BOSS 成品油调和优化及监控系统
ODME排油监控系统

去污油水舱
T o S lo p tank
反射光
浓度计里,光信号被转换成RS485信号 传送到计算机单元。
流量测量单元
F lo w M e a s u re U n its
Reflected light
流量计探测器
F low m e te r d e tector
排舷外
O v e rb o a rd D isch arg e
c o n tro l u n it
取样泵
S am p lin g Pum p
The Computer Con取t样ro头l unit consists of Display、 S am p lin g Probe
buzzer、USB port、Indictor Lamp、override switch and power switch etc.
计程仪
Speed Log
显示屏/Display
机舱
E n g in e Room
排放阀控制单元
D is c h a rg e V a lv e C o n tro l U n it
蜂鸣器/Buzzer
Oil Discharge Monitoring Equipment
计算机控制单元
C o m p u te r C o n t ro l U n it
信号采集单元
S ig n a l P ic k u p U n its
采样泵控制单元
S am p lin g pum p c o n tro l u n it
冲洗水
C le a n in g W ater
取样泵
S am p lin g Pum p
It is equipped with optical elements for measuring oil content in sampling water. The sampling water coming 入射油光份源浓 度 测 量 单 f元rom sampling pump enters into the inlet of oil content Incident Oliigl Cho nttesnot Mue ra csuere U nmits easuring unit and flows back to main discharge pipe from outlet. The optical measuring cell converts the oil content transfor取m样a头tion of sampling water passing
成品油智慧监管系统建设方案

实时监控:对油品 运输过程中的异常 情况进行实时监测 和预警
快速响应:一旦发 生异常情况,系统 能够快速启动应急 预案,协调各方资 源进行处置
数据分析:对历史 应急处置数据进行 挖掘和分析,为优 化应急预案提供数 据支持
预案管理:对应急 预案进行动态管理 ,根据实际情况及 时更新和完善预案 内容
数据采集方式:通 过传感器、RFID 等技术实现
需求调研与分 析:了解用户 需求,明确系 统功能和性能
要求
方案设计:根 据需求调研结 果,设计系统 架构、数据库 结构、界面布
局等
系统开发:按 照设计方案, 进行系统编程、 数据库搭建和
界面制作
测试与调试: 对开发完成的 系统进行测试 和调试,确保 系统稳定性和
性能达标
开发阶段:根据需求分析,进行系统设计、编码和模块开发 测试阶段:对系统进行单元测试、集成测试和系统测试,确保系统功能和性 能达标 修复阶段:针对测试阶段发现的问题,进行修复和完善
提高监管效率,减 少人工干预
降低企业运营成本, 优化资源配置
增强产业竞争力, 开拓市场空间
促进技术创新,推 动产业升级
提高监管效率,减少人力成本 降低企业运营风险,保障油品ቤተ መጻሕፍቲ ባይዱ量 促进能源行业可持续发展 提升社会整体效益,推动经济繁荣
汇报人:
数据采集内容:包 括油品信息、流量、 温度等
数据采集频率:根 据实际需求设定, 可实时或定时采集
数据采集安全:采 用加密传输和存储 技术,确保数据安 全
数据存储:采用分布式存储 架构,实现海量数据的存储 和管理
数据采集:利用物联网技术, 实时采集油品信息,确保数 据准确可靠
数据处理:利用云计算技术, 对海量数据进行高效处理和 分析
智慧加油站管控系统设计设计方案

智慧加油站管控系统设计设计方案智慧加油站管控系统为加油站提供管理和监控的解决方案。
这个系统的设计方案涵盖了如下主要技术和功能:一、硬件设备1. 服务器:为系统提供主要计算和存储能力。
2. 监控摄像头:用于实时监控加油站的各个区域,保障站内安全。
3. 传感器:用于监测加油机状态、储油罐油量、环境温湿度等。
4. 网络设备:连接各个硬件设备,提供数据传输和通信能力。
二、软件系统1. 数据采集与存储:通过传感器和监控摄像头采集实时数据,并存储在数据库中。
2. 实时监控与告警:通过监控摄像头实时监控加油站,检测异常情况并及时发送告警信息给相关人员。
3. 油品库存管理:记录储油罐油量,并在油品达到安全储存上下限时报警提醒。
4. 加油机管理:记录加油机使用情况,包括加油量、加油员等信息,提供加油记录查询功能。
5. 财务管理:记录加油站的日销售额、加油员工资等财务信息,提供财务报表和统计功能。
6. 客户管理:记录加油站客户信息,提供客户积分、优惠等管理功能。
7. 员工管理:管理加油站员工信息、工资结算等,提供员工考勤和工资管理功能。
三、系统特点1. 实时监控:通过摄像头实时监控加油站,及时发现异常情况。
2. 自动报警:在出现异常情况时,系统能够自动发送报警信息给相关人员,提高应急响应能力。
3. 数据统计与分析:系统能够对加油站的各项数据进行统计和分析,提供数据报表和图表供决策参考。
4. 移动端支持:系统提供移动端应用,方便管理人员随时随地查看和管理加油站。
四、系统实施步骤1. 设备配置和网络建设:根据加油站的实际情况,配置服务器、摄像头、传感器等硬件设备,并建设稳定可靠的网络。
2. 软件开发和定制:根据加油站的管理需求,开发和定制系统软件。
3. 系统测试和调试:对系统进行整体测试和调试,确保系统的稳定运行。
4. 培训和上线:对加油站管理人员进行培训,使其熟悉系统的使用和操作,并正式上线使用系统。
总之,智慧加油站管控系统通过实时监控、自动报警和数据统计分析等功能,能够提高加油站的管理效率和安全性,提供决策支持和业务分析,为加油站提供全面的管理和监控解决方案。
石化盈科

