正常检查单次抽样计划表
GB2828抽样表

版次:V1.0 (GB2828-87)AQL允收标准系数表文件号:WIPZ08
备注:1、此抽验方式为从群体中抽出一定数量的样本进行检测之标准依据。
2、群体即为抽查标准表上之批数,样本即为抽查标准表上之样品数。
3、检验时,先看送检单或标签上之数量,此数量即批数,对应表上批数之最小与最大数之间,再对应抽查水平II级找出批数横向对应之英文代码字母,再横向找出以应之样品数(即
需检数量)进行检测。
4、检测完后对应此系数表,在可接受的质量水平系数找出1.5/ 2.5的竖向位置,按箭头所指,坐标的横向与竖向交点数。
5、不同客户的要求不一样,具体要求按客户的标准为主。
页次:/。
gb2828.1-2003抽样检验

批量太少,失去抽检之意义时 检验费用极少,采全检较有利,如灯泡之点火试验 不容许不良品存在,因其会影响制品整体功能或造成致命 伤害者 检验批务必全数皆为良品,否则失去其功能,如收音机、 手表等 制程能力不足,非全数检验无法保证品质时
15
常见抽样检验计划
MIL-STD-105D/105E 此种抽样计划是美军军用标准,在许多外 资企业和国外企业应用甚广。 GB/T2828.1-2003 这是国家标准,在国内企业运用最普遍, 也是我司采用标准。 其它:艾默生多次抽样计划等 零缺陷趋势
例:一批产品共38100件,由于来自五个不同的班组,故分为五层,假定整批的
检验条件是:检验水平Ⅱ,AQL为0.65,一次正常抽样方案为(500│7,8),所需 样本量为500.每层的数量和样品在样本中所占比例以及分层抽样结果见表.
22
分层序号 1 2 3 4 5 总 计
单位产品数 30000 组的质量有明显差异,一致性不能保证,可以把每一层当成独立的批, 按各自的批量与规定的检验水平AQL值选取各自的抽样方案,分别检验判定.
23
查表步骤:
依指定的送验批量N选择批量范围; 2) 确定抽取样本大小;(先根据批量和检验水平确定样本量字码) 3) 按指定的接收质量限AQL对应下来查Ac、Re ; 注意: a) 一般检验水平有Ⅰ、Ⅱ、Ⅲ三级,除非有特别规定,都 采用Ⅱ级水平; b) 使用箭头下第一个抽样计划,如样本大小等于或超过 批量时,则用100%检验。 c) 使用箭头上第一个抽样计划。
8
二、抽样检验分类:
产品质量特征分
计数:划分为合格与不合格(计件)或只计 算不合格数(计点) 计量 :用某种与之对应的连续量进行实际测 量,并统计计算测量结果判定
弹簧出货检验规范(含表格)

弹簧出货检验规范(ISO9001-2015)1.0目的:确保产品检验的规范化﹑标准化,使产品合格.2.0范围:适用于产品入库前检查﹑出货前检查及委外加工产品验收入库检查.3.0权责:品管部IQC组4.0作业内容:4.1普通类型的弹簧检测要求4.2手机类型的弹簧检测要求4.2.1转轴弹簧:技术要求:弹簧成品符合ROHS要求,力值公差要求:±0.5KG外观:弹簧表面光滑,需电镀(盐雾测试需过8H不生锈),电镀层光亮均匀,无斑点,无发黄,无油污,无毛刺;两端需研磨,研磨两端平面需光滑和平整,垂直度重要控制,弹簧放置放水平面不歪斜。
(为防止弹簧生锈,弹簧表面无水分附着,需存放在干燥的环境里)材质要求:按客户图纸要求(转轴弹簧材质一般为琴钢线)尺寸公差要求: 线径:±0.02 mm 外(内)径: ±0.05 mm自由长:+0.1/- 0 .05mm 总圈数: +0/-0.3T寿命测试:按客户要求(五万或十万次测试弹簧不断裂)4.2.2滑轨弹簧:技术要求: 产品必须符合ROHS要求(对于三四线弹簧:弹簧压缩至极限距离时线间距需匀均,不可相互碰触;焊接位置位于两端的圆圈处,三个焊点,成十字分布,焊接牢固与否的检验方式:以3KG拉力测试无脱落为OK,焊点白亮,用显微镜检验焊点,无虚焊与漏焊;打开和关闭状况下预压力30g±10g)盐雾测试:浓度5%的盐水、测试通过48H材质要求:按客户图纸要求(滑轨弹簧材质一般为SUS301,若有垫圈和铆钉其材料为SUS303F);外观要求:弹簧表面无油污,无变形,无扭曲,平整度控制在0.15mm以下。
