CNC交接班记录表
合集下载
职业培训班交接班记录表

职业培训班交接班记录表日期:_____________
交接人员:
- 交班人员:________________
- 接班人员:________________
交接事项
1. 培训材料
交班人员应向接班人员提供以下培训材料:
- 课程大纲和计划表
- 讲义和教材
- 演示文稿和视频资料
- 练题和案例分析
2. 学员信息
交班人员应提供所有学员的信息,包括但不限于:
- 姓名
- 联系方式
- 学历背景
- 已完成的课程和考试成绩
3. 教学进度
交班人员应向接班人员提供当前培训班的教学进度情况,包括:
- 已完成的课程和讲解内容
- 尚未完成的课程和计划
- 学员的研究情况和反馈意见
4. 其他事项
在交接过程中,还应讨论和记录以下事项:
- 任何需要特别关注的学员情况
- 培训设施和技术设备的使用方法和注意事项
- 任何与培训相关的特殊要求或安排
接班人员确认
接班人员应在接手交接班记录表后确认并签字,表示已经理解
和接受上述交接事项。
日期:_____________
接班人员:________________
备注
此交接班记录表仅用于内部参考,未经授权不得外泄。
交班人
员应确保交接的内容准确无误,接班人员应遵循交接的指示和要求,积极完成职责。
End of Document。
加工中心交接班记录

记录
铣床班( ) 合格数量 不良数量 钳工班( ) 不良原因 机台名称
合格数量
不良数量
不良原因
机台名称
班长抽查
备注
)填写完整班记录
姓名 班别 产品图号 产品序号 产品图号 工序名称 程序时间 小时产量 工作时间 日期 CNC白班( ) 工序名称 程序时间 随工单号 CNC夜班( ) 小时产量 工作时间
产品序号 交接项目 交接检查 接班核对 A1产品加工事项交代清楚 A2作业指导书,产品图纸,程序单 A3已加工产品有明显标记 A4量具齐全,放置正确 B1自检记录表如实填写 B2随工单号如实填写 B3设备保养卡如实填写 C1工作台及资料架整洁 C2工作台及资料架无无关的物品 C3抽屉无与本工序无关的物品 C4台下面踏板上无废品及它物 D1导轨油充足(不少于半油箱) D2切削油充足(喷水正常) D3手轮,按钮、门、护板等正常 D4机械功能正常 E1机身(四周),水箱边缘擦拭干净 E2门缝,主轴、刀库擦拭干净 E3废渣完全清除,垃圾倒尽放整齐 E4范围内扫净无垃,拖净无污渍 E5工作范围内无卡板何空容器 填写要求:做过及符合要求的打V,未做及不符合要求打X,(无人机接班由班长接班)填写完整后由班长上交。 审查结论 交班签名 接班签名
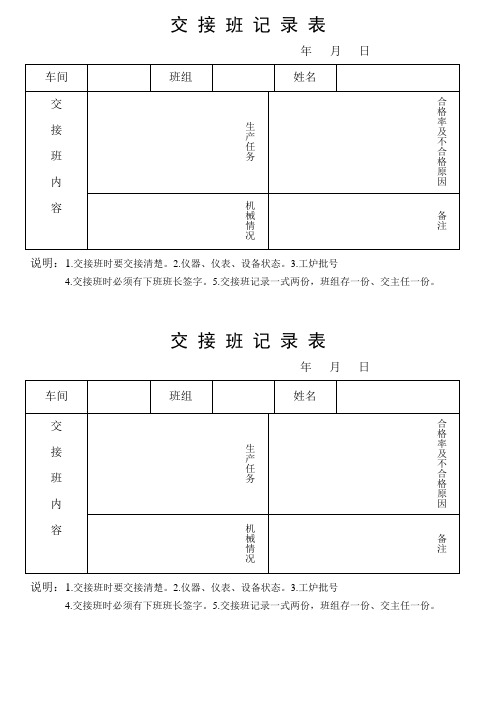
交接班记录表
备注
说明:1.交接班时要交接清楚。2.仪器、仪表、设备状态。3.工炉批号
4.交接班时必须有下班班长签字。5.交接班记录一式两份,班组存一份、交主任一份。
交接班记录表
年月日
车间
班组
姓名
交
接
班
内
容
生产任务
合格率及不合格原因
机械情况
备注
