自动切割机PLC控制系统设计
基于PLC技术的分切机自动控制系统设计

基于PLC技术的分切机自动控制系统设计赵敏鹏【摘要】分切机是凹版印刷加工中的最重要的工作流程之一;为提高分切机自动控制系统的响应性及稳定性,需要进行分切机自动控制系统设计;但是采用当前方法进行分切机自动控制系统设计时,难以掌控张力控制,存在精准度低、扩展性差的问题;为此,提出一种基于PLC技术的分切机自动控制系统设计方法;运用PLC技术设计出分切机自动控制系统,重点阐述了该系统的硬件构成以及软件的设计思路,介绍伺服驱动机构、回旋切割机构、变频器机构以及触摸屏等系统硬件机构的设定,并完成PLC外部MR-J2S的端子接线图,为使配备电位器旋钮以手动的控制方式来实现分切机的调速,文章采用三菱FR-E540-5.5K-CH型变频器;依据FROM和TO指令确定分切时各轴的扭矩,分析预浸窄带卷绕成形规律,给出分切机复卷轴静态动力方程,得以实现分切机复卷机构预浸窄带复卷的恒张力;实验证明,所提方法控制精确度高,可以为分切机自动控制系统的设计提供科学的依据.%Slitter is one of the most important processes in gravure printing.In order to improve the response and stability of automatic control system of Slitter,it is necessary to design the automatic control system of slitting machine.However,it is difficult to control the tension control in the design of the automatic control system of the splitting machine with the current method.There are problems of low precision and poor scalability.Therefore,a design method of automatic control system of slitting machine based on PLC technology is proposed.The use of PLC technology to design the cutting machine automatic control system,expounds the system hardware and software design,introduces the servo driving mechanism,cutting mechanism,drivemechanism and cyclotron touch screen hardware mechanism and complete set,terminal wiring diagram PLC external MR-J2S,is equipped with a potentiometer knob to make speed the manual control mode to realize the cutting machine,this paper adopts MITSUBISHI FR-E540-5.5K-CH inverter.The axis of the cutting torque is determined based on the FROM and TO instructions,analysis of prepreg narrowband winding forming law given cutter reel static dynamic equations,to achieve constant tension Slitter rewinding mechanism of prepreg bandrewinding.Experimental results show that the proposed method has high control accuracy and can provide a scientific basis for the design of automatic control system of slitter.【期刊名称】《计算机测量与控制》【年(卷),期】2018(026)001【总页数】5页(P110-114)【关键词】分切机;自动控制系统;响应性【作者】赵敏鹏【作者单位】宝鸡职业技术学院电子信息工程系,陕西宝鸡 721013【正文语种】中文【中图分类】TP3020 引言近年来,随着科学技术的不断发展,工业化程度的不断提高,工业控制系统对自动化控制也逐渐提出了更高的要求[1]。
基于PLC的自动剪切机控制系统

基于PLC的自动剪切机控制系统剪切机是钢板连续生产线上不可缺少的重要设备,其用途是用来剪切定尺寸、切边、切试样及切除钢板的局部缺陷等。
目前,对剪切机的功能需求在不断的扩展,同时也对剪切机的生产效率和加工精度提出更高的要求。
通过将PLC控制技术应用于剪板机,极大地改善了设备的电气性能,提高了设备的自动化水平,实现连续方式的生产,大大提高生产效率,减轻了工作人员的劳动强度。
1自动剪板机结构设计自动化剪切机应能根据被剪板料的材质、厚度和剪切长度,自动完成剪切行程、刀片间隙的调整,可配备前送料系统或后托料装置,集送料、卸料于一体,有效地提高设备的自动化程度,并能够根据需要进行单步执行或连续循环操作。
图1自动剪切机系统示意图据此,设计完成的自动剪板机分为取料模块、校平模块、定长模块、剪切模块五个部分,几个模块联合工作,从而实现自动剪板,并达到精度要求。
在取料、校平、定长模块中均采用辊轴来实现,用电动机作为动力源。
对于剪切模块,因工作时的振动较大,并且是直线往复动作,故考虑采用气压传动方式。
在工作中要注意电动机即辊轴传动系统的同步性问题。
如图1所示为自动剪切机系统示意图。
取料模块由开卷模块和夹送模块组成。
其中开卷模块中发料机构的原料装夹部分可以左右平移,以调节出料的最大宽度。
夹送模块主要是将要剪切的钢板往前传送,该模块有两个转动轴,上面的为从动轴,下面的为主动轴,主动轴直接由电动机传动,从动轴可以上下移动以适应不同厚度的钢板的夹紧和传送。
由于剪切的对象是钢板,所以在夹送机构的钢板输出部分必须安装支撑。
校平装置采用上下压力辊挤压待加工产品,使其达到预期的要求。
该模块中压力辊轴与轴之间的位置要安排合理,上下轴的转向要相反,这样才能达到传输作用。
通过齿轮传动系统,采用上辊单调节辊列平行式机构,通过在校直装置上安置的压力表来控制校平所需要的具体要求。
定长模块主要由支架、上下辊轴、支撑杆以及滑块组成。
自动剪板机要求应能满足不同宽度、不同厚度的钢板的剪切要求,因此,上下辊轴的间距应是能够调节的。
基于PLC和触摸屏的切割机控制系统设计

