3D打印机系统设计资料
3D打印机设计毕业设计

3D打印机设计毕业设计介绍本文档旨在探讨一种创新的3D打印机设计方案作为毕业设计的内容。
该方案旨在提供一种高效、精确且可靠的3D打印机,以满足不同领域的需求。
设计目标1. 实现高精度的打印效果,能够制造出复杂的立体模型。
2. 提高打印效率,缩短打印时间,满足大批量、快速生产的需求。
3. 提供多材料打印功能,支持不同材质的打印,如塑料、金属等。
4. 系统可靠性和稳定性高,能够长时间工作且避免出现故障。
设计方案1. 结构设计:采用坚固稳定的机身设计,以确保打印过程中的精确性和稳定性。
同时,考虑易于维护和组装的设计,提高机器的可靠性和可操作性。
2. 打印技术:选择适合多种材料打印的技术,如FDM、SLA或SLS等。
根据需求选择最适合毕业设计的技术,并结合实际场景进行调整。
3. 控制系统:采用先进的控制系统,确保打印过程中的均匀性、精确性和稳定性。
同时,增加对多材料打印的支持,提供更多选择。
4. 软件支持:提供易于操作的用户界面和功能丰富的软件支持,方便用户进行模型设计和打印控制。
5. 安全性:设计安全可靠的电路和自动故障检测系统,可及时发现和避免潜在的问题,确保操作过程中的安全性。
预期成果1. 设计并制造出一台优秀的3D打印机原型,实现高精度、高效率的打印。
2. 验证设计方案的可行性和实用性,通过实验数据和用户反馈进行评估。
3. 提出改进方案和优化建议,为未来3D打印机的进一步研发提供参考。
时间进度安排1. 设计方案讨论和确定:1周2. 设计和制造原型:4周3. 实验验证和数据分析:2周4. 编写毕业设计报告: 2周预期成果评估1. 毕业设计报告评分: 占总分的50%2. 设计原型的可行性和实用性评估: 占总分的30%3. 实验数据分析和优化建议: 占总分的20%参考文献- 3D Printing Technology and Its Applications: A Review of the Literature- Advances in 3D Printing Technology: Applications, Environmental Impacts, and Future- Design and Optimization of 3D Printed Structures for Additive Manufacturing请注意,以上内容旨在提供一个简单的3D打印机设计毕业设计的框架和思路,具体设计方案需要进一步详细研究和调整。
3D打印机的软件系统设计
3D打印机的软件系统设计简介本文档旨在介绍3D打印机的软件系统设计,包括软件架构、功能模块和交互设计等方面的内容。
软件架构3D打印机的软件系统采用一种分层架构,主要包含以下几个层次:1. 用户界面层:负责与用户进行交互,包括显示打印模型、调整打印参数等功能。
2. 控制层:负责控制3D打印机的运行,包括控制打印头的移动、控制喷嘴的温度等操作。
3. 模型处理层:负责处理用户提供的打印模型,将其转换为打印机可识别的指令。
4. 通信层:负责与外部设备进行通信,例如与计算机或移动设备进行连接,实现远程控制等功能。
5. 设备驱动层:负责与3D打印机硬件进行通信,控制各个部件的运行。
功能模块3D打印机的软件系统包含以下主要功能模块:1. 模型导入:允许用户导入常见的3D模型文件格式,如STL、OBJ等。
2. 模型编辑:提供模型编辑功能,例如缩放、旋转、镜像等操作。
3. 打印参数设置:允许用户设置打印参数,包括层高、填充密度、打印速度等。
4. 打印预览:显示模型的打印预览图,帮助用户确认打印效果。
5. 打印控制:启动打印任务、暂停打印、停止打印等操作。
6. 打印状态监控:实时显示打印进度和状态,提供错误报警功能。
交互设计为了简化用户操作,提高用户体验,3D打印机的软件系统采用了以下交互设计策略:1. 简洁直观的界面:界面布局简单清晰,操作按钮明确,减少用户操作的复杂性。
2. 上下文导航:根据用户的当前操作状态,动态显示相关的操作选项,避免用户迷失在大量选项中。
3. 可视化反馈:在打印预览或打印过程中,通过实时更新的图示或进度条等方式,直观地反馈操作结果。
4. 异常处理:对于异常情况或错误操作,给予明确的提示,并提供解决方案。
以上是关于3D打印机的软件系统设计的简要介绍。
详细的设计细节和实现方法将在后续的开发中进一步完善。
基于FDM的3D打印机系统设计
业 生产 有 一 定 的 实 际 应 用价 值 。
【 关键词 】 F D M; 3 D 打印机 ; 设计
一
、
3 D 打 印 机 的原 理
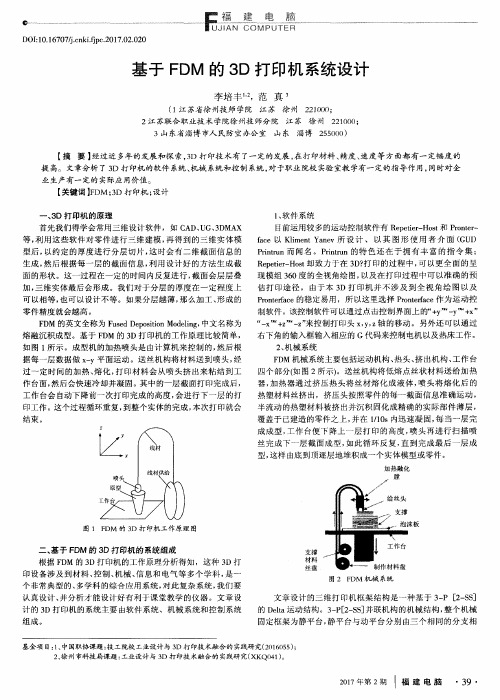
l 、 软 件 系 统 目前 运用 较 多 的运 动 控 制 软 件 有 R e p e t i e r — Ho s t 和P r o n t e r - f a c e以 K l i me n t Y a n e v所 设 计 、 以 其 图 形 使 用 者 介 面 ( G U I ) P r i n t r u n而 闻 名 。P r i n t r u n的 特 色 还 在 于 拥 有 丰 富 的 指 令 集 ; R e p e t i e r — H o s t 却致力于在 3 D ? 打 印 的过 程 中 , 可 以 更 全 面 的 呈
首 先我 们 得 学 会 常 用 三 维 设 计 软件 , 如 C A D、 U G、 3 D MA X
等, 利用这些 软件对零件进 行三维建模 , 再得 到 的三 维实体模 型后 , 以约定 的厚度进行分 层切片 , 这 时会 有二维截 面信息 的
生成 , 然 后 根 据 每 一 层 的截 面 信 息 , 利 用 设 计 好 的 方 法 生 成 截
器, 加热器通 过挤压热头 将丝材熔化 成液体 , 喷 头将 熔 化 后 的
工作 台会 自动下 降前一次打印完成的高度, 会进 行下一层的打 印工作。这个过程循环重复 , 到整个实体的完成, 本次打 印就会
结束。
热塑材料丝挤 出,挤压头按照零件 的每一截面信 息准确运动 , 半流动的热塑材料被挤 出并沉积 固化成精确 的实际部件薄层 , 覆盖于 已建造 的零件之上 , 并在 1 / 1 0 s 内迅速 凝固, 每 当一层完 成成型 , 工作 台便下 降上 一层打 印的高度 , 喷头再进 行扫描 喷
3D打印机的设计资料
