 ℃/s内变化时,随加热速率增加,屈服强度、抗拉强度均增加,延伸率、强塑积均减小,屈强比在0.44~0.46范围内变化.随图5 不同过时效时间下实验钢的显微组织Fig.5 The microstructures of the experimentalsteels at different overaging time(a)—240 s; (b)—300 s;(c)—420 s; (d)—480 s.图6 不同加热速率下实验钢的力学性能Fig.6 The mechanical properties of experimentalsteels at different heating speeds加热速率的增加,铁素体、马氏体晶粒均发生细化,马氏体体积分数增加,因此屈服强度、抗拉强度均增加.加热速率较大时,铁素体中碳氮化物溶解量较小,缓慢冷却过程中铁素体析出净化作用减弱,结果,延伸率随加热速率的增加呈减小趋势. 图7显示了不同退火温度下实验钢的力学性能.退火温度在780~850 ℃内变化时,随着退火温度的增加,实验钢的屈服强度、抗拉强度先减小,然后略微增加.延伸率、强塑积均呈增加趋势.退火温度在一定范围内升高时,奥氏体体积分数增加,奥氏体中平均碳含量减小,其稳定性下降,随后缓慢冷却过程中,由于冷却速度较小,低碳奥氏体重新分解,附生铁素体体积分数增加,马氏体体积分数减小,结果屈服强度、抗拉强度都有下降趋势,屈强比、延伸率得到明显改善[9].但退火温度进一步升高时,奥氏体体积分数不断增加,最终马氏体体积分数增加,使得强度略微增加.图7 不同退火温度下实验钢的力学性能Fig.7 The mechanical properties of experimentalsteels at different annealing temperatures图8显示了不同过时效温度下实验钢的力学性能.过时效温度在260~400 ℃内变化时,随着过时效温度的增加,屈服强度增加,抗拉强度减小,延伸率整体呈增加趋势.图8 不同过时效温度下实验钢的力学性能Fig.8 The mechanical properties of experimentalsteels at different overaging temperatures过时效相当于对淬硬的马氏体进行在线回火,可改善最终的力学性能.但随着过时效温度的增加,马氏体逐渐分解,并且晶格畸变程度减小,使得抗拉强度下降.过时效温度较高时,铁素体、马氏体相界面处大量位错对消或重新排列,使得可动位错密度减小,屈服强度增加.并且在较高温度下铁素体中有碳化物或细小沉淀相析出,间隙原子扩散集聚成间隙原子团,共同钉扎位错,使得屈服强度进一步增加,甚至出现屈服平台[10].图9显示了不同过时效时间下实验钢的力学性能.过时效温度为280 ℃,过时效时间在240~480 s内变化时,随过时效时间增加,屈服强度、抗拉强度均减小,延伸率、强塑积先减小后增加.随过时效时间的增加,马氏体发生回复,马氏体内的位错密度减小,使得其硬度降低、强度下降,抗拉强度减小.而且马氏体与周围铁素体的塑性应变不相容性减小,因此马氏体对铁素体变形的阻碍作用减小,屈服强度降低,延伸率得到改善.图9 不同过时效时间下实验钢的力学性能Fig.9 The mechanical properties of experimentalsteels at different overaging time3 结论1) 加热速率在5~60 ℃/s内变化时,随加热速率增加,屈服强度、抗拉强度均增加,延伸率、强塑积均减小,屈强比在0.44~0.46范围内变化.2) 退火温度在780~850 ℃内变化时,随着退火温度的增加,实验钢屈服强度、抗拉强度先减小后增加,延伸率、强塑积均呈增加趋势.3) 过时效温度在260~400 ℃内变化时,随着过时效温度增加,屈服强度增加,抗拉强度减小,延伸率整体呈增加趋势,屈强比明显增加.4) 过时效温度为280 ℃,过时效时间在240~480 s内变化时,随过时效时间增加,屈服强度、抗拉强度均减小,延伸率、强塑积先减小后增加.参考文献:[1] Wycliffe P.Microanalysis of dual phase steels[J].Scripta Metallurgica,1984,18(4):327-332.[2] Buzzichelli G,Anelli E.Present status and perspectives of European research in the field of advanced structural steels[J].ISIJ International,2002,42(12):1354-1363.[3] Lanzillotto C A N,Pickering F B.Structure-property relationships in dual-phase steels[J].Metal Science,1982,16(8):371-382.[4] Sarwar M,Priestner R.Hardenability of austenite in a dual-phase steel[J].Journal of Materials Engineering and Performance,1999,8(3):380-384.[5] Hayami S,Furukawa T.Micro-alloying[M].New York:Union Carbide Corp,1977.