说明:1.交接班时要交接清楚。2.仪器、仪表、设备状态。3.工炉批号
4.交接班时必须有下班班长签字。5.交接班记录一式两份,班组存一份、交主任一份。
交接班记录表
年月日
车间
班组
姓名
交接Βιβλιοθήκη 班内容生产任务
合格率及不合格原因
机械情况
说明:1.交接班时要交接清楚。2.仪器、仪表、设备状态。3.工炉批号
4.交接班时必须有下班班长签字。5.交接班记录一式两份,班组存一份、交主任一份。
交接班记录表
年月日
车间
班组
姓名
交
接
班
内
容
生产任务
合格率及不合格原因
机械情况
备注
说明:1.交接班时要交接清楚。2.仪器、仪表、设备状态。3.工炉批号
4.交接班时必须有下班班长签字。5.交接班记录一式两份,班组存一份、交主任一份。
交接班记录表
年月日
车间
班组
姓名
交接Βιβλιοθήκη 班内容生产任务
合格率及不合格原因
机械情况
交接班记录(机床)07.12.19

设备交接班及日常维护保养记录表
车间: 交接班记录
时 间 1
设备名称:
规格型号:
项目一
设备编号:
项目二 项目三
年
月
周
项目四
设备日常维护保养记录
班次 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
交接班人
擦拭设备 表面 ,各 检查紧固件、传动件是 按操作规程要求检查、清 检查电气装置及线 故障停机 实际开机 润滑面及 部位 保持 否松动,安全防护装置 洗各润滑点,保持加油器 路是否完整良好 时间 时间 清洁 安全、灵敏、可靠 具清洁;按规定加油润滑
2
3
4
5
6
7
备注
1、以上项目均按设备操作规程认真执行。 2、本人同意按填写情况交接班,所有与记录不符事宜由接班人负责。 3、本记录随设备一并交接,无此记录不准交接班。 4、交接班前后认真填写设备日常维护保养记录及严格按照所列项目做好保养。 5、记录符号:完好√, 异常 △,当场修好 ○,待
交接班记录表
程序号:
编程员:
编程准备时间:
程序交接 未完订 检验项目 单交接 检验方式 检验方式 特记事项
程序号:
编程员:
编程准备时间:
பைடு நூலகம்刀轴孔□ 槽宽□ 对称度□ 孔、槽粗糙度□ 其它□ 千分尺□ 首件自检□ 二维测量仪□ 万工显□ 每_件检验一次 专用卡具□
刀轴孔□ 槽宽□ 对称度□ 孔、槽粗糙度□ 其它□ 千分尺□ 首件自检□ 二维测量仪□ 万工显□ 专用卡具□
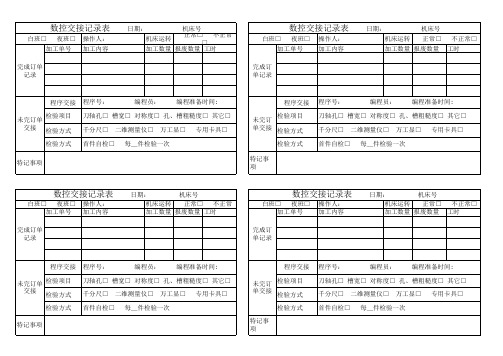
数控交接记录表
白班□ 夜班□ 加工单号 完成订单 记录 操作人: 加工内容
日期:
机床号 白班□
数控交接记录表
夜班□ 加工单号 完成订 单记录 操作人: 加工内容
日期:
机床号
机床运转 正常□ 不正常□ 加工数量 报废数量 工时
正常□ 不正常□ 机床运转 加工数量 报废数量 工时
程序交接 检验项目 未完订单 交接 检验方式 检验方式 特记事项
程序号:
编程员:
编程准备时间:
程序交接 检验项目 未完订 单交接 检验方式 检验方式 特记事项
程序号:
编程员:
编程准备时间:
刀轴孔□ 槽宽□ 对称度□ 孔、槽粗糙度□ 其它□ 千分尺□ 首件自检□ 二维测量仪□ 万工显□ 每_件检验一次 专用卡具□
刀轴孔□ 槽宽□ 对称度□ 孔、槽粗糙度□ 其它□ 千分尺□ 首件自检□ 二维测量仪□ 万工显□ 专用卡具□
每_件检验一次
每_件检验一次
数控交接记录表
白班□ 夜班□ 加工单号 完成订单 记录 操作人: 加工内容
日期: 机床号 机床运转 正常□ 不正常□ 加工数量 报废数量 工时
数控交接记录表
白班□ 夜班□ 加工单号 完成订 单记录 操作人: 加工内容
CNC交接班记录表
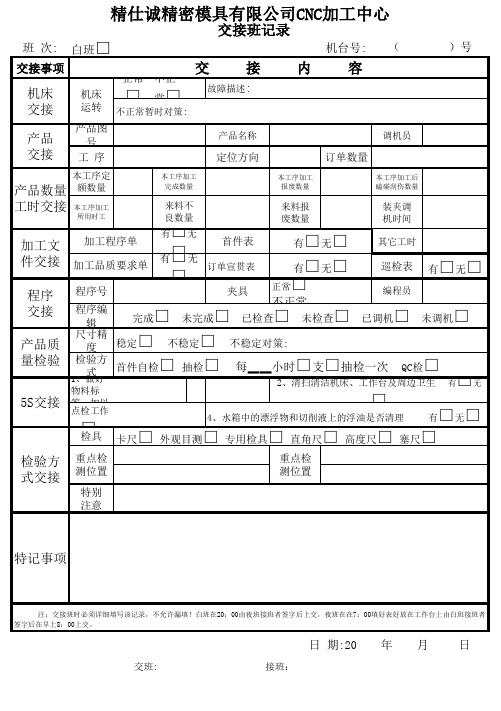
产品图号产品名称调机员工序定位方向订单数量本工序加工报废数量本工序加工后磕碰刮伤数量本工序加工所用时工来料报废数量装夹调机时间首件表其它工时订单宣贯表巡检表有无程序号夹具正常不正常编程员程序编辑尺寸精度检验方式1做好物料标签加以区分物料有无3机械点检工作有无检具卡尺外观目测专用检具直角尺高度尺塞尺特别注意检验方式交接特记事项机床运转重点检测位置重点检测位置注
检验方 式交接
重点检 测位置
特别 注意
重点检 测位置
特记事项
注:交接班时必须详细填写该记录,不允许漏填!白班在20:00由夜班接班者签字后上交,夜班在在7:00填好表好放在工作台上由白班接班者
签字后在早上8:00上交。
日 期:20 年 月
日
交班:
接班:
工时交接 本工序加工
来料不
来料报
装夹调
所用时工
良数量
废数量
机时间
加工文 件交接
程序 交接
加 有□□无
□
首件表 订单宣贯表
夹具
有□无□
有□无□ 正常□
程序编 辑
不正常
完成□ 未完成□ 已检查□ 未检查□
其它工时
巡检表 有□无□
编程员
已调机□ 未调机□
产品质
尺寸精 度
精仕诚精密模具有限公司CNC加工中心
交接班记录
班 次: 白班□
机台号: (
)号
交接事项
交
接
内
容
正常 不正
机床
机床 □ 常□
故障描述:
交接
运转 不正常暂时对策:
产品 交接
产品图 号
工序
产品名称 定位方向
调机员 订单数量
本工序定
检验方 式交接
重点检 测位置
特别 注意
重点检 测位置
特记事项
注:交接班时必须详细填写该记录,不允许漏填!白班在20:00由夜班接班者签字后上交,夜班在在7:00填好表好放在工作台上由白班接班者
签字后在早上8:00上交。
日 期:20 年 月
日
交班:
接班:
工时交接 本工序加工
来料不
来料报
装夹调
所用时工
良数量
废数量
机时间
加工文 件交接
程序 交接
加 有□□无
□
首件表 订单宣贯表
夹具
有□无□
有□无□ 正常□
程序编 辑
不正常
完成□ 未完成□ 已检查□ 未检查□
其它工时
巡检表 有□无□
编程员
已调机□ 未调机□
产品质
尺寸精 度
精仕诚精密模具有限公司CNC加工中心
交接班记录
班 次: 白班□
机台号: (
)号
交接事项
交
接
内
容
正常 不正
机床
机床 □ 常□
故障描述:
交接
运转 不正常暂时对策:
