加拿大标准完整版
加拿大玩具标准汇总
3
ቤተ መጻሕፍቲ ባይዱ《表面涂料条例》
总量铅:90ppm
总量汞:ND(<10ppm)
以前采用油漆油墨等涂料行业中执行的《危险产品(液体涂料)法规》
4
儿童首饰铅含量规定
涂层(儿童饰品)
(总量铅:90ppm,总量汞:ND(<10ppm))
(1)SOR/2005-109;
(2)加拿大表面涂层条例修正案:SOR/2010-224
名称
主要内容
相关法案及条例
1
《危险产品法案》
禁止类玩具产品
法案Part I of Schedule I
限制类玩具产品:需达到《危险产品(玩具)条例》的要求
法案Part II of Schedule I
2
《加拿大危险产品(玩具)条例》C.R.C.,C.931
既有技术要求也有测试方法,包括文字要求、机械危险、合理的可预见滥用试验、对所有年龄段儿童适用的保护要求、对小于三岁儿童的特殊保护、微生物危害等
15岁以下儿童首饰(总量铅:600ppm)
SOR/2005-132
加拿大儿童首饰条例
5
加拿大产品安全参考手册卷5
6
加拿大地方玩具法规
安大略省
《技术标准和安全法案》,2000,S.O.2000,c.16安大略规定218/01《关于软垫和填充产品》
马尼托巴省
《公众健康案》C.C.S.M.c.P210,333/88 R《关于床内填充物、软垫和填充产品的规定》
加拿大玩具法规条例情况
加拿大玩具安全在《危险产品法案》(Hazardous Products Act H-3)和《危险产品(玩具)条例》(Hazardous Products(toys)Regulation C.R.C.,C.931)中规定。这两个条例由加拿大健康产品安全局(其前身为产品安全局)管理和执行。主要法规条例列表如下:
加拿大标准

CAN/CSA-G30.18-M92 (1998年重审)钢筋混凝土用棒材金属和金属制品加拿大国标在加拿大标准协会的赞助下制定的该国标在1919年制成并在1973年由加拿大标准委员会审批为国标系统。
加拿大标准协会是一个非盈利、非法定的自发性的协会团体,它由热衷于标准发展和鉴定活动的人组成。
CSA的标准反映了生产者和用户的公论,包括厂商,消费者,零售商,工会和专业性组织,以及政府机构。
这些标准被工业和贸易广泛应用,并经常被地方、州和中央政府的法规所采用,特别是应用于卫生、保险、建筑设计和环境领域。
加拿大的许多个人,公司和协会团体通过自愿将他们的时间和技术提供给CSA委员会的工作并为协会会员的开发任务提供资金来支持CSA标准的发展。
超过7000名委员会的志愿者和2000名赞助者组成了CSA的成员,CSA的主管也从他们之中选择。
赞助者是CSA标准发展活动的主要资金提供者。
为确保鉴定的公正性,协会会有规律的、连续不断的审查和试验具有CSA标志的产品。
除了位于魁北克的联合总部和实验室,CSA在加拿大的8个中心城市有地区性的分支,在8个国家拥有校验和测试机构。
从1919年以来,CSA改进了一些必要的鉴定标准以不负它的使命:CSA是一个独立的服务型组织,它致力于理解和实现国家及国际的标准统一,并为相关的质保、质量和性能提供一个统一的评估。
若想进一步了解CSA的服务信息,请写信至加拿大标准协会。
178Rexdale林荫大道魁北克安大略省加拿大M9W 1R3加拿大标准委员会是国标系统的主体,它是一个独立的自发性联合会,致力于进一步发展和改进国家行业中的非官方统一标准。
委员会的主要目标是建立和促进自发性的统一标准,以此作为推动国家经济、卫生、保险、公共福利发展,维护消费者权益,促进国内和国际贸易,深化标准领域的国际合作的一种手段。
加拿大国标是由加拿大标准委员会审定的一种标准,它反映了众多有志之士的共识,这些人的共同兴趣是为生产者、用户、消费者和具有相应兴趣的人提供一个最好的实用规则限度,比如这些标准可能正好适合我们手头上的课题。
CSA-加拿大标准协会标准

CSA-加拿大标准协会标准Z245.1-95管线管油、气工业系统和材料1999.10.25目录1.范围7.3冲击试验1.1总则 7.3.1电焊管(略)1.2尺寸、钢级、种类 7.3.2连续焊管1.2.1外径和壁厚 7.4弯曲试验1.2.2钢级 7.4.1程序1.2.3种类 7.4.2复验2参考标准7.5引导弯曲试验3定义7.5.1总则4一般要求7.5.2埋弧焊管(略)电焊管(略)4.1订货要求 7.5.3 4.1.1标准要求 7.6冲击试验-V型槽口4.1.2选择要求 7.6.1总则4.2连接性能 7.6.2试样尺寸(管体)4.2.1焊接性能 7.6.3试样形式、方向和位置(管体) 4.2.2安装方法 7.6.4复验4.3成型加工 7.7落锤撕裂试验4.4质保程序 7.7..1总则4.5符合性、追溯性 7.7.2方向和位置5 材料和制造7.7.3试样评估5.1钢的生产 7.7.4复验5.2脱氧 7.8硬度试验5.3坯5.4管的生产8.机械性能6化学试验要求8.1总则6.1总则 8.2拉伸性能6.2熔炼分析 8.2.1管体拉伸试验6.3成品分析 8.2.2焊管横向拉伸试验6.3.1总则 8.3朔性试验6.3.2频次 8.3.1总则6.3.3取样方法 8.3.2压扁试验6.3.4准备 8.3.3引导弯曲试验6.3.5复检 8.3.4弯曲试验6.4报告 8.4韧性试验-管体7.机械性能试验程序8.4.1频次7.1总则 8.4.2试验温度7.2拉伸试验 8.4.3种类1管韧性要求7.2.1总则 8.4.4种类2管韧性要求7.2.2屈服强度 8.4.5种类3管韧性要求7.2.3纵向拉伸试验 8.5韧性试验-焊接材料7.2.4横向拉伸试验 8.6硬度试验7.2.5焊管横-拉伸试验 8.7报告7.2.6复检9水压试验9.1水压试验要求 12.2.1连续焊管(略)9.2试验时间 12.2.2电焊管(略)9.3试验证明 12.2.3埋弧焊管(略)9.4试验压力 12.2.4焊管用板带端部对焊(略) 10尺寸、重量、长度12.2.5短管接头焊接10.1总则 12.2.6无缝管10.2外径 12.3操作资格证10.3壁厚 12.4射线检查(略)10.4重量 12.5超声波探伤10.5长度 12.5.1设备10.6直度 12.5.2相关标准10.7工厂连接 12.5.3校准10.7.1总则 12.5.4合格(限)10.7.2单接头 12.5.5报警(限)10.7.3双接头 12.5.6灵敏度10.7.4三倍接头 12.6电磁探伤10.8管端 12.6.1焊缝探伤10.8.1平管端管 12.6.2管体探伤10.8.2特殊管端管 12.7磁粉探伤11制造工艺、检查和偏差12.7.1程序11.1工厂检查 12.7.2设备11.2检查注意事项 12.7.3相关标准11.3 工厂准入 12.8渗透探伤11.4尺寸和重量的偏差13钢管缺陷修磨11.4.1管体外径偏差 13.1总则111.4.2管端外径偏差 13.2修磨11.4.3圆度 13.3补焊(略)11.4.4壁厚偏差 13.4焊接缺陷补焊程序(略) 11.4.5重量偏差 13.5焊接点补焊后测试(略) 11.4.6长度偏差14接管焊接程序11.5加工偏差 15标记和涂层11.5.1钝边偏差 15.1总则11.5.2埋弧焊管焊道(略) 15.2标记要求11.5.3埋弧焊管焊缝不正(略) 15.3标记位置和方法11.5.4埋弧焊管内、外焊道高(略) 15.4标记顺序11.5.5电焊管外焊边(略) 15.5涂层11.5.6电焊管内焊边(略) 16抗硫腐蚀性能11.5.7硬点附件:11.5.8焊缝位置A-钢管尺寸、重量和顺序号11.6缺陷B-管线管公称尺寸对照表12无损探伤C-破坏性试验要求12.1总则12.2检测方法Z245.1-95管线钢管1.范围1.1总则本标准包括用于油、气管线系统的无缝管、连续焊管、电焊管埋弧焊管注:(1)闪光焊管是通过电阻加热同时利用压力将相临边缘整体结合的方法制造的管材(2)低频是小于1KZ的频率1.2 尺寸、钢级和类别注:不是所有的尺寸、钢级、类别组合都适用,具体管子应执行规范具体条款.1.2.1标准包括公称外径:10.3mm~2032mm的管子,标准外径和壁厚将在表9.1 1.2.2本标准包括钢级从:172至550的管子,标准钢级在表8.1中给出.1.2.3 分类本标准包括以下种类管材:(a)种类Ⅰ-不要求提供管体韧性(b)种类Ⅱ-要求提供管体吸收功和剪切面积(c)种类Ⅲ-要求提供管体吸收功.2 .参照标准2.1参照标准应尽可能使用最新版本CSA 标准CAN/CSA-ISO 9000-1-94:质量管理和质量保正标准部分1:使用指南CAN/CSA-ISO 9000-2-94:质量管理和质量保正标准部分2:ISO90001、 ISO90002、ISO90003使用一般说明CAN/CSA-ISO 9001-94:质保体系CAN/CSA-ISO 9002-94:质保体系CAN/CSA-ISO 9003-94:质保体系Z662-94:油、气管线系统ANSI标准:B1.20.1-1983(R1992):一般用途管螺纹API 规范:Q1-1994 :质量程序规范5L3-1996:管线管落锤撕裂试验推荐做法ASTM 标准:A370-96:机械性能试验A751-95:化学分析E18-94:洛氏硬度E29-93a :试验数据的有效数字符合性标准E92-82:维氏硬度E94-93:射线探伤指导E140-95:标准硬度转换表E142-92:射线试验质量控制方法E165-92:液体渗透试验方法E384-89:材料的显微硬度E709-91:磁粉探伤标准E747-90:射线探伤质量控制E1025-84:射线探伤CGSB标准CAN/CGSB-84. 9712-95:无损探伤人员资格证书ISO标准1027-1983(E):射线探伤5579-1985:射线探伤NACE标准TM0284-87:管线管和压力容器钢抗氢致开裂性能试验3定义(略)4一般要求4.1产品订货要求4.1.1标准要求下列要求应在定单中注明:(a)CSA标准的版本号(b)重量(c)钢级(d)种类(e)Ⅱ、Ⅲ类管规定的试验温度(f)生产方法(g)外径(h)壁厚(i)长度(j)管端加工(k)交货期限和装运说明注:(1)管尺寸、重量、钢级、顺序号的关系见附件(OD≤323.9mm)(2)OD>323.9mm见附件B(3) 破坏性试验要求见附件C4.1.2选择要求订货单应包括如下选项:(a)钢的制造方法和铸造方法(见5.1)(b)板带轧机形式(焊管)(c)扩管(d)焊管弯曲试验(e)对于Ⅱ、Ⅲ类管吸收功的增加值(见8.4.4.2和8.4.5.2)(f)焊接金属韧性(见8.5)(g) 水压试验压力提高(见9.1)(h) 提供连接管要求(见10.7.1)(i) 一个定单中连接管最大量(见10.7.2见10.7.4)(j) 管端(见10.8.1.2)(k) 焊管修平(见10.8.1.6)(l) 涂层(见15.5)(m) 抗硫腐蚀性能要求(见16)(n) 用户工厂检查(o) 抗氢致开裂性能试验(见16.7)注:下列为协议条款(p)长度(见10.5和表11.4)(q) 标记位置(见15.3)4.2连接性能4.2.1焊接性能一般焊接性能取决于管的化学成分和机械性能、管端尺寸焊接方法和焊接条件按CSAZ662标准要求进行焊接时钢管应具有良好的焊接性能。
加拿大燃烧标准sor2016

加拿大燃烧标准sor2016全文共四篇示例,供读者参考第一篇示例:加拿大燃烧标准SOR2016(Standards of Performance for New Stationary Sources,2016年版)是加拿大政府为了保护环境和人类健康而制定的燃烧排放标准。
该标准旨在控制新建固定源的排放,以减少对大气和环境的污染。
SOR2016对各种类型的燃烧设备和工艺制定了严格的排放要求,包括锅炉、发电机组、工业炉、炉窑等。
通过这一标准的实施,加拿大希望减少温室气体排放量,改善空气质量,保护生态环境。
SOR2016标准主要包括以下几个方面。
首先是氮氧化物(NOx)的排放控制。
该标准规定了各种燃烧设备在运行过程中的NOx排放限值,以减少大气中NOx的浓度,避免对臭氧层和植被造成危害。
其次是二氧化硫(SO2)的排放控制。
