汽车线束装配流程图
汽车线束装配工艺介绍与分析

表1某企业线束标准作业时间(部分)标准作业内容安装水管带密封圈的端子插入护套不带密封圈的端子插入护套PVC 胶带点缠……标准时间/s 15545……随着汽车工业化的快速发展,市场需求量的增加,汽车线束作为汽车的一个重要零部件,直接影响到汽车的电气性能;为了控制线束成本,以及满足日益增长的需求量,提高线束加工品质和效率是各个汽车线束厂家的重点关注项目。
从原材料进入车间开始,到线束成品包装入库,线束加工制作一般分为4道主工序,包含下线工序、压接工序、装配工序、包装工序,每项工序中的各项操作都有不同的检验控制。
本文将重点介绍装配工序中的生产工艺制作。
1单板装配工艺单板装配制作是指一人或多人在固定区域的一块工装板上,按照工艺文件将导线、护套、熔断丝、扎带等材料装配成合格成品线束,普遍应用于一些导线根数较少的线束。
如:四门线束、空调线束、正负极线束等。
线束单板装配工艺的设计主要分为以下步骤。
1.1计算标准作业时间计算出单条线束装配的标准作业时间,根据计划日生产量来确定单板工装台的数量。
1)标准作业时间是相对企业内部而言,是企业内部制定的一个衡量生产效率的标准,不同的企业由于软件和硬件的差异,标准作业时间也会不同,表1为某企业线束标准作业时间。
2)单条线束的标准作业时间计算出以后,就可以根据客户的需求计划来计算日产量,从而确定工作台的数量。
如某线束客户计划需求量为5000套/月,企业月工作天数为24天,每天工作8小时,每人单条线束标准作业时间为0.3小时,则工作台数量可按照如下公式:工作台数量=(客户月需求量×标准作业时间)/(每天工作时间×每月工作天数)=(5000×0.3)/(8×24)≈7.8。
通过以上计算得出,操作工作台的需求量为8台。
3)从以上公式可以看出,工作台的需求数量与装配此线束的工作时间成反比。
在客户月需求量固定的情况下,安排此工位的工作时间越长,工作台的数量就越少。
汽车线束总成的组装流程

汽车线束总成的组装流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!汽车线束总成的组装流程是一个复杂且精细的过程,涉及到大量的电线、端子、线束等部件的组合与连接。
汽车线束图文详解-精
电线的颜色分为单色线、双色线。颜色用途也有规定,我国行业标准只规定主 色(QC/T 414 汽车用低压电线颜色 )
汽 车 线 束 内 的 电 线 常 用 规 格 有 标 称 截 面 积 0.5 、 0.75 、 1.0 、 1.5 、 2.0 、 2.5 、 4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、 2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流值,配用于不同 功率用电设备的导线。以整车线束为例,0.5规格线适用于仪表灯、指示灯、门 灯、顶灯等;0.75规格线适用于牌照灯,前后小灯、制动灯等;1.0规格线适用 于转向灯、雾灯等;1.5规格线适用于前大灯、喇叭等;主电源线例如发电机电 枢线、搭铁线等要求2.5至4平方毫米电线。这只是指一般汽车而言,关键要看负 载的最大电流值,例如蓄电池的搭铁线、正极电源线则是专门的汽车电线单独使 用,它们的线径都比较大,起码有十几平方毫米以上,这些“巨无霸”电线就不 会编入主线束内。
按要求在线束外面安装波纹管、PVC管、扎带、卡子等配件。 • 穿橡胶件:按工艺要求把相关的橡胶件穿套在线束上。 • 回路导通:检查线束是否通路、短路、断路等。 • 尺寸检查:检查组装好的线束尺寸是否符合要求。 • 外观检查:检查线束分支、外观等所有部位是否符合要求。 • 成品包装:将合格的完成品进行包装。 • 成品入库:将包装好的成品按要求入成品库放置。
5、盲栓(密封塞):一种原件,由橡胶制成,在线束上起密封和保护作用。 或用于塞在护套上未插导线的插孔,起到密封作用的橡胶件。
汽车线束过孔时一般运用橡胶件进行过渡,以起到耐磨、防水、密封等作用。 主要分布在以下部位:发动机与驾驶室接口处、前舱与驾驶室接口处(左右 共2处)、四门(或有后背门)与车厢接口处、油箱进口处。
线束装配及密封作业指导PPT课件
• 盒尺 • 目测
设备检具
1顶架线束
• 工艺内容 • c.顶架线束的型材过孔必须有相匹配的穿
线护套。
主要工艺参数
• 穿线护套长度不得大于型材过孔10mm
质量要求
• 穿线护套不允许出现只有一边穿过型材, 另一端落在型材中间的现象,也不允许穿 线护套过长,将线束夹在护套缝隙内的现 象。
• 盒尺 • 目测
质量要求
• 线束与固定点之间不出现相对运动。
工艺内容
• f.城市客车的路牌接线不能外露要注意隐 蔽和固定牢固。
质量要求
• 城市客车的路牌接线不能放在路牌玻璃部 位,应顺路牌支架Biblioteka 定后对接前后路牌。工艺内容
• g.空调面板处和风道内的插接器要求必须 插接牢固,避免接触不良。
• 注意:空调接地线必须固定牢固。
线束装配及密封作业指导
注意事项
– 所有线束要求布线整齐、固定牢固、不可有晃动悬垂、不可有干涉受力、不 可有摩擦破损。为使线束布置得合理美观布线时可利用各种型号、大小的固 定支架,线束敷设时要充分考虑各种电器元件和插接头的具体安装位置,同 时要与车身结构相结合进行走线和预留线束的长度。对于车身上长出和不用 的线束应折叠盘好,插接头密封保护,且不得在车身上有悬垂晃动、承载受 力。线束的外护套不能出现波纹管断裂现象,否则必须进行包扎处理,包波 纹管后用胶带或扎带扎紧。
设备检具
1顶架线束
• 工艺内容 • d. 线束根据线色、线号插接正确到位。
质量要求
• 与顶架线束的对接插体要求连接可靠、接 线正确。线束的插接器有损坏时必须更换, 严禁隐蔽起来造成车辆质量隐患。
1顶架线束
• 工艺内容 • f.过拐角棱边时加黑胶皮、波纹管或地板