收触摸屏传送的控制信息 , 根据用户选择 的切割模式 , 在切 割过 程 电机 线或电源 线等强 电分 开。 2 . 3 交 流 电 机 控 制 系 统 中要完成输入信号的循环扫描 , 并对 输入信息进行处理 后 , 输出不 在进行交流电机调速时, 电机磁通量是需要考虑的一个重要因 同的信号控 制系统 的各执行部件 , 使它们协调工作 , 完成工件的切 素, 如果磁通太弱 , 电机 会出现欠磁通 , 势必会给电机输 出转矩带来 割【 5 ] 。 主控制程序主要是完成系统初始 化, 设定切割 参数 , 启动切割 流程 图如 图2 所示 。 很大影 响。 由 =K : CO S q  ̄ : ( 这里, 是 电磁 转 矩 ; 为 比 机控制系统 , 4 . 2触摸 屏 软件 设 计 例系数 { , 是主磁通量 ; : 是转子 电流 ; C OS  ̄ o 是转子 回路功率因 触摸屏 是整个控制系统的重要组成部分 , 是实现操作人员与机 数。 ) 可知 , 电机的磁通量 的降低直接 影响电磁转矩的减小 。 因此 , 在 改变 电机频率时 , 应该对 电机 电压协调控制 , 以维持电机磁通的恒 定l 4 l 。 根据切割 机 的主 电机 参数 , 本系 统选用SI EMENS公司的 MM4 2  ̄ 频器 , 通过设定变频器的输 出功率的变化来控制主 电机转 速的变化 , 两者之间近似呈线性关系, 从而实现了无级调速的 目的。 P L C 为漏型晶体管输出, 与变频器的通讯 采用基于US S 协议的串行 口R S 4 8 5 通信方式 。 这 里, 为 了确保系统安全 运行 , 必须将变频器接 地端可靠接地 。 器设备之间双向沟通 的桥 梁。 本系统选用深圳人机 电子有 限公司的 e V i e w MT5 0 8 S 作为人机交互界 面, 主要完成对切割各个参数 的设 置和实 时显示等功能 。 P L C 与触摸屏 的通讯采用 串行 口R S 2 3 2 通 信 方式传达 用户指令 , 根据需要设定系统的运行状态 。 手动操作界面 和 自动操作界面的触 摸屏 分别如图3 、 图4 所示 。
基于PLC的全自动剪板机的控制系统毕业设计论文

陕西科技技师学院课程设计课程名称:可编程控制原理题目:秸秆的自动切割系统专业班次:机电A91*名:**指导教师:***全自动切割机的PLC控制系统设计摘要:文章对我国发展低成本自动化的重要性等方面进行了研究。
以秸秆的自动切割为对象,探讨了PLC控制的秸秆自动切割系统的实现方案。
根据实际需要和市场的需求,在常规的可编程控制器(PLC)和单片机控制中,选择了以可编程控制器为主的控制方案。
由于秸秆的自动切割系统是一种可按切割要求,将秸秆自动切割、并由送料车送到下一工序的顺序控制的设备。
它要求其控制设备具有很强的抗干扰能力,而PLC是近几年发展起来的一种新型工业控制器。
由于它把计算机的编程灵活、功能齐全、应用面广泛等优点与控制器系统的控制简单、使用方便、抗干扰能力强、价格便宜等优点结合起来,而其本身又具有体积小、重量轻、耗电省等特点,在工业过程控制中的应用越来越广泛。
加之PLC以其在硬件设计中采用了屏蔽、滤波、光电隔离等技术,在软件设计中采用了故障检测、信息保护与恢复等措施,进一步提高了PLC的可靠性。
文章中采用了以工业顺序控制过程中广泛使用的可编程控制器(PLC)对秸秆自动切割系统进行控制。
通过对秸秆自动切割系统工作原理的分析,提出总体设想,初步设计了电气传动部分的设计方案和PLC控制的程序流程图。
关键词:可编程控制器;秸秆的切割;自动控制;顺序控制可编程控制器是一种为工业机械控制所设计的专用计算机,在各种自动控制系统中有着广泛的应用,他是在继电器控制和计算机控制基础上开发的产品,逐渐发展成为以微处理器为核心,把自动化技术、计算机技术,通信技术融为一体的新型工业自动控制装置。
早期的可编程控制器在功能上只能进行逻辑控制,因而称为可编程程序逻辑控制器(Programmable Logic Controller)简称PLC。
随着技术的发展,其控制功能不断增强,可编程程序控制器还可以进行算术运算,模拟量控制、顺序控制、定时、计数等,并通过数字,模拟的输入、输出控制各种类型的机械生产过程。
自动切割机PLC控制系统设计.doc
自动切割机PLC控制系统设计石家庄铁路职业技术学院备自动控制教研室2013年11月20日附页:y方向是线材前进方向,用由电机拖动皮轮拖动前进,前方有个定距离用的挡板,上面有行程开关,用于判断线材是否到位,如果线材碰到挡板就停止前进。
x方向是切割锯移动方向,初始位置a离线材距离较远,当线材到挡板位后,切割锯开始移动(50hz)。
当移动到距离较近的位置b时启动锯片高速旋转,完成切割动作。
当到达c点后,切割完成,后退,至b点后停止,驱动电机开始驱动线材向前移动。
各类部件移动均采用电机驱动方式实现。
各个电机的参数如下:驱动线材移动电机:y112s-6 , 950r/min,y 图2plc 实物图形接法。
驱动锯片高速旋转电机:jcb-22,,380v,,2790 r/min,y形接法。
驱动锯片架前后移动电机:y90s-4,,380v,,1400 r/min,y形接法。
摘要自动切割机设备############################################### ###################################################### ############################。
关键词:自动切割机;plc;欧姆龙目录第一章自动切割机的基本应用............................................. .. 1简介............................................. .. (1)切割机注意事项............................................. . (1)第二章控制任务分析............................................. . (2)任务分析............................................. . (2)plc的选型............................................. (3)第三章控制系统图设计............................................. .. (4)控制系统原理图设计............................................. (4)控制系统元器件的选择............................................. . 5控制系统布置图设计............................................. .. 11控制系统外观图设计............................................. .. 12控制系统接线图设计............................................. .. 13第四章程序设计............................................. . (14)控制要求............................................. (14)程序流程图............................................. . (14)第五章毕业设计总结............................................. (15)参考文献............................................. .. (17)附录............................................. (18)附录一:控制系统原理图............................................. .. 18附录二:控制系统布置图、外观图 (20)附录三:控制系统接线图............................................. .. 22附录四:元器件清单............................................. (23)附录五:程序清单............................................. .. (24)第一章自动切割机的基本应用简介自动切割机是一种加工机床,主要用于加工精确长度的或者误差较小长度的钢材、木材,玻璃等故障的概率就降底,配线减少,便于查找故障和替换部件。