废油回收管理制度

废油回收管理制度目录一、前言 (3)1.1 制定背景与目的 (3)1.2 适用范围 (4)1.3 效力说明 (4)二、废油回收管理原则 (5)2.1 统一管理 (6)2.2 责任明确 (7)2.3 依法合规 (8)三、废油回收管理组织架构 (9)3.1 废油回收管理中心 (10)3.2 质量监督与检验机构 (11)3.3 运营操作部门 (12)四、废油回收规划与建设 (13)4.1 回收网络布局 (14)4.2 回收设施设计与建设标准 (15)4.3 满足回收需求的能力规划 (16)五、废油回收质量管理 (17)5.1 回收油品质量标准 (18)5.2 质量检测与监控措施 (19)5.3 不合格油品的处理流程 (20)六、废油回收作业流程 (21)6.1 回收流程概述 (22)6.2 收集与运输过程管理 (22)6.3 加工与再生过程规范 (23)6.4 废油回收过程中的安全与环保要求 (25)七、废油回收经营管理 (26)7.1 计划与预算管理 (27)7.2 成本控制与盈利分析 (28)7.3 绩效评估与奖惩机制 (29)八、废油回收信息化管理 (30)8.1 信息系统建设目标 (31)8.2 数据采集与传输技术 (32)8.3 信息分析与利用 (34)九、废油回收培训与教育 (35)9.1 员工培训计划 (36)9.2 培训内容与方式 (36)9.3 培训效果评估 (38)十、废油回收应急管理与事故处理 (39)10.1 应急预案制定 (40)10.2 应急资源准备 (41)10.3 应急响应与处置程序 (42)十一、废油回收政策与法规遵循 (43)11.1 国家法律法规与政策解读 (44)11.2 行业标准与规范遵循 (45)11.3 政府部门沟通与协调 (46)一、前言为了规范废弃油脂的回收行为,提高废弃油脂的资源化水平,保障环境安全,促进经济社会的可持续发展,特制定本管理制度。
本制度旨在明确废弃油脂回收的管理职责、回收标准、回收途径、处理工艺、利用途径、监管措施等方面的内容,为废弃油脂的回收管理工作提供有力的制度保障。
加油站油库二三维一体化平台解决方案

加油站油库二三维一体化平台解决方案一、内容概览在这个数字化时代,加油站和油库的管理越来越复杂,我们需要一个更加智能、高效的解决方案来应对挑战。
这个二三维一体化平台就是为了解决这个问题而诞生的,那么什么是二三维一体化平台呢?简单来说就是通过先进的技术手段,把加油站和油库的二维信息和三维模型结合起来,形成一个全方位、立体的管理平台。
这个平台都能帮我们做些什么呢?首先它可以实时监控加油站和油库的运行情况,包括油量、设备状态等,就像给加油站和油库装上了一双“眼睛”。
其次它还能帮助我们更好地规划和管理资源,比如加油站的布局、油库的存储等。
这样我们就能更好地提高加油站的效率和油库的安全性,而且这个平台操作起来非常简单,就像我们用手机APP一样,一看就会。
那么这个解决方案的好处有哪些呢?首先它能提高我们的工作效率,让我们更好地管理加油站和油库。
其次它还能提高安全性,减少事故发生的可能性。
它还能帮助我们更好地规划未来,让我们的业务更加顺畅。
这个二三维一体化平台解决方案就像是给我们的加油站和油库请了一个得力的“助手”,让我们的工作更加轻松、高效、安全。
接下来我们就来详细了解一下这个解决方案的具体内容。
1. 背景介绍:随着加油站业务的快速发展,对油库管理提出了更高的要求随着加油站业务的迅猛扩张,加油站油库的管理面临着前所未有的挑战。
大家都知道,加油站是保障社会车辆正常运行的“能量补给站”,而油库则是加油站的心脏部位。
但是传统的油库管理方式已经无法满足日益增长的业务需求,我们需要一个更高效、更智能的解决方案来应对挑战。
因此构建加油站油库的二三维一体化平台成为了当下亟需解决的问题。
通过该平台,我们能直观地展现和管理油库的运行状况,从而提升管理效率和安全性能。
接下来就让我们一起探讨这个解决方案吧!2. 二三维一体化平台的重要性及其在提高油库管理效率中的作用在当今这个信息化高速发展的时代,我们面对的是一个巨大的挑战和机遇。
成品油系统实施方案

成品油系统实施方案一、背景介绍成品油系统是指将原油经过加工、精制、储存、运输等环节后得到的成品油产品的生产、储存、运输、销售等全过程管理系统。
成品油系统的实施方案对于石油行业的发展和生产效率具有至关重要的意义。
二、目标和意义1. 目标:建立高效、安全、环保的成品油系统,提高成品油生产和供应效率,满足市场需求。
2. 意义:成品油系统实施方案的制定和执行,可以有效规范成品油生产和供应流程,提高生产效率,保障产品质量,降低生产成本,提高企业竞争力。
三、实施方案1. 完善生产管理体系:建立健全的生产计划、生产调度、生产执行等管理体系,确保生产过程高效有序进行。
2. 强化质量管理:严格执行质量标准,加强原料采购、生产工艺、产品检测等环节的质量控制,确保产品质量稳定可靠。
3. 加强安全生产:建立安全生产责任制,加强安全教育培训,完善安全生产管理制度,确保生产过程安全可控。
4. 优化供应链管理:建立健全的供应商管理体系,加强与供应商的合作与沟通,优化供应链,提高供应效率。
5. 提升信息化水平:引入先进的信息化管理系统,实现生产过程的数字化、智能化管理,提高生产效率和管理水平。
6. 加强环保治理:加强环保设施建设,严格执行环保政策法规,降低生产对环境的影响,实现绿色生产。
四、实施步骤1. 制定实施计划:根据实施方案,制定详细的实施计划,明确任务分工和时间节点。
2. 资源准备:充分准备实施所需的人力、物力、财力等资源,确保实施顺利进行。
3. 组织实施:成立实施领导小组,明确责任人,组织实施各项措施。
4. 监督检查:建立健全的监督检查机制,对实施过程进行全程监控,及时发现和解决问题。
5. 效果评估:对实施效果进行评估,总结经验,不断完善和提升成品油系统的管理水平。
五、预期效果1. 生产效率提升:通过实施方案,生产过程更加高效有序,生产效率得到提升。
2. 产品质量稳定:严格执行质量管理制度,产品质量得到稳定保障。
3. 安全生产保障:加强安全生产管理,生产过程更加安全可控。
汽油调和在线优化控制系统的开发及应用