[6] Son Y,Lee Y K,Park K T,et al.Ultrafine grained ferrite-martensite dual phase steels fabricated via equal channel pressing:microstructure and tensile properties[J].Acta Materialia,2005,53(11):3125-3134. [7] 韩会全,刘彦春,张弛,等.两相区热处理对不同初始组态钢板组织性能的影响[J].东北大学学报:自然科学版,2008,29(3):339-343.(Han Hui-quan,Liu Yan-chun,Zhang Chi,et al.The effect of heattreat ment in γ+α region on microstructures and properties of strips with different intial structures[J].Journal of Northeastern Universtity:Natural Science,2008,29(3):339-343.)[8] Krebs B,Germain L,Hazotte A,et al.Banded structure in dual phase steels in relation with the austenite-to-ferrite transformation mechanisms[J].Journal of Materials Science,2011,46(21):7026-7038.[9] Hüseyin A,Hawa K Z,Ceylan K.Effect of intercritical annealing parameters on dual phase behavior of commercial low-alloyedsteels[J].Journal of Iron and Steel Research,International,2010,17(4):73-78.[10]Fonstein N,Kapustin M,Pottore N,et al.Factors that determine the level of the yield strength and the return of the yield-point elongation in low-alloy ferrite—martensite steels[J].The Physics of Metals and Metallography,2007,104(3):315-323.。
冷轧汽车板的特性和实用要求

冷轧汽车板的特性和实用要求首先,冷轧汽车板具有优良的成型性能。
由于冷轧工艺的采用,冷轧汽车板具有较高的可塑性,可以通过压力加工、冲压等成型工艺制造出复杂的汽车零部件。
与热轧汽车板相比,冷轧汽车板具有更高的表面光洁度和更好的表面质量,不易产生皱纹、夹渣等缺陷。
其次,冷轧汽车板具有较好的强度和韧性。
冷轧汽车板通常采用微合金化技术,通过添加微量的优质合金元素,提高了钢板的强度和韧性,使其能够承受汽车运行中的各种力和振动。
同时,冷轧汽车板采用了较高的加工硬化度,强度与塑性得到了良好的平衡。
第三,冷轧汽车板具有优异的耐腐蚀性能。
冷轧汽车板常采用热镀锌、电镀锌、镀铝等防腐蚀处理方式,使钢板表面形成一层保护层,有效抵御大气、水分、化学物质等腐蚀介质的侵蚀,延长钢板的使用寿命。
同时,冷轧汽车板还可以通过添加合适的防腐蚀合金元素,进一步提高其耐蚀性。
此外,冷轧汽车板还需要具备较好的焊接性能。
在汽车制造过程中,需要对冷轧汽车板进行焊接、铆接等工艺操作,因此,冷轧汽车板必须具有良好的焊接性能,能够满足不同焊接工艺的要求。
冷轧汽车板应具有良好的焊缝成型性,焊接接头强度高、韧性好,避免焊接过程中产生裂纹、气孔等焊接缺陷。
最后,冷轧汽车板还需要满足一定的表面质量要求。
冷轧汽车板的表面应光洁平整,无明显的划痕、麻点和锈蚀等缺陷。
此外,冷轧汽车板表面还应具有一定的涂装性能,能够与涂料粘结良好,形成均匀、光滑的涂膜。
综上所述,冷轧汽车板具有成型性能好、强度高、韧性好、耐腐蚀性能优异、焊接性能良好等特性,并需要满足一定的表面质量要求。
这些特性和要求使得冷轧汽车板成为了汽车制造业中不可或缺的重要材料。
DP800冷轧双相钢组织性能的研究

目前 , 世界 各 国高 度 重 视 汽 车 用 高 强 薄 钢板 的 开发 , 双相 钢 以其低 屈服 点 、 高抗 拉强 度 、 屈 强 比 、 低 高初始 加工 硬化 速 率 、 延 伸 率 和 应 力 应 变 曲线 平 高
滑 等优 点 , 成为一 种 成 形 性 能 良好 的 高 强度 新 型 冲
压 用钢 , 现代 汽车 用钢 的重 要组 成部 分 I ] 轧 是 l 。冷 双 相钢 是通 过严格 控 制加 热温 度 、 终轧 温度 、 轧后 冷 却 速度 、 卷取 温度 、 轧压 下量 、 冷 临界 区退火 温度 、 冷 却 速度 、 时效温 度 和时 间 、 整等 工艺 参数 来获 得 过 平
责 任编 辑
周 守 清
《 技 术新 工艺 》・ 加 工工艺 技 术与材 料 研究 2 0 新 热 0 8年 第 9期
・5 ・ 3
( 0 m m 5 m m Z 0 X 0
5 铰 珩 加 工 内孔 的 优 点
鉴 于 控制 阀功 能需 要 和 结 构 特 点 , 要求 阀芯 阀
工艺 。
作 者 简 介 : 前 华 ( 93) 男 , 科 , 程 师 , 究 方 向 为 汽 徐 1 7 一, 本 工 研 车用 动 力 转 向 器 的 技 术 研 究 、 发 与 工 艺 攻 关 。 开 收稿 日期 :0 8年 5月 2 日 20 0
了产 品 的完 全互换 , 特别适 用 于大 批量 生产 加工 , 单
980MPa级冷轧双相钢组织性能研究

