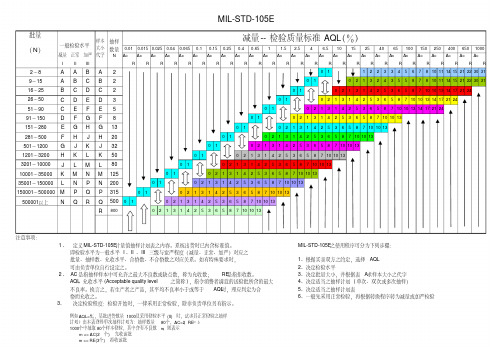
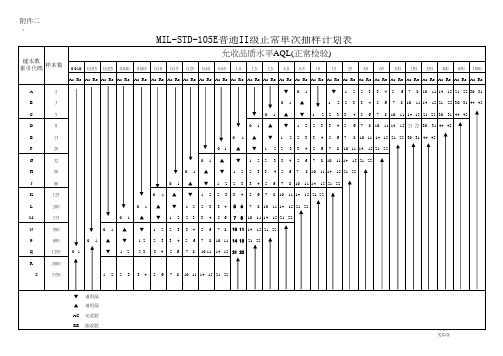
正常检验单次抽样MIL-STD-105E(II)抽样计划表
MIL-STD-105E(II)AQL减量-正常-加严
9~15
ABCB 3
01
1 2 2 3 3 4 5 6 8 9 12 13 18 19 27 28 41 42
16~ 25
BCDC 5
01
1 2 2 3 3 4 5 6 7 8 10 11 12 13 18 19 27 28 41 42
26~ 50
CDED 8
01
1 2 2 3 3 4 5 6 8 9 12 13 18 19 27 28 41 42
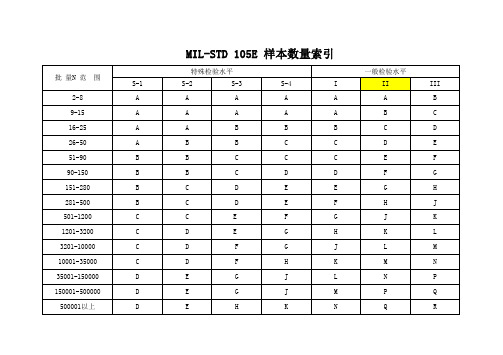
MIL-STD-105E之使用程序可分为下列步骤:
1、根据买卖双方之约定,选择 AQL 2、决定检验水平 3、决定批量大小,并根据表 A求样本大小之代字 4、决定适当之抽样计划 ( 单次、双次或多次抽样) 5、决定适当之抽样计划表 6、一般先采用正常检验,再根据转换程序转为减量或加严检验
MIL-STD-105E
51~ 90
CEFE 5
01
0 2 1 3 1 4 2 5 3 6 5 8 7 10 10 13 14 17 21 24
91~150
D FGF 8
01
0 2 1 3 1 4 2 5 3 6 5 8 7 10 10 13
151~ 280
E G H G 13
01
0 2 1 3 1 4 2 5 3 6 5 8 7 10 10 13
10001~35000 K M N M 315
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
35001~150000 L N P N 500
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
150001~500000 M P Q P 800
整机检验规范
CUBU Y手持终端整机检验规范系统整合部编号WI-QC-01版次 A 页次 1/6日期 版本 更改记录更改 责任人发行日期2012-08-28CUBU Y手持终端整机检验规范系统整合部1.制定目的:确定检验作业条件,确定抽样水准,明确检验方法,建立判定标准,以确保产品品质。
2.适用范围:本检验规范适用于手持终端整机检验作业。
3.权责单位:本检验规范由品管单位制定,事业部总经理核准后发行;所制定之规格,如有修改时,须经原制定单位同意后修改之.4.应用文件:MIL-STD-105E II 抽样计划表、工程样板。
5.检验仪器设备:色差计、污点卡、标准光源灯箱、塞尺、SIM测试卡一片、工具显微镜、投影仪。
6.检验标准:1.采用MIL-STD-105E II 表,正常检验、单次抽样计划,AQL订定为CRITICAL。
,MAJOR 0.40 及MINOR 1.0。
2.有关抽样标准或判定标准,可视品质状况或客户要求等做修正。
7.定义7.1测量面定义A测量面:手持终端安装电池板以后,暴露在外且在正常使用中可直接看到的主要表面,如前壳、后壳、电池盖的正面。
B测量面:暴露在外且在正常使用中不直接看到的次要表面及手机配件的外表面,如前壳、后壳、电池盖的侧面,天线的外表面等。