2 io e n d o P to h mia . Lt ., n d o 6 5 0, i a .S n p cQig a er c e c lCo , d Qig a ,2 6 0 Chn )
Ab t a t Th d a c d o tma c n r l e h o o y s p l d t t e i ln i g p o e s o sr c : e a v n e p i l o t o t c n l g i a p i o h o l e d n r c s t ma e e b k ma i u u e o x e sv o p n n , o c n r ls rc l h u l y o l n e a o i e t o to a h x m m s f e p n i e c m o e t t o t o t i ty t e q a i fb e d d g s l , o c n r l c t n e
老板推CCS系统解决厨房油污核心问题
龙源期刊网
老板推CCS系统解决厨房油污核心问题
作者:
来源:《中国电子报》2016年第28期
本报讯 4月21日,地球日的前一天,老板电器推出CCS中央净化系统,在厨房领域发动了一场绿色革命。
老板电器CCS项目技术总监何峰表示,从油烟污染角度来讲,所有污染源集中处理会更台适。
老板电器把产品做成“单户个体形式”,用绿色环保概念来推进房地产工程发展。
据了解,食物与食用油在高温下会产生的多种物质,吸入人体后对细胞的伤害极大,CCS中央净化系统中楼顶静电式净化通风设备,能够针对居民排在公共烟道中的油烟进行专项处理。
针对这些化合物吸附处理使用离心式风机,净化效果达90%以上。
CCS系统离心式风机强劲,按居
民楼20层全开计算,能够让公共烟道高峰期的排烟效率提升40%以上。
(文编)。
油气企业数字化转型评价指标体系建设与实践

油气企业数字化转型评价指标体系建设与实践目录1. 内容描述 (2)1.1 数字化转型的概述 (3)1.2 油气行业数字化转型的背景及意义 (4)1.3 文献综述与研究动机 (5)2. 文献回顾 (7)2.1 数字化转型理论框架 (8)2.2 数字化转型案例解析 (9)2.3 评价指标体系的应用实践 (11)3. 构建油气企业数字化转型评价指标体系 (12)3.1 指标体系设计原则 (14)3.2 指标维度与要素划分 (15)3.3 指标的权值确定 (17)3.4 指标值的采集与计算 (17)4. 油气企业数字化转型外部环境分析 (19)4.1 宏观经济与政策环境 (20)4.2 技术创新与发展趋势 (22)4.3 市场竞争环境 (23)5. 油气企业数字化转型内部条件分析 (24)5.1 企业战略与认知 (25)5.2 技术应用与基础设施 (27)5.3 组织变革与管理支持 (28)6. 油气企业数字化转型成熟度评估 (29)6.1 模型的构建方法 (30)6.2 案例研究与评估实例 (31)6.3 成熟度级别划分及其应用 (32)7. 实施策略与建议 (33)7.1 战略制定与路径规划 (35)7.2 关键技术与工具的选择 (36)7.3 组织文化与变革管理 (37)8. 结论与展望 (38)8.1 主要研究发现 (40)8.2 实践建议 (41)8.3 未来研究方向 (42)1. 内容描述探讨在全球数字化趋势下,油气行业信息化建设的必要性,分析油气企业数字化转型的背景,以及数字化转型对企业发展的重要作用。
介绍油气企业数字化转型评价指标体系的框架设计,包括设计原则、评价维度、关键指标的选取及其权重分配等。
详细阐述每个关键指标的定义、数据来源、计算方法及其对数字化转型的影响。
信息化建设程度、大数据应用水平、智能制造程度、数字化人才储备等。
分享油气企业在实施数字化转型过程中所采用的具体策略,包括信息系统的建设、数据分析的应用、智能制造的实践、数字化人才培训等。
智慧加油站加气站成品油库视频监管系统平台建设综合解决方案

该设备是网络传输层的重要组成部分,负责将前 端感知层采集的视频图像和数据传输到平台,同 时将平台的控制指令传输到前端感知层。
视频监控设备
该设备是前端感知层的重要组成部分,负责实时 感知和采集加油站、加气站和成品油库现场的视 频图像和数据。
传感器
该设备是前端感知层的重要组成部分,负责实时 感知和采集加油站、加气站和成品油库现场的数 据信息。
当监测数据超过设定阈值时,系 统自动发出实时报警信号,提醒 相关人员处理。
报警记录
系统自动记录报警信息,方便查询 和处理。
智能分析模块
数据分析
01
对采集的数据进行深入分析,如趋势分析、异常检测等,为决
策提供支持。
预测性维护
02
通过数据分析,实现预测性维护,提前发现潜在问题,降低维
修成本。
优化建议
03
• 智慧加油站加气站成品油库视频监管系统平台发 展趋势与展望
01
智慧加油站加气站成品油库视频监管系统
平台概述
平台建设的背景和意义
背景
随着加油站、加气站和成品油库的数量不断增加,安全事故 和非法操作等问题也随之增加,为了提高安全监管效率和规 范操作,需要进行视频监管系统平台建设。
意义
通过视频监管系统平台的建设,可以实现实时监控、远程监 管、异常情况及时处置等功能,提高安全监管的效率和精度 ,有效预防和减少安全事故的发生,保障人民生命财产安全 。
平台应用案例介绍
某市加油站视频监管系统
该系统采用了高清摄像头、数字视频录像机和远程监控管理系统等设备,实 现了对全市加油站的实时监控和数据记录,提高了加油站的安全防护和管理 水平。
某石油公司成品油库视频监管系统
石油化工生产自动化系统(厂调、装调)调试报告模板