S udy o i r sr c u e a e ha c lPr pe te f t n M c o t u t r nd M c nia o r i s o 9 0 M Pa Co d l d Dua 8 l Ro l e lPha e S e l s te
随着对 汽 车减 重 、 能 、 节 高安 全性 的更 高要 求 拉 强 度高 、 工硬 化 能力 强 、 加 总伸 长 率和 均匀 伸 长 易 良好 的塑性 和 韧性 匹配 等诸多 及 政府 相关 法 规 的加 严 ,使 先进 高 强钢 在 汽 车上 率 大 、 冲压 成形 、 的应 用 逐年 增加 。 冷轧 双相 钢具 有屈 服强 度低 、 抗 优 点 . 是理 想 的汽 车轻 量化 材 料 , 已成 为新 一 代汽 车用 高强钢 的典 型代 表 _ ] 目前 , 1。 _ 3 冷轧 双相 钢强度
以 5 1  ̄/ ~ 0 Cs的升 温速率将试 样加热 到 7 0 8 0℃ 6~0
0 s Cs的冷却 速 率缓 慢 冷却 到 9 0MP 级 冷 轧 双相 钢 采 用 C S— — b合 并 保 温 1 0 ,以 6  ̄/ 8 a — iMn N 6 0 6 0o 后 . 以 2 ~ 5℃, 5 ~ 9 C 再 53 s的冷 却速 率快 冷到 金 体 系 . 化学 成 分 如表 1所示 。用 2 0k 其 0 g真 空
鞍 钢 技 术
21 0 2年 第 3 期
ANGANG TECH NOLoGY 总 第 3 5 期 7
9 0MP 8 a级冷 轧双 相 钢 组织 性 能研 究
王 科强 ,刘仁 东 , 王旭 , 韩启航 , 林利 , 鑫 , 建伦 徐 孙 ( . 钢 股份 有 限公 司技 术 中心 , 宁 鞍 山 1 4 0 ; 1 鞍 辽 10 9 2北 京科技 大学材料 科 学与 工程 学 院 , 京 10 8 . 北 0 0 3)
600MPa级含钒冷轧双相钢的组织性能研究
p o e is c u d b b an d b n e l g a 0 , v ra e n t 0 ℃ .Af rh a e t n ,t e r p r e o l e o ti e y a n a i t 0 o o e — g i g a 0 t n 8 C 3 t e t r ame t h e t
( c ol f aei sS i c n n ier g S ag a U iesy Sh o o t a c n ea dE g ei ,h n h i nvr t) M rl e n n i
【 bt c】 Cl r l w cr nS M ot n gV da p a t l o 60M ag d A s at r o ldl a o i ncn i n ul hs s e f 0 P r e d oe o b - ai e es a
第3 3卷
第 5期
上
海
金
属
Vo . 3,No 5 13 .
21 0 1年 9月
S HANGHAIM E AL T S
S p e e ,2 1 2 e t mb r 0 1 3
6 0 MP 0 a级 含 钒 冷 轧 双 相 钢 的 组 织 性 能 研 究
罗娟娟 史 文 黄群飞 李 麟
yed sr n t s3 8 MPa,t e t n ie sr n t s6 7 MPa,t e e o g to n i l te g h wa 5 h e sl te gh wa 3 h ln ai n a d BH au e c d v l e r a he 2 7% a d 5 a r s c iey.V l me th d t i s o xse tsae 3. n 5 MP e pe t l v ee n a wo knd fe itn t ts.o e wa r cpi t n n sp e i t ei a frie,a d a oh r o e wa ou e i e rt e rt n n te n s s l t n f ri e,t i o e f v n d u he man r l s o a a i m i d a - h s se lwa n u lp a e te s
冷轧双相钢概述
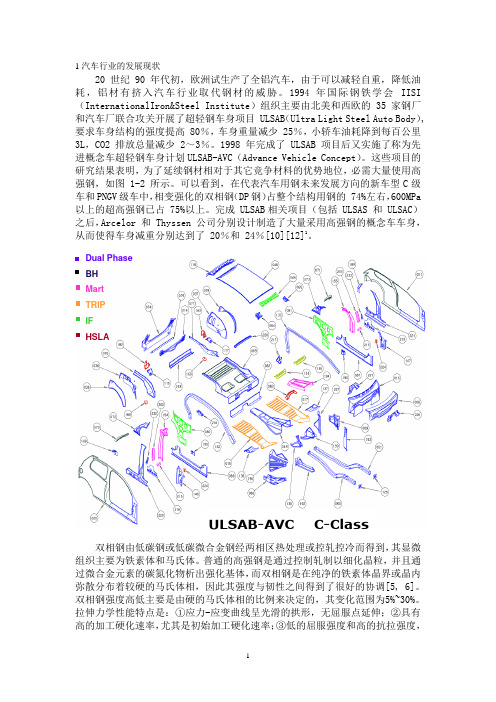
1汽车行业的发展现状20 世纪 90 年代初,欧洲试生产了全铝汽车,由于可以减轻自重,降低油耗,铝材有挤入汽车行业取代钢材的威胁。
1994 年国际钢铁学会IISI (InternationalIron&Steel Institute)组织主要由北美和西欧的 35 家钢厂和汽车厂联合攻关开展了超轻钢车身项目 ULSAB(Ultra Light Steel Auto Body),要求车身结构的强度提高 80%,车身重量减少 25%,小轿车油耗降到每百公里3L,CO2排放总量减少 2~3%。
1998 年完成了 ULSAB 项目后又实施了称为先进概念车超轻钢车身计划ULSAB-AVC(Advance Vehicle Concept)。
这些项目的研究结果表明,为了延续钢材相对于其它竞争材料的优势地位,必需大量使用高强钢,如图 1-2 所示。
可以看到,在代表汽车用钢未来发展方向的新车型C级车和PNGV级车中,相变强化的双相钢(DP钢)占整个结构用钢的 74%左右,600MPa 以上的超高强钢已占 75%以上。
完成 ULSAB相关项目(包括 ULSAS 和 ULSAC)之后,Arcelor 和 Thyssen 公司分别设计制造了大量采用高强钢的概念车车身,从而使得车身减重分别达到了 20%和 24%[10][12]1。
Dual PhaseBHMartTRIPIFHSLAULSAB-AVC C-Class双相钢由低碳钢或低碳微合金钢经两相区热处理或控轧控冷而得到,其显微组织主要为铁素体和马氏体。