3D打印机总体方案及结构设计题目:3D打印机设计专业班级机械电子工程1班届次2013届学生姓名揭硕学号指导教师二O一六年十月十二日一、总体框架的设计系统概述系统由输人设备制定部分参数,从存储设备或者直接从计算机中得到事先建好的三维模型,由单片机对模型进行分析,切片,建立必要的支撑结构,再从单片机输出控制指令,控制喷头型材料融化,并通过一定的驱动电路驱动电机,带动喷头进行X、Y、Z三个方向的移动,并控制喷头的喷出系统调节喷出材料的多少。
每打好一层,从外部设备读取下一层的参数,再打印下一层,直到全部模型完成。
完成模型的打印之后,还需要后期的材料回收工作。
系统框架输入设备、存储外设、上位机、温度传感器的测量值----单片机分析----温度控制回路、XYZ各方向电机控制、喷出量控制、显示设备打印耗材的选用为了实现 3 D打印机的功能,所选材料也很重要。
既要由较低的熔点,也要有较好的粘滞性,同时也需要快速成型。
综合考虑,我们最终选择了P L AA /B S耗材。
设计思路概述ABS/PLA耗材熔点为230℃左右,分解温度260℃以上,故其通常成型温度在250℃以下。
控制回路使用温度传感器返回当前温度,反馈回路保证了温度保持恒定,控制器统一使用了单片机来输出指令(3)控制回路方框图如下:设置的空气温度→单片机→D/A转换器→加热电路→当前温度→温度传感器→A/D转换器→单片机x y z三方向控制电机的设计采用化繁为简的思路,将三维打印转化为二维进而转化为一维打印。
即Z方向采用步进电机,由步进电机固定的给量算出所需的步进角,用这种方式将三维打印先转化为每一平面内的二维打印,再由Y方向也为步进电机带动,则每一平面内的二维打印又转化为很多条直线上的一维打印。
喷头移动及喷出量调节的设计熔融挤出系统对喷头系统的基本要求是:将成型料丝送人液化器中,在其中及时而充分地熔化,由固态变为熔融态,然后再进一步从更小直径的喷嘴中以极细丝状挤出,按扫描路径堆积成型。
《2024年FDM彩色3D打印机系统设计与仿真》范文

《FDM彩色3D打印机系统设计与仿真》篇一一、引言随着科技的不断发展,3D打印技术已经成为一种创新性的制造技术,广泛应用于各个领域。
FDM(熔融沉积造型)作为3D 打印的一种主流技术,因其操作简便、成本低廉等特点被广大用户所喜爱。
近年来,随着市场需求不断增长,对3D打印机的功能和性能要求也在逐步提高。
因此,本文设计了一款具有彩色的FDM 3D打印机,并进行详细的系统设计与仿真。
二、系统设计(一)硬件设计1. 打印平台:采用高精度的加热平台,确保打印过程中模型的稳定性。
2. 喷头:选用高质量的喷头材料,具备高精度、耐高温等特性。
喷头采用多色切换设计,以实现彩色打印。
3. 控制系统:采用高性能的主控芯片,具备高速度、高精度的控制能力。
同时,配备友好的人机交互界面,方便用户操作。
4. 驱动系统:采用高精度的步进电机和驱动器,确保打印过程中的精确度和稳定性。
(二)软件设计1. 切片软件:将三维模型转化为打印机的运动指令。
该软件需具备高效的算法,以确保打印过程中模型精度和效率。
2. 控制软件:负责控制整个打印过程,包括温度控制、运动控制等。
同时,还需具备故障诊断和报警功能,确保打印过程的安全性。
三、系统仿真为验证设计的可行性及性能表现,本文对FDM彩色3D打印机进行了系统仿真。
仿真过程包括机械结构仿真、热力学仿真和运动控制仿真等。
(一)机械结构仿真通过有限元分析软件对打印机的机械结构进行仿真分析,验证了结构的稳定性和可靠性。
同时,对关键部件如喷头、驱动系统等进行仿真分析,确保其满足高精度、高效率的打印需求。
(二)热力学仿真为确保打印过程中模型的加热和冷却过程顺利进行,本文对打印机的热力学性能进行了仿真分析。
通过模拟不同材料的加热和冷却过程,验证了加热平台的温度控制精度和均匀性。
(三)运动控制仿真为验证控制系统的精确度和稳定性,本文对运动控制系统进行了仿真分析。
通过模拟打印过程中的运动轨迹和速度变化,验证了驱动系统和控制算法的准确性和可靠性。
《2024年FDM彩色3D打印机系统设计与仿真》范文

《FDM彩色3D打印机系统设计与仿真》篇一一、引言随着科技的发展和数字化的趋势,3D打印技术越来越受到关注,特别是基于熔融沉积造型(FDM)的彩色3D打印机在许多领域具有广泛的应用。
本文旨在介绍FDM彩色3D打印机的系统设计、工作原理和仿真结果。
我们详细地讨论了打印机的关键部分设计、系统架构以及仿真结果,为读者提供一个全面而深入的理解。
二、系统设计1. 总体设计FDM彩色3D打印机的设计主要基于熔融沉积造型(FDM)技术。
该系统主要由四个主要部分组成:挤出机系统、运动系统、控制系统和热源系统。
挤出机系统负责将塑料加热至熔融状态并送至喷头;运动系统控制喷头的移动路径;控制系统则负责整个系统的协调和控制;热源系统则提供必要的热量以维持塑料的熔融状态。
2. 挤出机系统设计挤出机系统是FDM彩色3D打印机的核心部分之一。
我们设计了一种新型的挤出机,该挤出机使用步进电机驱动螺杆,通过精确控制螺杆的旋转速度和力度,实现塑料的均匀送出和熔融。
此外,我们还设计了一种多色塑料储存和混合系统,使得打印机能够同时使用多种颜色的塑料进行打印。
3. 运动系统设计运动系统由三个轴组成:X轴、Y轴和Z轴。
每个轴都由步进电机驱动,通过精确控制电机的旋转角度和速度,实现喷头的精确移动。
我们采用高精度的导轨和轴承,保证打印过程中的稳定性和精度。
4. 控制系统设计控制系统是整个打印机的“大脑”,我们使用高性能的单片机作为主控制器,通过编程实现对整个系统的控制和协调。
此外,我们还设计了友好的人机交互界面,使得用户可以方便地设置和控制打印机的各项参数。
5. 热源系统设计热源系统主要用于提供足够的热量使塑料达到熔融状态。
我们采用高效加热元件配合智能温度控制系统,保证温度的稳定性和精确性。
此外,我们还设计了热隔离系统,防止热量对其他部分的影响。
三、仿真结果我们使用专业的仿真软件对FDM彩色3D打印机的关键部分进行了仿真分析。
仿真结果表明,我们的设计在结构上具有较高的稳定性和精度,能够满足3D打印的需求。
FDM型3D打印机电机控制系统的设计与优化

(4)装配与调试:完成设计后进行装配调试,确保设备正常运行。
(2)方案设计:根据需求分析结果,制定相应的设计方案。
(5)品质检测:对打印出的物体进行质量检测,如尺寸精度、表面粗糙度等。
3、技术选型
3、技术选型