自动切割机PLC控制系统设计
自动切割机PLC控制系统设计石家庄铁路职业技术学院自动控制教研室2013年11月20日附页:y方向是线材前进方向,用由电机拖动皮轮拖动前进,前方有个定距离用的挡板,上面有行程开关,用于判断线材是否到位,如果线材碰到挡板就停止前进。
x方向是切割锯移动方向,初始位置a离线材距离较远,当线材到挡板位后,切割锯开始移动(50hz)。
当移动到距离较近的位置b时启动锯片高速旋转,完成切割动作。
当到达c点后,切割完成,后退,至b点后停止,驱动电机开始驱动线材向前移动.各类部件移动均采用电机驱动方式实现.各个电机的参数如下:图2plc 实物图驱动线材移动电机:y112s—6 2。
2kw,5。
6a 950r/min,y形接法。
驱动锯片高速旋转电机:jcb—22,0。
15kw,380v,0.43a,2790 r/min,y形接法。
驱动锯片架前后移动电机:y90s-4,1.1kw,380v,2.8a,1400 r/min,y形接法。
摘要自动切割机设备#################################################################################################################################。
关键词:自动切割机;plc;欧姆龙目录第一章自动切割机的基本应用.。
.。
..。
....。
..。
.。
.。
.。
.。
.。
.。
.。
..。
.。
..。
.。
.. 11。
1 简介。
..。
.....。
..。
.。
..。
.。
.。
.。
....。
..。
.。
..。
..。
.。
1 1。
2 切割机注意事项.....。
.。
.。
.。
.。
....。
...。
.。
....。
...。
.....。
.。
1第二章控制任务分析。
.。
..。
...。
..。
..。
.。
.。
...。
....。
...。
..。
.。
.。
.。
..。
. 22.1 任务分析....。
.....。
.....。
基于PLC的金属切割机床控制系统的设计与研究

基于PLC的金属切割机床控制系统的设计与研究摘要:结合笔者相关工作经验,文章结合PLC的优点主要对PLC金属切割机床控制系统的设计与研究进行了探讨,旨在进一步提高企业生产效率。
关键词:PLC;金属切割机床控制系统前言:当前,在金属切割工具的应用中,仍有很多企业采用普通车床,即传统的继电器控制的普通车床。
由于继电器系统接线复杂,故障的诊断与排除比较困难,以及存在缺陷较多,其利用布线组成各种逻辑来实现控制,需要大量机械触点,因此安全性较差;当生产流程变更的同时,需要改变大量的硬件接线,甚至重新设计系统,要耗费大量的人力物力,花费很多时间。
因而造成了这些企业的生产率低下,效益差。
因此,在金属切割机床控制系统中采用PLC技术势在必行,在提高企业的设备利用率的同时,也能促进产品的质量和产量的提升。
一、可编程控制器的概念及优点可编程控制器简称PLC,普遍被运用在内部程序的存储工作中,为系统提供了良好的编程条件,用户可以借助该存储器进行计数、算数操作、逻辑运算等活动,而通过输入定时、顺序控制等指令后即可生效,而生产过程中可以依靠PLC 进行数字、模拟方式的输入/输出控制。
PLC 数控机床利用了传统数控机床的优势,同时嵌入了先进的PLC 技术、通讯技术、计算机技术,发挥自动控制和微电子的作用,使其满足数控机床运行和新型工业生产的双重要求。
其具有下列优点:(一)通用性、适应性强;(二)完善的故障自诊断能力且维修方便;(三)可靠性高及柔性强等优点,且小型PLC 的价格目前亦很便宜.因此,在普通车床的控制电路改造中发挥了及其重要的作用.本文以C650 车床的控制系统为例,详细说明采用PLC 改造传统控制系统的设计过程.二、PLC金属切割机床控制系统的设计与研究(一)PLC机型的选择PLC机型的选择应是在满足控制要求的前提下,保证可靠、维护使用方便以及最佳的性能价格比。
具体应考虑以下几方面:1、性能与任务相适应。
对于小型单台、仅需要数字量控制的设备,一般的小型PLC(如西门子公司的S7-200系列、OMRON公司的CPM1/CPM2系列、三菱的FX系列等)都可以满足要求。
基于PLC的自动切纸机控制系统的设计

基于PLC的自动切纸机控制系统的设计毕业论文(设计)课题名称:基于PLC的自动切纸机控制系统设计学生姓名:专业: 机电一体化指导老师:摘要随着我国科技水平的蓬勃发展,各类产业产品的发展已趋向精致化、多元化。
在大环境的趋势下,多元化、弹性化且具有多种切换功能的自动化机种方能适应市场的需求。
而自动化技术已经成为科技事业中的重要组成部分。
自动化技术与我们的生产生活息息相关,它直接影响到人们的生产生活水平。
为了提高生产水平和产品的质量,首先是要提高科技,也就是提高生产的自动化技术,但是传统的手工生产方法已经无法满足现实生活的需求,这迫切的要求我们提高科技,发展自动化生产技术。
本课题研究基于PLC的自动切纸机控制系统,它是以微处理器为基础,综合了计算机技术、自动控制技术和通讯技术发展而来的一种新型工业控制装置。
本文对现在可编程控制技术的应用现状、发展趋势作了详细的介绍,并简要介绍了课题研究的背景和意义,而且具体的作出了该课题的设计方案。
此次课题的研究,具有重要的意义,它是我们由理论到具体实践的过度,是对独立完成实践设计能力的考验。
关键词:可编程控制器;切纸机;步进电机;步进驱动器;组态控制ABSTRACTWith the vigorous development of China's scientific andtechnological level, the development of all kinds of industrial products has tended refined and diversified. The trend of the environment, diversified, flexible and automated switching function with a variety of models in order to adapt to market demand. Automation technology has become an important part of the scientific and technological undertakings. Automation technology with our production and life are closely related, it directly affects the people's production and living standards. In order to improve the level of production and product quality, to improve the technology, automation technology is to improve production, but the traditional manual production methods have been unable to meet the needs of real life, and the urgent requires us to improve the scientific and technological development of automated production technology.This study is based on the the PLC automatic paper cutter control system, which is a microprocessor-based, integrated