普通的高强钢是通过控制轧制以细化晶粒,并且通过微合金元素的碳氮化物析出强化基体,而双相钢是在纯净的铁素体晶界或晶内弥散分布着较硬的马氏体相,因此其强度与韧性之间得到了很好的协调[5, 6]。
双相钢强度高低主要是由硬的马氏体相的比例来决定的,其变化范围为5%~30%。
拉伸力学性能特点是:①应力-应变曲线呈光滑的拱形,无屈服点延伸;②具有高的加工硬化速率,尤其是初始加工硬化速率;③低的屈服强度和高的抗拉强度,成型后构件具有高的压溃抗力、撞击吸收能和高的疲劳强度;④大的均匀延伸率和总延伸率。
汽车钢加工工艺、成形工艺研究及性能评价
二、超高强度钢的加工工艺
新材料特性必然产生新的加工工艺,新的加工工艺是新材料正确使用的根本保证。目前,汽车用超高强 度钢板生产有如下特殊加工工艺。 1、定制板材工艺
板材
2、冲压智能化技术
激光拼焊钢板
冲压板料毛坯
冲压成型
冲压件
监测特征物理量
识别性能参数
猜测最优化参数Leabharlann 自动选择最优参数后处理
样品
成型工艺
3、液压成型技术
板料零件的液压膨胀成型属于内高压液压成型。
板材毛坯 放上下模具中压边 液压预成型 边沿切割 焊接成型
4、激光成型和激光技术 用激光照射板料的表面某处,该处被瞬间加热至高温,同时,加热区的热膨胀使板料产生与激光源相反方 向的弯曲,冷却后成型,或者在激光加热时冲压成型。因此,激光成型技术适适用于受结构限制时工具无 法靠近、冲压力较小的情况下进行。
22MnB5 钢作为目前使用最广泛的热冲压高强度钢板(Advanced high-strength steel,AHSS) 中锰钢作为最新的第三代汽车钢,已经引起了越来越多研究学者的关注,其成形性和力学性 能的改善是当前汽车轻量化领域的前沿课题,但是目前对该钢种的研究主要集中在冷成形技 术方面,相关其温热成形方面的研究尚鲜见报道。 利用应力-应变关系曲线,对车用板材的力学性能进行评价,包括强度和塑性。本文将断 裂韧度作为性能指标参考之一,兼顾强度和塑性,提出了一种全新的中锰钢温热成形工艺, 分析了奥氏体化温度、保温时间、冲压温度等工艺参数对抗拉强度、塑性和断裂韧度(包括撕 裂强度和单位面积裂纹扩展能)等力学性能的影响,开展了工艺参数-微观结构-力学性能的多 维关系研究,应用正交试验及极差分析方法求得了最优的工艺参数组合,
,即最优的工艺参数组合为奥氏体化温度 810 ℃、保温 7 min、成形温度 550 ℃,其对应的中锰钢综合 性能(包括强度、塑性和韧性)最佳。 利用最优参数组合温成形中锰钢真实结构件,其微观结构具有细化的马氏体结构,板条平均长度尺 寸 2~3 μm;其性能达到:抗拉强度均在 1 400 MPa 以上,伸长率大于 11%,撕裂强度在 1 700 MPa 左 右,而单位面积裂纹扩展能在 950 N·mm−1以上,充分说明了中锰钢具有较高强度、塑性和断裂韧度的 综合性能。
国内冷轧汽车用钢的研发历史、现状及发展趋势

国内冷轧汽车用钢的研发历史、现状及发展趋势摘要:回顾了我国冷轧汽车用钢的研发历史,总结了我国冷轧汽车用钢的现状,结合国家振兴钢铁工业的政策,分析了我国冷轧汽车钢板的发展趋势。
提出国内有盛要发展新一代先进高强汽车用钢,主要包括TwIP钢、Q&P钢和热冲压成型钢等,此举不仅具有巨大的经济意义,还具有保证行驶安全、节能减排、环保的现实意义。
关键词:冷轧;汽车用钢;发展趋势从1957年新中国的第一辆汽车正式生产下线开始,我国汽车工业在20世纪中期经历了漫长的发展过程。
1958年中国汽车产量为1万辆,1992年突破100万辆。
进入新世纪以来,我国汽车工业呈现出井喷式的发展,2005年中国汽车产量达到570万辆,2008年达到934.5万辆。
汽车用材的70%~80%是钢铁材料,在一定程度上代表了一个国家钢铁工业的水平。
我国在汽车品种和技术水平方面,已经和发达国家同步。
随着汽车工业的发展,对优质汽车用钢的要求越来越高,需求也越来越大。
因此,紧跟汽车工业的发展趋势,研究和开发新一代汽车用钢,必将成为我国钢铁工业应用基础研究的重要发展目标。
1 国内冷轧汽车钢板研发的历史回顾钢材是汽车制造的主要原料,品种主要有型钢、中板、薄板、钢带、优质钢材、钢管等,其中以薄板和优质钢材为主。
冷轧板带及其镀层板带的用量约占板带材用量的90%,为450~550 kg,如夏利车的用量约为450 kg车身加长的红旗车为550 kg。
轿车用冷轧板带及镀锌板厚度为0.40~4.00 mill,冷轧板带用量最多的厚度规格是0.80 ITlnrl,其次是o.70 mra;镀锌板用量最多的厚度规格是0.80 nlr /l和O.70 mill。
轿车用冷轧板带的宽度为600一l 850 mln,1 000 Innl以下的用量最大。
20世纪50~80年代,国内的汽车用钢由鞍钢提供,主要是08A1等软钢板。
20世纪80年代后期,我国开始研发无间隙原子钢(IF钢)。
800MPa级冷轧双相钢的组织与性能
以相变 强 化 为 基 础 , 由铁 素 体 与 马 氏体 组 成
汽车用高强度新型冲压用钢 , 为现代 汽车用钢 成
的重 要组 成 部 分 [一 . 轧 双 相 钢 一 般 采 用 连 续 冷 退火 机组 生产 , 其工 艺特 点是 临 界 区保 温 、 段 式 两
nl ia od c d f h sbet t l l e h e t so a,o i ds eg e i aa s ecn ut rt ujc s e pa .T ersl hw t t bt y l t n t adt se ys r e o e e t us h h e r hn nl
,
i 8. S1 0% .