C测量面:正常使用时看不到,只有在装卸电池或SIM卡时才可看到的内表面。
D测量面:手机壳内部,在正常使用情况下用户看不到的表面。
7.2缺点分类:a.严重缺陷(CRI):可能对机器或装备的操作者造成伤害;潜在危险性的效应,会导致与安全有关的失效或不符合政府法规;影响机械或电气性能,产品在组装后或在客户使用时会发生重大品质事件的。
b.主要缺陷(MAJ):性能不能达到预期的目标,但不至于引起危险或不安全现象;导致最终影响产品使用性能和装配;客户很难接受或存在客户抱怨风险的。
c.次要缺陷(MIN):不满足规定的要求但不会影响产品使用功能的;客户不易发现,发现后通过沟通能使客户接受的。
MIL-STD-105E(AQL)抽样计划表说明

制定部门 品管部
发行日期 2017-3-18
版次:A3 页次:2/7
文件名称
抽样计划说明
文件编号
QCD-WI-0065
5. 允收水准:(AQL ):严重不合格(CR )=0;主要不合格(MA )=0.4;轻微不合格(MI )=1.0 客户有特殊要求,依客户要求为准。
6. 检验等级:正常情况下依据MIL-STD-105E 单次Ⅱ级 正常抽样计划实施
7.正常,加严和放宽检验
7.1依以下检验转移程序:
7.2 除非负责部门另有指示,开始检验时应采用正常检验。
7.3除非转移程序要求改变检验的严格度,对连续的批,正常,加严或是放宽检验应继续不变。
转移程序应分别的用于各类不合格或不合格品。
7.4正常到加严:当采用正常检验时,只要初次检验中连续5批是不可接收的,则转移到加严检
验。
7.5加严到正常:当采用加严检验时,如果初次的检验连续5批是被认为可接收的,则恢复到正
常检验。
7.6正常到放宽:满足以下条件可做放宽检验: 7.6.1 连续15批检验合格 7.6.2 负责部门认为放宽检验可
1.连续至少15批检验合格:
2.生产稳定
3.负责部门认为放宽检验可取
初次的检验连续5批已被认为是可接收的
初次的检验连续5批未被接收的
供方为改时所提供产品或服务的质量已采取行动,而且负责部门承认此行动可能可效时
1. 一个批未被接收
2. 生产不稳定或延迟
3.
认为恢复正常检验是正当的其它情况
海宏科技(东莞)有限公司
海宏科技(东莞)有限公司。
MIL-STD-105E LEVEL II抽样计划
14
15
16
MIL-STD-l05E使用步驟
•
MIL-STD-l05E之使用程序可分為下列步驟: 1.選擇AQL。 2.決定檢驗水準(Inspection Level)。 3.決定批量大小。 4.求樣本大小(查表)。 5.決定適當之抽樣計畫。(單次、雙次或多次抽樣) 6.決定適當之抽樣計畫表。 7.決定採取正常、加嚴或減量檢驗。 在查主表時,若遇到垂直箭頭,則採用箭頭以上(或下)之第一 個抽樣計畫的允收數和拒收數,同時也需依照箭頭所指計畫的 樣本大小抽樣。如果樣本大小大於批量,則採用100%全檢。
•
17
1
檢 驗 批:同一批材料,同一組人在同一天連續生產
同一型號之產品,即成批。 • 嚴重缺點:會使用者暴露在极端危險不安全狀態下 情況下﹐有可能被客戶及OQA判退,稱為 嚴重缺點 • 主 缺 點:產品因當机或机构問題而無法發生正常功 能點,稱為主缺點. • 次 缺 點:降低成品性能或不會減少產品實用的缺點 ,稱為次缺點.