computer technology, automatic control technology and communication technology evolved a new type of industrial control devices. Programmable control technology application status, trends were described in detail, and briefly describes the background and significance of the research, and made the subject of specific design. The research projects of great significance, it is from the theoretical to the concrete practice of excessivepractice design capabilities independently test.Keywords: Programmable controller; Cutter; Stepper motor; Stepper drives; Configuration control.目录第一章绪论 ..................................................................... .. (1)1.1 课题研究的基本概况 ..................................................................... .. (1)1.2 本课题研究的意义 ..................................................................... (2).................................................................... ..........................4 第二章切纸机控制系统的设计方案2.1 切纸机控制系统的控制要求 ..................................................................... .. (4)2.2 切纸机的硬件选型 ..................................................................... (4)2.2.1 PLC的类型选择 ..................................................................... .. (4)2.2.2 步进电机的工作原理及分类 ..................................................................... .. (5)2.2.3 步进驱动器的选择 ..................................................................... (7)2.3 切纸机控制系统的构造关系 ..................................................................... .................................10 第三章切纸机控制系统的组态设计 ..................................................................... .. (12)3.1 切纸机控制系统的组态设计 ..................................................................... (12)3.3.1 MCGS简介 ..................................................................... .. (12)3.2 切纸机控制系统组态监控画面 ..................................................................... (13)3.3 控制系统的联机通讯 ..................................................................... ............................................14 第四章切纸机控制系统的软件设计 ..................................................................... .. (16)4.1 I/O表的设定...................................................................... (16)4.2 硬件接线图...................................................................... (16)4.3 程序说明...................................................................... . (18)第五章切纸机控制系统的调试 ..................................................................... . (20)5.1 切纸机控制系统实物接线图 ..................................................................... (20)5.2 主站和从站的调试 ..................................................................... . (21)5.3 程序调试结果...................................................................... .. (21)总结 ..................................................................... ........................................................................ (25)致谢 ..................................................................... ........................................................................ (26)参考文献 ..................................................................... ........................................................................ .27第一章绪论1.1 课题研究的基本概况伴随着社会的快速发展,产品的生产效率也越来越受到人们的关注,大到大型机械设备、航空用品,小到零器件甚至更微小的原件的加工制造,都离不开自动化设备的应用。
基于PLC的火焰切割自动控制系统设计与研究
www�ele169�com | 73应用技术板材切割机在汽车制造、轨道交通、船舶制造、航空航天等工业领域中的应用十分广泛,根据切割机所使用的能源不同,板材切割机可以分为激光、火焰等不同类型。