(1)硬件选择:根据实际需要,选择合适的FDM打印机。重点考虑打印尺寸、 精度、材料类型等因素。
谢谢观看
二、FDM型3D打印机的设计与优 化
1、设计理念
1、设计理念
FDM型3D打印机的设计应以满足用户需求为导向,以优化生产过程为目标。具 体来说,应遵循以下设计理念:
1、设计理念
(1)减少浪费:在设计过程中,应尽量优化材料的使用,减少废料的产生。 (2)提高效率:通过优化打印路径、增加打印速度等方式,提高打印效率。
2、FDM型3D打印机对电机控制系统的要求
(2)高速性:电机控制系统需要具备快速响应的能力,以实现快速的打印过 程。
(3)稳定性:电机控制系统需要具备稳定的控制性能,以保证打印过程中不 会出现抖动或误差累积,从而提高打印质量。
2、FDM型3D打印机对电机控制系统的要求
(4)可靠性:电机控制系统需要具备可靠性,以保证长时间稳定工作的能力。
(3)采取抗干扰措施,如加入滤波器、磁环等,减小外界干扰对电机控制系 统的影响。
(4)对电机进行温度补偿和负载补偿,以保证电机在不同温度和负载条件下 的稳定性。
系统优化
1、硬件优化
1、硬件优化
在电机控制系统硬件方面,可以从以下几个方面进行优化:
(1)选用高性能的驱动器和电 机,以提高系统的整体性能。
3、技术选型
(2)软件开发:选择成熟的切片软件,如Cura、Slic3r等,用以生成打印 路径及控制打印机运行。此外,还需根据实际需求开发或优化控制软件。
桌面3D打印机系统设计与实现-第1章
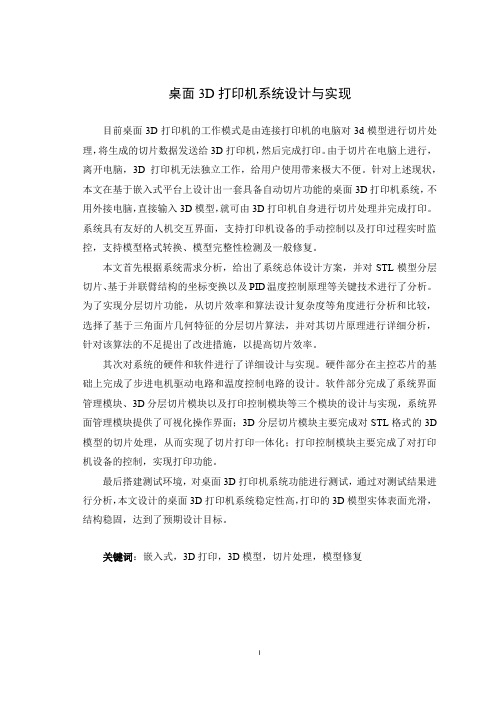
桌面3D打印机系统设计与实现目前桌面3D打印机的工作模式是由连接打印机的电脑对3d模型进行切片处理,将生成的切片数据发送给3D打印机,然后完成打印。
由于切片在电脑上进行,离开电脑,3D打印机无法独立工作,给用户使用带来极大不便。
针对上述现状,本文在基于嵌入式平台上设计出一套具备自动切片功能的桌面3D打印机系统,不用外接电脑,直接输入3D模型,就可由3D打印机自身进行切片处理并完成打印。
系统具有友好的人机交互界面,支持打印机设备的手动控制以及打印过程实时监控,支持模型格式转换、模型完整性检测及一般修复。
本文首先根据系统需求分析,给出了系统总体设计方案,并对STL模型分层切片、基于并联臂结构的坐标变换以及PID温度控制原理等关键技术进行了分析。
为了实现分层切片功能,从切片效率和算法设计复杂度等角度进行分析和比较,选择了基于三角面片几何特征的分层切片算法,并对其切片原理进行详细分析,针对该算法的不足提出了改进措施,以提高切片效率。
其次对系统的硬件和软件进行了详细设计与实现。
硬件部分在主控芯片的基础上完成了步进电机驱动电路和温度控制电路的设计。
软件部分完成了系统界面管理模块、3D分层切片模块以及打印控制模块等三个模块的设计与实现,系统界面管理模块提供了可视化操作界面;3D分层切片模块主要完成对STL格式的3D 模型的切片处理,从而实现了切片打印一体化;打印控制模块主要完成了对打印机设备的控制,实现打印功能。
最后搭建测试环境,对桌面3D打印机系统功能进行测试,通过对测试结果进行分析,本文设计的桌面3D打印机系统稳定性高,打印的3D模型实体表面光滑,结构稳固,达到了预期设计目标。
关键词:嵌入式,3D打印,3D模型,切片处理,模型修复第1章绪论1.1 研究背景及意义1.1.1 研究背景3D打印(3D Printing)技术是近几年兴起的一种三维立体快速成型技术错误!未找到引用源。
,发展至今已受到了人们的广泛关注。
《2024年FDM彩色3D打印机系统设计与仿真》范文

《FDM彩色3D打印机系统设计与仿真》篇一一、引言随着科技的发展和数字化的趋势,3D打印技术越来越受到广泛关注。
其中,FDM(熔融沉积建模)技术以其简单、低成本和易于维护的特点,成为目前最常用的3D打印技术之一。
本文将详细介绍FDM彩色3D打印机系统的设计与仿真过程,旨在为相关领域的研究和应用提供参考。
二、系统设计1. 硬件设计FDM彩色3D打印机的硬件设计主要包括打印机的机械结构、喷头、加热系统、控制系统等部分。
(1)机械结构:采用稳定可靠的XYZ轴运动结构,确保打印过程的稳定性和精度。
同时,为了方便操作和维护,设计有易于拆卸的打印平台和可调节的喷头高度。
(2)喷头:采用高质量的喷头材料,具备高温耐腐蚀性能。
喷头设计为多色喷头,以实现彩色打印功能。
(3)加热系统:包括喷头加热和平台加热两部分。
喷头加热系统用于将塑料材料熔化,平台加热系统则用于提高打印平台的温度,以防止打印件在打印过程中脱落。
(4)控制系统:采用高性能的主控芯片和稳定的驱动电路,实现精确的XYZ轴运动控制和喷头加热控制。
同时,配备友好的人机交互界面,方便用户进行操作和设置。
2. 软件设计软件设计主要包括控制系统的编程和仿真软件的开发。
(1)控制系统编程:采用易于编程和调试的编程语言,实现喷头运动、加热、送料等功能的控制。
同时,具备错误检测和报警功能,确保打印过程的稳定性和安全性。
(2)仿真软件的开发:用于对FDM彩色3D打印机的运动过程、温度控制、材料熔化等过程进行仿真。
通过仿真,可以预测打印过程中可能出现的问题,提前进行优化和调整,提高打印质量和效率。
三、仿真分析通过仿真软件对FDM彩色3D打印机的运动过程、温度控制、材料熔化等过程进行仿真分析。
1. 运动过程仿真:通过模拟XYZ轴的运动过程,验证机械结构的稳定性和精度。
同时,通过仿真分析喷头的运动轨迹和速度,优化喷头的运动规划,提高打印速度和精度。
2. 温度控制仿真:通过模拟加热系统和温度传感器的工作过程,验证温度控制的稳定性和准确性。
3d打印机设计方案

3d打印机设计方案一、设计背景随着科技的发展和应用需求的增加,3D打印技术逐渐受到广泛关注和应用。
为了满足市场需求,我们设计了一款全新的3D打印机,旨在提供高效、稳定、精准的打印服务。
二、技术原理我们的3D打印机采用了先进的光固化技术,结合了高精度的定位系统和精密的打印喷头,实现了快速而准确的打印。
具体的工作原理如下:1. 光固化技术:我们的打印机利用紫外线光源对特殊光敏树脂进行瞬间固化,实现逐层打印的过程。
通过在每一层打印之前,将树脂逐层涂覆到打印平台上,并使用紫外线光源照射,使树脂在光线的作用下固化。
这种技术能够实现高精度的打印,并且打印速度较快。
2. 定位系统:我们的打印机采用了精准的定位系统,保证3D模型在打印过程中的准确位置。