9
•
抽樣方式定義
•
單次抽樣:是從批中隨機抽取n個樣本,根據檢驗結果﹒ 決定允收或拒收該批。 雙次抽樣:則是根據第一次抽樣結果,決定(1)允收;(2) 拒收;或(3)抽第2組樣本再做判定. 多次抽樣:是雙次抽樣之延伸,可能是三次、四次或更多次。 一般而言,雙次抽樣計劃中,每次抽樣之樣本大小低於單次抽樣, 而多次抽樣中之樣本大小則更低於單次或雙次抽樣。
1989年5月l0日,美國軍備研究發展工程中心公布之MIL-STD-l05E
7
抽樣計畫三點重要觀念說明
1.抽樣計劃是用來判定貨批是否可被接受,而非估計貨批之品 質。大部分之抽樣計劃並非設計用來估計貨批之品質。 2.抽樣計劃並無法提供任何型式之品質管制。抽樣計劃只是用來接 受或拒絕貨批。即使所有貨批具有相同之品質水準,抽樣計畫有 可能接受某些貨批但拒絕其他貨批。被接受之貨批的品質水準可 能並不比被拒絕的貨批好。製程管制可以有系統地改善品質,但 抽樣計劃無法達成此目的。 3.抽樣計畫之有效運用是做為確保產品符合規格之查核工具,它並 非是用來改善產品品質之工具。
MIL-STD-105EⅡ级抽样标准表
26-50
D8
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31 44 45
51-90
E 13
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 30 31 44 45
90-150
F 20
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
2-8
*
*
*
*
*
*
*
*
*
*
*
*
5
3
2
2
9-15
*
*
*
*
*
*
*
*
*
*
13
8
5
3
2
2
16-25
*
*
*
*
*
*
*
*
*
20
13
8
5
3
3
2
26-50
*
*
*
*
*
*
*
*
32
20
13
8
5
5
5
3
51-90
*
*
*
*
*
*
80
50 32
20
13
8
7
6
5
4
91-150
*
*
*
*
* 125 80 50 32 20 13 12 11
1201-3200 K 125
01
1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
GB-2828-2003_MIL-STD-105E普通II级正常单次抽样计划表
9 12 13 18 19 27 28 41 42
9 12 13 18 19
9 12 13 18 19
9 12 13 18 19
9 12 13 18 19
9 12 13 18 19
12 13 18 19
12 13 18 19
9 12
13 18 19
9 12 13 18 19
9 12 13 18 19 13 18 19
允收品质水准AQL(加严检验)
0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000 Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A B C D E F G H J K L M N P Q R S
2 3 5 8 13 20 32 50 80 125 200 315 500 800 1250 2000 3150 1 2 2 3 3 4 ` ▼ ▲ AC RE ═ ═ 请用箭号下方之抽样计划. ═ ═ 请用箭头上方之抽样计划. ═ ═ 允收数 ═ ═ 拒收数 5 6 7 8 10 11 14 15 21 22 ` 0 1 0 1 0 ▲ ▼ 1 0 ▲ ▼ 1 2 1 0 ▲ ▼ 1 2 2 3 1 2 3 1 0 ▲ ▼ 2 3 4 1 2 3 5 1 0 ▲ ▼ 2 3 4 6 1 2 3 5 7 1 0 ▲ ▼ 2 3 4 6 8 1 2 3 5 7 1 0 ▲ ▼ 2 3 4 6 1 2 3 5 7 1 0 ▲ ▼ 2 3 4 6 8 1 2 3 5 7 1 0 ▲ ▼ 2 3 4 6 8 1 2 3 5 7 10 1 0 ▲ ▼ 2 3 4 6 1 2 3 5 7 1 0 ▲ ▼ 2 3 4 6 1 2 3 5 7 1 0
MIL-STD-105E_LEVEL_II抽样计划

逐次抽樣:多次抽樣計畫最終可延伸成逐次抽樣,亦即每次從貨批 中檢驗一件,根據檢驗結果,可採取下列任一種決策: (1)允收;(2)拒收;或(3)抽取下一件。
10
AQL
MIL-STD-105E是以允收品質水準 (acceptable quality level,簡稱AQL)為基 礎之抽樣計畫。AQL是指受入方可接受之品質 水準。在以AQL為基礎之檢驗計劃中,貨批很 明確地被拒收或被允收,並不包含選別檢驗。 選別檢驗雖然可使出貨之不合格率降低,但必 須付出額外之檢驗成本
11
為什麼需要抽樣計劃
12
抽樣計劃的其它定義
檢 驗 批:同一批材料,同一組人在同一天連續生產
同一型號之產品,即成批。 嚴重缺點:會使用者暴露在极端危險不安全狀態下 情況下﹐有可能被客戶及OQA判退,稱為 嚴重缺點 主 缺 點:產品因當机或机构問題而無法發生正常功 能點,稱為主缺點. 次 缺 點:降低成品性能或不會減少產品實用的缺點 ,稱為次缺點.