SO2是一种对人类健康和环境有害的气体,因此SOR2016对各种燃烧设备的SO2排放进行了限制,以保护大气环境。
另外,SOR2016还规定了一些其他污染物的排放限值,如颗粒物(PM)、挥发性有机化合物(VOCs)等,以综合控制各种污染物的排放。
为了确保SOR2016的有效实施,加拿大政府设立了严格的监测和管理机制。
各地政府和环境部门负责对新建燃烧设备的排放进行监测和检测,确保其符合SOR2016的排放标准。
同时,政府还对违反标准的企业和个人进行惩罚和处罚,以强化排放控制的执行力度。
此外,政府还通过技术支持、培训和宣传等方式,帮助企业提高排放控制的技术水平,促进环保产业的发展。
SOR2016的实施对加拿大的环保事业和经济发展起到了积极的推动作用。
一方面,通过严格控制燃烧排放,加拿大的空气质量得到了显著改善,人民的健康得到了保护。
另一方面,SOR2016的执行推动了环保产业的发展,促进了环保科技的创新,为加拿大的经济转型和可持续发展注入了新的动力。
同时,SOR2016也为加拿大在国际上树立了环保领导者的形象,提高了加拿大在环保领域的影响力和地位。
CANADA加拿大玩具标准
Canada Hazardous Products (Toys) Regulations加拿大危险产品(玩具)测试条例(I) FIELD OF APPLICA TION 应用范围The procedure applies to the physical and mechanical tests of the following items: 此条例适用于下列物体的物理和机械测试131Toys, equipment and other products for use by a child in learning or play that 玩具,设备和玩具学习或玩耍中使用的其他物体(a) are packaged in flexible film bags;用易变形的薄膜袋包装(c) are or are likely to be used by a child of less than three years of age and haveacomponent that is separable;用于或可能被三岁以下儿童使用并含有可分离的部件(d) have exposed metal edges;有金属利边(e) have embedded in them a wire frame or structure;嵌入在金属线框或结构中(f) are made, in whole or in part, of plastic that would, upon breaking, exposesharp edges;整体或部分由塑料制成, 一旦断裂, 有锋利的利边(g) have exposed wooden surfaces, edges or corners;有木质表面, 利边或角(h) are made, in whole or in part, of glass;整体或部分由玻璃制成(i) have fasteners used in their construction;在构造中使用紧固件(j) have a folding mechanism, bracket or bracing;有折叠装置, 支架或支撑物(k) contain, as an integral part, a spring-wound driving mechanism capable of injuring a child's finger, other than construction toys;作为一个整体的部分,含能使儿童手指受伤的弹簧驱动装置(I) contain a projectile component, other than a rocketry component, capable ofcausing a puncture wound;含弹射部件, 除火箭部件外, 能引起穿刺的危害(m) are so designed and constructed that they以下设计和构造(i) are large enough for a child to enter or be placed therein; and足够小孩进入, 或置于其中,并且(ii) can be closed by a lid or door;靠盖子或门来关闭(n) are stationary and intended to bear the weight of the child静止的且能承托儿童的重量141Dolls, plush,(raised fibre) toys and soft toys that have玩偶,长毛绒(提取纤维)玩具及柔软玩具有(a) a fastening in them to attach parts, clothing or ornamentation使它们连接到部分, 衣物或装饰物的紧固部分(b) any stuffing in them; 任何填充物(c) eyes or a nose the greatest dimension of which is 11/4 inches or less;眼睛或鼻子的最大的尺寸小于等于整体的11/4(g) a squeaker, reed, valve or similar device.151 Pull and push toys that have shaft-like handles three-eighths of an inch (10 mm) in diameter or less.有轴类把手的推拉玩具直径小于等于一英寸的3/8(即10mm)181Rattles 摇铃191Elastics intended for attaching toys, equipment or other products for use by a child in learning or play across a baby carriage, crib or playpen.连接玩具,设备或儿童学习或玩耍的其它产品到婴儿车,婴儿床或婴儿围栏的橡皮筋201Batteries for use in or with any toy, equipment or other product for use by a child in learning or play.使用于任何玩具,设备或儿童在学习或玩耍中使用的其它产品中的电池1 Heading are numbered in harmony with Canada Hazardous Products Act schedule 1 part II标题的编号与加拿大危险产品法令第二部分附表1一致(II) REQUIREMENTS要求General一般Section 3(2) 3Any written statement or warning or other written information required bythe Regulations shall appear in both the English and French languages.第3(2) 3部分任何书面申明或警告语或其它条例要求的书面信息都应同时出现英语和法语Packaging 包装Section 4(1)3 A flexible film bag used to package any product described in 13(a) of(I) shall meet the following requirements:第4(1)3部分用来包装13(a) of (I)中的产品的易变形的塑料袋应满足下列要求(a) the opening of the bag shall be less than 14 inches in circumference; or袋子开口周长应小于14in. 或(b) the bag shall 此袋子应(i) be made from film that is at least 0.75 mil (0.019 mm) thick,and 由厚度小于0.75mil(即0.019mm)薄膜制成(ii) have printed legibly on it the following warning:清晰地印上下面的警告语"PLASTIC BAGS CAN BE DANGEROUS TO AVOIDDANGER OF SUFFOCATION KEEP THE BAG AWAY FROMBABIES AND CHILDREN."塑料袋可能是危险的,为了避免危险或窒息, 使袋子远离婴儿和儿童(2) The warning set out in paragraph (1)(b)(ii) may be expressed indifferent words if those words convey clearly the same warning.段落(1)(b)(ii)中的警告语可以用能表达清楚表达同样警告的其它的词来表示Test method 测试方法Apparatus 仪器1.ruler with precision of 1 mm 精度为1mm的尺子2. Calliper 卡尺3.thickness gauge with precision of 0.001 mm 精度为0.001mm的厚度矩4. scissors 剪刀Testing procedures 测试步骤1 .Circumference of the bag opening 袋子开口的周长a. using the ruler or caliper, determine the width of the bag at its opening. For aheat sealed flexible bag, the width of the sealed edge is measured使用尺子或卡尺, 测量袋子开口的宽度. 对于易变形的热密封袋, 测量密封袋的边缘b. double the value in a to calculate the circumference.取计算周长的双倍值c. if the circumference is 355.6 mm or more, determine the film thickness ofpolybag by following procedures.如果周长大于等于355.6 mm, 按下列步骤测量塑料袋薄膜的厚度i. Cut one edge and bottom of the bag and open to form a big piece. Cut5 specimens from evenly distributed location on the bag. At 4 quadrantand centre. Each dimension 25mm×35 mm.剪开一个边缘和袋子的底部,展开成一个大片. 剪取袋子上在第四象限和中心均匀分布的5个样品. 每个面积为25mm×35 mm.ii. using the thickness measuring device to determine the film thickness ofeach specimen Measure the thickness at the centre part of the specimen.使用厚度测量工具测量每个样品的厚度. 在样品中心测量其厚度值iii. the average thickness of the 5 specimen is the result5个样品厚度的平均值为结果d. check whether or not the bag has printed legibly on it the polybag warning. Thewarning can be printed or with a printed sticker provided that it is firmly attached检查袋子是否清晰印有塑料袋警告语. 