尺寸要求:普通尺寸:±0.15mm (三四线中心距:±0.20mm)两端需铆铆钉的尺寸:M形+/-0.03mm 扁线扭簧+0.06/-0 mm 开合力值公差要求:±20gf寿命测试:10万次后弹簧能够保证基本工作,且弹簧不断裂;测试速率30-40次来回/分钟,衰减±30%;备注: 1.委外加工产品的检验项目为外观﹑尺寸﹑混料﹑包装; 不需委外加工产品的检验项目为外观(1.2.4.6.8)﹑尺寸﹑混料﹑包装;2.客户有特列要求时按客户图纸要求检验;3. MIL-STD-105EⅠⅠ级单次抽样计划AQL=0.65抽样计划见附表1;4. 弹簧一般公差见附表2;5. 正常检验单次抽样计划表见附表3。
IQC来料检验抽样标准

交予第三者或用于其它目的。
IQC来料检验抽样标准
版本
修订内容
发行日期
A-0
初版发行
1.目的
为了保障进料品质,降低材料检验成本及失败成本,使来料检验抽样有章可循。
2.范围
本程序适用于深圳市尚霖电子有限公司承认之厂商交货产品均适用。
3.职责
3.1.IQC:判定来料品质,判定正常、加严、减量检验实施及执行正常、加严、减量检验。
5.3.减量检验依照MLL-STD-105E加严单次抽样检验计划
5.3.1外观检查水准依照II进行,允收水准为AQL:0.4,AQL:1.5
5.3.2细部尺寸及实套抽样水准依照S-4进行,以0收1退为判定标准。
5.3.3电性功能检验依照S-2水准进行抽样,以0收1退为判定标准
6作业程序说明
6.1试运行阶段的零件需100﹪全检,如全检数量超过32PCS,尺寸与电性项目需录32个数据
100全检加严检验减量检验连续检验维持至免检新料送检新料送检量产送检量产送检连续5批允收连续5批允收连续5批中有2批被拒收连续5批中有2批被拒收连续10批允收有1批拒收或生产情况不稳定有1批拒收或生产情况不稳定正常检验有1批拒收或生产情况不稳定有1批拒收或生产情况不稳定
这是深圳市尚霖电子有限公司之管制文件,只有得到本公
3.2.资材部:材料接收送验,合格/不合格材料处理及储存。
3.1.工程部:制程材料异常分析。
4.参考资料
4.1进料检验作业规范程序
5定义
5.1.正常检验:依据MIL-STD105E正常单次抽样检验计划。
5.1.1外观检查抽样水准依照II进行,允收水准AQL:0.4,AQL:1.5
5.1.2细部尺寸及实套抽样水准依照S-2进行,以0收1退为判定标准。
GB.T2828.1—2003-01

升华公司
(二)坚持按系列制定标准
自1990年代以来,ISO/TC69/SC5对ISO 2859发 展的技术策略发生了重大变化,为适应质量管 理和质量控制的技术进步,对ISO 2859基础抽 样标准采用系列标准的方式进行设计。 目前已经形成了ISO 2859-0、1、2、3、4系列, 它们是在技术内容上高度协调一致的体系。有 些ISO2859系列标准已分别转化为国家标准, 已 将计数抽样检验系列国家标准的形成推进了一 大步。
升华公司
2 .GB/T2828-1987修订原则 2.1修订GB/T2828-1987必要性:
随着科学技术的进步,适应国际贸易和技术交流的需 要,ISO/TC69/SC5对ISO2859的研究和修订工作一直 没有中断, 1989年发布ISO2859-1(第一版), 1985年发布ISO2859-2(第一版), 1991年发布ISO2859-3(第一版), 1999年发布ISO2859-4(第一版)。 ISO2859-1:1999(第二版),它与GB/T2828-1987相 比较发生了许多新的变化。对该标准提出了更高的要 求,在这种形势下,国家质量技术监督局将GB/T2828 --1987的修订列入《一九九九年制、修订国家标准项 目计划》。
升华公司
(四)突出实用性和可操作性
在保持标准的科学性、先进性的基础上, 应突出实用性、可操作性的原则,以利 于标准的推广应用。