石油化工生产自动化系统(厂调、装调)调
试报告模板
1. 调试报告概述
本次调试报告旨在总结石油化工生产自动化系统的厂调和装调
过程,记录调试结果和问题解决情况,确保系统正常运行。
本报告
由以下几个部分组成:系统概述、调试过程、调试结果和问题解决。
2. 系统概述
介绍石油化工生产自动化系统的整体结构、功能和工艺流程。
详细描述各个子系统以及各个部分的关键设备,包括但不限于传感器、控制器、执行机构等。
3. 调试过程
描述厂调和装调的详细过程,包括调试的时间、地点、参与人
员和所使用的设备。
按照调试流程逐步记录调试过程中的关键环节
和碰到的问题。
4. 调试结果
列出每个调试环节的结果,包括参数设置、设备运行状态等。
记录每个环节中出现的问题和解决方案,确保问题解决后的稳定性
和可靠性。
对于每个环节的结果可以使用表格、图表等形式进行展示。
5. 问题解决
总结在调试过程中出现的问题,分析问题原因并提供解决方案。
对于无法解决的问题,描述可能的后续处理措施,以确保系统最终
能够正常运行。
6. 总结与建议
对调试结果进行总结和评估,分析系统的性能和稳定性,提出
进一步改进的建议。
对整个调试过程进行回顾,总结经验教训,并
为后续类似项目的调试工作提供参考。
7. 参考资料
列出参考过的文献、标准和技术手册等相关资料的清单。
---
以上为《石油化工生产自动化系统(厂调、装调)调试报告模板》的基本框架和要求。
请根据实际情况填写详细内容,并根据需要适
当调整和扩充各个部分。
HYSYS原油稳定工艺模拟优化培训教程
HYSYS原油稳定工艺模拟优化培训教程一、HYSYS软件概述HYSYS是由美国AspenTech公司开发的一种化工过程模拟软件,广泛应用于石油、化工、制药、食品等行业的流程设计和优化中。
它具有直观的操作界面、强大的模拟计算能力和多种工艺模型,能够对各种流程进行稳态和动态模拟,并进行优化。
二、HYSYS软件安装与界面介绍1.安装HYSYS软件并进行注册;2.启动HYSYS软件,进入主界面;3.了解主界面的各个功能区,如工程拓扑图、物流图、热力图等;4.创建新工程文件并添加物料流和热力参数。
三、基本操作与模拟1.了解物料流的基本概念,如密度、黏度、沸点等;2.创建物料流,并设置其流量、物料性质等参数;3.在工程拓扑图中添加装置单元,如加热炉、冷凝器等;4.通过连接装置单元和物料流,建立整个工艺流程;5.设置装置单元的操作参数,如温度、压力等;6.进行稳态模拟计算,并分析计算结果。
四、原油稳定工艺模拟与优化1.了解原油稳定工艺的基本流程和原理,如加热、冷凝、分馏等;2.创建原油物料流,并设置其物料性质和流量;3.添加加热炉和冷凝器等装置单元,并设置其操作参数;4.通过连接装置单元和物料流,建立原油稳定工艺流程;5.进行稳态模拟计算,分析各个装置单元的工艺参数,如温度、压力等;6.设置优化目标,如提高产品收率、降低能耗等;7.通过调整工艺参数,进行优化计算;8.分析优化结果,并进行后续调整和优化。
五、案例分析与实践操作1.选择一个实际的原油稳定工艺案例进行分析;2.根据案例中的工艺流程和参数要求,建立HYSYS模型;3.进行稳态模拟计算,并分析计算结果;4.设置优化目标和参数,并进行优化计算;5.分析优化结果,并提出优化建议;6.进行后续调整和优化,验证优化效果。
通过以上教程的学习和实践,可以掌握HYSYS软件的基本操作和原油稳定工艺模拟优化的方法,提高工程设计和优化能力。
同时,还可以进一步学习HYSYS软件的高级功能和应用,如动态模拟、控制策略优化等,实现更加全面的工艺优化效果。
加油站仪表自动化控制系统要求和控制参数

加油站仪表自动化控制系统要求和控制参数
加油站的仪表自动化控制系统是用来监测和控制加油站的液位、压力、温度等参数,确保加油站运行安全和高效。
以下是一些常见的要求和控制参数:
1. 液位控制:系统应能监测和控制油罐的液位,确保不超过安全限制,并自动停止加油操作。
2. 压力控制:系统应能监测和控制加油站内部的压力,保持在安全范围内,并确保油品正常流动。
3. 温度控制:系统应能监测和控制加油站内部的温度,以确保油品储存和加油过程中的安全性和质量。
4. 流量控制:系统应能监测和控制加油机加油过程中的流量,保持合适的加油速度,避免过度加注或浪费。
5. 报警功能:系统应具备报警功能,当出现异常情况时,能及时发出报警信号,以便进行处理和维修。
6. 安全防护:系统应具备防爆、防静电等安全措施,确保加油站的安全运营。
请注意,具体的要求和控制参数可能根据加油站的规模、设备和法律要求等因素而有所不同。
建议咨询专业的设计和安装公司以获取准确的信息。
油库自动化系统