警告语能被印刷或者附有印刷的粘贴物应牢固地附着Mechanical Hazards 机械危害Section 73No product included in 13(c) to (I) shall have a component or part, other thanacomponent or part constructed entirely of soft textile fibre material, that第73部分除了完全由柔软的纺织纤维材料构成的部件或部分, 包含在13(c) to (I) 中应含有部件或部分的任何产品(a) is separable; 分离(b) may become detached with reasonably foreseeable use; and可预见的合理使用下可能分离(c) can be totally enclosed in the volumetric container described in 5 of (III).能完全地密封在5 of (III)中描述地容器中Section 83Every product described in第83部分以下描述的产品(a) 13(d) of (I) shall have all exposed metal edges folded back or sprayedwith or dipped in paint or otherwise treated so that all sharpness and burrs areeliminated;13(d) of (I) 应使暴露的金属利边折叠或喷洒或浸没在油漆中,或者其他处理方式消除所有的锋利和毛刺(b) 13(e) of (I) shall have all ends of wire covered, turned in or turned backso that no sharp ends become exposed with reasonably foreseeable use;13(e) of (I) 应使所有的金属线末端包裹, 弯进或弯回为了在可预见的合理的使用喜爱不会出现锋利的末端(c) 13(f) of (I) shall have all of its plastic parts that would, on breakingexpose sharp edges.13(f) of (I) 应使所有的塑料部分, 一旦断裂出现锋利的利边(i) made sufficiently thick to resist breakage through reasonably foreseeableuse, or在可预见的合理的使用下, 有足够的厚度防止断裂(ii) where such parts are necessarily thin because of the function of theproduct, made of inherently tough materials;因为产品的功能的这些部分必须薄片, 应由属性坚硬的材料制成(d) 13(g) of (1) shall have all of its exposed wooden surfaces, edges and cornerssmoothly finished;13(g) of (1) 应使所有的暴露的木质表面, 利边和角光滑(e) 13(h) of (i) shall have all edges and corners of the glass smoothly finished;The presence of glass is done by visual checking. It can also be done bybreaking and burning of the material to identify it.13(h) of (i) 应使玻璃所有的边和角都光滑; 目测是否有玻璃的存在. 也可断裂和燃烧材料来鉴定是否有玻璃的存在(f) 13(i) of (I) shall have only such fasteners as, by reason of their type, size andmanner of use, will not, with reasonably foreseeable use, cause personal injuryand without limiting the generality of the foregoing, shall have13(i) of (I) 有紧固件, 由于类型, 尺寸和使用的方法, 在可预见的合理的使用内不会引起个人的受伤和无前端的受限, 应使(i) any nails and staples properly secured,任何的钉和环适当地保护(ii) any flat head or oval head wood screws of the countersunk head typeproperly countersunk,任何具有埋头孔类型的平头或椭圆头木螺钉应适当地内沉(iii) any wood screws free of all exposed burrs,任何木螺钉无毛刺(iv) any fasteners in upholstering or upholstering-like application properly secured and of a type that, if exposed would not be a hazard, and任何装饰或类似装饰的紧固件应适当地保护且当暴露时不会产生危害, 且(v) any threaded bolts protected by acorn or similar nuts or protective caps, unless the bolts are so placed that they protrude into aprotected area where contact with the threaded ends is not likely tooccur;受橡子或类似的坚果或防护帽保护的任何线性螺栓,除非螺栓放置使得它们穿过连接着线性末端的保护区域,否则不太可能发生(g) 13(j) of (I) shall have a safety stop or a locking device to prevent theunintentional collapse of the product;13(j) of (I) 应有安全刹车或锁装置, 防止物体无意的倒塌If the toy consist of a folding mechanism, bracket or bracing that intendto support weight and if that folding part collapse may cause crushing offinger or parts of the body, there shall be a locking device or safety stopto prevent unintentional collapse. The locking device shall be effectivelylock the folding part to prevent its movement during normal use. Safetystop is to limit the movement of folding part so that it may not causecrushing hazard to user.如果玩具含有能支撑重量的折叠的装置, 支架或支撑物且折叠部分的倒塌可能导致手指或身体部分的压伤, 应有锁装置或安全刹防止无意的倒塌. 锁装置应有效地锁住折叠部分防止常规使用时它的移动. 安全刹是来限制折叠部分的移动, 为了不会对使用者造成压伤的危害1Heading are numbered in harmony with Canada Hazardous Products (T oys)Regulations.标题的编号与加拿大危险产品(玩具)条例一致(h) 13(k) of (I), toys, as an integral part, a spring-wound driving mechanismcapable of injuring a child's finger, other than construction toy shall have13(k) of (I), 作为玩具整体的弹簧驱动装置具有伤害儿童手指的危险, 除了结构, 玩具应使(i) its spring-wound driving mechanism enclosed so that the moving partsthereof cannot be touched under reasonably foreseeable use. Theaccessibility of the moving part before and after reasonableforeseeable use is done using test method in 6其弹簧驱动装置密封为了使移动部分在可预见的合理使用下不能触碰到. 可预见的合理的使用前后可移动部分的可触及性使用测试方法6判定(ii) an outer case that will withstand reasonable abuse if the product is soconstructed that damage to the outer case would cause the mechanism tobe exposed,如果产品有一个外层物体, 其应能承受可预见的滥用, 因为对外层物体的破坏就会导致装置的暴露(iii) where a non-detachable winding key has been installed, such windingkey of a shape and size that a child's finger cannot becomeensnared in it. If the clearance between the flukes of the key andthe body of the toy will admit a 0.25 in. (6 mm) diameter rod, it shallalso admit a 0.5 in. (13 mm) diameter road at all position of the key.There shall be no opening in the flukes of the key which can admita 0.19 in. (5 mm) diameter rod,安装了不能分离的发条钥匙, 此发条钥匙的形状和尺寸不会使儿童的手指陷入其中. 如果钥匙的锚爪和玩具的身体部分的间隙能通过0.25in.(6mm)的直径棒, 那么钥匙的任何位置也能通过0.5in.(13mm)的直径棒. 如果钥匙锚爪没有开口,允许0.19in.(5mm)的直径棒通过(iv) where a detachable key or starting handle is to be used, aclearance space between the key or handle, when in place, andthe body of the product, that is less than 1/16 inch (2 mm) orgreater than 3/8 inch (10 mm);使用分离的钥匙或发动手把, 适当地, 在钥匙或手把和产品身体之间的空隙应小于1/16in.(2mm)或者大于3/8in.(10mm)To check whether the mechanism may capable of injuring the fingercan be done by human finger or a pencil inserted into the mechanism.