总装工艺流程图

后桥分装
天然气罐装 配
油箱分装
发动机装配
后桥装配
天然气罐装 配
油箱装配
安装底盘卡 扣、线束布
总装线生产工艺流程图
座椅导轨
后地毯装配
仪表板装配
玻璃涂胶
车
专用工艺小车输送
身
输
板链输送线
送
方 式
电动葫芦加自行机构输送
人力推动运行
车辆点火开动
关键工序位置
减震器轮毂 分装
仪表台分装
车 身 上 线
蓄电池、锁芯的
备胎、前保 分装
轮胎、后保 分装
小件分装
路试
油漆外观检 查
淋雨检测
排放检测
车速检测
制动力、ABS检测
侧滑检测
灯光检测
声级检测
四轮定位检 测
颠簸路
湖南江南汽车星沙制造厂总装车间说明: 总装车间位于公司联合厂房的东南角,主要生产众泰梦迪博朗、朗悦系列车型。主装配线有内饰件装配、底盘件装配、外饰件装配。辅助分装工位有车门拆分、车门分装、仪表台分装、动力总成合成、轮胎分装、及其他小件附件分装。检、附件装
附件装配 线束装配
机仓整理
顶棚装配
安全带装配 大灯装配
车内附件
机仓整理
ABS装配
仪表台、减震器装
打码
拆门
供油管装配
排气管装配
底盘油管连 接及附件装
备胎、前保 保装配
后保险杠及 轮胎装配配
方向盘、气 囊装配
管路连接
密封性检测 流体加注
内饰件装配
后视镜、CD 机装配
内饰件装配
前后门的装 调
专用工艺小车输送电动葫芦加自行机构输送车辆点火开动板链输送线发动机装配发动机装配供油管装配供油管装配仪表台减震器装配仪表台减震器装配abs装配abs装配玻璃涂胶玻璃涂胶座椅导轨座椅导轨安装底盘卡扣线束布置安装底盘卡扣线束布置油箱装配油箱装配天然气罐装配天然气罐装配后保险杠及轮胎装配配后保险杠及轮胎装配配备胎前保保装配备胎前保保装配内饰件装配内饰件装配密封性检测流体加注密封性检测流体加注管路连接管路连接方向盘气囊装油箱分装发动机变速箱前悬分装备胎前保分装轮胎后保分装小件分装车速检测车速检测侧滑检测侧滑检测声级检测声级检测颠簸路颠簸路线束装配线束装配附件装配附件装配线束附件装配线束附件装配线束卡夹装配线束卡夹装配机仓整理机仓整理顶棚装配顶棚装配安全带装配安全带装配大灯装配大灯装配车内附件车内附件机仓整理机仓整理后地毯装配后地毯装配仪表板装配仪表板装配关键工序位置总装生产线典型工艺流程仪表台分装底盘件装配底盘件装配动力总成装配动力总成装配内饰件装配内饰件装配外饰件装配外饰件装配电器检测防盗钥匙匹配电器检测防盗钥匙匹配淋雨检测淋雨检测四轮定位检测四轮定位检测排放检测排放检测制动力检测制动力检测灯光检测灯光检测油漆外观检查油漆外观检查车身上线最终装配最终装配车门分装动力总成分装总装生产线典型工艺流程仪表台分装底盘件装配底盘件装配动力总成装配动力总成装配内饰件装配内饰件装配外饰件装配外饰件装配电器检测防盗钥匙匹配电器检测防盗钥匙匹配淋雨检测淋雨检测四轮定位检测四轮定位检测排放检测排放检测制动力检测制动力检测灯光检测灯光检测油漆外观检查油漆外观检查车身上线最终装配最终装配车门分装后悬架分装
sail line
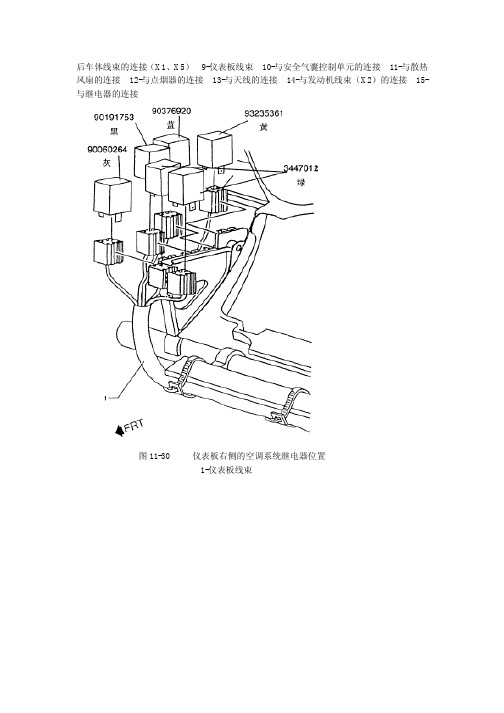
后车体线束的连接(X1、X5)9-仪表板线束 10-与安全气囊控制单元的连接 11-与散热风扇的连接 12-与点烟器的连接 13-与天线的连接 14-与发动机线束(X2)的连接15-与继电器的连接图11-30 仪表板右侧的空调系统继电器位置1-仪表板线束图11-31 驾驶室中的仪表板后车体线束走线1-后车体线束2-仪表板3-前车门接触开关4-后车体线束5-仪表板线束走线6-前/后车体线束走线连接(X1、X5)7-后车体线束8-前车体线束9-仪表板线束 10-前车体线束图11-32 连接端X1、X5的布置1-仪表板与前车体线束之间的连接端X1 2-仪表板与后车体线束之间的连接端X5 3-左前车门 4-后车体线束图11-33 副驾驶室的仪表板和发动机线束1-仪表板2-发动机线束 3-发动机控制模块ECM 4-发动机线束与发动机控制模块的连接 5-发动机线与仪表板线束(X2)的连接 6-发动机线束与汽油泵继电器的连接 7-天线电缆放大器 8-仪表板线束图11-34 连接端X2、X3与汽油泵继电器1-仪表板与A/T线束之间的连接端X3 2-仪表板与发动机线束之间的连接端X2 3-汽油泵继电器 4-右前车门 5-仪表板(右侧)图11-35 驾驶室隔板的线束走线1-仪表板线束 2-挡风玻璃刮水器组件 3-隔火板 4-仪表板线束图11-36 后车体线束走线1-后车体线束图11-37 后车体线束走线与地板的接地点1-至汽油箱的后车体线束2-后车体线束 3-接地螺栓4-后车体线束(地线)5-车板部件图11-38 汽油箱后车体线束 1-后车体线束2-至汽油箱的后车体线束图11-39 后车体线束走线(至后车门接触开关)1-侧板立柱(RH)2-侧板立柱(LH) 3-前车门接触开关 4-后车体线束图11-40 后车体与车尾行李箱盖线束走线1-与后除雾器的连接 2-与高制动灯的连接 3-车尾行李箱盖线束 4-后车体线束图11-41 后车体与车尾行李箱盖线束之间的连接端X91-后车体线束2-车尾行李箱盖线束3-后车体与车尾行李箱盖线束之间的连接端X9 4-车尾行李箱盖铰链图11-42 车尾行李箱盖线束走线1-后车体线束 2-车尾行李箱盖线束图11-43 后车体线束走线1-阅读灯泡 2-与阅读灯的连接 3-驾驶员阅读灯 4-后车体线束图11-44 右前车门线束走线1-与高音喇叭的连接2-与门锁系统开关的连接 3-与门锁的连接4-右前车门线束 5-与车窗升降机(副驾驶)开关的连接 6-与扬声器的连接 7-与后车体线束的连接(X7)图11-45 后车体与右(左)前车门线束之间的连接端X7(X6)1-右(左)前车门 2-右(左)侧板立柱 3-后车体与右(左)前车门线束之间的连接端X7(X6)图11-46 左前车门线束走线1-与门锁系统开关的连接 