Ke r s:d a h e se l o tn o sa n ai ;mir sm cu e;me h ia rp ris y wo d u p a te ;c ni u u e n l s n lg c o t tr c a c po et n l e
筇 不 绵 不 奈 不 尔
中图分类号 :G12 1 3 4.
毋 衣 出芥 .
文章 编号 :6 1 94 20 )6 08 3 17 —02 (08 0 —02 —0
苹 环 尔 筇: 筇
M ir sr cur sa d Pr pe te fCod Rold c o t u t e n o riso l l e DP7 0 Dua a eS e l 8 lPh s t e
冷轧双相钢的纯弯曲性能试验研究
——————————————作者简介: 郝璟弢(1980-),男,安徽萧县人,本科,研究方向:金属力学。
冷轧双相钢的纯弯曲性能试验研究郝璟弢,汝 阳,夏 滔,陶义峰(马鞍山市产品质量监督检验所,安徽 马鞍山 243000)摘 要:现代企业生产的钢材虽然品种繁多,性能不一,但从总体方面来说,生产的钢板都有着较高的强度与硬度,钢板缺少塑性,限制了高强度钢板在汽车行业的应用,尤其对于农用机械行业。
冷轧双相钢在农用机械行业有着很大的发展空间,冷轧双相钢不仅强度高,而且塑性好,可以结合现有的科技研究出性价比更高的材料。
文章根据对DP980CR 等多种高强度钢板的实验,简单的了解,分析各种因素对钢板弯曲极限的影响。
关键词:弯曲性能;相对弯曲半径;高强度钢板;冷轧双相钢中图分类号:V217+.31 文献标志码:A 文章编号:1672-3872(2017)22-0091-011 冷轧双相钢的相关介绍1.1 冷轧双相钢的简单介绍冷轧钢是经过冷轧生产的钢板。
冷轧是在室温条件下将钢板进一步轧薄至所需厚度。
和热轧钢板比较,冷轧钢板厚度更加精确,而且表面光滑、漂亮,具有各种优越的机械性能,特别是加工性能方面。
但是冷轧钢原卷比较脆硬,通常情况下要求经过退火、酸洗及表面平整才会投入使用[1]。
1.2 冷轧双相钢的优势分析双相钢又称复相钢,由于两相组织的特点,通过正确控制化学成分和热处理工艺,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点,它将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,达到了钢材应用的又一个高度。
冷轧双相钢由于其特殊的材料组成,在韧性、与强度中间有了一个很好的协调,使钢材应用中韧性与强度这两个关键问题得到了协调,利于钢材应用领域的进一步发展[2]。
2 双相钢的化学组成及试验方法2.1 化学组成冷轧双相钢应用具有高塑性的铁素体作为基体,其组成包含5%~20%的岛状马氏体。
冷轧双相钢HC340_590DP简介及用途

冷轧双相钢HC340_590DP简介及用途冷轧双相钢(HC340_590DP)是一种具有高强度和良好可塑性的钢材。
它是一种双相结构钢,由铁素体和贝氏体组成。
铁素体具有良好的可塑性和冲击韧性,而贝氏体则具有高强度和较好的耐腐蚀性能。
冷轧双相钢广泛应用于汽车制造业,特别是用于汽车车身和车架部件的制造。
冷轧双相钢的力学性能优异。
它具有较高的屈服强度、抗拉强度和延伸率。
其高屈服强度和高抗拉强度可以提供更好的抗冲击能力和耐久性,使得汽车更加安全可靠。
同时,冷轧双相钢的良好可塑性和较高的延伸率使得其成型性能出色,可以满足汽车制造业对钢材成形性能的要求。
冷轧双相钢的耐腐蚀性能也得到了显著的提高。
由于其具有贝氏体的组织结构,冷轧双相钢具有较高的抗腐蚀能力,能够更好地抵抗湿润环境和化学腐蚀。
这使得冷轧双相钢特别适用于汽车制造业,尤其是在海洋环境和腐蚀性环境下的使用。
此外,冷轧双相钢还可以用于制造各种结构件和零件,如车门、引擎罩、前排焊接连接件等。
冷轧双相钢的高屈服强度和高抗拉强度使得这些零件更加耐久可靠。
同时,其成型性能和抗腐蚀性能也使得冷轧双相钢成为一种理想的制造材料。
总结起来,冷轧双相钢(HC340_590DP)是一种具有高强度、良好可塑性和优异耐腐蚀性能的钢材。
它广泛应用于汽车制造业,特别适用于车身和车架部件的制造。
冷轧双相钢的高强度和良好的塑性使得汽车更加安全可靠,其抗腐蚀性能也能满足复杂环境下的使用需求。
在未来,随着汽车制造业的不断发展,冷轧双相钢有望在更多领域得到应用。
汽车用双相钢的主要生产流程及工艺
汽车用双相钢的主要生产流程及工艺下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!双相钢是一种应用广泛的汽车用钢材,具有优良的强度和延展性,适用于车身零部件的制造。
探讨600MPa级冷轧双相钢的连退工艺

管理及其他M anagement and other探讨600MPa级冷轧双相钢的连退工艺唐东东摘要:双相钢以其高延性和高强度等特点,在汽车制造行业得到广泛应用。
作为双相钢生产和应用过程中的主要工艺技术,连退工艺必须通过实验和研究来提升钢材的使用性能。
本文通过板材成形、连续退火和热力模拟实验设备,并结合金相显微分析、常温拉伸等多种实验方法,对冷轧双相钢的性能、组织和相变进行深入研究,计算相关参数与工艺应用对钢材的影响,以促进双相钢产业的发展。
关键词:600MPa级;钢材料;冷轧双相钢;连退工艺本文旨在通过运用板材成形、连续退火和热力模拟实验设备,结合金相显微分析、常温拉伸等多种实验方法,对冷轧双相钢的性能、组织和相变等方面进行深入研究,计算双相钢连退工艺各项参数与工艺应用对钢材各方面的影响,从而为双相钢产业的发展和进步提供有力支持。
1 双相钢相变规律研究概述当前,很多热处理工艺采用连续冷却处理方式,如水冷淬火、空冷正火和炉冷退火等。
由于奥氏体在连续冷却转变处理和等温转变中表现不同,其在整体转变后会发生新的组织转变,这是由于各个阶段温度不同而引起的。