为了检查装置是否会伤害手指, 可以用人手或铅笔插入装置中(i) 13(I) of (I) shall have a rubber tip or other durable fitting placed on theleading end of the projectile component with sufficient security towithstand a pulling force of 10 pounds(44.5N)13(I) of (I) 应有橡胶顶端或其他耐久无置于弹射物的尖端, 并且能承受10磅(44.5N)的拉力(j) 13(m) of (I) shall have holes of sufficient size and number in each of two or more adjacent sides to prevent the suffocation of a childenclosed therein.Toys which a child can enter shall conform to the followingrequirements: Any toy having a door, lid or similar device, whichencloses a continuous volume greater than 0.03 m3 and in which allinternal dimensions are 150mm or more, shall provide at least twounobstructed ventilation holes, each 650 mm2 or more, situated atleast 150 mm apart. The total ventilation shall be provided when thetoy is placed on the floor in any position and adjacent to two verticalplane surfaces meeting at a 90°angle, so as to simulate the corner of aroom13(m) of (I) 的孔应每两个中的一个或更多相邻边的具有足够的尺寸和数量, 为了防止密封在内部的儿童窒息的危险. 儿童能进入的玩具应符合下列要求: 有门,盖或类似装置的任何玩具, 密封的持续空间大小大于0.03 m3且内部尺寸大于等于150mm, 应至少有两个无阻碍的通风孔,且每个面积大于等于650 mm2, 之间至少距离150mm. 当玩具以任何位置置于地面时,整个通风应提供并且两个垂直的平面交汇成90°,模仿室内的墙角If a permanent partition or bars (two or more) which effectively limit thecontinuous space by making the largest internal dimension less than150mm are used to subdivide a continuous space, the ventilation areais not required.如果永久的分区或用来细分连续空间的木条(大于等于2根)能有效地限制持续的空间, 使得最大的内部尺寸小于150mm, 那么通风面积不要求Test method 测试方法Apparatus 仪器Calibrated Ruler 校准的尺子Caliper 卡尺Graph paper of 1 mm grid 1mm网格的图纸Test procedures 测试步骤Measure the internal dimensions by ruler. If continuous volume is greater than 0.03M3 and all internal dimensions are 150mm or more, measure the area of ventilation holes (for irregular holes, use a graph paper to copy the hole boundary and measure the area by counting the number of grids) and the distance between them. This should be done with the toy placed on the floor in any position and adjacent to two vertical plane surfaces meeting at 90°.Record all measurements and calculations.用尺子测试内部的尺寸. 如果持续的体积大于0.03M3或者内部的尺寸大于等于150mm, 测量通风孔的面积(对于不规则的孔,使用图纸来复制孔的范围并用数格子的方法来测量计算面积的大小) 和它们之间的距离大小. 这个是应把玩具以任何位置置于地面上, 且使两个相邻的垂直面交汇成90°. 记录所有的测量值, 并计算.●If a permanent position or bars make the largest internal dimension less than 150mm,the ventilation area shall not be required.如果永久的分区或木条使得最大的内部空间小于150mm, 通风面积不应要求(k) 13 (n) of I stationary toys that intend to bear the weight of a child shall stand level and firm when used.13 (n) of I中能承托儿童重量的静止的玩具在使用时应能站立平稳坚定Test method 测试方法Apparatus 仪器ASTM F963 dead weights ASTM F963的静重Incline platform 倾斜的平台Sideways Stability Requirement-These requirements recognize two types of possible stability hazards: those associated with ride-on toys or seats where the feet can provide stabilization, and those situations where the feet are restricted by an enclosing structure.侧向稳定性要求-此要求存在两种可能的稳定性危险: 那些与乘坐玩具或座位连接的, 脚可以提供稳定性的, 和脚是被限制在密封的结构中的情况1. Sideways Stability, Feet Available for Stabilization侧向稳定性, 脚可以用来稳定●There shall be no sideways stability test for those ride-on toys or seats inwhich the height of the seat from the ground is. one third or less than onethird of the height indicated in Table belowed at the lowest age of the agerange for which the ride-on toy or seat is intended, and in which the legs ofthe child are unrestricted in their sideways motion and thus are available forstabilization.对于这些乘坐玩具或座位, 座位离地面的高度等于1/3或小于下列表格标明的年龄组中最小的年龄高度的1/3, 没有侧向稳定性测试. 儿童的脚在侧向运动不受限制, 因此可以有助于稳定.●For those ride-on toys, or seats in which the height of the seat from theground is greater than one third of the height shown in below table at thelowest age of the age range for which the ride-on toy or seat is intended, andin which the legs of the child are unrestricted and thus are available forstabilization, the toy shall not tip when tested in accordance with the steps ina to g.对于那些乘坐玩具, 或座位, 离地面的高度大于下表标明的年龄组中最小的年龄高度1/3, 儿童的脚是受限制的, 因此不助于稳定, 玩具依据步骤a到g的测试不应翻倒.Criteria for Stability Test of Ride-On Toys乘坐玩具稳定测试的标准Age (years) 年龄(年) Height高度1 27 inches (69.8 mm)2 29 inches (74.4 mm)3 33 inches (85.1 mm)4 37 inches (93.8 mm)5 40 inches (100.5 mm)a. Place the toy across the slope of a smooth surface inclined 10°to the horizontal plane.把玩具置于水平夹角10°的光滑斜面上b. Turn the steering mechanism, if any, to a position where the toy is most likely to tip.转动掌舵装置, 如果可能, 使其达到玩具最可能翻倒的位置c. Allow casters to assume their natural position and check the wheels to restrict rollingbut should not affect the position of the position of the pivot points for sample overturns允许脚轮在其自然的位置,并检查车轮滚动限制,但不应该影响样品翻倒枢纽点的位置d. Apply to the seat a static load equal to the weight shown in Table below at thehighest age of the age range for which the toy is intended, but not exceeding 60 months施加静重等于下表所示的年龄分组中的最大的年龄(不超过60个月)的重量e. The load shall be applied so that the major axis is perpendicular to the true horizontalwhile the toy is on the incline specified.当玩具置于指定的斜面上, 负重应被施加为了主轴垂直于真正的水平轴f. The load shall be designed so that the height of its center of gravity is 8.8in.(220mm).The center of gravity of the load for all ride-on shall be secured both 1.7in.