2-与高音喇叭的连接 3-与后车体线束的连接 4-与车窗升降机的连接 5-左前车门线束 6-与门锁的连接图11-47 右后车门线束走线1-与门锁的连接 2-后车门 3-后车体线束 4-与后车体线束的连接(X8)图11-48 后车体与后车门线束之间的连接端X81-左后车门(右车门) 2-右(左)侧板立柱 3-后车体与后车门线束之间的连接端X8图11-49 自动变速器线束走线1-自动变速器模块 2-驾驶室隔板总成 3-地板总成 4-仪表板线束 5-自动变速器线束图11-50 自动变速器线束走线1-制动液管夹子 2-制动液管 3-动力转向机 4-油门电缆、自动跳合开关与自动跳合开关管道、制动器附件 5-驾驶室隔板结构 6-自动变速器线束图11-51 发动机与自动变速器线束走线1-自动变速器线束 2-发动机线束 3-起动机线束4-自动变速器线束 5-自动变速器线束6-隔火板 7-自动变速器 8-仪表板线束图11-52 隔火板的接地点1-驾驶室隔板接地螺栓 2-驾驶室隔板3-前车体线束 4-仪表板线束 5-制动液罐线束连接图11-53 仪表板的接地点位置(仪表板线束)1-转向柱旁边的接地螺栓2-仪表板线束图11-54 右前侧板立柱的接地点(后车体线束)1-中央锁死模块2-后车体线束3-接地点图11-55 地板总成中部的接地点(后车体线束)1-后车体线束2-接地点3-地板总成图11-56 车尾行李箱盖左后方的接地点1-车辆后部2-后车体线束3-接地点表11-3 连接端及其功能连接端功能X1 仪表板线束与前车体线束之间的连接X2 仪表板线束与发动机线束之间的连接X3 仪表板线束与A/T线束之间的连接X4 仪表板线束与起动线束之间的连接X5 仪表板线束与后车体线束之间的连接X6 后车体线束与左前车门线束之间的连接X7 后车体线束与右前车门线束之间的连接X8 后车体线束与后车门线束之间的连接X9 后车体线束与LID线束之间的连接X10 发动机线束与A/T线束之间的连接表11-4 仪表板与前车体线束之间的连接端X1连接器信息・15358701 黑色・前车体线束侧连接器信息・15358702 黑色・仪表板线束侧插脚导线颜色功能插脚导线颜色功能A1 黑色/白色空调阀门开关信号 A1黑色/白色空调阀门开关信号A2 黑色/黄色压力开关信号 A2黑色/黄色压力开关信号A3 黑色 F20保险丝供电电路 A3黑色 F20保险丝供电电路A4 棕色/白色冷凝器鼓风机电路 A4棕色/白色冷凝器鼓风机电路A5 棕色接地 A5棕色接地A6 未用未用 A6未用未用A7 棕色压力开关接地 A7棕色压力开关接地A8 棕色/红色压力开关供电电路 A8棕色/红色压力开关供电电路B1 黑色/红色节温继电器供电电路 B1黑色/红色节温继电器供电电路B2 未用未用 B2未用未用B3 棕色/蓝色压缩继电器供电电路 B3棕色/蓝色压缩继电器供电电路B4 未用未用 B4未用未用B5 未用未用 B5未用未用B6 未用未用 B6未用未用B7 未用未用 B7未用未用B8 未用未用 B8未用未用B9 黑色喇叭供电电路 B9红色喇叭供电电路B10 灰色/黑色左驻车灯供电电路 B10灰色/黑色左驻车灯供电电路B11 白色左侧远光供电电路 B11白色左侧远光供电电路B12 灰色/红色右驻车灯供电电路 B12灰色/红色右驻车灯供电电路C1 白色左侧近光供电电路 C1白色左侧近光供电电路C2 黑色/绿色右侧转向信号供电电路 C2黑色/绿色右侧转向信号供电电路C3 黑色/白色左侧转向信号供电电路 C3黑色/白色左侧转向信号供电电路C4 黄色右侧远光供电电路 C4黄色右侧远光供电电路C5 黄色右侧近光供电电路 C5黄色右侧近光供电电路C6 棕色/黄色防抱死制动系统信号装置 C6 棕色/黄色防抱死制动系统信号装置C7 黑色/黄色制动信号 C7黑色/黄色制动信号C8 棕色/白色诊断串行数据连接 C8棕色/白色诊断串行数据连接C9 棕色 ABS系统左后速度传感器 C9 棕色 ABS系统左后速度传感器C10 蓝色/红色 ABS系统右后速度传感器 C10 蓝色/红色ABS系统右后速度传感器C11 蓝色 ABS系统左前速度传感器 C11 蓝色 ABS系统左前速度传感器C12 棕色/红色 ABS系统右前速度传感器 C12 棕色/红色ABS系统右前速度传感器D1 黑色点火器电源供电电路 D1黑色点火器电源供电电路D2 未用未用 D2未用未用D3 棕色/白色喇叭电路 D3棕色/白色喇叭电路D4 红色蓄电池供电电路 D4黑色蓄电池供电电路D5 红色蓄电池供电电路 D5黑色蓄电池供电电路D6 黑色前雾灯供电电路 D6黑色前雾灯供电电路D7 未用未用 D7未用未用D8 未用未用 D8未用未用表11-5 仪表板与发动机线束之间的连接端X2连接器零件信息・12147772・发动机线束侧连接器零件信息・12147773黑色・仪表板线束侧插脚导线颜色功能插脚导线颜色功能1 蓝色/红色燃油泵电源供电电路 1 蓝色/红色燃油泵电源供电电路2 蓝色冷却液温度传感器 2蓝色冷却液温度传感器3 未用未用 3未用未用4 红色燃油泵电源供电电路 4 红色燃油泵电源供电电路5 棕色/白色诊断 5棕色/白色诊断6 棕色/蓝色检查ENG信号装置 6棕色/蓝色检查ENG信号装置7 未用未用 7未用未用8 绿色转速表信号 8绿色转速表信号9 棕色/黄色诊断连接 9棕色/黄色诊断连接表11-6 仪表板与发动机线束之间的连接端X2连接器零件信息・12045688黑色连接器零件信息・12047886黑色插脚导线颜色功能插脚导线颜色功能A 未用未用 A未用未用B 蓝色/红色车速传感器 B蓝色/红色车速传感器C 黑色/黄色加速请求 C黑色/黄色加速请求D 黑色/蓝色加速离合器 D黑色/蓝色加速离合器E 棕色/绿色冷却风扇低 E棕色/绿色冷却风扇低F 棕色/红色冷却风扇高 F棕色/红色冷却风扇高G 棕色压力开关接地 G棕色压力开关接地H 未用未用 H未用未用表11-7 