通过使用高精度的传感器和稳定的控制系统,我们能够实现零误差的打印定位,确保打印的每一个细节都精准到位。
3. 打印喷头:我们的打印机配备了高精度的打印喷头,能够根据不同的需要进行自动调整。
喷头具有多个喷孔,可以同时进行多项工作,提高打印效率。
此外,喷头具有一定的移动能力,可以根据需求进行精确定位,确保打印的过程平稳而准确。
三、设计特点我们的3D打印机具有以下特点:1. 高效:采用先进的光固化技术,打印速度快,效率高。
省去了传统3D打印所需的层层堆积,大大缩短了打印时间。
2. 稳定:精准的定位系统和稳定的控制系统,保证打印过程平稳无误。
能够处理复杂的打印任务,同时兼顾精度和速度。
3. 精准:高精度的打印喷头和定位系统,能够实现细节精准到位的打印。
打印出来的模型具有良好的表面质量和精细度。
4. 易操作:我们的打印机采用了简洁的用户界面,操作简单方便。
用户只需要按照提示进行操作,即可快速完成打印任务。
5. 可定制化:我们的3D打印机支持多种材料打印,用户可以根据需要选择适合的材料进行打印。
同时,我们也提供了丰富的打印模板和模型库,用户可以根据自己的需求选择合适的模型进行打印。
《2024年FDM彩色3D打印机系统设计与仿真》范文

《FDM彩色3D打印机系统设计与仿真》篇一一、引言随着科技的飞速发展,3D打印技术已成为现代制造业的重要一环。
其中,FDM(熔融沉积建模)技术以其简单、低成本、易于操作等优点,在3D打印领域中占据重要地位。
本文将详细介绍FDM彩色3D打印机系统的设计与仿真过程,旨在为相关研究与应用提供参考。
二、系统设计1. 硬件设计FDM彩色3D打印机的硬件设计主要包括打印平台、喷头、供料器、驱动系统等部分。
其中,喷头是核心部件,负责将热塑性材料加热至熔融状态并挤出,形成3D打印的实体。
供料器则负责为喷头提供稳定的材料供给。
此外,驱动系统需保证打印过程中的精确运动。
在硬件设计中,我们采用了高精度的步进电机和导轨,以确保打印过程中的精确度和稳定性。
同时,为了实现彩色打印,我们设计了多喷头系统,每个喷头负责不同颜色的材料。
此外,我们还采用了智能温度控制系统,确保喷头在不同颜色材料切换时能迅速达到合适的温度。
2. 软件设计软件设计是FDM彩色3D打印机的另一重要部分,主要包括控制系统和数据处理系统。
控制系统负责接收计算机发送的打印指令,并控制硬件设备完成打印任务。
数据处理系统则负责对3D 模型进行切片处理、路径规划等操作。
在软件设计中,我们采用了开源的3D打印控制软件,如Marlin或Klipper等。
同时,为了实现彩色打印功能,我们开发了相应的数据处理软件,支持多种颜色模型的导入和切片处理。
此外,我们还采用了用户友好的界面设计,方便用户进行操作和设置。
三、仿真分析为了验证FDM彩色3D打印机系统的设计效果,我们进行了仿真分析。
首先,我们建立了系统的数学模型,包括硬件和软件的各部分模型。
然后,我们利用仿真软件对系统进行了仿真测试,分析了系统的性能指标如精度、速度、稳定性等。
仿真结果表明,我们的FDM彩色3D打印机系统具有良好的性能表现。
在精度方面,我们采用了高精度的步进电机和导轨,确保了打印过程中的精确度和稳定性。
在速度方面,我们的系统能够在短时间内完成大量的打印任务。
3D打印机的机械结构设计
3D打印机的机械结构设计2、中国海洋大学山东省青岛市崂山区摘要:近几年来,为进一步提高制造业产品质量,制造业中广泛使用3D打印设备,该设备的使用,使某些复杂构件的加工效率与质量得到了极大的提高,并在某种程度上打破了传统工艺的局限。
其中,以FDM为代表的3D打印机是一种重要类型,但目前此类设备的进口比重仍很大,亟需加大对其机构设计的研究力度,促进其国产化,以解决技术依赖性问题。
关键词:3D打印机;机械结构;设计1.3D打印机整体机械结构设计1.1.基本结构的确定当前基于FDM工艺的3D打印机存在三种主要的结构形式,包括三角形结构、三角爪式结构和矩形盒式结构,这些结构存在不同的优缺点,根据设计人员综合分析后,最终确定本次设计基于矩形盒式结构进行。
同时在传统矩形盒结构的基础上,考虑到大尺寸零件加工的需要,对结构进行如下改进:(1)该结构的Z轴传动模式调整为双螺纹传动;(2)X,Y十字轴变更为高精度直线模组;(3)应用步进电机为打印机提供动力。
1.2.打印机框架材料的选择考虑到打印机框架的加工便利度和力学性能,本次选择工业铝型材作为打印机框架材料,其抗拉强度约为265MPa。
在此基础上,为提高打印机框架的紧固程度,使用规格为4040角码T型螺栓作为连接件进行紧固。
2.本次3D打印机的运动系统设计2.1.三轴运动方式的分析和确定考虑到本次设计的3D打印机的实际应用方向,在确定成型尺寸的前提下,应当尽可能地缩小整机设备尺寸。
基于此方面的需要,在本次设计中,选择如下运动方式:打印喷头与X-Y平面进行复合运动,而工作平台在Z轴方向上独立运动。
这种三轴运动模式与传统CNC机床结构相类似,在这种模式下,可进行简单紧凑的结构设计,而获得刚度和精度均较高的加工产品。
2.2.工作平台设计在工作平台设计方面,考虑到本次设计的3D打印机有着较为突出的大尺寸特点,因此,为保证大尺寸部件加工时的平整度,并避免加热板受热出现变形,设计人员采用环氧树脂板与硅胶加热片组合的设计模式,取代传统的铝基金属加热板,以实现热稳定性和平整度两项指标的优化。
《2024年FDM彩色3D打印机系统设计与仿真》范文
《FDM彩色3D打印机系统设计与仿真》篇一一、引言随着科技的发展,3D打印技术逐渐进入人们的生活。
作为增材制造领域中的一种重要技术,3D打印已经在医疗、建筑、汽车制造等多个领域中广泛应用。
FDM(熔融沉积造型)彩色3D打印机是其中一种常见的技术类型,它以简单、实用、低成本的特点深受广大用户喜爱。
本文将介绍FDM彩色3D打印机的系统设计与仿真过程,以实现高精度、高效率的打印效果。
二、系统设计1. 硬件设计FDM彩色3D打印机的硬件设计主要包括机架结构、喷头系统、加热系统、控制系统等部分。
其中,机架结构采用轻质材料制作,确保打印机的稳定性和耐用性;喷头系统采用多喷头设计,可同时进行多种颜色材料的打印;加热系统包括加热板和喷头加热器,确保打印过程中材料能够顺利熔化并均匀分布;控制系统采用开源硬件平台,支持多种操作系统和软件接口。
2. 软件设计软件设计是实现3D打印机智能化、自动化的关键。