(43mm) rearward of the front most portion of the designated seating area and 1.7in.(43mm) forward of the rear most portion of the designated seating area. For small seat surface, the loading shall be located on the central axis of the seat. For larger sitting area, the loading shall be move along the front most and rear most edge for the sitting area.负重应被指定为了重心的高度是8.8in. (220mm). 对于所有的乘坐物的负重的重心应保证在座位区域前端的最后面位置和后端的最前面位置都为1.7in.(43mm). 对于小的座位面, 负重应置于座位中心轴位置. 对于大的作为区域, 负重应沿着座位区域最前和最后边缘移动g. If there is no designated seating area, the load shall be placed at the least favorableposition that it is reasonable to anticipate that the child will choose to sit如果没有指定的座位区域, 负重应置于可合理预见的儿童选择坐的最不好的位置a. Place the toy across the slope of a smooth surface inclined 10° to the horizontalplane.把玩具放置在与平面成倾斜角度为10°的平滑面上。
加拿大钢筋标准

CAN/CSA-G30.18-M92钢筋混凝土用钢坯钢钢筋1.适用范围1.1本标准规定了两种热轧钢坯钢钢筋,即普通钢筋(R)和可焊接钢筋(W)。
普通钢筋仅用于一般用途,在表面不必轧标记。
可焊接钢筋必须在表面轧上W标记(见第13和15条)。
这两种钢筋根据化学成份来区分(见第6条)。
钢筋可以切割成直条或盘圆的方式。
光圆钢筋(仅限于普通钢筋)亦适用于本标准。
1.2普通钢筋适用于一般要求的场所,可焊接钢筋用于对焊接、弯曲及塑性有特殊要求的场所。
1.3本标准规定了三个最小屈服强度值,分别是:300MPa,400MPa和500MPa,钢筋分为:Grade 300R,400R,400W,500R,500W等(见第3条)。
1.4按照本标准生产的所有钢筋都可以在适当的条件下进行焊接。
钢筋的焊接技术条件不是本标准的内容,但是包括在最新版本的CSA标准W186中。
2.引用标准2.1下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
CSA W186-M1990 钢筋混凝土用变形钢筋的焊接技术标准ASTM*A370-89 钢产品力学性能检验方法*美国材料实验协会3.订单要求3.1按照本标准订货时,应提供详细的订货清单。
清单包括以下内容:(a)加拿大标准号,例如G30.18-M92和(b)钢级标志,包括(1)屈服强度(300,400,500)(2)化学成份种类(R或W),如G30.18-M92 Grade 400R;或者G30.18-M92 Grade 500W。
注:没有钢级标记的钢筋作为Grade 400R钢筋。
没有与屈服强度同时注明化学成份种类标志(R 或W)的产品作为普通钢筋。
4.一般要求4.1本标准规定的钢筋可用于钢筋混凝土结构。
变形钢筋被定义为用于混凝土结构的加强钢棒。
钢筋表面具有凸起的纵肋或横肋(下文称为肋)以阻止钢筋在这种结构中与周围混凝土作相对纵向移动,并应符合本标准的规定。
加拿大的蔬菜进口标准
加拿大的蔬菜进口标准一、植物检疫(Phytosanitary)在进口蔬菜到加拿大之前,必须满足加拿大的植物检疫要求。
这些要求旨在保护加拿大的农业和生态平衡,防止外来有害生物的入侵。
所有蔬菜必须在种植、收获和包装过程中满足加拿大的植物检疫规定。
进口蔬菜必须进行严格的检验,确保没有携带任何有害生物。
二、食品安全(Food Safety)加拿大的食品安全标准非常严格,所有进口食品必须符合加拿大的食品安全要求。
进口蔬菜必须经过食品安全检验,确保不含有有害物质,如农药残留、重金属等。
此外,进口蔬菜的包装和标签也必须符合加拿大的规定,包括食品名称、生产日期、保质期、成分列表等信息的准确性和完整性。
三、标签和标识(Labeling and Identification)进口蔬菜的标签和标识必须符合加拿大的规定。
标签和标识必须清晰、易读,包括以下信息:1.食品名称:必须清晰地标明蔬菜的名称。
2.生产日期:必须标明蔬菜的生产日期。
3.保质期:必须标明蔬菜的保质期。
4.成分列表:必须列出蔬菜的所有成分,包括任何添加剂和防腐剂。
5.食用方法:必须提供关于如何正确食用蔬菜的建议。
6.原产国:必须标明蔬菜的原产国。
四、文件和审批(Documentation and Approval)进口蔬菜必须提供必要的文件和审批。
这些文件包括:1.植物检疫证书:证明蔬菜符合加拿大的植物检疫要求。
2.食品安全证书:证明蔬菜符合加拿大的食品安全要求。
3.成分列表和食品标签:证明蔬菜的标签和标识符合加拿大的规定。
4.进口许可证:证明已经获得了进口蔬菜的许可。
在提交这些文件之前,必须向加拿大食品检验局(CFIA)申请审批。
只有当所有文件都符合要求时,才能获得进口许可。
一旦获得进口许可,就可以将蔬菜进口到加拿大。
加拿大水质标准

*Sievert(Sv)是辐射量单位。替代旧单位 rem(1rem=0.01Sv)
0.0061 0.025 0.005 0.02 1.0 0.04 0.005 0.00001 5 0.005 0.005 0.09 0.09 0.005 3.0
≤250 0.09 0.05
≤15TCU2
22 铜 23 连氮氰(Cyanazine) 24 氰 25 二嗪农 26 麦畏草 27 1,2-二氯苯 28 1,4-二氯苯 29 1,2-二氯乙烷 30 1,1 二氯乙烯 31 二氯甲烷 32 2,4-二氯苯酚 33 2,4-D 34 Diclofop-methyl 35 乐果 36 地乐酚 37 杀草炔 38 敌草隆 39 乙苯 40 氟化物4 41 甘磷酸盐 42 铁 43 铅 44 吗拉硫磷 45 锰 46 汞 47 甲氧氯 48 丙草胺 49 Metribuzin 50 一氯苯 51 硝酸盐5 52 次氮基三乙酸(NTA) 53 嗅 54 百草枯(以二氯化物计) 55 对硫磷 56 五氯苯酚 57 pH 值 58 Phorate
2.76 年 32.5 天 284.4 天 5.27 年 44.5 天 312.2 天 35.0 天 39.2 天 372.6 天 243.8 天 64.0 天
9.8×10-10 100 1.2×10-9 100 8.8×10-9 20 9.2×10-8 2 3.1×10-9 40 7.3×10-10 200 7.7×10-10 200 1.1×10-9 100 1.1×10-8 10 3.8×10-9 40 1.3×10-9 100
放射性核素 天然放射性核素 铅-210 210Pb 镭-224 224Ra 镭-226 226Ra 镭-228 228Ra 钍-228 228Th 钍-230 230Th 钍-232 232Th 钍-234 234Th 铀-234 234U 铀-235 235U 铀-238 238U 人造放射性核素 铯-134 134Cs 铯-137 137Cs 碘-125 125I 碘-131 131I 钼-99 99Mo 锶-90 90Sr 氚** 3H
加拿大轻卡的进口排放标准
加拿大轻卡的进口排放标准
主要遵循加拿大环境保护法典1999(CEPA1999)和与美国环保局(EPA)的协调。
在加拿大,轻型车辆的排放标准分为以下几个阶段:
1. 1988年:加拿大首次采用与美国EPA相似的排放标准。
2. 2001年2月:加拿大政府颁布了一系列措施,使汽车排放标准继续向美国联邦标准看齐。
3. 2011年:加拿大开始实施相当于美国EPA 2010年的排放标准。
加拿大轻型柴油车的排放标准分为以下几个方面:
1. 氮氧化物(NOx)排放:加拿大轻型柴油车排放标准限值为0.2克/马力小时(g/hp·h)。
2. 颗粒物(PM)排放:加拿大轻型柴油车排放标准限值为0.02克/马力小时(g/hp·h)。
3. 碳氢化合物(HC)排放:加拿大轻型柴油车排放标准限值为1.0克/马力小时(g/hp·h)。
进口轻型车辆需符合上述排放标准。
在加拿大销售的车辆或引擎,必须取得美国EPA排放认证或加拿大环境部的排放认证。
此外,进口车辆还需通过加拿大进口车辆登记局(RIV)的检验,以确保车辆质量符合加拿大道路安全标准。
请注意,这些信息可能会随着政策法规的变化而调整。
在购买进口轻卡时,请密切关注相关法规政策,并咨询专业经销商或权威机构
以获取最新的排放标准信息。
加拿大工作安全鞋标准
加拿大工作安全鞋标准这标准是基于加拿大标准协会(CSA)标准按Z195-02:”防护鞋”及Z195.1-02:”选拔、护理、使用防护鞋指南"而定范围:工人可能于手术过程或多伦多大学工作间内出现之足部受到的可能伤害注:本标准中,”工人”包括医学院人员、工作人员、留学生及游客职责:主要调查/监事和其它一切权力机构应:1. 需要列明足部保护之情况2. 确定(用这个标准或与环境健康和安全办公室有关) 足部特定危险所需之鞋类保护3. 为员工提供适当的保护鞋类4. 确保职工在知情的情况下正确使用、保养及护理防护鞋5. 确保工人在任何时候或存在危险之地区步行时穿着合适的防护鞋工人应:1. 在任何时候或存在危险之地区步行时穿着合适的防护鞋2. 护理防护鞋并保持防护鞋在良好状况个人防护鞋:使用适当的防护鞋可防止脚部受伤,同时作为整体保护足部的其中一环。
适当的防护鞋必须能防止受特定危险的损害,提供舒适和安全,同时符合CSA标准Z195-02和Z195.1-02附录A总结了各类推荐的安全防护能力和CSA建议的鞋类特性以下概述了一般安全防护鞋之保护:1.一)鞋头垫片抗击安全度有潜在可能令脚趾受伤的人士,必须穿着对脚趾提供足够保护的防护鞋类。
所有鞋类必须符合CSA安全标Z195-02。
CSA认可的安全鞋必须有核定牌片附于长靴内或符合多伦多大学1至6防护鞋标准:2004年12月的多伦多大学选择及使用书内的第2至6页内注明鞋类防护标准:2004年12月选择及使用防护鞋必须能有效保护趾头。
这里有两个等级保护鞋头垫片抗击程度,取决于提供保护的程度:一级-- 经受125焦耳的冲击(相当于50磅的物体在高空22英寸掷下)二级-- 经受90焦耳的冲击(相当于50磅的物体在高空16英寸掷下)鞋头垫片抗击防护鞋必须于可能出现高空掷物、滚动、尖削对象、高热物品及切割危险时穿着。
这可包括工作场所如有沉重的物资处理、重型机械或设备的使用、建筑工地或机器商店中使用。
加拿大ULC阻燃、防火测试标准