油库自动化系统油库自动化系统是一种集成为了现代化技术和设备的系统,旨在提高油库管理的效率和安全性。
该系统通过自动化控制和监测,实现了对油库内油品的储存、运输和销售过程的全面管理。
一、系统架构油库自动化系统由以下几个主要组成部份构成:1. 监测与控制单元:负责对油库内油品的储存、运输和销售过程进行实时监测和控制。
该单元包括传感器、仪表、PLC(可编程逻辑控制器)等设备,用于采集和处理各种数据,并根据预设的逻辑进行控制操作。
2. 数据管理单元:负责对监测数据进行存储、处理和分析。
该单元包括数据库、服务器和数据分析软件等设备,用于存储大量的监测数据,并提供数据查询、报表生成和数据分析等功能。
3. 远程监控与管理单元:负责对油库系统进行远程监控和管理。
该单元包括远程监控终端、通信设备和远程监控软件等设备,用于实时监控油库系统的运行状态,并进行远程操作和管理。
4. 安全保护单元:负责对油库系统的安全进行保护。
该单元包括火灾报警系统、防爆设备、视频监控系统等设备,用于监测油库系统的安全状态,及时发现和处理安全隐患。
二、功能特点油库自动化系统具有以下几个功能特点:1. 实时监测:系统能够实时监测油库内油品的储存量、温度、压力等参数,并将监测数据反馈给操作人员。
操作人员可以通过监控终端实时了解油库的运行状态,及时进行调整和处理。
2. 自动控制:系统能够根据预设的逻辑和参数,自动进行油品的储存、运输和销售过程的控制。
例如,当油库内油品的储存量低于一定阈值时,系统会自动启动加油泵进行补给,以保证油品的供应。
3. 远程管理:系统支持远程监控和管理,操作人员可以通过远程监控终端实时了解油库的运行状态,并进行远程操作和管理。
这样,即使操作人员不在现场,也能够及时处理各种问题。
4. 安全保护:系统具备火灾报警、防爆和视频监控等安全保护功能,能够及时发现和处理安全隐患,保障油库系统的安全运行。
5. 数据分析:系统能够对监测数据进行存储、处理和分析,为管理人员提供数据查询、报表生成和数据分析等功能。
汽油在线调和系统的运行分析

汽油在线调和系统的运行分析摘要:本文介绍了汽油在线调和系统在某石化公司汽油自动调和过程中的应用,对调和系统的运行步骤进行了详细介绍,对投用过程中存在的问题进行了分析,并提出了相应的整改措施。
关键词:汽油 RON 在线调和1.汽油在线调和系统的介绍目前调和技术分为两种,一种为人工调和技术,另一种是在线调和技术,某石化公司汽油调和采用某公司自动调和系统和近红外光谱分析仪的先进技术方案,通过DCS控制系统和调和优化软件,实现汽油在线连续调和,完成多个牌号生产的目的。
2.在线调和系统组成汽油在线调和系统分三部分组成,主要是调和订单管理、产品质量优化模块和调和控制模块。
调和订单管理负责调和罐配方管理和调和订单管理;产品质量优化模块包括控制软件包和产品罐质量预估软件包,优化模块中的核心是在线近红外分析仪系统,简称分析小屋,分析小屋正常投用后,油品在线调和系统方可实现投用,该公司近红外分析仪采用的是爱文思在线傅立叶NR805AG 4 通道近红外光谱分析仪。
调和控制模块主要负责参与调和的各个组分流量设定值,负责监控和调整各个参与调和组分的流量值与设定值, 通过记忆和补偿。
3.汽油池组分介绍汽油是由烷烃、烯烃和芳烃组成的事宜馏程范围的混合物,汽油池组分主要包含催化汽油、芳烃汽油、异构化汽油、MTBE、异辛烷、加裂轻石脑油。
4.调和工艺各组份汽油自装置进入汽油组份罐,调合线开启后各组份汽油及添加剂按比例通过组份调合泵打入调合线,每种组分设置质量流量计,富裕油通过返回线回流至原储罐,经过静态混合器调合后送入汽油成品罐内储存。
5.投用工况5.1数据采集汽油在线调和系统投用前,需要将汽油池组分重要性质逐一分析,每种组分需要30组待分析油品的分析数据,每组分析样品12种。
5.2光谱数据的预处理分析仪探头在获得的原始光谱除了样品的光谱信息外, 不可避免地带有来自其他噪声和基线漂移的影响。
采集到的样品的近红外光谱必须按照马氏距离等分析方法进行谱图预处理,确保所采光谱真实可靠。
贝利摩汽油燃料管控系统B221 技术数据表说明书
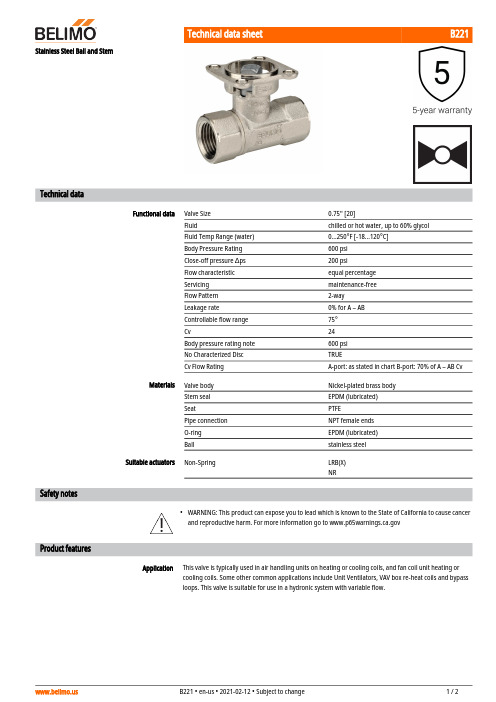
B221•ApplicationStainless Steel Ball and StemTechnical dataFunctional dataValve Size 0.75" [20]Fluidchilled or hot water, up to 60% glycol Fluid Temp Range (water)0...250°F [-18...120°C]Body Pressure Rating 600 psi Close-off pressure ∆ps 200 psiFlow characteristic equal percentage Servicing maintenance-free Flow Pattern 2-way Leakage rate0% for A – AB Controllable flow range 75°Cv24 Body pressure rating note 600 psi No Characterized Disc TRUECv Flow RatingA-port: as stated in chart B-port: 70% of A – AB Cv MaterialsValve body Nickel-plated brass body Stem seal EPDM (lubricated)SeatPTFEPipe connection NPT female ends O-ring EPDM (lubricated)Ballstainless steel Suitable actuatorsNon-SpringLRB(X)NRSafety notesWARNING: This product can expose you to lead which is known to the State of California to cause cancer and reproductive harm. For more information go to Product featuresThis valve is typically used in air handling units on heating or cooling coils, and fan coil unit heating or cooling coils. Some other common applications include Unit Ventilators, VAV box re-heat coils and bypass loops. This valve is suitable for use in a hydronic system with variable flow.Flow/Mounting detailsDimensional drawingsARB N4, ARX N4, NRB N4, NRX N4A B C D E F11.4" [289] 2.7" [69]7.8" [199]7.1" [181] 3.1" [80] 3.1" [80]LFA B C D E F8.6" [218] 2.7" [69] 6.3" [159] 5.6" [142] 1.8" [46] 1.8" [46]LRX120-3••••••On/Off, Floating Point, Non-Spring Return, AC 100...240 VTechnical dataElectrical dataNominal voltageAC 100...240 V Nominal voltage frequency 50/60 Hz Power consumption in operation 2 W Power consumption in rest position 0.5 WTransformer sizing 4 VA (class 2 power source)Electrical Connection18 GA appliance cable, 3ft [1m] 10ft [3m] and 16ft [5m], with 1/2" conduit connector, degree of protection NEMA 2 / IP54Overload Protectionelectronic thoughout 0...90° rotation Functional dataInput Impedance 600 ΩDirection of motion motor selectable with switch 0/1Manual override external push button Angle of rotation 90°Angle of rotation note adjustable with mechanical stop Running Time (Motor)default 90 s, variable 150, 90, 45, 35 s Running time motor variable 150, 90, 45, 35 s Noise level, motor 35 dB(A)Position indicationMechanically, pluggable Safety dataDegree of protection IEC/EN IP54Degree of protection NEMA/UL NEMA 2 UL Enclosure Type 2Agency ListingcULus acc. to UL60730-1A/-2-14, CAN/CSAE60730-1:02, CE acc. to 2014/30/EU and 2014/35/EU; Listed to UL 2043 - suitable for use in air plenums per Section 300.22(c) of the NEC and Section 602.2 of the IMC Quality Standard ISO 9001Ambient temperature -22...122°F [-30...50°C]Storage temperature -40...176°F [-40...80°C]Ambient humidity max. 95% r.H., non-condensing Servicingmaintenance-free WeightWeight1.1 lb [0.50 kg]Safety notesCable for ZIP-RS232 US and ZIP-USB-MP US to Belimo gateways.Battery Back Up System for SY(7~10)-110120 to 24 VAC, 40 VA transformer.Cable for ZTH US to actuators w/o diagnostics socket.50% voltage divider kit (resistors with wires).PC Tool computer programming interface, serial port.LRX120-3 Electrical installationINSTALLATION NOTESActuators with appliance cables are numbered.Provide overload protection and disconnect as required.Actuators may be connected in parallel. Power consumption and input impedance must be observed.Meets cULus requirements without the need of an electrical ground connection.Warning! Live Electrical Components!During installation, testing, servicing and troubleshooting of this product, it may be necessary to workwith live electrical components. Have a qualified licensed electrician or other individual who has beenproperly trained in handling live electrical components perform these tasks. Failure to follow all electricalsafety precautions when exposed to live electrical components could result in death or serious injury.On/Off AC 100...240 V Floating Point AC 100...240 V。
油品调和装置PLC控制系统