其中,火焰切割机因经济成本低、操作和维护简便且切割效率较高等优点,在工业生产中应用比较频繁,根据切割机自动化需求,利用PLC 技术控制切割机系统的步进电机驱动器和气动原理图,且能通过设置步进电机的控制参数和运动规划路径,能有效改善传统板材火焰切割费时、费工和精度不够准确的弊端,确保定长金属板材的切割质量和效率,这对于提高工业生产规模、质量与精度具有积极的促进作用。
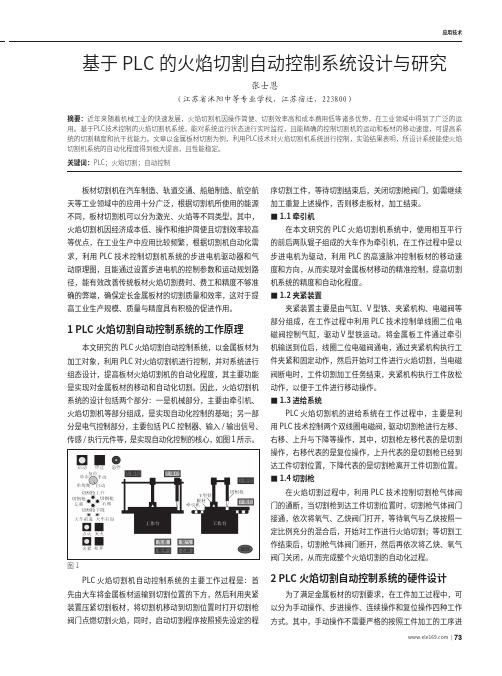
1 PLC 火焰切割自动控制系统的工作原理本文研究的PLC 火焰切割自动控制系统,以金属板材为加工对象,利用PLC 对火焰切割机进行控制,并对系统进行组态设计,提高板材火焰切割机的自动化程度,其主要功能是实现对金属板材的移动和自动化切割。
因此,火焰切割机系统的设计包括两个部分:一是机械部分,主要由牵引机、火焰切割机等部分组成,是实现自动化控制的基础;另一部分是电气控制部分,主要包括PLC 控制器、输入/输出信号、传感/执行元件等,是实现自动化控制的核心,如图1所示。
图1PLC 火焰切割机自动控制系统的主要工作过程是:首先由大车将金属板材运输到切割位置的下方,然后利用夹紧装置压紧切割板材,将切割机移动到切割位置时打开切割枪阀门点燃切割火焰,同时,启动切割程序按照预先设定的程序切割工件,等待切割结束后,关闭切割枪阀门,如需继续加工重复上述操作,否则移走板材,加工结束。
■1.1 牵引机在本文研究的PLC 火焰切割机系统中,使用相互平行的前后两队辊子组成的大车作为牵引机,在工作过程中是以步进电机为驱动,利用PLC 的高速脉冲控制板材的移动速度和方向,从而实现对金属板材移动的精准控制,提高切割机系统的精度和自动化程度。
■1.2 夹紧装置夹紧装置主要是由气缸、V 型铁、夹紧机构、电磁阀等部分组成,在工作过程中利用PLC 技术控制单线圈二位电磁阀控制气缸,驱动V 型铁运动。
全自动切割机的PLC控制系统设计

全自动切割机的PLC控制系统设计全自动切割机是一种用于切割各种材料的机械设备,通过PLC(可编程逻辑控制器)控制系统实现全自动操作。
在设计全自动切割机的PLC控制系统时,需要考虑以下几个方面:硬件选择、输入输出设计、控制逻辑编写和故障处理。
硬件选择:选择适合切割机的PLC控制器,考虑到切割机的复杂性和需要高速响应的情况下,选择高性能、高速度的PLC。
同时,还需选择适合的输入输出模块、传感器、执行器和人机界面等。
输入输出设计:根据切割机的需求,确定需要的输入和输出信号。
常见的输入信号有切割厚度、切割长度、切割速度等;常见的输出信号有切割刀的运动、切割材料的供应等。
根据这些信号,选择合适的传感器和执行器。
控制逻辑编写:编写全自动切割机的控制逻辑,使用PLC编程语言(如LD、ST等)将需要实现的功能转化为可执行的指令。
控制逻辑包括切割工艺的参数设定、启动和停止控制、速度调节、自动切换刀具等功能。
故障处理:设计故障处理方案,包括故障自检和报警功能。
通过监测各个部件和传感器的状态,及时发现故障,并向操作人员报警。
同时,设计还需要考虑故障恢复功能,当故障消除后,自动恢复正常工作状态。
此外,在全自动切割机的PLC控制系统设计中,还需要考虑安全性。
采用多重安全保护机制,如防误操作、急停按钮、安全光幕等,确保操作人员和设备的安全。
总结:全自动切割机的PLC控制系统设计需要从硬件选择、输入输出设计、控制逻辑编写和故障处理几个方面进行考虑。
在设计过程中,要充分考虑切割机的复杂性和高速响应的需求,合理选择控制器、传感器和执行器,并编写合理的控制逻辑。
在故障处理方面,设计故障自检和报警功能,确保设备的安全使用。
最终的目标是设计出安全、高效、稳定的全自动切割机PLC控制系统。
基于PLC实现对剪板机自动控制的设计
基于PLC实现对剪板机自动控制的设计
剪板机是一种用于切割金属板材的机械设备,具有高效、精确、安全等特点。
为了提
高剪板机的生产效率和操作安全性,可以采用PLC(可编程逻辑控制器)进行自动控制设计。
根据剪板机工作的流程和要求,设计PLC的输入输出信号。
常见的输入信号包括起动
按钮、停止按钮、切割长度、切割厚度等,输出信号包括电机控制信号、切割刀控制信号等。
然后,设计PLC的程序逻辑控制。
根据剪板机的工作流程,通过写程序实现剪板机的
自动控制。
程序逻辑控制的内容包括自动起动、切割长度和厚度的设定、电机控制信号的
输出、切割刀的运动控制等。
接下来,编写PLC的程序代码。
根据PLC的编程软件,编写相应的逻辑控制程序代码。
代码中需要设置相关的输入输出信号、设定切割长度和厚度、计算切割次数、控制电机运
行等。
然后,通过PLC的模拟仿真功能进行调试。
将编写好的程序代码导入PLC中,通过模
拟仿真功能可以验证程序的正确性,并可以进行参数的调整和优化。
进行现场实施和调试。
将PLC及其相关设备进行现场安装和布线,并进行调试和测试。
调试时需要对输入信号进行测试,确认PLC的输出信号能够正常控制剪板机的运行。
基于PLC的剪板机自动控制设计主要包括确定输入输出信号、编写程序逻辑控制、编
写程序代码、模拟仿真调试和现场实施调试等步骤。
通过PLC的自动控制,可以提高剪板
机的工作效率、减少人力成本,并提高操作的安全性和精确性。
基于PLC的切割机系统设计

有 5 0 年左右的生命周期,超过这段时间的钢筋混凝土建 将两者分离,从而降低了施工的难度并且提高了钢筋的回
筑就面临拆除的问题,而拆除建筑物就会伴随着大量的建 收利用率。
筑 垃 圾 ,主要为混凝土与包裹在混凝土中的钢筋,出于环
表 1 混凝土轴心抗压强度设计值(N/mm2)
保 与 节 约 的 目 的 ,建 筑 物 中 的 钢 材 应 当 进 行 回 收 、重 铸 ,从 而 能 重 复 利 用 ,节 约 资 源 。但 就 现 今 的 回 收 技 术 而 言 ,对此 类 钢 材 的 回 收 率 与 再 利 用 率 较 低 ,造 成 了 极 大 的 浪 费 ,而 且 回 收 的 过 程 中 有 极 大 的 不 便 ,因此需要提出一种新的方 法 进 行 钢 筋 混 凝 土 里 的 钢 材 回 收 ,既 要 施 工 方 便 ,也要有 着较高的回收率。
方式不同,P L C 控制采用循环扫描的工作
方式,具 体 流 程 如 图 1 所示。
〇
CJ
O
U
PLC —个扫描周期中的工作过程一 般分为3 个阶段:
—号小车
二号小车
① 输入采样阶段,通过输入接□把所 有输入端所接的信号状态读入输入映像 寄 存 器 中 ,即 刷 新 输 入 信 号 的 原 有 状 态 ;
关键词:切 割机;PLC; 系统设计
0 引言
切 割 机 是 利 用 电 动 机 带 动 刀 具 ,使刀
具 与 工 件 间 产 生 相 对 运 动 ,这种相对运动
输
会使刀具在工件上形成一定规律的轨迹,
入
信号
端
由此工件被切割成一定规则的形状。基于
子
此 原 理 ,切 割 机 在 实 际 金 属 、非金属需切
自-数控切割机控制系统的设计
编号:毕业论文(设计)题目数控切割机控制机构的设计指导教师姚俊红学生姓名刘武学号 2专业机械设计制造及其自动化教学单位德州学院机电工程系(盖章)二0一二年五月六日德州学院毕业论文(设计)开题报告书德州学院毕业论文(设计)中期检查表院(系): {机电工程系} 专业:机械制造及其自动化 2012 年 04月 12日目录1.概述ﻩ错误!未定义书签。
1.1数控切割机的发展现状ﻩ错误!未定义书签。
1.2数控切割机床电气系统的介绍............................. 错误!未定义书签。
1.3本次设计的主要内容...................................... 错误!未定义书签。
2. PLC的由来及应用. ....................................... 错误!未定义书签。