加拿大ULC阻燃、防火测试标准CAN/ULC-S101-M89:建筑结构和材料的耐火性测试方法CAN/ULC-S101-M89:Standard Methods of Fire Endurance Tests of Building Constructionand MaterialsAbstract 摘要This Standard covers fire endurance tests applicable to walls, partitions, floors, roofs, ceilings, columns, beams, and girders, as well as to some components of these building sub-assemblies. It is the intent that the fire endurance period established by this test method indicates performance only during the fire exposure period and shall not be construed as having determined suitability for use after fire exposure.CAN/ULC-S102-M88:建筑材料和配件表面燃烧特性测试方法CAN/ULC-S102-M88:Standard Method of T est for Surface Burning Characteristics ofBuilding Materials and AssembliesAbstract 摘要This method of test for surface burning characteristics of building materials is applicable to any type of building material that, by its own structural qualities or the manner in which it is applied, is capable of supporting itself in position or may be supported in the test furnace as described in this Standard or in a manner comparable to its recommended use. Where a material cannot be readily determined to be thermoplastic or thermoset, one test is conducted in accordance with this Standard and one additional test in conformance with requirements of CAN/ULC-S102.2, Standard Method of Test for Surface Burning Characteristics of Flooring, Floor Coverings, and Miscellaneous Materials and Assemblies.The primary purpose of this test is to determine the comparative burning characteristics of the material or assembly under test by evaluating the flame spread over its surface when exposed to a test fire and thus establish a basis on which surface burning characteristics of different materials or assemblies may be compared, without specific considerations of all the end use parameters that might affect these characteristics.It is the intent of this method to register performance during the period of exposure, and not to determine suitability for use after the test exposure.CAN/ULC-S102.2-M88:地板,地面覆盖物和复合材料及配件表面燃烧特性测试方法CAN/ULC-S102.2-M88:Standard Method of Test for Surface Burning Characteristics ofFlooring, Floor Covering, and Miscellaneous Materials andAssembliesAbstract 摘要The primary purpose of the Standard is to determine the comparative burningcharacteristics of the material or assembly under test by evaluating the flame spread over its surface when exposed to a test fire and thus establish a basis on which surface burning characteristics of different materials or assemblies may be compared, without specific considerations of all the end-use parameters that might affect these characteristics.ULC-S102.3-M1982:光散射器和镜头的防火测试方法ULC-S102.3-M1982:Standard Method of Fire Test of Light Diffusers and LensesAbstract 摘要This test method is applicable to materials employed in light diffusers and lenses.The testing procedure described herein is intended to assess the propensity of material employed in light diffusers and lenses to fall from its installed position before igniting when subjected to test fire exposure conditions in CAN/ULC-S102.以上资料由防火资源网()防火测试中心整理或发布。
加拿大Express Entry综合评分标准(CRS)
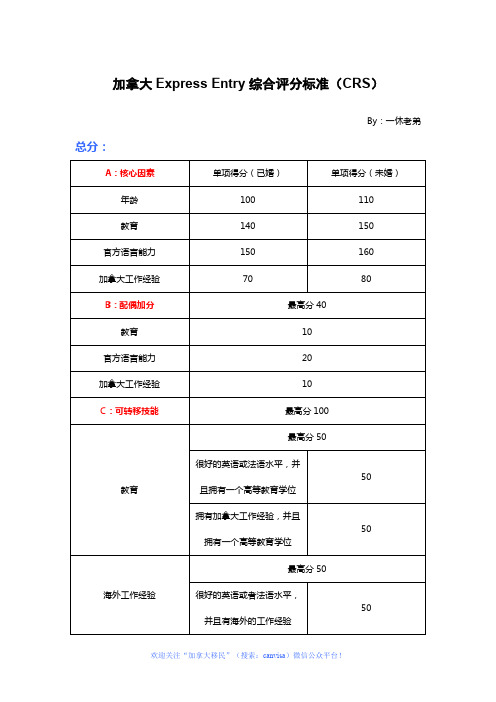
加拿大Express Entry综合评分标准(CRS)By:一休老弟总分:A:核心因素单项得分(已婚)单项得分(未婚)年龄100110教育140150官方语言能力150160加拿大工作经验7080B:配偶加分最高分40教育10官方语言能力20加拿大工作经验10C:可转移技能最高分100教育最高分50很好的英语或法语水平,并且拥有一个高等教育学位50拥有加拿大工作经验,并且拥有一个高等教育学位50海外工作经验最高分50很好的英语或者法语水平,并且有海外的工作经验50有加拿大工作经验和海外工作经验50技工类申请人资格证书最高分50很好的英语或者法语水平,并且拥有一个资格证书50 A+B最高分500(已婚)最高分500(未婚)A+B+C最高分600D:额外加分最高分600获得被认可的雇佣600获得省提名600A+B+C+D最高1200详解:核心因素已婚(最高460分)未婚(最高分500)年龄已婚得分(最高100)未婚得分(最高110)17岁或者更低0018岁909919岁9510520-29岁10011030岁9510531岁909932岁859433岁808834岁758335岁707736岁657237岁606638岁556139岁505540岁455041岁353942岁252843岁151744岁56 45岁或者更高00教育水平已婚(最高140分)未婚(最高150分)高中以下学历00高中学历28301年高等教育84902年高等教育9198 3年及以上高等教育1121202个以上高等教育学历,且其119128中1个至少学习3年或以上硕士学位126135博士学位140150第一官方语言(单项评分)已婚(最高128分)未婚(最高136分)低于CLB400 CLB4或者CLB566 CLB689CLB71617CLB82223CLB92931 CLB10或以上3234第二官方语言(单项评分)已婚(最高分22分)未婚(最高分24分)CLB4或更低00CLB5或CLB611CLB7或CLB833CLB9或以上66加拿大工作经验已婚(最高70分)未婚(最高80分)低于1年001年35402年46533年56644年6372 5年或以上7080配偶加分(如适用)配偶因素已婚未婚(0分)配偶教育水平100高中以下学历0高中学历21年高等教育62年高等教育73年及以上高等教育82个以上高等教育学历,且其中1个至少学习3年或以上9硕士学位10博士学位10配偶的第一官方语言能力(单项评分)最高分20分CLB4及以下0CLB5或CLB61CLB7或CLB83CLB9及以上5加拿大工作经验最高分10分低于1年01年52年73年84年95年及以上10可转移技能因素最高分100分教育最高分50分很好的英语或法语水平,并最高分50分且拥有一个高等教育学位第一官方语言CLB7以上,第一官方语言,CLB9以上CLB9以下高中或高中以下学历001年及以上高等教育13252个以上高等教育学历,且其2550中1个至少学习3年或以上拥有加拿大工作经验及高等最高分50分教育学位1年以上加拿大工作经验2年以上加拿大工作经验高中及高中以下001年以上高等教育13252个以上高等教育学历,且其2550中1个至少学习3年或以上海外工作经验最高分50分很好的第一官方语言能力及最高分50分海外工作经验第一官方语言CLB7以上,第一官方语言CLB9以上CLB9以下无海外工作经验001-2年海外工作经验13253年及以上海外工作经验2550加拿大工作经验及海外工作最高50分经验1年加拿大工作经验2年以上加拿大工作经验无海外工作经验001-2年海外工作经验13253年及以上海外工作经验2550技工行业资格证书最高分50分良好的官方语言及资格证书最高50分第一官方语言CLB5以上,第一官方语言CLB7以上CLB7以下拥有资格证书2550额外加分最高600分1、获得合格的雇佣600分2、获得省提名600分总计:最高1200分。
Canada[1].doc加拿大
![Canada[1].doc加拿大](https://img.taocdn.com/s3/m/c26628d8ce2f0066f5332261.png)
加拿大童车标准危险产品法令1.此标准引用了SOR/91-350,s.3(F)法令。
2.此标准中,法令代指危险产品法令;可转换车台指可推动的车辆,可转换成平躺或直立车台使用;产品指法令中规定的童车;儿童推车指设计成运输婴儿、可推动的车辆,一般可转换成平躺或直立车台使用。
一般要求3.凡推销、销售或进口到加拿大的产品必须符合SOR/91-350,s.3(F)规定。
标示和说明书4.(1)所有产品必须永久性标示以下信息,字母和数字高度不少于2.5mm:(a) 贸易商、制造商的名称和地址,采用官方语言;(b)产品型号和名称,采用官方语言;(c)制造日期(2)产品包装上用官方语言永久性标示(1)(a)(b)信息(3)所有产品必须采用官方语言永久性标示以下警告语,字母和数字高度不少于2.5mm:不要留下婴儿或小孩无人照顾;如果产品配备有束缚系统,必须使用束缚系统。
如果使用了制造商不推荐的包裹,可能导致产品不稳。