仪表板与发动机线束之间的连接端X2连接器零件信息・12197129 连接器零件信息・15316496插脚导线颜色功能插脚导线颜色功能1 黑色点火器电源供电电路 1 黑色点火器电源供电电路表11-8 仪表板与自动变速器线束之间的连接端X3连接器零件信息・12185284・仪表板线束侧连接器零件信息・12184963・自动变速器线束侧插脚导线颜色功能插脚导线颜色功能1 棕色/白色诊断信号 1棕色/白色诊断信号2 棕色/紫色 A/T信号装置 2棕色/紫色A/T信号装置3 黑色/黄色 F5保险丝供电电路 3黑色/黄色F5保险丝供电电路4 灰色/绿色 F23保险丝供电电路 4灰色/绿色F23保险丝供电电路5 红色 F2保险丝供电电路 5红色 F2保险丝供电电路6 黑色/红色驻车/空档信号 6黑色/红色驻车/空档信号7 白色/黑色倒车信号 7白色/黑色倒车信号8 黑色/黄色制动信号 8黑色/黄色制动信号9 黑色/黄色 F18保险丝供电电路 9黑色/黄色F18保险丝供电电路10 黑色/黄色 F18保险丝供电电路 10黑色/黄色F18保险丝供电电路11 黑色/红色驻车/空档信号 11黑色/红色驻车/空档信号表11-9 仪表板与起动机线束之间的连接端X4连接器零件信息・12040977黑色・仪表板线束侧连接器零件信息・15300003黑色・起动机线束侧插脚导线颜色功能插脚导线颜色功能A 蓝色/绿色 A 蓝色/绿色B 蓝色/白色 B 蓝色/白色C 黑色/红色 C 黑色/红色表11-10 仪表板与后车体线束之间的连接端X5连接器零件信息・15358704・后车体线束侧连接器零件信息・15358705・仪表板线束侧插脚导线颜色功能插脚导线颜色功能A1 黑色点火器电源供电电路 A1黑色点火器电源供电电路A2 灰色乘客灯供电回路 A2灰色乘客灯供电回路A3 未用未用 A3未用未用A4 未用未用 A4未用未用A5 黑色后除雾器供电电路 A5黑色后除雾器供电电路A6 蓝色/红色燃油泵供电电路 A6蓝色/红色燃油泵供电电路A7 蓝色/黑色燃油液面传感器 A7蓝色/黑色燃油液面传感器A8 未用未用 A8未用未用B1 黑色/白色转弯信号灯左侧供电电路 B1 黑色/白色转弯信号灯左侧供电电路B2 黑色/绿色转弯信号灯右侧供电电路 B2 黑色/绿色转弯信号灯右侧供电电路B3 未用未用 B3未用未用B4 未用未用 B4未用未用B5 灰色/黑色左驻车灯供电电路 B5灰色/黑色左驻车灯供电电路B6 红色乘客灯供电电路 B6红色乘客灯供电电路B7 灰色/红色尾灯供电电路 B7灰色/红色尾灯供电电路B8 未用未用 B8未用未用B9 白色/黑色倒车灯供电电路 B9白色/黑色倒车灯供电电路B10 绿色左后扬声器供电电路 B10绿色左后扬声器供电电路B11 白色右后扬声器供电电路 B11白色右后扬声器供电电路B12 蓝色左前扬声器供电电路 B12蓝色左前扬声器供电电路C1 黄色右前扬声器供电电路 C1黄色右前扬声器供电电路C2 未用未用 C2未用未用C3 红色阅读灯供电电路 C3红色阅读灯供电电路C4 未用未用 C4未用未用C5 棕色/绿色左后扬声器供电回路 C5棕色/绿色左后扬声器供电回路C6 棕色/白色右后扬声器供电回路 C6棕色/白色右后扬声器供电回路C7 棕色/蓝色左前扬声器供电回路 C7棕色/蓝色左前扬声器供电回路C8 棕色/黄色右前扬声器供电回路 C8棕色/黄色右前扬声器供电回路C9 未用未用 C9未用未用C10 黑色点火器电源供电电路 C10黑色点火器电源供电电路C11 黑色/蓝色后雾灯供电电路 C11黑色/蓝色后雾灯供电电路C12 黑色中央锁系统供电电路 C12黑色中央锁系统供电电路D1 蓝色 ABS系统左后速度传感器 D1 蓝色 ABS系统左后速度传感器D2 棕色/红色 ABS系统右后速度传感器 D2 棕色/红色ABS系统右后速度传感器D3 红色中央锁蓄电池供电电路 D3 红色中央锁蓄电池供电电路D4 黑色车窗升降机保险丝电源供电电路D4 黑色车窗升降机保险丝电源供电电路D5 黑色/黄色停车灯供电电路 D5黑色/黄色停车灯供电电路D6 棕色/白色驻车制动器开关 D6棕色/白色驻车制动器开关D7 棕色 ABS系统左后速度传感器 D7 棕色 ABS系统左后速度传感器D8 蓝色/红色 ABS系统右后速度传感器 D8 蓝色/红色ABS系统右后速度传感器表11-11 后车体与左前车门线束之间的连接端X6连接器零件信息・12147161・后车体线束侧插脚导线颜色功能7 红色/黄色点火器电源供电电路8 棕色/红色驾驶员车门开关中央锁10 黑色/红色驾驶员车门电机中央锁13 蓝色左前扬声器供电电路15 黑色/蓝色驾驶员车门开关中央锁16 棕色/白色驾驶员车门电机中央锁17 蓝色/红色驾驶员车门开关中央锁18 灰色/绿色驾驶员车门车窗升降机开关19 黑色驾驶员车门车窗升降机点火器电源供电电路22 棕色/蓝色左前扬声器供电回路25 黑色/黄色驾驶员车门电机中央锁29 黑色驾驶员车门车窗升降机电机的带保险丝的蓄电池供电电路30 棕色接地表11-12 后车体与右前车门线束之间的连接端X7连接器零件信息・12147161・后车体线束侧插脚导线颜色功能8 棕色/红色副驾驶员车门开关中央锁10 黑色/红色副驾驶员车门电机中央锁13 黄色右前扬声器供电电路15 黑色/蓝色副驾驶员车门开关中央锁16 棕色/白色副驾驶员车门电机中央锁17 蓝色/红色副驾驶员车门车窗升降机开关18 灰色/绿色副驾驶员车门车窗升降机开关19 黑色副驾驶员车门车窗升降机点火器电源供电电路22 棕色/蓝色右前扬声器供电回路25 黑色/黄色副驾驶员车门电机中央锁29 黑色副驾驶员车门车窗升降机电机的带保险丝的蓄电池供电电路30 棕色接地表11-13 后车体与后车门线束之间的连接端X8连接器零件信息・12147772黑色・后车体线束侧连接器零件信息・15300003黑色・后车门线束侧插脚导线颜色功能插脚导线颜色功能7 