另外,由于冷却速度存在差异,转变物质类型和转变相对量也发生变化,因此需要准确获取材料性能和组织结构数据。
因此,连续冷却经常具有复杂的转变过程,很难计算实际的转变规律。
冷轧双相钢经过冷轧处理后,可以通过连退工艺控制其成型形貌、结构和组织比例,从而实现沉淀和相变强化。
在所有的强化体系中,相变强化是最关键的部分,通过合理控制铁素体、贝氏体和马氏体等组织的比例,实现高韧性和高强度元素组织之间的完美配合。
双相钢材料的连退工艺主要是调节不同相区之间的冷却速度和加热速度。
两相区不同冷却速率下的奥氏体冷却至室温阶段的元素组织类型变化,也会在一定程度上影响双相钢的力学性能和内部组织结构。
因此,本文通过进行双相钢静态和动态CCT实验,深入分析冷轧双相钢材料的相变点,找出各种工艺对组织结构和CCT曲线的影响,为双相钢连退工艺提供准确的数据基础。
快冷工艺对冷轧双相钢组织性能的影响

中图分类号 : T G 3 3 5 . 1 2 文献标识码 : A
E f e c t o f Qu i c k C o o l i n g P r o c e s s o n Mi c r o s t r u c t u r e a n d Me c h a n i c a l
刘 顺 心 , 赵 新 义 , 赵 志 坚 , 付友昌
( 1 . 唐山科技职业技术学 院, 河北 唐山 0 6 3 0 0 0 ; 2 . 首钢京唐 钢铁联合 有限责任公 司冷轧部 , 河北 唐山 0 6 3 0 0 0 )
摘
要: 以C — S i — Mn系相变强化冷轧 高强度钢板 为研究 对象 , 研究 了连续退火快 速冷 却工 艺对冷轧双相钢组织和力
2 . S h o u g a n g J i n g z a n g I r o n& S t e e l U n i t e d C o . L t d . , T a n g s h a n 0 6 3 0 0 0 , C h i n a )
^ “ t j£■
秀 }蝴 瑚 鼢 懈
Pr o p e r t i e s o f Co l d Ro l l i n g Du a l Ph a s e S t e e l L I U S h u n — x i n , Z H A 0 X i n — y i , Z H A O Z h i - j i a n , F U Y o u — c h a n g
Ab s t r a c t : Ef f e c t o f q ui c k c o o l i n g pr o c e s s o n mi c r o s t r uc t u r e a n d me c ha n i c a l pr o p e r t i e s o f C— Si — Mn du a l p ha s e t r a n s f o r ma t i o n
汽车用冷轧双相钢的生产工艺及组织性能特征
康永林等:汽车用冷轧双相钢的生产工艺及组织性能特征
<鞍钢技术>2008年第4期 总第352期
1冷轧双相钢的生产工艺及国内外生产 概况
1.1冷轧双相钢的生产工艺 冷轧双相钢生产工艺流程图H1见图1所示。 冷轧硬板需要经过连续退火或连续热镀锌退
火才能得到铁素体马氏体双相组织。 现代冷轧双相钢的连续退火工艺曲线如图
为了提高780 MPa、980 MPa级高强冷轧双相 钢的焊接性能,Nissan公司和钢铁企业共同开发 了低碳含量冷轧双相钢【l 6。,对于这两个钢种,在 强度达到840 MPa和l 020 MPa时,钢中碳含量 仅为0.07%。NissaIl公司认为,为了在结构零件 中大量应用780 MPa、980 MPa钢种,发展低碳高
到目前为止,工业大量生产的双相钢强度级 别有450 MPa、500 MPa、590 MPa和780 MPa级, 而采用具有水淬功能的连续退火生产线可以得到 980~l 470 MPa级冷轧双相钢。表3为几个厂家 不同强度级别的冷轧双相钢基本力学性能。从中 可以看出,双相钢在较高强度下仍具有较高的伸
——4——
强度双相钢是十分必要的。
图3 980 MPa级冷轧双相钢 伸长率与扩孔性能的均衡性
1.3国内冷轧双相钢生产概况 国内在”七五”期间就对双相钢进行了研究,
但是由于设备限制,一直没有得到较快发展。近 年来,由于宝钢拥有先进的连续退火生产线,其冷 轧双相钢的开发与生产处于国内的前沿。先后成 功开发了B240/390DP、B28吖440DP、B340/ 590DP、B400/780DP及相应的热镀锌双相产品。 与此同时,由中国钢铁工业协会提出,宝钢负责起 草了《汽车用高强度冷连轧钢板及钢带》国家标 准,其中第二部分,冷轧双相钢国家标准(即GB/T 20564.2—2006)已于2006年11月1日发布,并 于2007年2月1日开始实施。近两年来,鞍钢与 北京科技大学合作,成功开发了490~780 MPa级 冷轧双相钢并正在进行推广应用。随着我国鞍 钢、武钢、首钢及其他大型钢铁公司连续退火与连 续热镀锌生产线的先后建成,冷轧双相钢在国内 必将得到迅速的发展与推广。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Abstract: This paper introduces the p roduction methods and development condition of dual phase steel at home and abroad, and analyzes its characteristics of alloying composition, m icrostruc2 ture and mechanical p roperty, control key points of main p rocess, and puts forward suggestions for p roduction and development of dual phase steel in our country.