罐 式调 和 就 是把 所 要调 和 的每 种 组 分 油 、2 # 基础油 、添加剂 、卸料 四个 控制阀所 为活 动步 ,M 0 . 2 变为 不活动 步 ,Q O . 3 为1 状 按经验 比例确定 好后 ,分别输转 到同一个 油
罐 内 ,然 后通 过 一 台机 泵 将 罐 内 的油 品抽 取 ,再打 回到 同一个罐 内循 环均匀 后 ,进 行
将 物料搅 拌均匀 ,调和成产 品。该 设备全部 C P U 2 2 6 基 本单 元 ( 2 4 入/ 1 6 出,A C / D C 继 电器 为 罐重是 ,M O . 0 变为活 动步 ,M 0 . 6 变为不活 操作有计 算机控 制,计量精 度高 ;同时有洗 输 出方 式) 动步 。 。 涤 调和罐 的操作 ,通过灌顶 两个清洗 头 ,将 表1 - 4 是P L C 的I / O 定 义、分 配表和 中 间 在程序 的第一 个扫描 周期 ( S M O . 1 = 1 ) 清 洗油喷入 调和罐 ,对调和 罐罐壁 、灌底有 变量使用 分配表 。 设 置重要参 数。初始化对 于每一套 系统程序 很好 的清 洗作用 ,能避 免不 同油 品间相互污 顺序 控 制 就 是按 照生 产 工 艺预 先 规定 都是必 需的,每一次P L C 上 电或对P L C 强制 复 染 , 以保 证每 罐 成 品油 的质 量 。但 在 需要 的顺序 ,在 各个输 入信号 的作用 下,根据 内 位 都要初始 化,主要是 对在程序 中使用到 的 用 基础油清 洗油罐 是, 需要 带搅拌器 的成 品 部状态和 时间 的顺序 ,在生产 过程 中各个执 P L C 各 种计 数器 、定时 器 、寄存器 等进 行复
【 关键词 】油 品调和 ;P L C ;监控
一
、
拔头油调和项目技改