升华公司
3.GB/T2828.1-2003概述 3.1 GB/T 2828的预期结构
GB/T 2828《计数抽样检验程序》分为以下几个部分, 其预期结构及对应的国际标准和将代替的国家标准为: 第 1 部分:按接收质量限( AQL)检索的逐批检验抽样 计划(对应ISO2859-1:1999;代替GB/T 2828-1987) 第 2 部分:孤立批计数抽样检验程序及抽样表(对应 ISO2859-2;代替GB/T15239-1994) 第3部分:跳批计数抽样检查程序(对应ISO2859-3;代 替GB/T13263-1991) 第 4 部分:对于声称质量水平的符合型评价的抽样方案 ( 对 应 ISO2859-4 ; 代 替 GB/T14437-1997 ; GB/141621993) 第10部分:计数抽样系统导则
GB2828-87(正常、加严、放宽检验单次抽样计划(主抽样表))
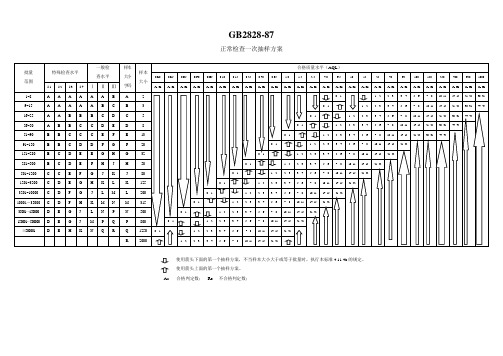
正常检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;
加严检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;
放宽检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;。
IC 来料检验报告

订单号 送检单号 抽样标准:
物料名称
物料料号
供应商
送检时间
送检数量
备注
MIL-STD-105E正常检验单次抽样计划(正常检验水平II级),AQL Crit:0; Maj:0.25; Min:0.65
检查 类别
NO
检查项目及标准要求
1 功能测试:按承认规格书组装成品测试其功能。 功能
2 可焊性:焊端/引脚可焊锡度不低于90%。
正常
4 轻微氧化不影响焊接。
5 翘脚为0.2mm以下不影响焊接。
包装
包装箱应贴有标明产品代码、名称、规格型号、数量、生 1 产日期、生产批次、生产厂家等相关信息的标签及合格证
。
2 包装箱标识正确与实物一致,包装箱不能有破损。
全检
3 芯片必须有防静盘隔层放置且须密封。
检查结果(不良描述)
Cr Ma Mi 不良率
抽检 标准
定量 2
结构
1
外形尺寸对照样品、安装尺寸、引脚间距及引线直径符合 产品规范书要求。
2 试装:用相应PCB板试装无异常。
定量 5
3
丝印附着力测试: 用浸酒精湿布擦拭三次,标志仍清晰完 整。
1 表面丝印需清晰可辨、内容、标示清楚无误。
2 本体应无残缺、破裂、变形。 外观 3 IC引脚必须间距均匀,且无严重翘脚,断脚及氧化。
其它 项
处理结果: □接收 检验员
□特采 时间
□挑选
□退货 审核:
AQL抽样计划

AQL抽样计划一、目的:通过样本推断总体,期望用尽量少的样本量来尽可能准确地判定总体的质量,以便尽可能降低检验费用,有效地保证产品质量,且对产品质量检验或评估结论可靠,减少抽验的风险性。
通过抽样检查使产品质量控制形成持续改善和提高的过程,最终实现产品质量零缺陷,保证所输出产品100%合格。
二、适用范围:适用于原材料、零部件、半成品和成品的现样检验。
三、定义:批量(N):批中所包含的单位产品数。
样本:样本单位的全体零缺陷:制品的品质特性保证流入下一工序的物料或产品为一次性做好的合格品。
不合格判定数(Re):作出批不合格判断样本中所不允许的最小不合格品数或不合格数。
合格判定数:(Ac):作出批合格判断样本中所允许的最大不合格品数或不合格数。
一次抽样方案:由样本大小(N)和判定断组(Ac、Re)结合在一起组成抽样方案。
正常检查:当过程平均接近合格质量水平时所进行的检查。
检查批(简称批):为实施抽样检查汇集起来的单位产品。
检验水平:提交检验批的批量与样本大小之间的等级对应关系。
致命不合格:单位产品的极重要质量特性不符合规定,或单位产品的质量特性极严重不符合规定,可能引起人身安全或危及身体健康或不符合相关法律法规要求。