康永林 ,北京科技大学材料加工与控制工程系主任 ,教授 ,博 士生导师 。
rukawa对这类钢的显微组织 、化学成分 、机械性 能和成型性作了完整的描述之后 ,双相钢的巨大 潜力才被人们所认识 [ 3 ] 。此后的几十年里 ,双相 钢一直处于低合金高强度钢发展的前沿 ,它为汽 车减轻自重 、简化冲压工艺开辟了一条崭新的途 径 。1994~2002年 ,在国际钢铁协会的倡议下进 行的超轻钢车体 (ULSAB )研究项目以及在此基 础上的超轻钢概念车 (ULSAB - AVC ) 项目研究 中 ,双相钢的使用量达到 74%。现代高品质冷轧 双相钢主要通过连续退火生产线生产 。随着汽车 用钢板对表面质量要求的提高 ,热镀锌线生产冷 轧双相钢也比较广泛 。本文介绍了冷轧双相钢的 生产方法与研发进展 ,并通过对冷轧双相钢冶金 成分 、组织性能特征以及工艺控制要点的分析 ,对 冷轧双相钢的生产提供一定参考 。
—1—
© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
ቤተ መጻሕፍቲ ባይዱ
康永林等 :汽车用冷轧双相钢的生产工艺及组织性能特征 《鞍钢技总术第》2305028期年第 4期
352期
荷运动车的门外面板 ,并表现出比 BH 钢更好的 抗凹陷性能 [ 6 ] 。迄今为止 ,多数厂家已经掌握了 490~780 M Pa 级冷轧双相钢或热镀锌双相钢的 生产方法 。JFE公司由于拥有水淬功能的连续退 火线 WQ - CAL ,冷却速率超过 1 000 ℃ / s,因此 可工业化生产抗拉强度为 780 ~1 470 M Pa的高 成型性超高强度钢板 [ 7 ] ,并投入商业应用 。安赛 乐米塔尔也采用缓慢冷却 +淬火工艺 ,在其具有 水淬 功 能 的 连 续 退 火 线 上 生 产 出 CR590DP、 CR780DP、CR980D P双相钢 [ 8 ] 。
鞍钢技术
2008年第
4期
AN
GAN
G
TECHNOLO G Y 总第
352期
专家论坛
汽车用冷轧双相钢的生产工艺及组织性能特征
康永林 1 ,邝霜 1 ,刘仁东 2 ,严玲 2 (1. 北京科技大学 ,北京 100083; 2. 鞍钢股份有限公司技术中心 ,辽宁 鞍山 114009)
© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
鞍钢技术
2008年第
4期
AN
GAN
G
TECHNOLO G Y 总第
1 冷轧 双 相 钢 的 生 产 工 艺 及 国 内 外 生 产 概况
1. 1 冷轧双相钢的生产工艺 冷轧双相钢生产工艺流程图 [ 4 ]见图 1所示 。 冷轧硬板需要经过连续退火或连续热镀锌退
火才能得到铁素体马氏体双相组织 。 现代冷轧 双 相 钢 的 连 续 退 火 工 艺 曲 线 如 图
2a所示 。首先将冷轧硬板连续加热到铁素体奥 氏体两相区的某个温度 ,在加热过程中 ,冷变形组 织首先产生回复再结晶 。在两相区保温过程中 , 钢板产生部分奥氏体化 。两相区保温后 ,首先通 过缓慢冷却使少量奥氏体重新分解转化为铁素 体 ,在这个过程中 ,合金元素进一步向残留奥氏体 中转移 ,从而进一步提高了奥氏体的稳定性 。在
是在终冷过程中 ,奥氏体完成了向马氏体的转变 。
图 1 冷轧双相钢生产工艺流程图
图 2 冷轧双相钢的连续退火与热镀锌退火工艺曲线
连续退火技术发展的核心是冷却技术 ,冷却 能力对冷轧双相钢的生产至关重要 。目前连续退 火生产线的冷却方式主要有四种 [ 5 ] ,即 :新日铁开 发的以气体喷射冷却为代表的 NSC - CAPL技术 、 NKK开发的以水冷和辊冷为代表的 NKK - CAL 技术 ,川崎开发的高强力喷射冷却技术 KM - CAL 以及欧洲冶金中心与比利时柯克利尔共同开发的 CRM - CAL。喷气或者强力喷气连续退火生产线 可以用于生产强度级别低于 780 M Pa的薄规格冷 轧双相钢 ,但是对于厚度大于 2. 0 mm 以及强度级
快速冷却过程中 ,这部分残留奥氏体转化成马氏 体而使钢板具有双相组织 。快冷后的等温过时效 不仅可以对淬硬的马氏体岛进行低温回火以改善 其内部畸变 ,而且可以改善铁素体内元素的固溶 状态 。
热浸镀锌工艺生产双相钢的退火路线与连续 退火工艺有所不同 (如图 2b) ,大多数热镀锌生产 线均是在两相区奥氏体化后 ,立即快速冷却到热 镀锌温度进行镀锌 。有的热镀锌生产线在快冷段 前也配备有缓慢冷却段 ,其作用与连续退火缓冷 段基本相同 。由于热浸镀锌温度一般在 460 ℃左 右 ,因而快冷的目的主要是避免奥氏体向珠光体 转变 ,在这个过程中 ,马氏体相变并没有产生 ,而