黑色/红色电机中央锁,后车门 7 黑色/红色电机中央锁,后车门8 黑色/黄色8 黑色/黄色9 黑色/蓝色9 黑色/蓝色表11-14 后车体与后车门线束之间的连接端X9连接器零件信息・12045688黑色・车尾行李箱盖线束连接器零件信息・15300003黑色・后车门线束侧插脚导线颜色功能插脚导线颜色功能A 棕色/白色车尾行李箱灯供电回路 A 棕色/白色车尾行李箱灯供电回路B 棕色/红色车尾行李箱电机中央锁 B 棕色/红色车尾行李箱电机中央锁C 黑色/红色车尾行李箱电机中央锁 C 黑色/红色车尾行李箱电机中央锁D 黑色/黄色车尾行李箱电机中央锁 D 黑色/黄色车尾行李箱电机中央锁E 棕色/黄色车尾行李箱电机中央锁 E 棕色/黄色车尾行李箱电机中央锁F 棕色接地 F棕色接地G 未用未用 G未用未用H 未用未用 H未用未用表11-15 自动变速器与发动机线束之间的连接端X10连接器零件信息・12047937黑色・发动机线束侧连接器零件信息・12047931黑色・自动变速器线束侧插脚导线颜色功能插脚导线颜色功能A 红色/黄色发动机速度 A红色/黄色发动机速度B 绿色扭矩控制 B绿色扭矩控制C 黑色/红色发动机负载 C黑色/红色发动机负载D 棕色接地 D棕色接地E 未用未用 E未用未用F 棕色接地 F棕色接地G 黑色/红色空档驻车信号 G黑色/红色空档驻车信号H 未用未用 H未用未用第三节诊断插座连接与扫描工具一、诊断插座部件位置诊断插座部件位置见表11-16和图11-57所示。
汽车线束加工设备及流程
线束生产线
生产流水线 预装工作台 定制工装板
线束周转、储存设备 收/送线器 存线架 挂线车 抽线架
工具及治具
端子工具 总装治具 预装治具 测试治具
KOMAX 荷兰 传说中的NO.1 Schleuniger 索铌格 Mecal 荷兰 AMP TE 美国 ShinMaywa 新明和 日本 JAM 嘉睦 日本 Kodera 小寺 日本
设备厂简单介绍
演讲结束,谢谢大家支持
附PPT常用图标,方便大家提高工作效 率
生活
图标元素
医疗
图标元素
下线工序-刀具
汽车线束工艺流程及设备
刀具应用于端子机、剪剥机。每套刀具可以适应一种或多种端子,一般由模具制 造商提供。
下线工序-剪剥机
汽车线束工艺流程及设备
HBQ-041
HBQ-045(>50mm2)
HBQ剪剥机是一种能够集成处理剪断-剥皮两道工序的加工设备
下线工序-绞线机
汽车线束工艺流程及设备
汽车线束工艺流程及设备
胶带缠绕设备和铝箔缠绕设备 胶带缠绕设备和铝箔缠绕设备 胶带缠绕设备分手持式和台式 天海代理Ondal胶带缠绕机,但实际操作多使用手工缠绕
汽车线束工艺流程及设备
橡胶扩口设备 线束厂一般在总装完成或部分完成后装入橡胶件,所以扩口机是必 要的 扩口机分电动式、气动式和手动式
汽车线束工艺流程及设备
常用设备和工具有:总装板,总装流水线,挂线架、橡胶件扩口机、 胶带缠绕机、扎带枪、组立治具、线束辅助治具
汽车线束加工工艺及设备
汽车线束工艺流程及设备
检测及返工工序是指全检线束的通路、短路、断路。并对不良
品返修
常用设备和工具有:诱导、导通测试台,导通治具、端子拆卸治具/ 工具
车架线束流程图

图例: 正常流向
返工/返修 作业 检查 存储
运输 检测
批准:
审核:
制定:
工序号:120 内容:发交 根据运输要求操作。
发交
工序号:110 内容:入库 根据入库和储存要求进行操作。
入库 1人
包装 1人
工序号:100 内容:包装 1.安装永久性产品标识。 2.按要求包装。 3.放置周转箱中。
手工下料 2人
工序号:10-2 内容: 波纹管、套管手工下料 1.按工艺文件要求下料。 2.首件合格后方可批量生产。 3.加工好的产品按要求捆扎(通常为 一批次一扎)、摆放。 4.贴上标识。
入库、储存 3人
运输 2人
机器下线 12人
工序号:20 内容:过程检验 按控制计划要求进行过程检验。
工序号:30 内容:铆接端子 1.按工艺文件要求正确选用端子、密封 件等。 2.调整设备、安装相应的压接模具。 3.产品拉脱力满足要求。 4.首件合格后贴首件标识方可批量生产。
过程检查 1人
铆接端子 16人
工序号:70-6
内容:回头插盒 将回头铆接的导线正确插入 相应的插盒中。
回头装配 插盒 10人
工序号:65 内容:回头铆接端子 1.按工艺文件要求正确选用端 子与密封件。
2.调整设备、安装相应的压接 模具。 3.产品拉脱力满足要求。 4.首件合格后贴首件标识方可 批量生产。
回头铆接 1人
测试 2人
工序号:90 内容:测试 利用检测台或万用表检测线束总成线路。
外观检查 1人
工序号:80
内容:外观检查 按控制计划要求进行过程检验,产品符合图纸 要求。
过程检查 1人
运输 1人
工序号:11 内容:运输 将材料运输到指定工位,并放置在指定工位器具上。
汽车线束装配流程图

汽车线束生产流程及图解
Step 4 步骤四
Step 5 步骤五
Step 6 步骤六
Hand Sealing - 手工 穿防水塞
Sleeving - 穿套管
Crimping - 打端
Step 7 步骤七
Splicing - 打铜带
Step 8 步骤八
Soldering - 浸锡
Step 9 步骤九
Heat Shrinking - 烘热 缩管
Heating Gun
Bosch GHG 630 DCE 烘枪 博世 GHG 630 DCE
Tube Cutting Scissors
AnNuo Automati on 裁波纹管 钳 安诺自动 化
Step 13 步骤十三
Inspection - 检验
Step 12 步骤十二
Testing - 测试
Step 11 步骤十一
Assembly - 组装
Step 10 步骤十
Pre-loading/Coiling 预组装
Electroni c Scale
Steel Ruler