2.1 PLC的由来............................................. 错误!未定义书签。
2.2 PLC的应用领域......................................... 错误!未定义书签。
2.3 PLC的知识介绍.......................................... 错误!未定义书签。
3 PLC控制系统的设计...................................... 错误!未定义书签。
3.1 PLC控制系统设计内容及步骤............................. 错误!未定义书签。
4 本次设计的方案............................................ 错误!未定义书签。
4.1数控切割机的整体结构示意图............................. 错误!未定义书签。
4.2控制系统硬件结构的分析................................ 错误!未定义书签。
基于PLC控制的钢板定长切割系统设计
基于PLC控制的钢板定长切割系统设计摘要钢板定长切割系统是制造业中常见的一种设备。
本文提出了一种基于PLC控制的钢板定长切割系统设计方案。
该方案采用了MITSUBISHI FX3U-32MR/ES-A PLC作为控制核心,并通过编程实现了钢板长度的自动测量、切割、定位等功能,并引入了触摸屏界面,实现了用户友好化操作。
经过实验验证,该设计方案能够稳定可靠地完成钢板的定长切割任务。
关键词:PLC控制,钢板切割,定长切割,自动测量AbstractSteel plate length cutting system is a common equipment in manufacturing industry. This paper proposes a design scheme of steel plate length cutting system based on PLC control. The scheme adopts MITSUBISHI FX3U-32MR/ES-A PLC as the control core, and implements automatic measurement, cutting, positioning and other functions of steel plate length through programming. The touch screen interface is introduced to realize user-friendly operation. After experimental verification, the design scheme can complete the steel plate length cutting task stably and reliably.Keywords: PLC control, steel plate cutting, length cutting, automatic measurement引言随着我国经济的不断发展和制造业的快速发展,钢铁、机械等行业需求量不断增加,而钢板的定长切割是这些行业中十分重要的工艺环节之一。
基于PLC的切割机系统设计

毕业设计(论文)题目基于PLC的自动切锁管机控制系统设计指导教师院别班级学号姓名二〇一一年三月二十日基于PLC的自动切锁管机控制系统设计摘要:随着自动行业的发展,在生活生产中到处都出现了不同种类的自动化设备。
在当今的工业领域中,板材管料切割是成品加工过程中最为重要的步骤,也是保证成品质量的重要工序。
本文在基于PLC的切割机控制系统设计中,设计了PLC控制系统总体方案,给出了软、硬件设计与实现方案。
在硬件设计部分,阐述了电动机主电路及其电器控制电路的设计过程,给出了这两个电路的电器元件的选择结果。
在控制电路的设计部分,阐述了I/O接线图的设计过程,给出PLC及其输入/输出元件的选择结果。
在软件设计部份详细地阐述了PLC用户程序的设计过程,其中包括对公用程序、手动程序、自动程序与故障报警程序的设计过程的阐述,并给出了上述所有程序的梯形图和指令表。
关键词:切割机;PLC;控制系统。
The System Design of The Automatic Cutting Machine Base on PLC Profession:Automation Class:D072 Name:Zheng-Zhong Instructor:Ganfei Lou Abstract:With the development of automatic industry,various kinds of automatic equipments appear all around of our life and production.In today's industrial field,Incising the material of tube and plank stuff is not only the most important step during the procedure of processing finished products but the important process of ensuring the products'quality.Designed the PLC control system a total project in according to the PLC static cutting the machine control system design, give soft, hardware design and carry out a project. Design part in the hardware, elaborate the design process of the electric motor main electric circuit and its electric appliances control electric circuit, gave the choice of these two electric appliances components of electric circuits the result. Be controlling the design part of the electric circuit, elaborate I/O to connect the design process of the line diagram, give the PLC and the choice of its input/output component the result. Design the design process that the part elaborated the PLC customer procedure in detail in the software, include among them to the public procedure, hand to move the design process that the procedure, automatic procedure and give alarm signal procedure to elaborate, and gave above-mentioned all trapezoid diagrams of procedures and the repertoire. Keywords:cutter; PLC; control system目录第一章概述 (1)1.1切割机发展现状 (1)1.2切割机控制方法与控制系统的确定 (1)1.3PLC的特点 (2)1.4本文主要设计内容 (3)第二章系统的设计 (4)2.1切割机主要构造及技术参数 (4)2.1.1 切割机主要构造及动作过程 (4)2.1.2 切割机技术参数 (4)2.2电气元件的选择 (5)2.3控制电路设计 (8)2.3.1 控制系统电路图 (8)2.3.2 PLC硬件接线图及I/O端口分配 (9)2.3.3 电气元件的配置 (12)第三章软件设计 (14)3.1系统的软件设计概述 (14)3.2公用程序设计 (14)3.3手动程序设 (15)3.4自动程序设计 (16)3.4.1 自动控制程序 (16)3.4.2 自动输出程序 (19)3.4.3 自动回原点程序 (20)3.5报警程序 (21)第四章系统的安装与调试 (22)4.1程序的仿真和调试 (22)4.2系统的安装 (22)第五章总结 (24)参考文献 (25)致谢词 (26)附录一 PLC外部接线图 (27)附录二元件清单 (28)附录三总程序指令表 (29)第一章概述随着自动行业的发展,在生活生产中到处都出现了不同种类的自动化设备。