拔头油调和线项目技改
1.本项目实施的目的和意义
C5拔头油由装置生产经生产线进入G503、G504。
技改前需要调和拔头油时必须经调和泵转进成品罐进行调和,技改后需要调和拔头油时,在泵房后打开拔头油生产线与调和线连接阀门,就能实现不启泵在线条和的目的。
这样在不启泵的情况下实现调和成品油的目的,既能节约调和时间也能节约能耗。
2.详细技术改造内容
项目部按照设计施工C5拔头油由装置生产经生产线进入G503、G504。
专门安装了一台调和泵,调和时启泵经泵出口调和线转进成品罐进行调和。
装置投用后车间经过实际使用及现场勘察,在泵房后拔头油生产线与调和泵出口管线仅2米距离,只需要在拔头油生产线与泵出口调和线连接一个阀门就能实现在线调和,调和时关闭罐底阀门打开连接阀,拔头油经调和线进入成品罐就能实现调和目的。
3.应用效果评价
该技改项目实施运行后能实现了以下优点:
3.1操作简单方便实用,能缩短调和时间。
3.2能实现节约能源的效果。
4.经济效益及社会效益
该项目实施共用DN80管线2米、DN80阀门1个。
经济效益:
4.1调和不用启泵节约电力及施泵损耗。
4.2操作简单方便实用,有利于安全生产。
4.3能缩短调和时间,以便于能及时调和成品。
5.项目实施人员及其作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
BOSS 成品油调和优化及监控系统Invensys公司的调和优化及监控系统(BOSS)是一套用于炼油厂成品油或进料原油调和优化的先进技术。
其应用范围包括RFG,成品汽油,成品柴油,燃料油,和原油。
BOSS具有悠久的历史,为世界各地炼油厂提高效益作出了巨大的贡献。
BOSS的效益在于成功降低成本,减低质量过剩,减低库存需求量,并且最大限度增加高值产品的产率。
BOSS通过利用独特的经济指标和对操作员的指导来保证持续的效益结果。
它通过最大限度地利用最低价值的调和组分把调和成本降到最低。
BOSS对操作员提供实时在线专家指导,减低或消除了重复调和。
BOSS的操作界面和工程组态简单直观,避免了用户在使用和维护上对厂商专家工程师的依赖。
该系统既可处理线性的混合参数,也可处理复杂的非线性混合现象。
BOSS可以同时优化多个调和头,每个调和头可多达24个回路和50个质量参数。
这一多头平行优化的功能使得炼油厂可以采用更高级的调和策略,统筹考虑多种油品的调和方案,从整厂优化的角度提高炼厂的经济效益。
BOSS系统建立于标准的关系数据库上,具有方便的通讯接口和报表功能。
BOSS可以方便的与各种罐区液位系统,化验室信息管理系统,计划调度系统,以及不同的DCS控制系统相联接。
调和控制方法BOSS系统可以用于现代炼厂中所能遇到的所有调和操作工况,包括:•静止组分油罐•浮动组分油罐•流通组分油罐•组分油无中间罐-组分物流直接来自于生产装置•摆动组分油或产品油罐•单一组分油罐连接到多个控制回路,并自动确定流量比的分配。
BOSS对所有相关的组分油和设备情况进行详细的检验,并提供严格完善的调和模型来完成高标准的优化操作。
BOSS 在调和操作开始前,首先计算出一个优化的初始调和配方,该配方的优化是基于下列参数计算的:•调和组分油的质量指标•调和组分油流量比的限制条件•最终产品油的质量指标范围• RFG的质量指标规范•调和组分油的成本•调和操作与计划调度指令不完全符合的代价•产品油质量过剩的浪费与代价•油罐中残留液的体积和重量在调和过程中,BOSS将根据在线分析仪的测试结果对每一个控制回路的调和比重新进行优化计算。
BOSS既可以处理静态的也可以处理动态的调和组分油罐的质量参数。
在整个调和过程中,BOSS保持对所有调和组分油的供应量或剩余量的变化进行跟踪计算,检查其供应量是否能满足调和流量比的要求。
对所有的组分油罐,BOSS同时考虑每一个油罐的现有库存,流出量,和流入量所导致的变化。
BOSS将对所预见的所有油罐超载或抽干的现象提前发出警报。
BOSS将自动调节流量比,把其对调和操作的影响降到最低。
除非BOSS无可行方案可寻时,操作员一般无需介于。
对于成品油罐,假如BOSS预测液位的变化和现场的液位计测量数据的差别超过预先设定的值,BOSS 将发出警报。
BOSS的操作与设置BOSS的图像界面简单易懂,方便操作员和计划调度员的使用。
操作员可以从数据库中直接选择某个提前储存好的调和计划和方案(它可以是用BOSS离线建立的也可以是用其他的调和计划软件产生的),也可以手工建立新的方案。
数据的输入大都是用菜单的选择方式,保证数据输入的正确性并减低手工打字的繁琐工作。
所有输入的数据将得到系统的检验,以保证其合理性。
调和组分的工作极限将自动定义到现场设备的操作极限。
调和操作的设置通常包括以下的内容:•选择调和头•选择调和成品油的规格•选择成品油的目的地•定义调和批量•定义调和总管流量•定义达标点(批量生产中,调和成品油达到规格指标的时间,按完成批量总量的百分比计算)•选择调和组分油,添加剂,工作罐,和工作泵的使用•假如需要的话,对调和计划,或计划中规定的上下限进行修改BOSS首先通过一次初步优化计算,对调和设置进行验证,检验其是否可行。
对发现的不可行方案(不可行方案意味着在给定的上下限条件下,成品油无法达到所规定的质量指标),BOSS将对操作员提供指导建议。
BOSS将通知用户哪几个质量指标无法实现,并提供相应的建议。
简易的方法包括对某些限量做一定的调整,改变设备的选择,或改变调和组分油的使用等。
在线指导功能BOSS在线优化的同时提供多种专家指导功能。
BOSS在用户指定的时间间隔对调和产品的质量参数进行实时计算。
现场分析仪的在线测试数据则用来对计算值进行校正。
当现场分析仪出现故障,BOSS 将转换为模型预估方法对调和质量参数进行控制。
在整个调和过程中,BOSS保持对调和产品质量进行检测,并及时更正出现的任何质量偏差。
在每一个优化周期,BOSS进行如下的步骤:•采集所需数据,并存入目前的调和数据库•检查所有调和组分油是否具备足够的量来完成调和任务•利用在线分析仪或模型预估方法对调和产品进行质量检验•计算罐中残留液对调和产品的质量影响,统计优化控制周期实施的次数,和在线分析仪数据的使用率。