本文所设计的FDM彩色3D打印机软件系统包括数据输入模块、数据处理模块、控制模块等部分。
数据输入模块负责接收用户输入的3D 模型数据;数据处理模块负责对数据进行预处理和切片处理,生成打印机可执行的G代码;控制模块负责将G代码转化为控制指令,驱动打印机进行打印操作。
三、仿真分析为了验证FDM彩色3D打印机系统设计的可行性和性能,本文采用仿真分析的方法。
通过建立3D打印机的仿真模型,模拟实际打印过程中的各种情况,如喷头温度控制、材料熔化与挤出、层间粘结等。
仿真分析结果表明,本文所设计的FDM彩色3D打印机系统具有良好的稳定性和可靠性,能够实现高精度、高效率的打印效果。
四、实验验证为了进一步验证FDM彩色3D打印机系统的性能,本文进行了实验验证。
通过实际打印多种模型,观察打印过程中的喷头温度控制、材料熔化与挤出、层间粘结等情况,验证了仿真分析的准确性。
实验结果表明,本文所设计的FDM彩色3D打印机系统在实际应用中具有较高的打印精度和效率,能够满足用户的需求。
《2024年FDM彩色3D打印机系统设计与仿真》范文

《FDM彩色3D打印机系统设计与仿真》篇一一、引言随着科技的发展,3D打印技术逐渐进入人们的生活。
作为增材制造领域中的一种重要技术,3D打印已经广泛运用于各种行业。
特别是FDM(熔融沉积造型)3D打印机,其结构简单、成本低廉且易于维护等优点使其受到广大用户欢迎。
而彩色3D打印技术则为其提供了更多的可能性和创新空间。
本文旨在详细阐述FDM彩色3D打印机系统的设计与仿真过程,为相关研究提供参考。
二、系统设计1. 硬件设计FDM彩色3D打印机的硬件设计主要包括机架、喷头、加热系统、控制系统等部分。
其中,喷头是FDM彩色3D打印机的核心部件,其设计直接影响到打印效果。
喷头应具备高精度、高效率、稳定性和耐用性等特点。
此外,加热系统也是关键部分,需要保证打印材料在适宜的温度下熔化并均匀地挤出。
在硬件设计中,我们采用了模块化设计思想,将各个部分独立设计并组装在一起,这样既方便了维护和升级,也提高了系统的可靠性。
同时,我们还考虑了系统的安全性和稳定性,在关键部位设置了保护装置和过热保护措施。
2. 软件设计软件设计是FDM彩色3D打印机的另一重要组成部分。
我们采用了开源的3D打印控制软件,通过编写相应的驱动程序和上位机界面,实现了对打印机的控制。
软件系统应具备友好的人机交互界面、稳定的控制性能和强大的数据处理能力。
此外,为了满足彩色打印的需求,我们还开发了色彩管理模块,实现了对多种颜色的管理和切换。
三、仿真分析为了验证FDM彩色3D打印机设计的合理性和可行性,我们进行了仿真分析。
首先,我们建立了FDM彩色3D打印机的三维模型,并对其进行了网格划分和材料属性设置。
然后,我们利用仿真软件对打印过程进行了模拟和分析,包括喷头温度场分布、挤出速度和路径规划等。
仿真结果表明,我们的设计在理论上是可行的,且具有较高的可靠性和稳定性。
在喷头温度场分布方面,我们的设计能够保证打印材料在适宜的温度下熔化并均匀地挤出;在挤出速度和路径规划方面,我们的设计能够保证打印速度和精度的平衡,提高打印效率。
FDM彩色3D打印机系统设计与仿真
FDM彩色3D打印机系统设计与仿真摘要:本文主要介绍了一种基于Fused Deposition Modeling(FDM)技术的彩色3D打印机系统的设计与仿真。
该系统利用多个颜色喷头,通过控制打印材料的混合比例,实现对打印品颜色的精确控制。
通过使用SolidWorks软件对整个系统进行模拟和绘图,结合软件仿真模拟分析打印机中各个组件之间的互相作用,验证了该系统设计的可行性。
关键词:FDM技术;3D打印机;彩色打印;设计;仿真1. 引言随着3D打印技术的不息进步和应用推广,传统的单色3D打印逐渐不能满足人们对于打印品颜色丰富性的要求。
彩色3D打印技术应运而生,成为热门的探究和进步方向。
而在彩色3D打印技术中,FDM技术由于其简易、成本较低等优点,被广泛应用于3D打印机中。
本文将重点介绍基于FDM技术的彩色3D打印机系统的设计与仿真。
2. 彩色3D打印机系统设计彩色3D打印机系统主要由喷头组件、导轨组件、控制系统组件和显示屏组件等部分组成。
其中,喷头组件是整个系统的核心部分,其设计和性能直接影响着打印品的颜色质量和打印速度。
在设计喷头组件时,需要思量多个颜色喷头的位置和安装方式,以及控制材料输送和混合比例的机构。
3. 打印材料选择与混合比例控制为实现彩色打印,需要选择不同颜色的打印材料,并通过混合比例控制打印材料的组合,从而实现对颜色的精确控制。
在材料选择方面,需要思量打印材料的相容性、光泽、韧性等特性,以及颜色的稳定性和鲜艳度等因素。
在混合比例控制方面,可以通过控制不同喷头中材料的输送速度和材料温度等参数,来实现对打印材料的混合比例控制。
4. FDM彩色3D打印机系统的仿真模拟为验证所设计的彩色3D打印机系统的可行性并进行进一步优化,本文使用SolidWorks软件对整个系统进行了模拟和绘图。
通过软件仿真模拟分析打印机中各个组件之间的互相作用,包括颜色喷头的位置、输送速度、混合比例控制等参数的设定,以及打印过程中的温度和压力变化等。
3d打印机设计报告
3D打印机设计报告1. 引言3D打印技术是一种新兴的制造技术,通过逐层堆积材料来实现三维物体的打印。
随着技术的发展,3D打印机已经成为现代制造业中的重要工具。
本文将介绍一种基于Step by Step思维的3D打印机设计方案。
2. 设计目标我们的设计目标是开发一种高效、精确、可靠且易于使用的3D打印机。
我们希望能够实现以下几个方面的优化: - 打印速度:提高打印效率,缩短打印时间。
- 打印精度:提高打印物体的精确度和表面质量。
- 制造成本:降低设备制造成本,增加设备的可扩展性。
3. 设计步骤3.1. 选取适当的3D打印技术3D打印技术有多种不同的方法,如光固化、喷墨、熔融沉积等。
根据我们的设计目标,我们选择了熔融沉积技术。
这种技术可以提供较高的打印速度和较低的制造成本。
3.2. 设计打印机框架打印机的框架是其稳定性和可靠性的基础。
我们采用了金属材料作为框架的主要材料,以确保足够的稳定性和刚性。
此外,我们还使用了一些加强结构和支撑物来提高框架的强度和抗振性。
3.3. 选择适当的驱动系统驱动系统是3D打印机的核心组成部分。
我们选择了高精度的步进电机作为驱动系统,以提供准确的位置控制和移动。
同时,我们还采用了高精度的滑轨系统来确保平稳的运动和打印结果的精确性。