产品 交接
产品图 号
工序
产品名称 定位方向
调机员 订单数量
本工序定
机械设备运行交接班记录表

交到公司存档。每班首次作业前试验情况,是否运转良好。各安全装置、电气线路检查的情况,是否符合要求。设备作业的情况,是否运转正常。异常情况停机检查报修。
机械设备运行交接班记录表
工程名称:设备名称:设备编号:机长:年月
日期
交接班人签字
运转台时
停置台时
维修台时
交班情况
接班情况
作业内容
备注
班次
交班人
接班人
早班
中班
晚班
早班
中班
晚班
早班
中班
晚班
早班
中班
晚班
早班
中班
晚班
早班
中班
晚班
司机服务评价
工长认可
注:此表必须根据工作及时认真填写,一式三份,自留一份上交两份。工长和区域安全员当月监督检查机组工作落实和资料填写情况,资料次月由工长收集汇总到区域安全员,由区域安全员
机械设备运行交接班记录表
工程名称:设备名称:设备编号:机长:年月
日期
交接班人签字
运转台时
停置台时
维修台时
交班情况
接班情况
作业内容
备注
班次
交班人
接班人
早班
中班
晚班
早班
中班
晚班
早班
中班
晚班
早班
中班
晚班
早班
中班
晚班
早班
中班
晚班
司机服务评价
工长认可
注:此表必须根据工作及时认真填写,一式三份,自留一份上交两份。工长和区域安全员当月监督检查机组工作落实和资料填写情况,资料次月由工长收集汇总到区域安全员,由区域安全员
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
稳定□
不稳定□
不稳定对策:
量检验 5S交接
检验方
□ □ □ □ □ □ 1、做式好 首件自检
抽检
每▁▁小时 支 抽检一次 QC检
2、清扫清洁机床、工作台及周边卫生 有 无
物料标 签3、,机加械以
□
点检工作
□ □ □ □ □ □ □□ □ 有检具无 卡尺
4、水箱中的漂浮物和切削液上的浮油是否清理
有无
外观目测 专用检具 直角尺 高度尺 塞尺
检验方 式交接
重点检 测位置
特别 注意
重点该记录,不允许漏填!白班在20:00由夜班接班者签字后上交,夜班在在7:00填好表好放在工作台上由白班接班者
签字后在早上8:00上交。
日 期:20 年 月
日
交班:
接班:
精仕诚精密模具有限公司CNC加工中心
交接班记录
班 次: 白班□
机台号: (
)号
交接事项
交
接
内
容
正常 不正
机床
机床 □ 常□
故障描述:
交接
运转 不正常暂时对策:
产品 交接
产品图 号
工序
产品名称 定位方向
调机员 订单数量
本工序定
产品数量 额数量
本工序加工 完成数量
本工序加工 报废数量
本工序加工后 磕碰刮伤数量
工时交接 本工序加工
来料不
来料报
装夹调
所用时工
良数量
废数量
机时间
加工文 件交接
程序 交接
加工程序单 加工品质要求单 程序号
有□无 有□□无
□
首件表 订单宣贯表
夹具
有□无□
有□无□ 正常□
程序编 辑
不正常
完成□ 未完成□ 已检查□ 未检查□
其它工时
巡检表 有□无□
编程员
已调机□ 未调机□
产品质
尺寸精 度