这些统计数据将保留用作统计调和系统的运行状况的好坏。
• BOSS将把所计算的调和质量目标限制在分析仪的正常测量范围,以保障分析仪反馈数据的有效性。
•检验分析仪数据的可靠性。
检验不合格的分析仪数据将不会用来进行优化控制。
分析仪数据的检验包括:o范围检查 – 分析结果是否在用户规定的有效范围内o冻结信号检查 – 分析仪的结果是否正常移动o反应时间检查 -- 分析仪是否在规定时间内反馈信息o工作状态检查 -- 分析仪和其与控制系统的通讯是否处于正常工作状态o对NMR(或NIR)检查其模型是否超出正常测量范围•利用模型预估计算对比分析仪数据和模型计算数据的差别。
两者的差别不能超过用户规定的范围。
当BOSS判断分析仪数据不合格时,模型计算将替代分析仪数据•基于分析仪反馈数据更新调和模型•发出执行指令给优化器和控制器。
当发现无解的情况,BOSS将对操作员提供更改调和设置的建议。
通常BOSS会提供多种有效选择,指导操作员如何调整极限条件,或选用不同的运行设备等。
•下摘新的优化调和比到数字式调和控制器•对发现的任何非正常现象发出声音和图象报警在调和过程的任何时候,BOSS允许操作员随时改变调和组分油罐,选用不同的调和运行设备,更改总管流量,设定新的添加剂量,或者更改组分计划的上下限。
调和产品的质量整合BOSS利用验证后的分析仪结果和模型预估的质量标准来进行调和产品的质量整合。
分析仪结果在下列条件满足的情况下得到使用:•所有的检验都得到通过•分析仪显示“正常工作”的指示信号•所有来自于NMR或NIR的质量指标都在正常的范围•采样系统处于正常工作状态质量整合是基于标准状态下的体积作为依据。
非线性的质量混合将使用特定的非线性调和计算包进行。
质量整合在预先设定的频率间隔不间断地进行。
产品罐残留液的影响与更正为确保产品油的质量指标在规定的范围内,BOSS在优化计算过程中将统筹考虑调和物和产品罐内残留液对最终产品质量标准的影响。
BOSS给定的目标将在每一个优化循环中得到更新。
在每一个优化循环中,BOSS计算出新的最低和最高质量目标。
为了保证分析仪反馈的有效性,BOSS计算的质量目标将限于分析仪的测量范围内。
通过在每一个优化循环中执行这些措施,BOSS确保产品罐中的最终产品符合规定的质量标准。
控制算法BOSS的优化器首先在调和操作设定时运行一遍,算出初始的调和方案。
调和开始后,调和头上的分析仪结果将用来周期性地更新优化器和控制器,重新计算最优化的调和配方。
优化器和控制器的输入值包括以下内容:•组分油的质量•组分油的成本•计划调度配方•组分油流量比的上下限•产品质量规格•偏移计划调度配方的惩罚性代价•产品质量过剩的的浪费与代价•不合格产品的去处(适合于多调和头的平行控制)优化器和控制器的输出则是优化的组分油调和比和预估的调和头质量参数。
鉴于许多质量参数并非按体积线性混合,它们需要进行特殊的线性处理。
以下是两种常用的方法:•混合指数 (Blend Index)(比如密度,蒸溜等)- 通过转换计算包产生• Bonus Value (比如辛烷值)- 通过混合值计算包产生Bonus Value与组分油的比率相关联,因此优化器和控制器需要进行一连串的计算直到其结果得到收敛。
Bonus Value只是在调和最初设定时进行计算,调和过程中的误差将通过在线分析仪的反馈得到更正。
调和过程中重新计算Bonus Value将引进新的误差。
BOSS的主要反馈回路对调和头上优化器和控制器所预估的质量和分析仪的分析结果相对比。
其差别将输入到调和模型并对模型进行更新。
这一模型的微调在每一个优化循环中进行一次。
产品质量的控制根据调和头上的分析仪结果不间断地进行。
BOSS的次要反馈回路利用优化的产品质量来调节产品质量的规格以补偿调和过程中产品质量所产生的质量偏差。
调节后的产品质量规格在每一个优化循环中更新一次。
结合主要和次要反馈回路,及周期性的优化计算,BOSS确保产品质量不单是在规格范围内,而且在最优点。
目标函数油品调和最基本的目的是用购买的和炼厂自己生产的各种组分油混合成可以销售到市场的成品油。
调和设备的局限性,和短期内组分油的供应量必须得到遵守,炼油厂中长期的计划目标也必须得到满足。
这样的多制约条件下的问题通常具有多个解决方案,每一个都可满足产品油的规格。
多个方案的存在意味着我们可以寻找最佳的,和最具有经济效益的一个方案。
为了达到这一点,我们需要定义一个目标函数。
问题中的每一个变量,比如流量比,质量偏差等可以赋予相应的价格或成本。
通过这些价格和成本,优化器可以在给定的限制条件内寻找目标函数的最大值或最小值。
BOSS按所给的优先次序考虑以下的因素:•保证所规定的流量比的上下限•保证所有流量比总和为百分之百•成品油符合质量规格的要求•按不同组分油的供应量和价格差别,寻找最低的目标函数操作点假如调和比总和加起来不等于100%,或成品油无法调和到质量规格,BOSS将发出警报给操作员,并同时提供专家建议指导操作员寻找可行方案。
BOSS中的目标函数的应用比普通的多变量控制器有着明显的优势。
BOSS可以同时考虑偏离计划调度配方的正面的和负面的影响,和偏离成品油质量规格的正负面的影响。
在BOSS中,这个方法称为不对称代价函数。
调和模型许多质量参数对于组分比呈非线性混合规则,在调和开始之前需要转换为线性的调和指数才能进行优化计算。
BOSS具备各种类型的转换计算包。
调和指数只是用于BOSS内部使用,当需要把计算结果呈现给操作员时,BOSS把调和指数重新转化为真正的质量参数值。
计算的中间结果存在内部的数据结构中,避免多次转换计算所产生的误差积累。
在理论上,准确的调和模型可以把混合物的质量控制在规格标准上。
但在现场操作中,调和模型计算的质量参数通常是有误差的,这主要源于以下的原因:•现场测量误差(流量,温度等)•调和组分物流质量分析结果的误差•调和模型本身固有的误差基于这些原因,调和控制模型中设置了反馈控制回路。