3.4. 确定打印头设计打印头是3D打印机中最重要的部分之一。
我们选择了具有高温耐受性和良好导热性能的材料作为打印头的外壳材料。
此外,我们还设计了一种可更换的喷嘴系统,以方便不同打印需求的切换。
3.5. 开发控制系统控制系统是3D打印机的智能核心,负责打印指令的接收和执行。
我们选择了一种高性能的嵌入式控制器作为控制系统的主要组成部分。
此外,我们还开发了一套易于使用的图形用户界面,以方便用户进行打印参数的调整和监控。
3.6. 测试和优化在设计完成后,我们进行了一系列的测试和优化工作。
我们对打印机的各项性能进行了全面的测试,包括打印速度、精度、稳定性等。
3D打印控制系统设计
3D打印机控制系统设计(小组题目:3D打印机研制)摘要3D 打印技术是种增材快速成型技术,在创新产品的设计和制造中应用越来越广泛,其中的FDM(熔融堆积成型技术) 3D打印机具有很多优点,包括打印过程方便,材料成本低,打印精度较高,打印速度快等。
因此经过毕业设计小组筛选决定以FDM打印技术为出发点,设计研究一台FDM 3D打印机。
这次设计主要在两个大方面对打印机的控制系统进行优化,一是硬件控制电路优化,二是固件程序函数及上位机软件的参数优化。
并利用了PC端软件对打印机进行三维建模、硬件控制电路的仿真设计和切片软件及程序参数的调整。
硬件方面。
确定了打印机的主控器为ATmega2560‐16AU 单片机,利用其机内丰富资源设计相关控制模块电路。
包括有最小系统电路、复位电路、USB 串口通信电路、电源电路、限位开关检测电路、步进电机驱动电路、热敏电阻与MOS 管驱动电路等,在每个模块电路上进行细致的设计优化,有效保证了打印机的工作稳定性。
固件程序函数与上位机软件参数方面。
利用arduino1.0.5软件对运动固件程序函数进行理论设计,主要是些影响打印运动精度的重要参数的改进。
还利用上位机切片软件测试打印效果,判断对打印精度,速度和时长等的影响因素,结合实际作出最优打印数据调整。
优化后的打印机具有更好的稳定性,打印速度和精度,可连续工作时间变长,连续打印过程中再也不需要过多调整。
关键词:3D打印控制技术、熔融沉积制造、硬件电路控制、软件和程序控制Design of 3D printer control systemABSTRACT3D printing technology is an additive rapid prototyping technology, which is more and more widely used in the design and manufacture of innovative products. Among them, FDM 3D printer has many advantages, including convenient printing process, low material cost, high printing accuracy and fast printing speed.Therefore, the graduation design team decided to design and research an FDM 3D printer based on FDM printing technology.This design is mainly in the two generous printer control system optimization, one is the hardware control circuit optimization, the second is the firmware program function and upper computer software parameters optimization.The PC software is used for 3d modeling, simulation design of hardware control circuit and adjustment of chip software and program parameters.Hardware.The main controller of the printer is confirmed to beATmega2560‐16AU MCU.Including the minimum system circuit, reset circuit, USB serial communication circuit, power circuit, limit switch detection circuit, stepper motor drive circuit, thermistor and MOS tube drive circuit, in each module circuit design optimization, effectively ensure the stability of the printer.Firmware function and upper computer software ing Arduino1.0.5 software to carry on the theoretical design of the motion firmware program function, mainly is some important parameters that affect the printing motion precision improvement.The upper computer slicing software is also used to test the printing effect, judge the factors affecting the printing accuracy, speed and duration, and make the optimal printing data adjustment in combination with the actual situation.The optimized printer has better stability, printing speed and accuracy, can work continuously