基于PLC的自动切割控制系统的设计

43卫星电视与宽带多媒体研究开发基于PLC的自动切割控制系统的设计■沈阳工学院信息与控制学院:李瑞 张可菊【摘要】本设计本文以欧姆龙CPM2A PLC为核心从硬件和软件两个方面进行控制系统设计,并以工业计算机显示终端控制系统,与其进行串行通信,完成自动切割控制写的设计过程。
【关键词】控制系统;终端控制;PLC目前国内金属切割机的发展还不能满足工业生产的切割要求。
很多公司需要切割的轧辊产品尺寸大,硬度高,所以针对这些特殊的切割要求,研究大型金属切割机具有很强的现实意义1. 金属切割机的内部结构图实际中,金属切割机结构复杂,结构上主要包括机体、传动装置、给进机构、夹具、冷却系统等。
随着现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割功能的要求也在提升。
数控切割机的发展必须要适应现代机械加工业发展的要求。
金属切割机的内部主要结构如图1所示。
2. 系统硬件总体结构自动切割系统硬件结构图如图2所示。
3. 系统I\O地址分配切割机控制系统PLC的输出端口包括启动、直进切割、图1 金属切割机的内部结构图图2 自动切割系统整体硬件结构图表1 系统输入输出I\O地址分配表图4 进三退一梯形图44卫星电视与宽带多媒体研究开发进三退一、Z向快进、Z向工进、Z向快退、Y向快退、Z向工退、停止,另外包括PLC的串行输出地址分配,对变频器进图3 直进切割控制动作流程图行控制。
具体系统输入输出I\O地址分配表见表1所示。
4. 自动切割系统直进切割流程图其中直切是指在切割较薄的试验环时,砂轮片上下摆动直接进给,一次将工件切断。
在切割过程中,悬臂带动砂轮片由上止点开始先快进,当接触到工件时变为慢速工进,匀速切割,切断工件后,自动复位。
其直进切割控制动作流程如图3所示。
进三退一切割,启动后砂轮片开始下降,同时冷却系统开始冷却,能够防止砂轮片和被切割物体过热,砂轮片开始下降速度为高速,在靠近被切割物体时换为工进速度。
三菱PLC激光控制切割机程序(附注释)

三菱PLC激光控制切割机程序(附注释)简介本文档介绍了使用三菱PLC激光控制切割机的程序设计。
本程序旨在实现对切割机的自动化控制,提高生产效率和产品质量。
环境要求三菱PLC (Programmable Logic Controller)模块激光控制器切割机设备相关传感器和执行器程序架构概述本程序使用三菱PLC作为主控制器,负责与激光控制器和切割机设备进行通信和协调。
程序主要包括以下几个部分:1.初始化和设备连接:初始化PLC和激光控制器,并建立与切割机设备的连接。
2.传感器信号处理:读取传感器的信号,包括切割机位置,材料厚度等,用于判断切割条件和切割状态。
3.切割机控制: 根据传感器信号和预设的切割参数,控制切割机设备的运动和激光发射。
4.异常处理: 监测和处理异常情况,如传感器故障、切割质量不合格等,确保切割过程正常和安全。
详细设计本程序采用基于Ladder Diagram(梯形图)的编程方式,语言可选择使用三菱PLC的编程软件进行开发。
以下是程序中的主要功能模块:初始化和设备连接LD。
// 初始化PLC和激光控制器ENG0010.// 建立与切割机设备的连接传感器信号处理LD SENSOR_1 // 读取传感器1信号LD SENSOR_N // 读取传感器N信号判断切割条件和切割状态切割机控制LD TMP_ON // 根据切割条件控制切割机加热LD LASER_ON // 根据切割条件控制激光发射切割机设备运动控制异常处理LD SENSOR_ERROR // 检测传感器故障LD CUT_QUALITY // 监测切割质量是否合格异常处理逻辑程序测试和调试在编写程序之前,需要对三菱PLC、激光控制器和切割机设备进行硬件连接和参数设置。
完成程序编写后,需要进行测试和调试以验证程序的正确性和可靠性。
测试步骤:1.确保硬件连接正确并通电。
2.通过三菱PLC编程软件,将程序下载至PLC。
3.启动程序,观察程序在运行时是否按照预期进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动切割机PLC控制系统设计石家庄铁路职业技术学院自动控制教研室2013年11月20日附页:y方向是线材前进方向,用由电机拖动皮轮拖动前进,前方有个定距离用的挡板,上面有行程开关,用于判断线材是否到位,如果线材碰到挡板就停止前进。
x方向是切割锯移动方向,初始位置a离线材距离较远,当线材到挡板位后,切割锯开始移动(50hz)。
当移动到距离较近的位置b时启动锯片高速旋转,完成切割动作。
当到达c点后,切割完成,后退,至b 点后停止,驱动电机开始驱动线材向前移动。
各类部件移动均采用电机驱动方式实现。
各个电机的参数如下:驱动线材移动电机:y112s-6 2.2kw,图2plc实物图5.6a 950r/min,y形接法。
驱动锯片高速旋转电机:jcb-22,0.15kw,380v,0.43a,2790 r/min,y形接法。
驱动锯片架前后移动电机:y90s-4,1.1kw,380v,2.8a,1400 r/min,y形接法。
摘要自动切割机设备############################################## ###################################################### #############################。
关键词:自动切割机;plc;欧姆龙目录第一章自动切割机的基本应用 (1)1.1 简介 (1)1.2 切割机注意事项 (1)第二章控制任务分析 (2)2.1 任务分析 (2)2.2 plc的选型 (3)第三章控制系统图设计 (4)3.1 控制系统原理图设计 (4)3.2 控制系统元器件的选择 (5)3.3 控制系统布置图设计 (11)3.4 控制系统外观图设计 (12)3.5 控制系统接线图设计 (13)第四章程序设计 (14)4.1 控制要求.........................................................144.2 程序流程图.......................................................14第五章毕业设计总结 (15)参考文献..............................................................17附录 (18)附录一:控制系统原理图 (18)附录二:控制系统布置图、外观图 (20)附录三:控制系统接线图 (22)附录四:元器件清单 (23)附录五:程序清单.....................................................24第一章自动切割机的基本应用1.1 简介自动切割机是一种加工机床,主要用于加工精确长度的或者误差较小长度的钢材、木材,玻璃等故障的概率就降底,配线减少,便于查找故障和替换部件。