Dynalab NX Solo Series
Label Printer
Assembly Board
电子秤
钢尺
Dynalab NX Solo 系列
Zebr
Packaging - 包装
Crimping Machine
TYCO DT-3000
打端机
N/A
泰科 DT-
3000
Splicing Machine
Honghe Electroni cs HC-4 铜带机 鸿和电子 HC-4
Soldering Pot
别克君威维修电路图线束布线
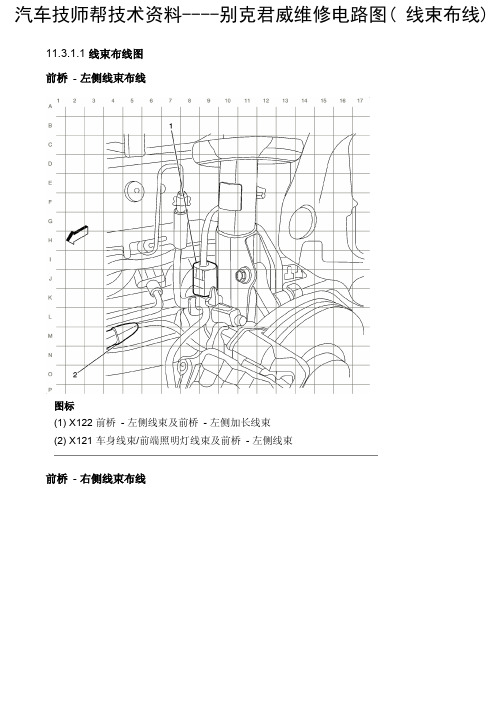
11.3.1.1 线束布线图前桥- 左侧线束布线图标(1) X122 前桥- 左侧线束及前桥- 左侧加长线束(2) X121 车身线束/前端照明灯线束及前桥- 左侧线束前桥- 右侧线束布线图标(1) X127 前桥- 右侧线束及前桥- 右侧加长线束(2) X126 车身线束/前端照明灯线束和右前桥线束车身线束/车身后部线束布线图标(1) X410 车身线束/车身后部线束及后围板线束车身线束/前端照明灯线束布线汽车技师帮技术资料----别克君威维修电路图( 线束布线)图标(1) X115 车身线束/前端照明灯线束及左侧前大灯线束(2) X139 车身线束及蓄电池车身线束布线(第 1 页,共 3 页)图标(1) X315 车身线束及前排乘客座椅线束(2) X310 车身线束及驾驶员座椅线束车身线束布线(第 2 页,共 3 页)图标(1) X205 车身线束及仪表板线束(2) X206 车身线束和仪表板线束(3) X207 车身线束及仪表板线束车身线束布线(第 3 页,共 3 页)图标(1) X200 车身线束和仪表板线束中央控制台线束布线汽车技师帮技术资料----别克君威维修电路图( 线束布线)图标(1) X302 仪表板线束及控制台线束(2) X300 仪表板线束和控制台线束(3) X303 车身线束及控制台线束驾驶员车门线束布线图标(1) X500 车身线束和驾驶员车门线束电子空气调节控制单元线束布线汽车技师帮技术资料----别克君威维修电路图( 线束布线)图标(1) X212 仪表板线束及暖风、通风与空调系统线束(C68)(2) X213 车身线束及电气辅助加热器加长线束发动机冷却系统线束布线(第1 页,共 2 页)图标(1) X132 车身线束/前端照明灯线束及发动机冷却系统线束(2) X130 车身线束/前端照明灯线束及发动机冷却系统线束发动机冷却系统线束布线(第2 页,共 2 页)图标(1) X130 车身线束/前端照明灯线束及发动机冷却系统线束发动机线束布线(LDK)图标(1) X145 发动机线束及喷油器线束前保险杠线束布线图标(1) X110 车身线束/前端照明灯线束及前围板线束前排乘客车门线束布线图标(1) X600 车身线束和乘客车门线束燃油箱线束布线(不带F46)图标(1) X430 车身线束及燃油箱线束仪表板线束布线图标(1) X303 车身线束及控制台线束(2) X300 仪表板线束和控制台线束(3) X301 仪表板线束及控制台线束左后车门线束布线图标(1) X700 车身线束和左后车门线束举升门线束布线汽车技师帮技术资料----别克君威维修电路图( 线束布线)图标(1) X906 车身线束及举升门- 右侧加长线束(2) X901 车身线束及举升门- 左侧加长线束(3) X902 车身线束及举升门- 左侧加长线束(4) X911 举升门- 左侧加长线束和举升门线束(5) X912 举升门- 左侧加长线束和举升门线束(6) X916 举升门- 右侧加长线束和举升门线束驻车加热器线束布线图标(1) X216 驻车加热器线束及驻车加热器加长线束(2) X215 驻车加热器线束及驻车加热器加长线束(3) X217 驻车加热器线束及驻车加热器线束后围板线束布线图标(1) X410 车身线束/车身后部线束及后围板线束右后车门线束布线图标(1) X800 车身线束和右后车门线束车顶/车顶内衬线束布线图标(1) X322 车身线束及顶灯线束挂车挂接装置线束布线图标(1) X88 挂车连接器(2) X415 车身线束车身后部线束及挂车挂接装置线束挂车挂接装置线束布线图标(1) X88 挂车连接器(2) X415 车身线束车身后部线束及挂车挂接装置线束。
汽车线束装配工序流程
汽车线束装配工序流程英文回答:The process of automotive wire harness assembly involves several steps to ensure the proper installation and functioning of the wiring system in a vehicle. This process typically begins with the preparation of the wires and connectors, followed by the routing and bundling of the wires, and ends with the final installation and testing of the wire harness.Firstly, the wires are prepared by stripping the insulation from the ends and crimping terminals onto them. This is done using specialized tools and equipment to ensure a secure and reliable connection. The connectors are also prepared by removing any protective covers and ensuring they are clean and