严重不合格:单位产品的重要质量特性不符合规定或者单位产品的质量特性严重不符合规定,可能引起顾客的严重投诉和退货。
轻微不合格:单位产品的一般质量特性不符合规定或者单位产品的质量特性轻微不符合规定,此不合格项虽然不引起客户退货,但会引起客户注意。
四、抽样标准:4-1AQL:MIL-STD-105E,水平Ⅱ级,正常单次抽样4-2其它实际抽样方法可参考检验作业指导书或公司抽样标准4-3CRI=0.010MAJ=1.0MIN=2.5备注:CRI=0.010的意义是:不允许有任何不合格品存在,否则结果应判定批不合格。
五、操作步骤5-1样本大小字码使用表一,从指定检查批的批量所在行和规定的检查水平所在列相交处读出样本大小字码。
AQL样品大小代字表

0.0100.0150.0250.0400.0650.10.150.250.40.65 1.0 1.5 2.54 6.510152540651001502504006501000Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re ABC235DEF81320GHJ325080KLM125200315NPQ5008001250RR 20003150﹦采用箭头下第一个抽样计划(包含样本大小与Ac,Re值得变化),如样本大小等于或超过批量时,则用100%检验。
﹦采用箭头上第一个抽样计划(包含样本大小与Ac,Re值得变化)。
Ac﹦允收数Re ﹦拒收数PZ-W-001 03A01加严检查单次抽样计划表允许品质水准(正常检验)正常检查单次抽样计划表样本大小代字样本大小0.0100.0150.0250.0400.0650.10.150.250.40.65 1.0 1.5 2.54 6.510152540651001502504006501000Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac ReABC235DEF81320GHJ325080KLM125200315NPQ 500800125010 11R 2000﹦采用箭头下第一个抽样计划(包含样本大小与Ac,Re值得变化),如样本大小等于或超过批量时,则用100%检验。
AQL抽样计划表
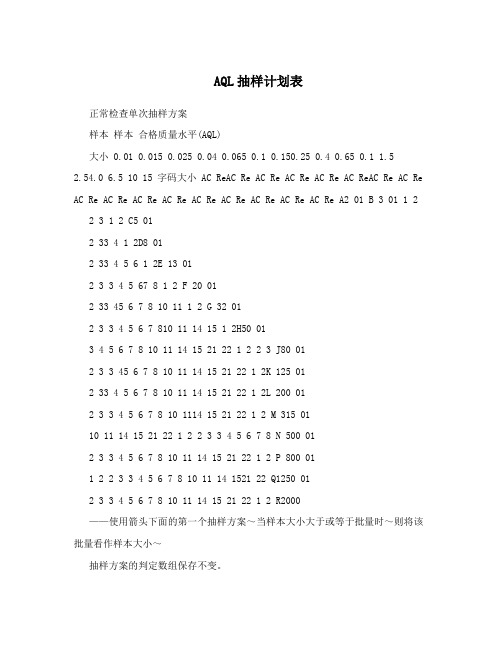
AQL抽样计划表正常检查单次抽样方案样本样本合格质量水平(AQL)大小 0.01 0.015 0.025 0.04 0.065 0.1 0.150.25 0.4 0.65 0.1 1.52.54.0 6.5 10 15 字码大小 AC ReAC Re AC Re AC Re AC Re AC ReAC Re AC Re AC Re AC Re AC Re AC Re AC Re AC Re AC Re AC Re AC Re A2 01 B 3 01 1 22 3 1 2 C5 012 334 1 2D8 012 33456 1 2E 13 012 3 3 4 5 67 8 1 2 F 20 012 33 45 6 7 8 10 11 1 2 G 32 012 3 3 4 5 6 7 810 11 14 15 1 2H50 013 4 5 6 7 8 10 11 14 15 21 22 1 2 2 3 J80 012 3 3 45 6 7 8 10 11 14 15 21 22 1 2K 125 012 3345678 10 11 14 15 21 22 1 2L 200 012 3 3 4 5 6 7 8 10 1114 15 21 22 1 2 M 315 0110 11 14 15 21 22 1 2 2 3 3 4 5 6 7 8 N 500 012 3 3 4 5 6 7 8 10 11 14 15 21 22 1 2 P 800 011 2 2 3 3 4 5 6 7 8 10 11 14 1521 22 Q1250 012 3 3 4 5 6 7 8 10 11 14 15 21 22 1 2 R2000——使用箭头下面的第一个抽样方案~当样本大小大于或等于批量时~则将该批量看作样本大小~抽样方案的判定数组保存不变。