(4)所有产品必须采用官方语言永久性标示以下说明文字、图示:(a)如果产品销售时没有完全组装,应有组装说明和推荐的使用位置;(b)维修和保养说明(c)如果产品可折叠,应有折叠说明(d)操作和调节刹车的说明(e)如果产品配备有束缚系统,应有束缚系统使用说明(f)承载儿童的最大重量和高度(g)如果产品提供有袋子和行李架,说明袋子或行李架可承载的最大负荷(h)警告:如果超过制造商推荐的负荷,将造成产品不稳(i)警告:如果产品没有配备袋子或行李架,使用袋子或行李架将导致产品不稳(j)警告:折叠产品时提醒手指夹陷危险一般性能要求5(1)所有产品必须在制造商推荐的使用位置使用或(a)如果产品装有2组或2组以上轮子组,至少有一组轮子接触测试平面(b)其他情况中,当按第一部分测试时所有轮子接触测试平面(2)每个童车必须在制造商推荐的使用位置使用(a)如果产品装有2组或2组以上轮子组,至少有一组轮子接触测试平面(b)其他情况中,当按第二部分测试时所有轮子接触测试平面6(1)每个产品必须配备一个刹车装置(2)如果刹车装置作用于轮胎,刹车装置须能自动调节或能单个调节以减少轮胎磨损(3)每个产品必须设计成坐在车中的儿童不能用手或其他方式操作刹车装置(4)每个产品应设计成当按第3部分测试时,刹车装置(a)保持咬合(b)防止刹车轮旋转90°以上(c)防止产品移动,除了(b)限量内的移动7(1)每个座椅配备有永久固定于车架或座椅的束缚系统(2)束缚系统由安全带和其他防止小孩滑落的装置组成(3)当按第4部分测试时,每个束缚系统的安全带扣具不应松开或破裂15mm以上,且固定点不应破裂。
加拿大标志标线标准简介
加拿大标志标线标准简介第一部分:标志 (1)1一般规定 (1)1.1 说明 (1)1.2 权力权限 (1)1.3 标志要求 (1)1.4 标志功能组 (2)1.5 应用标准 (2)1.6 设计标准 (2)1.7 设置标准 (3)1.8 标志柱和地基 (5)1.9 位于头顶上方的标志 (5)1.10 维护 (5)1.11 标志供应商 (5)2常规标志(REGULATORY SIGNS) (6)2.1 R-1停车标志(STOP SIGN) (7)2.2 R-2让行标志(YIELD SIGN) (8)2.3 R-8单行路标志(ONE WAY) (9)2.4 R-9禁止驶入标志(DO NOT ENTER) (9)3警告标志(W ARNING SIGNS) (9)3.1 W-6 & W-7隐藏道路标志(CONCEALED ROAD SIGNS); (11)3.2 W-20前方双向交通标志(TWO WAY TRAFFIC AHEAD (11)3.3 W-12前方信号灯标志(SIGNAL AHEAD SIGN) (12)3.4 W-26窄路标志(ROAD NARROWS SIGN) (12)3.5 W-41易滑道路标志(SLIPPERY ROAD SIGNS) (12)4指路标志 (12)4.1 说明 (12)4.2 关键城市&目的地选择政策 (13)4.3 指路标志一般规定 (14)4.4 指路标志授权 (15)4.5 高速公路和特定指路标志: (15)5学校、行人标志 (17)6信息标志 (18)第二部分标线 (19)1路面标线 (19)1.0 说明 (20)1.1 材料 (20)1.2 纵向道路标线 (20)1.3 横向道路标线 (21)1.4 线形诱导标线和网状线 (23)1.5 反射 (23)1.6 CMB,CRB和立柱式反射物——道路边缘反射 (24)1.7 专用车道(汽车/HOV车道) (25)1.8 左转车道道路标线 (25)1.9 双行左转车道 (26)1.10 禁止通行地带 (26)注明:本加拿大交通标志标线标准手册翻译是一个选择性的翻译,其中将与我国国家标准有关的重要的和主要的内容做比较详细的翻译。
Directive010[加拿大标准]
![Directive010[加拿大标准]](https://img.taocdn.com/s3/m/966b3880a0116c175f0e48bb.png)
Directive010Revised edition:December22,2009Minimum Casing Design Requirements最小套管设计要求The Energy Resources Conservation Board(ERCB/Board)has approved this directive onDecember22,2009.能源资源委员会于2009年10月22日允许本标准的执行。
<original signed by>Dan McFadyenChairman_______ _______ _______ _______ _______ _______ _______ ____ Contents目录1Overview (2)1.1What’s New in Directive010 (2)什么是新的Directive0101.2Compliance and Enforcement (4)规范和执行1.3Material Selection (4)材料选择1.3.1Materials Not Meeting Requirements of Appendix B (5)不符合的材料要求附录B1.3.2Representative Testing Program (5)典型试验程序1.4Well Category Table for Sweet,Sour,Critical Sour,and Reentry Wells (5)1.5Casing Performance Properties (6)套管的应用性能1.6Burst Design Factor Adjustments (6)破裂设计因素校正1.7Casing Wear Considerations (7)套管磨损的设计因素1.8Other Design Considerations (7)其他设计因素2Simplified Method (8)简化方法2.1Surface Casing—Design Factors and Assumptions (8)表层套管——设计因素和假设2.1.1Burst (8)爆破2.1.2Collapse (8)击毁2.1.3Tension (8)拉伸2.2Production Casing—Design Factors and Assumptions (8)生产套管——设计因素和假设2.2.1Burst (9)2.2.2Collapse (9)2.2.3Tension (9)2.3Intermediate Casing—Design Factors and Assumptions (10)油套管—设计因素和假设2.4Liners—Design Factors and Assumptions (10)衬管——设计因素和假设3Alternative Design Method (10)另一种设计方法3.1Introduction (10)3.2Alternative Design Method Tables (11)另一种设计方法表3.2.1Surface Casing (11)表套3.2.2Protective Intermediate Casing/Protective Liner (12)保护油套管/保护管线3.2.3Productive Intermediate Casing/Production Casing/Production Liner (13)保护油套管/生产套管/套管线ERCB Directive 010: Minimum Casing Design Requirements (December 2009) •1Appendix A References and Suggested Reading (14)附录A参考文献Appendix B Material Requirements for Sour Wells—Additional Constraints to API5CT/ISO11960 (15)酸井Appendix C NACE Sulphide Stress Cracking(SSC)Testing Parameters (17)Appendix D Definitions (18)Appendix E Effects of Tensile Loading on Casing Collapse (20)Appendix F Alternative Design Method Example (21)1Overview1.1What’s New in Directive010The June2008revised edition of ERCB Directive010(formerly Guide10)was developedwith input from a technical subcommittee of the Drilling and Completions Committee(DACC)and the ERCB,which reviewed various technical documents containing informationon casing design for sweet,sour,and critical sour wells in the Western Canadian SedimentaryBasin(WCSB).In the future,as industry casing design specifications and standards change, theERCB will consider approving the new standards for use in conjunction with Directive010and will incorporate such changes in subsequent revisions to this directive在钻井的技术小组委员会(DACC)的帮助下,ERCB于2008年6月开始对标准010的修订(以前引导10)。
加拿大饮用水水质标准7页

加拿大饮用水水质标准http://standard.h2o-china 时间:2019-06-30 09:13 评论:0条标准级别:国外标准标准性质:指导性标准状态:制定有效性:现行标准简介:加拿大饮用水水质标准(1996年4月)微生物学指标饮用水中大肠菌的最大可接受浓度(maximum acceptable concentration,MAC)为 0个/100mL水样。
由于饮用水中大肠杆菌的分布不均匀,受取样的限制,因此,在饮用水中满足下列条件的即可以认为是达到大肠杆菌的MAC标准:1.所有100mL样品中的总大肠杆菌不超过10个,且不应是粪型大肠杆菌;2.从同一取样点所连续取样不应监测出大肠杆菌;3.对小区饮用水供应:a) 一天中从小区的取样点所取样品中,含有大肠杆菌的取样点数量不大于一个;b) 最小10个取样点中含有大肠杆菌的样品数不应大于10%。
如果检测到一个取样点的大肠杆菌数大于10个/mL,或者每升水样的平板计数(HPC)检测大于500个或总大肠杆菌滤膜上大于200个背景生物,应重新取样测定。
本次没有对病毒和病原体提出指标值。
如果需要检测,水样中不应检出病毒和病原体(如贾第氏虫)。
化学和物理参数指标有指标值的参数表1中列出了所有的化学和物理参数,包括所有新的、修订的和重新确定的最大可接受浓度(MACs),临时最大可接受浓度(IMACs)和感官指标(Aos)。
管网水必须具备的性状指标(17)注:1.由于新抽的水样中的金属浓度高于冲洗后水中的浓度,在取样前应彻底冲洗水龙头。
2.TCU = true colour unit.3.当测定总二氯苯的浓度超过最大限值(0.005mg/L)时,应检测每个组分的浓度。
4.推荐采用氟化物的浓度为0.8—1.0mg/L,该值是保护牙齿的最佳范围。
5.等于10mg/L硝酸盐氮。
当分别测定硝酸盐和亚硝酸盐时,亚硝酸盐浓度不得超过3.2mg/L。
6.等于0.007mg/L百草枯离子。
加拿大 出口 工作服 标准

加拿大出口工作服标准加拿大是一个重要的工业国家,其工作服标准在全球范围内备受关注。
加拿大政府和相关机构对工作服标准进行了严格的规定,旨在保护工人的安全和健康,同时促进工业发展和出口贸易。
本文将就加拿大工作服标准的相关法规、出口要求和行业现状进行详细介绍,以便有意向在加拿大出口工作服的企业能够清晰了解相关规定。
一、加拿大工作服标准法规加拿大的工作服标准主要受《加拿大劳动法》的监管,该法规对工作服的材质、设计、标识等方面进行了详细规定,以确保工人能够在工作中得到充分的保护。