3
檢驗的種類
檢驗的種類可分為: 1.全數檢驗(100% Inspection)。 2.抽樣檢驗(Sampling Inspection)。 3.免檢。
全數檢驗:是對全數物品檢驗的方法,又稱為100%全檢。全數檢驗不僅耗時且 耗費成本,因此,全數檢驗通常用在機械化或自動化之檢驗中。全 數檢驗適用於下列情況: 1.任何不合格品將造成安全上或經濟上之損失時。 2.製程之品質水準惡化,亟待修正為規定品質水準時。 免 檢: 並不直接對物品做檢驗,而是根據品質情報、技術情報判定貨批的 允收與否。免檢通常用於當供應商之品質狀況良好且穩定時。
4
抽樣檢驗
抽樣檢驗:
是自群體中隨機抽取一定數量做為樣本,經過試驗或測定樣 本中的每一個體,以其結果與原定的檢驗標準相比較,利 用統計方法以判定該群體是否為合格的檢驗過程。
AQL抽样检验计划表(最新版)
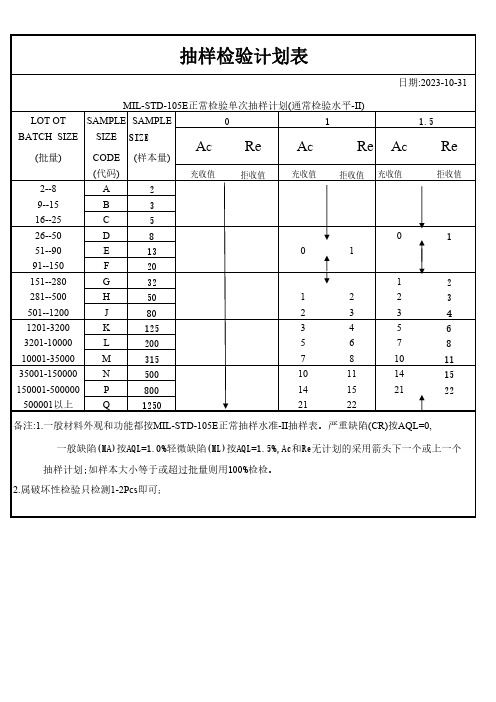
抽样检验计划表日期:2023-10-31 MIL-STD-105E正常检验单次抽样计划(通常检验水平-II)LOT OT SAMPLE SAMPLE01 1.5 BATCH SIZE SIZE SIZE AC Re A C Re A C Re(批量)CODE(样本量)(代码)充收值拒收值充收值拒收值充收值拒收值2--8A29--15B316--25C526--50D801 51--90E130191--150F20151--280G3212 281--500H501223 501--1200J802334 1201-3200K1253456 3201-10000L2005678 10001-35000M315781011 35001-150000N50010111415 150001-500000P80014152122 500001以上Q12502122备注:1.一般材料外观和功能都按MIL-STD-105E正常抽样水准-II抽样表。
严重缺陷(CR)按AQL=0, 一般缺陷(MA)按AQL=1.0%轻微缺陷(ML)按AQL=1.5%,Ac和Re无计划的采用箭头下一个或上一个 抽样计划;如样本大小等于或超过批量则用100%检检。
2.属破坏性检验只检测1-2Pcs即可;注:用箭头下面的第一个方案,如果样品大小等于或超过批量,进行百分之百的检验。
用箭上面的第一个抽样方案。
Ac:合格判定数Re::不合格判定数注:用箭头下面的第一个方案,如果样品大小等于或超过批量,进行百分之百的检验。
用箭上面的第一个抽样方案。
Ac:合格判定数Re:不合格判定数注:用箭头下面的第一个方案,如果样品大小等于或超过批量,进行百分之百的检验。
用箭上面的第一个抽样方案。
Ac:合格判定数Re::不合格判定数。
(完整版)MIL-STD-105E抽样标准.doc

MIL — STD— 105E 抽样标准1、AQL 是什么?AQL 是指工厂按抽样检验方式实施检验,通常叫品质允收标准。
AQL :ACCEPTABLE QUALITY LEVEL品质允收标准最原是美国的军方标准:M I L — ST D — 1 0 5 D / E版次号序号标准军事2、抽样检验方式:从批次货中随机抽取一定数量的样本,经过外观检验、功能测试后,将结果与标准作比较,然后判定此批货是合格或不合格的方法就是抽样检验。
抽样检验的原理:抽样良品批样本次品检验次品数﹥基准:拒收次品数≤基数:允收3、抽样检验标准:● 决定抽取样本数量和判定标准的数据表就是抽样检验标准;● MIL —STD—105D/E 分别是最常用的两种抽样标准,见AQL 表:ACCEPTABLE QUALITY LEVELS 品质允收水准MIL —STD—105E 样品数据分类普通检验单次抽样计划Single Sampling Plans for Normal InspectionSample Size Coed Letters 0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 样样本本代数Lot or batch size Ⅰ Ⅱ Ⅲ号量 Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re2–8 A A B A 2 0 1 9–15 A B C B 3 0 116–25 B C D C 5 0 1 1 2D 8 0 1 1 2 2 326–50 C D E E 13 0 1 1 2 2 3 3 4 51–90 C E F F 20 0 1 1 2 2 3 3 4 5 6 91–150 D F G G 32 0 1 1 2 2 3 3 4 5 6 7 8H 50 0 1 1 2 2 3 3 4 5 6 7 8 10 11 151–280 E G H J 80 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 281–500 F H J K 125 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 501–1200 G J K L 200 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 M 315 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 221201–3200 H K L N 500 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 223201–10000 J L M P 800 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22210001–35000 K M N Q 125 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22R1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22 200035001–150000 L N P :用箭头下方第一个抽样标准,如果抽样数大于或等于批量数做100%检查;150001–500000 M P Q :用箭头上方第一个抽样标准。