——使用箭头上面的第一个抽样方案。
AC——合格判定数 Re——不合格判定AQL抽样计划表样本大小字码特殊检查水平一般检查水平批量范围S-1 S-2 S -3S-4 I II III 1-8 A A A A AA B 9-15 A A A A A B D16-25 A B B C A BC26-50A B B C C D ECBB C C E F 51-90B BC DD F G 91-150B C D E EG H 151-280B C D E F HJ 281-500C C E FG J K 501-1200C D E G H K L 1201-3200C D E G J L M 3201-10000C D F H K M N 10001-35000D E G J LN P 25001-150000D E GJ M P Q 150001-500000D E HK N Q R ?500001批准审核制订。
AQL抽样计划表_GBT_2828.1-2003&ISO2859-11999_抽样计划 -

1
0
1
0
1
0
1
0
1
1
2
1
2
1
2
次要缺點MIN=0.15
AC (允收數)
RE (拒收數)
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
0
1
1
2
1
2
1
2
35001-150000
800
0
1
2
3
2
3
150001-500000
1250
0
1
3
4
3
4
500001以上
2000
0
1
5
6
5
6
1本表為了本部門品檢員便於確定抽樣數據,僅供參考,實際以GB/T 2828.1-2003/ISO2859-1:1999抽樣計劃為準
SHINE 2013.2.2.21
知识扩展:
MIL-STD-105E抽样计划
美国军工标准MIL-STD-105E,它起始于1945年美国哥伦比亚大学统计研究小组为美国海军制定的抽样检验表,该表被美国国防部承认,命名为JAN-STD105.当时该表在工业部门得到了广泛的应用.1950年4月美国国防部出版了军用标准MIL-STD-105A,原则及模型与MIL-STD-105没有差别.某些细节作了重 要的修改.1958年以MIL-STD-105B代替了MIL-STD-105A,1961年发布了MIL-STD-105C.1960-1962年由美国,英国和加拿大组成的ABC工作组,共同制订了适 用于三国的抽样标准,在全面修改MIL-STD-105C的基础,1963年颁布了MIL-STD-105.这个标准在美国命名为MIL-STD-105D,在英国的代号为BS-9001, 在 加拿大为105-GP-1.1974年国际标准化组织(ISO)采用MIL-STD-105D作为国际标准,代号为ISO2859.我国主要参考了ISO-2859于1981年发布了国家标准” 逐批检查计数抽样程序及抽样表”(GB2828-81),
抽样检验规范(含表格)
抽样检验规范(IATF16949-2016/ISO9001-2015)1.0目的指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料检验的判定符合AQL标准之要求。
2.0适用范围适用于本公司所有原料、半成品、成品以及外协代工之产品等的抽样检验及判定处理。