1.2 切割机注意事项1、电源线路必须安全可靠,严禁私自乱拉,小心电源线摆放,不要被切断。
使用前认真检切割时,工作人员必须偏离砂轮的正面,并做好保护措施。
4、停电、休息或离开工作地点时,应立即切断电源,以免发生危险。
第二章控制任务分析2.1 任务分析该自动切割机控制系统的控制任务如下:y方自动切割机控制系统的控制工作示意图如图1所示:图1控制工作示意图2.2 plc的选型据控制任务分析,我们可以得出我们选用的plc 应该是有9个输入口和4个输出口,因此我们选用欧姆龙cpm1a系列的cpm1a-c20,12入8出。
工作电压:24vdc实物图如图2所示:安装尺寸:主单元(w*h*d)90*66*70mm。
1第三章控制系统图设计3.1 控制系统原理图设计3.1.1主电路设计主电路主要表现电机的接线方式,其中所用的电机都采用星接,对电动机必须采用相应的保护措施其中包括过载保护,短路保护。
用到的保护原件有断路器和热继电器。
主电路如图3所示:图3主电路图3.1.2控制电路设计主要体现plc的控制接线图,plc采用直流24v,在设计中用到特殊的直流电源图5线槽实物图控制电路中体现了各个端子在plc的连接点,如图4所示:图4控制电路图3.2 控制系统元器件的选择驱动所有的元器件的型号和参数列出清单为布置图的绘制做准备。
3.2.1线槽的选择因为线槽用于软线的敷设,没有过多的要求,所以我们选择的线槽只要能够将软线放入即可。
如图5所示:线槽型号:pvc-25*12.5即满足需求3.2.2特殊电源的选择因为plc用到的电压为24v,所以需要把交流380v 的电压转换成适用于plc的电压,所以我们特殊电压源只需把就交流变成直流的24v就可以。
用到20个点的plc,每个点的额定电流为12ma,所以共需240ma的电流源。
电源输出容量为200ma,但图6特殊电源实物p=u*i=5.76w,因此选择sa-24-15型号的电源。
其中15表示15w。
电源如图6所示:安装尺寸:主单元(w*h*d)97*99*36mm。
图3.2.3接线排的选择接线排的选择根据它所带的最大负荷计算,当三台电机同时工作时,负荷最大i=8.83a,所以选择td-15型的接线排;接线排外形如图7所示:安装尺寸:主单元(a*b*h)2.4*30*24mm。
l1=10 mm dxa=3×8mm。
xt1:30*126mm,xt2:30*25图7接线排实物图3.2.4按钮的选择按钮在此设计中包括起动按钮和停止按钮。
按钮的开孔直径是16mm。
型号:ds-212;如图8所示:图8按钮实物图3.2.5导线的选择电机额定电流为5.6a、0.43a、2.8a,共有3个电机,当两台电机共同运行时功率较大,电流也就较大,此时电流为3.23a,电源进线电流应为额定电流的3~7倍,电流范围23~40所以电源进线为bv-3*10+2*6;电机导线电流大于等于电机额定电流即可,所以电机导线为bv-2.5,连接面板的电流不需很大,在额定电流以下即可,所以面板导线为bvr-1.5。
如图9所示:图9导线3.2.6低压断路器的选择低压断路器是一种不仅可以接通和分断正常负荷电流和过负荷电流,还可以接通和分断短路电流的开关电器。
它具有一定的保护功能:过负荷、短路、欠压、漏电保护等断路器。
外形如图10所示:安装尺寸:主单元(a*b*h)72*(80 1.5)*(77.5 1.5)mm。
图10断路器3.2.7接触器的选择接触器应用于电力,配电,于用电。
接触器广义上指工业中利用线圈留过的电流产生磁场,使触头闭合,以a,因此可以选cj20-10型号的接触器。
外形如图11所示:安装尺寸:主单元(a*b*h)70*70*70mm。
图11接触器3.2.8热继电器的选择热继电器是一种过热保护元件,不能用于短路保护,当发热元件的短时电流超唱过额定电流的几倍,它不会瞬动;当长时间过热,如图12所示:安装尺寸:主单元(a*b*h)70*47*35mm。
图12热继电器3.2.9行程开关的选择在此设计中,行程开关sqb、sqc、sq、sqa选用能图自动复位的双转换开关,位置开关(又称限位开关)的一种,是一种常用的小电流主令电器。
利用生产机械运动部件的碰撞使其触头动作来实现接通或分断控制电路,达到一定的控制目的。
通常,这类开关被用来限制机械运动的位置或行程,使运动机械按一定位置或行程自动停止、反向运动、变速运动或自动往返运动等。
在电气控制系统中,位置开关的作用是实现顺序控制、定位控制和位置状态的检测。
用于控制机械设备的行程及限位保护。
构造:由操作头、触点系统和外壳组成。
型号:dz-10g-10外形如图13所示:安装尺寸:主单元(a*b*h)70*47*35mm。
13行程开关3.3控制系统布置图设计我们要根据系统原理图,作出系统的布置图(见附录二)。
并且在此基础上做出面板的开孔图,在这之前我们要选好要用的所有原件的型号,测量器件的尺寸。
在此设计中我用到的元件如下:低压断路器,四个接触器,三个热继电器,四个行程开关,接线排。
底板布置图如图14所示。
面板布置图如图15所示。
图14底板布置图图15面板布置图3.4 控制系统外观图设计最后,我们根据底面和面板的尺寸来绘制出外观图。
考虑到节省费用,控制柜的大小要适中,太大了浪费材料,太小了达不到要求,而且尺寸还要尽量取整,因此选用尺寸为597*610*200mm,如图16所示。
图16外观设计图3.5 控制系统接线图设计接线图是为了接线方便且不容易出错必须体现出的系统图之一(见附录三);如图17所示。
图17接线图第四章程序设计4.1 控制要求自动切割机的自动工作循环共有4个工步:材料到位、锯架移动、锯片启动切割及原位停止,分别由行程开关sq、sqb、sqc、sqa及sb1控制循环的起动和工步的切换。
其工作原理为:顺序启动。
4.2 程序流程图实现上述控制要求的完整梯形图见附录五。
流程图如图18所示。
图18流程图第五章毕业设计总结转眼间一个月的时间过去了,从开始选题到结束,在这期间我过的很充实,毕业设计是一个重要环节,是大学三年学习的总结和提高。
毕业设计是一个漫长的过程,在此期间,通过查找资料,老师指导,与同学交流,反复修改图纸。
每个过程都是对自己能力的一次检验和充实,但同时也暴露出自己专业基础很多不足之处,比如缺乏综合应用专业知识的能力,对材料的不了解,对具体设计涉及到的)整理图纸致谢大学三年,,我向辛勤培育我的石家庄铁路职业技术学院的全体老师致以崇高的敬意和衷心的感谢!参考文献1.兵器工业第五设计研究院主编,工厂常用电气设备手册(第二版),北京:中国电力出版社,1997。
2.李国厚主编,张发玉侯铁兵副主编,plc原理与应用,清华大学出版社,1997。
爱人者,人恒爱之;敬人者,人恒敬之;宽以济猛,猛以济宽,政是以和。
将军额上能跑马,宰相肚里能撑船。
宽容就是忘却,人人都有痛苦,都有伤疤,动辄去揭,便添新创,旧痕新伤难愈合,忘记昨日的是非,忘记别人先前对自己的指责和谩骂,时间是良好的止痛剂,学会忘却,生活才有阳光,才有欢乐。
不要轻易放弃感情,谁都会心疼;不要冲动下做决定,会后悔一生。
也许只一句分手,就再也不见;也许只一次主动,就能挽回遗憾。
世界上没有不争吵的感情,只有不肯包容的心灵;生活中没有不会生气的人,只有不知原谅的心。
感情不是游戏,谁也伤不起;人心不是钢铁,谁也疼不起。
好缘分,凭的就是真心真意;真感情,要的就是不离不弃。
爱你的人,舍不得伤你;伤你的人,并不爱你。
你在别人心里重不重要,自己可以感觉到。
所谓华丽的转身,都有旁人看不懂的情深。
人在旅途,肯陪你一程的人很多,能陪你一生的人却很少。
谁在默默的等待,谁又从未走远,谁能为你一直都在?这世上,别指望人人都对你好,对你好的人一辈子也不会遇到几个。