longer, continuous printing process does not need to adjust too much.Keywords:3D printing control technology, melt deposition manufacturing, hardware circuit control, software and program control目录摘要 (1)第1章绪论 (6)1.1研究的现状及意义 (6)1.1.1国内外研究现状 (6)1.1.2国内外主流3D 打印技术 (7)1.2 研究目标、研究内容 (7)1.2.1研究目标 (7)1.2.2研究内容和工作 (8)1.3本章小结 (8)第2章相关技术介绍和分析总结 (10)2.1 FDM 式3D 打印机的工作原理与组成 (10)2.2 步进电机与细分驱动技术 (11)2.2.1 主要技术指标 (12)2.2.2 电机的细分驱动技术 (12)2.3 ATMEL 公司研发出的A VR 系列单片机 (13)2.4拟解决的关键性问题并总结研究方法 (13)2.4.1拟解决的关键问题 (13)2.4.2基本思路和方法 (14)2.4.3技术路线 (14)2.5 本章小结 (14)第3章3D 打印机控制系统总体的设计计划与选型方案 (15)3.1 控制系统整体的设计计划介绍 (15)3.2 主控板中主控芯片的选型 (16)3.3 步进电机与电机驱动控制芯片的选型 (17)3.4 并联臂式三角洲运动结构 (18)3.5 上位机软件与主控板电路的数据通信 (19)3.6 本章小结 (19)第4章硬件主控电路板电路的仿真设计 (20)4.1 主控电路板中各电路模块信号传递总概述 (20)4.2 硬件电路的研究途径和方法 (20)4.2.1 A VR 最小系统电路 (21)4.2.2 电源电路 (23)4.2.3 USB 数据传输与通信电路 (24)4.2.4 步进电机驱动电路 (26)4.2.5 限位开关检测电路 (27)4.2.6 MOS 管驱动电路 (27)4.2.7 热敏电阻检测电路 (28)4.2.8 主控电路板各模块组合后总布线规则 (29)4.3 主控电路板展示 (30)4.4 本章小结 (31)第5章程序控制函数的测试与优化 (32)5.1 步进电机脉冲数的调试 (32)5.2 并联臂三角洲结构运动参数的计算 (33)5.3 本章小结 (35)第6章系统的检测和切片软件参数的测试优化 (36)6.1 硬件电路测试 (36)6.2 系统整体测试 (37)6.3 本章小结 (38)结论 (40)参考文献 (41)谢辞 ............................................................................................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 定位和实现打印功能,给出初步设计方案。 。 2、基本原理:每一层的打印过程分为两步,首先在需要成型的区域喷洒一层特殊胶水,胶水液滴本身很小,且不易扩散。然后是喷洒一层均匀的粉末,粉末遇到胶水会迅速固化黏结,而没有胶水的区域仍保持松散状态。这样在一层胶水一层粉末的交替下,实体模型将会被“打印”成型,打印完毕后只要扫除松散的粉末即可得到模型,而剩余粉末还可循环利用。 二、任务分析 1、确定实现系统功能:设计一个3D打印机,可以实现用热能加热熔融材料,并从喷头喷出,逐层堆积出模型。 由3D打印机的基本原理我们分析其功能需求大致有:分层软件、叠加粘贴、输入图形、定位监测等。3D打印与2D打印相同之处在于,其都是采用逐渐扫描,扫描完毕再输出的设备。 2、性能指标: (1).温度范围: 储存温度:0-32℃ 工作温度:15-32℃ (2).工作空间 速度 尺寸(cm) 最大工作长(宽)度 30
9 目的; 3.同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的; 4.可以精确地到达目标位置,精度相比直流无刷电机更加高,开环便于控制; 5.使用细分功率放大器并使用高输入信号频率可基本消除共振现象。 综上所述,步进电机不需要反馈信号,就可以对系统的位置、速度输出直接控制,而且价格较为便宜,虽然打印速度不快,而我们所做的3D打印机并不要求高速运转,所以选用步进电机作为驱动装置。 使用步进电机,步进电机的最大优点就是可以将电脉冲信号转变为角位移或线位移,在非超载的情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响,当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度。可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。这个优点正满足我们所设计的电机的要求,虽然步进电机存在‘失步’以及自身振荡等缺点,但是由于他无位置误差积累的优点,使它在控制各轴运动定位时能够避免产生较大的误差,从而可以精确地到达目标位置,精度相比其他种类电机更加高,开环便于控制。而且,在此选择使用细分功放并使用高输入信号
1 Harbin Institute of Technology 课程设计说明书 课程名称:自动控制元件及线路 设计题目:3D打印机的研究与设计方案 院系: 航天学院自动化 班级: 1104104 设计者: 学号: 指导教师: 设计时间:10.15--12.22 哈尔滨工业大学
2 摘 要 本次课程设计通过对2D打印机的了解和对电机传感器的认识,通过类比和分析来初步设计3D打印机。本文主要内容为电机类型,型号选择及参数的测算,并且应用了PWM控制等数字信号在电机控制中进行驱动。比较了不同种类传感器的优劣,选出了对比优化方案及元件。利用控制理论实现了3维定位和实现打印功能,给出初步设计方案。 关键词:步进电机、传感器、3D、定位控制系统、数字信号处理器