free from any debris.Next, the wires are routed through the vehicle according to the specified wiring diagram. This involvescarefully threading the wires through various components and securing them in place using clips, brackets, or tape. It is important to ensure that the wires are properly routed to avoid any interference with other components or moving parts of the vehicle.Once the wires are routed, they are bundled together using wire ties or loom to keep them organized and protected. This helps to prevent any damage to the wires and ensures that they are easily accessible for future maintenance or repairs. Additionally, the bundling of the wires helps to improve the overall appearance of the wire harness.After the wires are bundled, the wire harness is installed into the vehicle. This involves connecting the wire harness to the appropriate components such as the fuse box, battery, and various sensors. The connections are made using connectors or terminals that have been previously prepared. It is important to ensure that the connections are secure and properly aligned to prevent any electrical issues or malfunctions.Finally, the wire harness is tested to ensure that all connections are functioning correctly. This may involve using specialized equipment to check for continuity, voltage, and resistance. Any issues or discrepancies are addressed and corrected before the vehicle is considered ready for use.中文回答:汽车线束装配工序包括几个步骤,以确保车辆的布线系统安装和功能正常。
汽车线束的工艺流程及设备介绍20191105 (2)
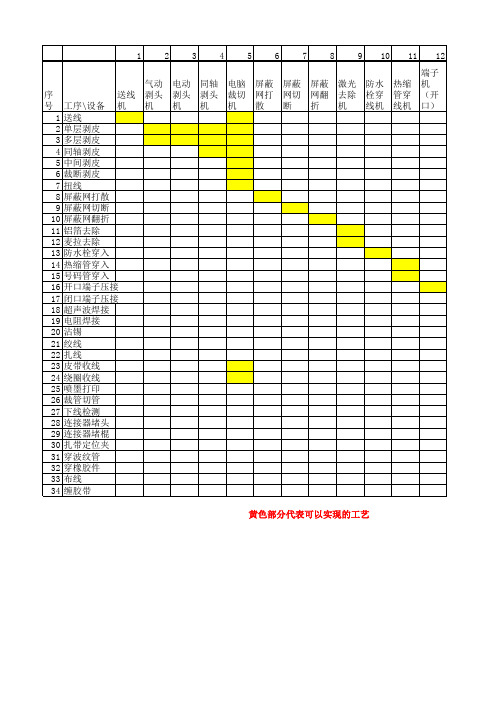
序
送线
号 工序\设备 机
1 送线
2 单层剥皮
3 多层剥皮
4 同轴剥皮
5 中间剥皮
6 裁断剥皮
7 扭线
8 屏蔽网打散
9 屏蔽网切断
10 屏蔽网翻折
11 铝箔去除
12 麦拉去除
13 防水栓穿入
14 热缩管穿入
15 号码管穿入
16 开口端子压接
17 闭口端子压接
屏蔽 网翻 折
激光 去除 机
防水 栓穿 线机
热缩 管穿 线机
端子 机 (开 口)
黄色部分代表可以实现的工艺
13 14 15 16 17 18 19 20 21 22 23 24 25 26
端子 机 (闭 口)
压管 机
超声 波焊 接机
电阻 绞线 焊接 机
扎线 机
皮带 收线 机
绕圈 收线 机
切管 机
拉力 机
18 超声波焊接
19 电阻焊接
20 沾锡
21 绞线
22 扎线
23 皮带收线
24 绕圈收线
25 喷墨打印
26 裁管切管
27 下线检测
28 连接器堵头
29 连接器堵棍
30 扎带定位夹
31 穿波纹管
32 穿橡胶件
33 布线
34 缠胶带
气动 剥头 机
电动 剥头 机
同轴 剥头 机
电脑 裁切 机
屏蔽 网打 散
屏蔽 网切 断
剖面 分析 仪
剥皮 压接 机
剥皮 穿栓 压接 机
低压 全自 动端 子机
27 28 29 30 31
32 33
34
汽车线束加工设备及流程
HBQ-091-2040型为双绞线打端子设备 HBQ-P20是一款重载压接机,可完成50mm2甚至更大截面导线的压接(非标制式模具)。
下线工序-模具
汽车线束工艺流程及设备
日式、欧式模具对比
日式
欧式
HBQ绞线机可对线束进行双股绞合处理(如屏蔽线)。绞线长度受限于设备长度, 不能直接送线,效率低。且现在电线提供商有直接提供双绞线,所以现在线束厂 用得比较少
下线工序-切管机
汽车线束工艺流程及设备
切管机是一种圆形塑料软管,波纹管的定长切断的加工设备,开口、闭口均可加工。 海昌没有此设备,图片来源于常州市禾昌机械有限公司
下线工序-刀具
汽车线束工艺流程及设备
刀具应用于端子机、剪剥机。每套刀具可以适应一种或多种端子,一般由模具制 造商提供。
下线工序-剪剥机
汽车线束工艺流程及设备
HBQ-041
HBQ-045(>50mm2)
HBQ剪剥机是一种能够集成处理剪断-剥皮两道工序的加工设备