根据该法规,加拿大的工作服必须符合以下标准:1. 材料要求:工作服的材料应符合环保要求,不含有有害物质,能够保证工人的健康和安全。
常见的工作服材料包括棉、聚酯纤维、阻燃材料等,必须符合相关的安全标准。
2. 设计要求:工作服的设计应考虑工作环境的特殊性,确保工人在穿着工作服时能够自由行动并且便于进行工作。
在高温环境下需要透气设计,在危险场所需要具备防护功能等。
3. 标识要求:工作服上必须有清晰的标识,包括生产厂家、材料成分、使用说明等信息,以便工人和监管机构能够准确了解工作服的性能和使用方法。
二、出口加拿大工作服的要求对于准备在加拿大销售或出口工作服的企业,需要注意以下几点:1. 了解加拿大的进口法规:在出口加拿大工作服之前,企业需要了解加拿大的进口法规和标准,以确保产品符合当地的要求。
2. 符合加拿大的标准:出口的工作服必须符合加拿大的相关标准和法规,包括材料、设计、标识等方面的要求。
3. 申请必要的认证:有些工作服可能需要进行认证,例如符合防护标准的工作服可能需要进行CE认证等,企业需要根据产品的特性申请相应的认证。
4.与加拿大的进口商进行合作:企业可以通过与加拿大的进口商合作,了解当地市场的需求和规定,以便更好地推广和销售产品。
三、加拿大工作服出口行业现状加拿大的工作服出口行业相对成熟,市场需求稳定。
随着加拿大经济的不断发展,工业领域对工作服的需求也在增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10 尺寸、质量和偏差10.1 总责10.1.1 外径在21.3~48.3mm范围内的管子的标准值和起相应的公称壁厚值符合附表1的要求。
备注;附表1所列钢管外径、壁厚或两者的中间值都是有效的。
10.1.2修端后的单位长度的质量按下列公式进行计算:Mt = 0.024 66 (D – t)t式中:Mt 修端后单位长度的质量,kg/m;D 规定外径,单位(mm);T 规定壁厚,单位(mm);10.2 外径外径及其偏差如11.4.1和11.4.2条款所述。
10.3 壁厚10.3.1每种长度的钢管应符合相应的壁厚要求。
10.3.2除焊管外,钢管任何位置的壁厚偏差应符合11.4.4条款的要求,电焊管的焊接区的壁厚不受附加公差的限制,焊接区的最小壁厚应与11.5.5和11.5.6的要求相一致。
10.3.3壁厚应采用机械式卡尺或具有相应精度的经校准的无损检验装置测量。
有争议时,应以机械式卡尺测量的结果为准。
机械式卡尺应装有直径为6.4mm的圆形横截面触杆。
与钢管外边面接触的触杆接头既可为平面,也可为半径不小与38mm的球面。
10.4 重量外径不小于114.3mm的钢管应逐根称重,并确定装车批的重量,对接管除外,对接管的重量应是单根管的重量和对接接头的重量之和。
外径不大于114.3mm的钢管,既可逐根称重,也可以方便的批量称重,由制造厂选择,并应确定装车批的重量。
单根管的长度和装车批的重量应与11.4.5条款相一致。
由管长计算管的质量,单位长度管的质量应根据10.1.2中的公式进行计算。
10.5 公称长度管的公称长度应按合同规定,且符合表2的要求。
10.6 对接管10.6.1 总则如果订单中有要求,应在规定长度范围内进行对接。
对接过程中长度小于1.5m的管子不允许对接。
对接管的具体要求应符合第14条的规定。
10.6.2 单个接头钢管单个对接接头的管(有两部分焊接在一起,焊接成长度≤15m的钢管)可占订单的5%或购方允许的范围内。
10.6.3 双接头钢管双对接接头钢管(钢管由两部分焊接在一起,焊接成长度≥15m的管)可以是整个订单,也可是订单的一部分。
10.6.4 三个接头钢管三个对接接头钢管(三部分焊接在一起组成长度≥15m的钢管)可占订单的5%或购方允许的范围内。
10.7 管端10.7.1 平端10.7.1.1 钢管对接焊接接头应按10.7.1.2和10.7.1.5的要求进行平端。
10.7.1.2 除另有协议外,平端钢管应加工焊接破口,破口角应为30° (+ 5°, –0°)以钢管轴线的垂涎为基准测量,钝边尺寸应为1.6 ± 0.8 mm。
10.7.1.3 管端应从内外两面进行平端。
10.1.7.4 管端的切削量应≤1.6mm.10.1.7.5 埋弧焊管在其两管端至少75mm范围内应进行内焊缝管端加固,这样内焊缝在管内表面的扩张就不会超过0.5mm。
10.1.7.6 若合同中有特殊要求,埋弧焊管在其两管端至少120mm范围内应进行外焊缝管端加固,这样外焊缝在管外表面的扩张就不会超过0.1mm。
10.7.2 特殊管端10.7.2.1 机械盈端若合同中有特殊要求,用于对接的钢管的管端需要用机加工的方式进行,管端应与合同要求的结构相一致。
修端后应使用超声、磁粉、渗透等无损检测方法对焊缝处的开焊、裂纹、未焊透和未融合等缺陷进行检测。
磁粉检测和液体渗透检测应分别与12.7和12.8的要求相一致,缺陷的修补应符合11.6的要求。
10.7.2.2 螺纹管和接箍管10.7.2.2.1 若合同中有特殊要求,管端应根据实际情况加工螺纹,它的尺寸偏差应与ASME B1.20.1.相一致。
10.7.2.2.2 按合同要求,在钢管的每一端要加上一个接箍。
接箍的螺纹应按实际情况进行加工,尺寸偏差应符合ASME B1.20.1的要求。
接箍是平面箍筋还是螺旋箍筋有制造方确定,并按购方合同要求选择是手上紧还是动力上紧的。
10.7.2.3 特殊螺纹管端订货合同上有规定时,钢管管端应加工成适应对接的特殊螺纹。
在这类钢管管端200mm长度范围内应没有压痕,鼓包或轧痕,以充分满足钢管和接箍的配合。
这些管端应与最终合同要求的结构相一致。
11 检验,偏差和工作质量11.1 检验钢管需要进行外观检验或外观检验与无损检测方法相结合的方式来检测缺陷,并确定缺陷的尺寸和工作环境的要求。
11.2 检验须知当购方声明将派监理代表买方对钢管进行检测或在制管厂监督制管厂的检测时,制造方应提供合理的注意事项和生产计划。
11.3 设备质量开始执行购方得订单时,监理可以随时随地自由出入工厂,来检测制管厂所有的制造该订单产品时使用的设备。
制管厂应向监理提供所有的可靠地设备来证明所制造的管取样、试验和检验都与标准和合同的要求相一致。
检验过程的进行应不干扰工厂的正常运作。
11.4 质量和直径偏差11.4.1 管体外径偏差11.4.1.1 管体外径偏差应符合表11的要求11.4.1.2 直径≥114.3mm的钢管,管体外径的检测应用测管经胶带在管体上进行≥3次的随机检测。
11.4.2 管端外径的尺寸偏差11.4.2.1 对于外径不大于273.1mm的钢管,在距管端100mm范围内,外径下偏差为0.40mm,且在距管端100mm范围内,应能允许内径比钢管规定外径大1.60mm的环规通过。
11.4.2.2 对于外径大于273.1mm但小于457mm的钢管,在距管端100mm范围内,外径下偏差为0.80mm,且在距管端100mm范围内,应能允许内径比钢管规定外径大2.40mm的环规通过。
11.4.2.3对于直径大于457mm的钢管,制管厂课才用测井卷尺来测量最小外径。
11.4.2.4除11.4.2.5的规定外,外径大于457mm的钢管,在距管端100mm范围内,钢管允许下偏差为0.80mm,允许上偏差为2.4mm。
11.4.2.5经购方与制造方协商,直径大于457mm的钢管的管端外径公差也可以用于管端内径公差。
11.4.3 椭圆度偏差11.4.3.1对于外径大于457mm,直径与厚度比大于75(D/t>75)的钢管,在距管端100mm的范围内,最大外径不得比规定外径大1%,且最小外径不得比规定最小外径小1%。
11.4.3.2对于外径大于457mm,直径与厚度比小于等于75(D/t≤75)的钢管,在距管端100mm的范围内,最大外径和最小外径的差不能超过下面的要求;(a)直径不大于1067mm的钢管最大外径和最小外径的差不能超过12.7mm;(b)直径大于1067mm的钢管最大外径和最小外径的差不能超过15.9mm;备注:最大直径和最小直径偏差的测量,采用杆规、卡尺或其它能够测量实际最大直径与最小直径的工具。
11.4.4 壁厚公差壁厚公差如表3所示。
11.4.5 重量公差重量公差如表4所示。
11.4.6 长度公差除非订单中有特殊要求,否则长度公差应符合表2的要求。
11.5 工作质量11.5.1 错边11.5.1.1对于EW钢管,不论哪一值增大,纵向焊缝的错边(高-低)不能超过规定壁厚的10%或0.8mm。
11.5.1.2对于埋弧焊钢管,纵向焊缝,螺旋焊缝和对接焊缝的错边(高-低)不能超过一下规定;(a)管端部位,不论哪一值增大,错边量(高-低)不能超过规定壁厚的10%或0.8mm。
(b)管体部位,不论哪一值增大,错边量(高-低)不能超过规定壁厚的10%或1.5mm。
11.5.2 埋弧焊中的预焊所有的预焊迹象应通过埋弧焊或补焊方式去除。
11.5.3 埋弧焊管的焊缝偏差通过无损检测的结果表明焊缝完全焊透和融合,这样的埋弧焊管即使焊缝有偏移也不能被拒收。
11.5.4 埋弧焊管内外焊缝的高度11.5.4.1除11.5.4.3所声明的情况外,完成焊接的钢管内表面和外表面的焊缝高度不能超过与其相邻的母材的0.4mm。
11.5.4.2除11.6.1所声明的情况外,完成焊接的钢管内表面和外表面的焊缝高度不能低于母材金属的表面及与其延伸的其它表面。
11.5.4.3制造方应通过磨或机加工等方法使焊缝高度达到课接收的高度。
11.5.5 EW管外毛刺的修整EW管的外毛刺的高度不能超过母材的0.2mm;任何能引起局部增厚的情况都应通过测量的方法排除。
最小壁厚不能低于规定壁厚的95%。
11.5.6 EW管内毛刺的修整11.5.6.1EW管的内毛刺的高度不能超过母材的1.5mm;任何能引起局部增厚的情况都应通过测量的方法排除。
11.5.6.2清楚内毛刺所形成的刮槽深度不应超过表12的规定。
总之,修整后的最小壁厚不能低于规定壁厚的95%。
11.5.7 硬块直径为323.9mm或更大的焊接钢管的表面应通过外观检验来发现弯曲处或表面纹理中的不规则。
这样的不规则已经发现就将视作硬块,这样就应该确定该区域的宏观硬度。
如果缺陷区的硬度超过一下要求,将被判废;(a)超过300HV30或根据ASTM E140从其他宏观硬度等价转换来的情况。
(b)在远离焊接区的位置硬度超过225 HV30或根据ASTM E140从其他宏观硬度等价转换来的情况。
并超过周围其它区域硬度值的75V的硬块。
包含那样缺陷的区域应成筒形剪掉并作废。
11.5.8 焊缝的位置11.5.8.1 预焊的位置11.5.8.1.1在焊接完成的纵向焊缝中不允许出现预焊痕迹。
11.5.8.1.2在下列几种情况中,预焊痕迹可以出现在螺旋焊缝中;(a)预焊对于以后的焊接准备的恰到好处;(b)预焊是埋弧焊或是气体保护焊;(c)至少使用两根焊丝,一根焊丝在内部,一根焊丝在外部。
11.5.8.1.3预焊和螺旋焊的对接接头距管端和其它接头至少应300mm。
11.5.8.1.4预焊部位若位于管端,必须保证在同一侧螺旋焊缝和预焊焊缝之间的距离不小于150mm。
11.5.8.2 对接接头处焊缝的位置11.5.8.2.1螺旋管的对接接头,在环向位置,对接接头的每一侧,螺旋焊缝焊接和对接接头焊接应至少相距50mm。
11.5.8.2.2直缝管的对接,在环向位置,对接接头的每一侧,纵焊缝焊接和对接接头焊接应至少相距50-200mm。
11.5.9 直度对于直径小于114.3mm的钢管应该足够直,对于直径≥114.3mm的钢管随机检查它的直度,钢管全长相对于轴线的总偏离应≤0.2%的钢管长度。
直度的测量可以在钢管一侧用绷紧的线或绳子来测量其最大偏差。
11.5.10 几何偏差在距管端200mm范围内,在钢管的成型过程和制造过程中(例如平面点或峰值),钢管的几何偏差不能超过正常圆柱轮廓的3mm,这个偏差是在两个极值点的偏差和钢管正常轮廓之间测量的。
11.6 缺陷11.6.1生产完的管要进行外观检测,不能出现下列缺陷;(a)凹坑—-凹坑的深度大于6mm,或在任意方向上的长度大于管外径的一半时或两种情况都存在时,被视为缺陷,应切除并作废。