强度双相钢是十分必要的 。
图 3 980 M Pa级冷轧双相钢 伸长率与扩孔性能的均衡性
1. 3 国内冷轧双相钢生产概况 国内在 "七五 "期间就对双相钢进行了研究 ,
但是由于设备限制 ,一直没有得到较快发展 。近 年来 ,由于宝钢拥有先进的连续退火生产线 ,其冷 轧双相钢的开发与生产处于国内的前沿 。先后成 功 开 发 了 B240 /390DP、B280 /440DP、B340 / 590DP、B400 /780DP 及相应的热镀锌双相产品 。 与此同时 ,由中国钢铁工业协会提出 ,宝钢负责起 草了《汽车用高强度冷连轧钢板及钢带 》国家标 准 ,其中第二部分 ,冷轧双相钢国家标准 (即 GB / T 20564. 2—2006)已于 2006 年 11 月 1 日发布 ,并 于 2007年 2月 1日开始实施 。近两年来 ,鞍钢与 北京科技大学合作 ,成功开发了 490~780 M Pa级 冷轧双相钢并正在进行推广应用 。随着我国鞍 钢 、武钢 、首钢及其他大型钢铁公司连续退火与连 续热镀锌生产线的先后建成 ,冷轧双相钢在国内 必将得到迅速的发展与推广 。
摘要 : 介绍了冷轧双相钢的生产方法以及国内外生产发展概况 。分析了冷轧双相钢的合 金成分特点 、显微组织特征 、力学特性与主要工艺控制要点 ,并对我国双相钢的生产与发展提 出了建议 。
关键词 : 双相钢 ;冷轧 ;连续退火 ;连续热镀锌 中图分类号 : TG335 文献标识码 : A 文章编号 : 1006 - 4613 (2008) 04 - 0001 - 08
—2—
别大于 980 M Pa的双相钢 ,为了避免使用昂贵的 合金元素 ,往往需要带水淬或辊冷功能的连续退 火生产线 。 1. 2 国外冷轧双相钢的研发进展
日本的几大钢铁公司以及蒂森克虏伯 、安赛 乐米塔尔等世界先进钢铁公司一直处于冷轧双相 钢研发的前沿 ,并且与汽车厂合作开展了大量双 相钢使用技术研究并使之逐步取代软钢 。例如 , 蒂森克虏伯钢铁公司与戴姆勒 - 克莱斯勒汽车公 司合作采用 500 M Pa级冷轧双相钢制作一款轻负
Production Technology and Structure Property of Cold Rolled D ual Phase Steel for A utomobiles
Kang Y onglin1 , Kuang Shuang1 , L iu Rendong2 , Yan L ing2 (1. University of Science and Technology Beijing, B eijing 100083, China; 2. Technology Center of Angang Steel Co. , L td. , Anshan 114009, L iaoning, China)
为了提高 780 M Pa、980 M Pa级高强冷轧双相 钢的焊接性能 , N issan 公司和钢铁企业共同开发 了低碳含量冷轧双相钢 [16 ] ,对于这两个钢种 ,在 强度达到 840 M Pa 和 1 020 M Pa时 ,钢中碳含量 仅为 0. 07%。N issan公司认为 ,为了在结构零件 中大量应用 780 M Pa、980 M Pa钢种 ,发 展 低 碳 高
在弯曲成型或扩孔时 ,铁素体和马氏体之间 强度的巨大差异会导致局部的应力集中 ,从而削 弱了双相钢的性能 。针对 980 M Pa级冷轧双相钢 难以同步提高延展性 ( E l)和扩孔率 (λ)的问题 , 神户制钢公司采用水淬型连续退火装置 ,独立控 制降低马氏体的体积分数和硬度 ,并添加固溶强 化元素强化铁素体以减小与马氏体的硬度差异 , 开发出了 E l与 λ性能匹配不同的 980 M Pa级冷 轧双相钢板 ,在强度达到 1 010 M Pa时 ,可以保持 60%以上 的 扩 孔 率 [ 13 ] 。与 此 同 时 , JFE 和 新 日 铁 [ 14 ]也根据 E l与 λ值的不同匹配 ,开发出 3 种 980 M Pa级冷轧双相钢 ,即 : ( 1 ) 传统低屈强比双 相钢 ; (2) 具有良好 E l - λ组合的双相钢 ; ( 3) 超 高 λ值双相钢 (如图 3所示 ) [ 15 ] 。