下线工序-绞线机
汽车线束工艺流程及设备
常用设备和工具有:总装板,总装流水线,挂线架、橡胶件扩口机、 胶带缠绕机、扎带枪、组立治具、线束辅助治具
汽车线束加工工艺及设备
汽车线束工艺流程及设备
检测及返工工序是指全检线束的通路、短路、断路。并对不良
品返修
常用设备和工具有:诱导、导通测试台,导通治具、端子拆卸治具/ 工具
汽车线束工艺流程及设备 预装工作台和抽线架
线束导通测试台和导通测试板 因为汽车线束的特殊性,要求全检线束的导通性能。导通台上的测 试板和治具需要为每款线束单独定制
车身线束装配工艺流程
车身线束装配工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!车身线束装配工艺流程一般包括以下步骤:1. 设计规划:根据车辆的型号和配置,确定车身线束的布局和连接方式。
汽车线束过程流程图
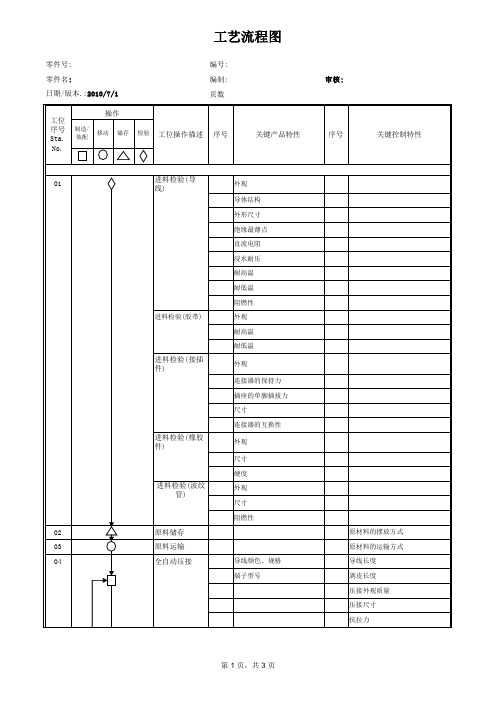
外观 耐高温 耐低温
进料检验(接插 件)
外观 连接器的保持力 插座的单脚插拔力 尺寸 连接器的互换性
进料检验(橡胶 件)
外观 尺寸 硬度
进料检验(波纹 管)
外观 尺寸 阻燃性
02 03 04
原料储存 原料运输 全自动压接
导线颜色、规格 端子型号
原材料的摆放方式 原材料的运输方式 导线长度 剥皮长度 压接外观质量 压接尺寸 抗拉力
关键控制特性
NO 19
安装位置
YES
安装到位
产品包装储存
包装箱的正确性 品种、数量的正确性 标识正确
20
YES NO
出厂检验
外观、尺寸、互换性、材料规 格型号、线路正确性 包装方式正确
21
返工
产品外观 产品质量Βιβλιοθήκη 22 YES 23NO
型式试验
成品运输
防护方法正确
第 3 页,共 3 页
第1页共3页关键产品特性序号关键控制特性制造装配移动储存检验操作工位操作描述序号工位序号stano05过程检验1产品外观产品质量06预装规格型号位置及方向07压接端子型号压接外观质量压接尺寸抗拉力08过程检验2产品外观产品质量09铰接支路数及方向压接外观质量抗拉力10过程检验3产品外观产品质量11密封接点密封质量12产品外观产品质量13分装护套规格型号正确孔位正确插接到位锁紧到位14组装护套规格孔位正确性插接到位锁紧到位支路走向胶带型号正确胶带缠绕方式正确结构尺寸线夹固定夹方向部件齐全15出线方向分支尺寸外观检验1包扎外观部件规格部件安装方法16导通测试错路开路短路17装配保险规格型号安装位置安装到位18外观检验2规格型号安装位置过程检验4yesnoyesnoyesnonoyesnoyesyesnoyesno第2页共3页关键产品特性序号关键控制特性制造装配移动储存检验操作工位操作描述序号工位序号stano
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Step 10 步骤十
Pre-loading/Coiling 预组装
Electroni c Scale
Steel Ruler
Dynalab NX Solo Series
Label Printer
Assembly Board
电子秤
钢尺
Dynalab NX Solo 系列
Zebra 888TT
组装板
标签打印 机
斑马 888TT
N/A
Heating Gun
Bosch GHG 630 DCE 烘枪 博世 GHG 630 DCE
Tube Cutting Scissors
AnNuo Automati on 裁波纹管 钳 安诺自动 化
Step 13 步骤十三
Inspection -Байду номын сангаас检验
Step 12 步骤十二
Testing - 测试
Step 11 步骤十一
Process - 流程
Step 1 步骤一
Wire Circuit ID Printing - 电线印字
Materialize - 实现
Step 2 步骤二
Wire Automatic Cutting - 自动裁线
Wire Manual Cutting - 手工裁线
Step 3 步骤三
Stripping - 去皮
End Customers - 终端客户
Stripping Machine
Jing Lun CAW-315
去皮机
Pneumatic Cutting Machine
经纶 CAW-315
N/A
气动裁线机
Jer Precision JER-0810-2 杰尔精密
Step 15 步骤十五
Despatching - 出货
Tube Cutting - 裁波纹 管
Equipment / Tool - 设备/工具
Inkjet Printer
Videojet 46m 喷墨印字 机 伟迪捷 46m
Automati c Cutting/S tripping/ Crimping Machine
Komax Gamma 333 PCB 全自动裁 线,去皮,打 库迈思 Gamma 333PCB
汽车线束生产流程及图解
Step 4 步骤四
Step 5 步骤五
Step 6 步骤六
Hand Sealing - 手工 穿防水塞
Sleeving - 穿套管
Crimping - 打端
Step 7 步骤七
Splicing - 打铜带
Step 8 步骤八
Soldering - 浸锡
Step 9 步骤九
Heat Shrinking - 烘热 缩管
Step 14 步骤十四
Packaging - 包装
Crimping Machine
TYCO DT-3000
打端机
N/A
泰科 DT-
3000
Splicing Machine
Honghe Electroni cs HC-4 铜带机 鸿和电子 HC-4
Soldering Pot
MingFu Automati on MFSW-350L 锡炉 明富自动 化 MFSW-350L