10 频率可有效降低共振现象。 因控制器具有采样周期的时间限制,当升速率较高时步进电机的转速容易穿越开关线,形成极限环,造成系统振荡,无法正常工作。针对上述情况步进电机快速准确定位系统控制器的设计,步进电机快速准确定位系统的结构框图,由位置补偿表、位置控制器、升降速控制器、信号转换器、转速及位置检测器和转速反馈及失步检测器等功能模块组成。上位ቤተ መጻሕፍቲ ባይዱ向步进电机定位系统下达位置指令X0根据起始位置、目标位置和转向查找位置补偿表得到补偿位置?X,形成实际位置指令Xs,进而得到位置偏差e,位置控制器根据偏差e和步进电机当前转速nf发出转速指令ns,再由升降速控制器按照一定的规律计算出当前步进电机的转速n,之后由信号转换器解析为转向信号dir和脉冲信号cp,控制步进电机的转速和转向,使步进电机以一定规律的速度到达指令位置X0。当系统到达指令位置X0时,位置控制器必须使步进电机的转速降为可停车转速,从而达到快速准确定位控制的要求。 3D打印机在功能上与2D不同的即为增加了一个维度上的控制。对于如何增加z轴的控制,我们做了如下分析: 一种方案为,采取喷嘴直接喷热固性塑料在加热底板上,在喷嘴处有一电机控制喷嘴高度,高度一点一点增加,即可慢慢打印出想要的样品。 另一种方案为,采用原料与黏胶分别放置的办法,采用滚桶将原料槽升起所供应的原料颗粒推至加工平面,然后采用喷嘴直接喷洒黏
5 最大工作高度 38 (3)打印速度精度: 定位精度:x、y轴0.011mm,z轴0.0025mm 打印速度:4s/层 每层厚度:0.18mm 喷嘴直径:0.4mm 运动轴速度:40mm/s 三、技术实现方案 1.结构设计:主要分为三大部分,一为电机控制位移系统,二为传感反馈系统,三为电源系统。电机控制分为驱动喷头和控制位移两大部分。传感反馈分为位置传感器、温湿度传感和压力传感器。 机械结构 X轴机构选用导轨-同步齿形带机构;Y轴机构选用光杠-同步齿形带
6 机构;Z轴机构选用两副光杠-丝杠机构;铺粉辊机构选用导轨-同步齿形带机构。 控制系统 图2 位移快速定位系统 在经济型数控机床中,普遍采用步进电机作为伺服驱动部件。步进电机将电脉冲信号转换成角位移,驱动执行机构按一定的规律运动。高精度的位置控制常采用全闭环控制。然而全闭环位置控制不仅需要高精度的位置检测装置,而且控制系统结构包含非线性环节导致控制系统模型复杂化,影响系统的稳定性和快速性。 1.选择电机:电动机型式、电压与转速的选择 (1)根据电机启动频率,有无调速要求选择是使用直流电动机或交流电动机; (2)选择电动机额定电压的大小; (3)根据转速要求及传动设备的质量选取它的额定转速与转矩; (4)由生产机械所需要的功率大小来决定电动机的额定功率(容量)。
3 一、国内外在该方面的研究现状分析及研究的目的意义 1、现状及研究意义:3D打印快速成型技术实质是“快速成型技术”,也被称为“增量技术”、“增材技术”,是传统制造技术与新材料的完美结合,并且将带动工业设计、新材料、精益制造等多个领域颠覆性的改变。3D打印技术作为目前最具有生命力的快速成型技术之一,适用于家用电器、办公室用品、建筑模型、医学模型等领域的新产品开发,已经广泛应用到航空航天等军事领域和大型复杂构件的一次成型制造,在国外,3D打印机已经商品化。作为一种经济型快速成型技术,综合应用了CAD/CAM技术、激光技术,光化学以及材料科学等绪多方面的技术和知识,让产品设计、建筑设计、工业设计、医疗用品设计等领域的设计者,第一时间方便轻松的获得全彩色实物模型,便于重新修定CAD设计模型,从而节省了为错误设计制造工艺装备的费用,并节省了研制时间。它具有成本低、系统可靠性高,设备体积小、噪声小、成型速度快、产品材料与颜色可多样化等优点,与传统技术相比,三维打印技术还拥有如下优势:通过摒弃生产线而降低了成本;大幅减少了材料浪费。具有巨大的应用潜能和广阔的市场前景。 当下,我国的3D打印技术还处于起步阶段, 3D打印技术基本由大学和一些小企业在做研究,尚未有成品出现,在软件和材料方面相对落后,但是,就在2012年10月17日,中国3D打印技术产业联盟已经成立,这就意味着中国开始越来越重视该技术。因此,开展三维打印快速成型机控制系统的研发,具有重要的现实意义。本课题通过对该机械系统的研究,探索并深入了解电机,传感器及反馈系统,达到加深对课内知识的理解的目的,并利用控制理论实现了3维
8 服电机运转非常平稳,即使在低速时也不会出现振动现象。交流伺服系统具有共振抑制功能,可涵盖机械的刚性不足,并且系统内部具有频率解析机能(FFT),可检测出机械的共振点便于系统调整。 4、矩频特性不同;步进电机的输出力矩会随转速升高而下降,交流伺服电机为恒力矩输出。 5、过载能力不同;步进电机一般不具有过载能力,而交流电机具有较强的过载能力。 6、运行性能不同;步进电机的控制为开环控制,启动频率过高或负载过大易丢步或堵转的现象,停止时转速过高易出现过冲现象,交流伺服驱动系统为闭环控制,驱动器可直接对电机编码器反馈信号进行采样,内部构成位置环和速度环,一般不会出现步进电机的丢步或过冲的现象,控制性能更为可靠。 7、速度响应性能不同;步进电机从静止加速到工作转速需要上百毫秒,而交流伺服系统的加速性能较好,一般只需几毫秒,可用于要求快速启停的控制场合。 从性能角度出发,通过以下几方面的考虑我们选择使用方案一的步进电机: 1. 将电脉冲信号转变为角位移或线位移,在非超载的情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响,当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度; 2.可以通过控制脉冲个数来控制角位移量,从而达到准确定位的
11 胶在所需面积上,每加工完一层,加工平面即下降一层的高度以容纳下一层,直至样品打印结束。 另外结构上,我们还参考借鉴已经成型的Delta Robot的工作方式(如图1),使用如下的三纵轴3D打印机结构。该打印机与传统3D打印机有所不同,关键在于对打印点的定位方式。传统的3D打印机采用自然坐标系的坐标轴定义,在X,Y,Z三个维度上都采用螺杆丝杠传动,用电机带动丝杠从而对喷头进行控制与定位。而Rostock MAX采用的是三倾斜杆与喷头的二自由度连接,通过控制三个倾斜杆顶端的滑块移动来实现对喷头在工作区域的定位。 图1. Delta Robot 在第一种中,x,y,z轴均在喷嘴处控制,而第二种中对于喷嘴而言,加工平面高度是不变的,由加工平面下的电机来不断调整z轴的高度。 第一种的优势在于,想法简单,结构简单。但其缺点在于,如要打印空腔型的物体(譬如收口很小的高脚杯)则无法打印。而第二种可以打印出空腔型物体。由于第二种可以采用颗粒支撑内部所以可以实现。并且第二种的废料不存在浪费,完全可以继续装填回原料槽,