3.0术语及定义AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平;CR:(Critical)致命缺陷;Ma:(Major)严重缺陷,也称主要缺陷;Mi:(Minor)轻微缺陷,也称次要缺陷;4.0职责品管检验员:负责产品AQL抽样计划的执行5.0管理内容5.1抽样方案:检验员抽检方案依据接受质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1-2003)及抽样表,其中检查水平为一般检查水平I级、特殊S-4级;AQL值规定:5.1.1电子类零件: maj: 0.4; min:1.05.1.2物料、五金、胶袋、纸箱: maj: 0.4; min:2.55.1.3在制品,半成品: maj: 0.4; min:2.55.1.4 成品: maj: 0.4; min:2.5抽样表见附件1、附件2 。
5.2 样本的选取按简单随即抽样,从批中抽取作为样本的产品。
但是,当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。
按此方式,各子批或各层的样本量与子批或层的大小是成比例的;5.3 抽取样本时间样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。
两种情形均应按上述第2点进行抽选样本5.4 二次或多次抽样如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选;6.0正常、加严和放宽检验6.1 检验的开始除非负责部门另有指示,开始检验时应采用正常检验;6.2 检验的继续;除非转移程序要求改变检验的严格度,对连续批的正常、加严或者放宽检验应继续不变。
音响 AQL抽样及缺陷分类标准

4.5轻缺陷(MIN):不构成致命缺陷或重缺陷,但对产品组装、功能和使用方面不产生直接影响或几乎不产生影响,与判定标准有差异。
4.6 AQL:合格质量允收水准(Acceptable Quality Level)在抽样检查中,认为可以接受的连续提交检查批次过程的平均上限值。
音箱SPEAKER BOX、遥控器REMOTE CONTROL、CD机芯CD MECHA
MD机芯MD MECHA、卡式机芯CASS. MECHA、DVD机芯DVD MECHA
PCB板组件PCB ASS’Y
b)辅助物料:
1)生产部辅助物料:抹壳水CLEANER、胶水GLUE、哥罗芳CHLOROFORM热熔胶JET MELT GLUE、WAX黄腊、沙纸SAND PAPER
=用箭头上方第一个抽样法。
AC=判定允收件数。
RE=判定拒收件数。
5.3.7.2抽样计划:如果由于不同等级之缺陷而得不同之样品数(Sample Size)时,则抽验样品数按数量最大的样品数为依据。
5.3.7.3如果物料的单位是重量为单位的,抽检时可用包装的包数为单位;如果物料的单位是长度为单位的,抽检时可用包装的卷数为单位;如果物料的单位是容量为单位的,抽检时可用包装的桶数或罐数为单位。但必需在IQC《物料测试报告》的“物料数量”栏内注明物料的单位及数量。如有疑问请通知科文或主管确认。
3.职责:
3.1品质保证部:负责抽样标准的制定和抽样检验的实施。
4.定义:
4.1抽样检验:由一批产品或物料中,随机抽取一定数量的样本,按规定项目加以检验或测试,将结果与判定标准比较,判定整批为合格或不合格的整个作业。
4.2样本:从总体中抽取的用以测试、判定总体质量的一部份基本单位。
AQL抽样计划表

aql抽样计划表一aql抽样计划表的由来mil-std-105e抽样计划又称计数量的调整型抽样计划,二次大战期间美军军方采购军需武器装备时,对于供应商均以验收检验,制程检验,产品检验和出货检验等严格的检验来确保武器装备的品质,但由于产品的种类和数量急剧的增多,且制程日益的复杂庞大,先前的检验制度无法适应这一趋势,所以就开发出了mil-std-105抽样计划二aql的定义aql原来叫“合格质量水平(acceptable quality level)”,在新版国家标准《gb/t2828.1-2003计数抽样检验程序第1部分:按接收质量限(aql)检索的逐批检验抽样计划》中,aql的全称被改为了“接收质量限(acceptance quality limit)”,其定义为“当一个连续系列批被提交验收抽样时,可允许的最差过程平均质量水平”。
三、目的:为适应客户之品质抽样检验要求。
三、适用范围:适用于本公司所有之产品单次抽样检验(客户特殊要求除外)。
四、抽样细则:4.1抽样水准(aql)分为正常检验、加严检验与减量检验等三阶段,除非另有规定,一般采用正常检验(ii)。
4.2正常检验、加严检验与减量检验的抽样计划(见附件)样本大小需随从批中随机抽出,经检验若无不合格件产生(零不良),则该批允收。
4.3抽样水准一般采用c=0(即严重缺陷为零),依aql=0.65进行正常抽样,客户另有要求除外。
篇二:aql抽样计划表篇三:aql抽样计划表mil-std-105e抽样表之由来及运用mil-std-105e抽样计划又称计数值的调整型抽样计划,二次大战期间美军军方采购军需武器装备时,对于供货商均以验收检验、制程检验、产品检验、出货检验等方式进行严格的检验以确保武器装备的品质,但由于产品与种类的急遽增多,且制程日益复杂庞大,先前的监督检验制度无法因应此一趋势,而改用稽查检验方式所开发出来的抽样计划。
一、抽样检验之术术语与符号1抽样检验:由一批产品或材料中,分散、随机抽取一定数量的样本,按规定项目加以检验或测试,将结果与判定基准比较,判定全批为合格或不合格的整个作业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A B C D E F G H J K L M N P Q
2 3 5 8 13 20 32 50 80 125 200 315 500 800 1250 0 1
10 11 14 15
10 11 14 15 21 22 14 15 21 22 30 31 21 22 30 31 44 45
10 11 14 15 21 22
S-3 S-4 A A A A B B B C C C C D D E D E E F E G F G F H G J G J H K
ቤተ መጻሕፍቲ ባይዱ
I A A B C C D E F G H J K L M N
II A B C D E F G H J K L M N P Q
III B C D E F G H J K L M N P Q R
中山市科隆模具机械厂
抽 样 计 划
附件 批量
特殊检验水准 一般检验水准 本
MIL-STD-105D
正常检验单次抽样计划表
样 本 代 字 数
样
允收质量水准(AQL)
0.01 0.015 0.025 0.04 0.065 0.1 0.15 0.25 0.4 0.65 1 1.5 2.5 4 6.5 10 15 25 40 65 100 150 250
S-1㎏ S-2 2 至8 A A 9 至15 A A 16 至25 A A 26 至50 A B 51 至90 B B 91 至150 B B 151 至200 B C 201至500 B C 501至1200 C C 1201 至3200 C D 3201 至10000 C D 10001 至35000 C D 35001 至150000 D E 150001 至500000 D E 500001以上 D E
400
AC RE 14 15 21 22 30 31 44 45
次
34 5
10 11 14 15 21 22
:表示采用箭头上第一个抽样方案,如果样本数大于或等于批量时,则采用100%全检. :表示采用箭头下第一个抽样方案. AC:表示允收数. RE:表示拒收数.
文件编号 KN-QA-004 版本/版次 A1 制定单位 品管部 制定日期 2015/12/1 核准 审核 制订 页次 3/3
10 11
10 11 14 15 14 15 21 22 21 22
10 11 14 15 21 22
10 11 14 15 21 22
10 11
10 11 14 15 14 15 21 22 21 22
10 11 14 15 21 22
10 11 14 15 21 22
10 11
10 11 14 15