管壳式换热器制作及注意事项22页PPT
合集下载
管壳式换热器 ppt课件

超声检测:电能-超声能-电能,一般1~10MHZ常 用1~5MHZ,设备为数字式和模拟式。
磁粉检测:通过磁场使焊接接头磁化,在工件表 面均匀撒上磁粉,有缺陷的位置会出现磁粉聚集 现象。
渗透检测:一般探测出的缺陷深度0.02mm宽度约 0.001mm,利用带有荧光染料或红色染料的渗透 剂的渗透作用,经过渗透、清洗、显示处理后用 目视法观察。
对于铬钼钢的材料,在焊接后需进行焊后热处理。
热处理目的:1、对焊缝消除应力,防止焊缝延迟 裂纹的出现。2、对焊缝消氢处理,防止氢腐蚀、 氢脆的出现。
加热方式主要有通过电加热带加热,用保温防火 棉覆盖保温。加热温度大约在200-300℃。消除 应力热处理时间在16-24h以内,消氢热处理保温 时间不少于0.5h。或用火焰加热处理。
双壁(双壁—单影、双壁—双影) 照相成像质量 :对比度、清晰度和颗粒度 像质计应用 :评定底片的灵敏度 底片评定 :判定缺陷合格与否
设备无损检测主要方法:
无损检测:包括射线透照检测、超声检测、表面检 测:(包括磁粉检测、渗透检测、涡流检测)前 两种主要用于探测被检物的内部缺陷,表面检测 用于探测被检物的表面和近表面缺陷。
折流板:提高壳程流体的流速,增加湍动程度并 使壳程流体垂直冲刷管束,以改善传热,增大传 热系数,并且起支持管束的作用。分为弓形和圆 环-圆盘形两种。
管板加工过程:
折流板加工过程:
车床加工管板
管板划线及打点
钻床管板钻孔
换热管预制
换热管分类:
U型换热器换热管弯管:
弯管机弯管(冷弯)
补强圈
接管法兰
补强圈信号孔通压缩空气检漏
信号孔:1、用来检验补强圈焊缝的密封性能。2、 排放补强圈和筒体间气体。
磁粉检测:通过磁场使焊接接头磁化,在工件表 面均匀撒上磁粉,有缺陷的位置会出现磁粉聚集 现象。
渗透检测:一般探测出的缺陷深度0.02mm宽度约 0.001mm,利用带有荧光染料或红色染料的渗透 剂的渗透作用,经过渗透、清洗、显示处理后用 目视法观察。
对于铬钼钢的材料,在焊接后需进行焊后热处理。
热处理目的:1、对焊缝消除应力,防止焊缝延迟 裂纹的出现。2、对焊缝消氢处理,防止氢腐蚀、 氢脆的出现。
加热方式主要有通过电加热带加热,用保温防火 棉覆盖保温。加热温度大约在200-300℃。消除 应力热处理时间在16-24h以内,消氢热处理保温 时间不少于0.5h。或用火焰加热处理。
双壁(双壁—单影、双壁—双影) 照相成像质量 :对比度、清晰度和颗粒度 像质计应用 :评定底片的灵敏度 底片评定 :判定缺陷合格与否
设备无损检测主要方法:
无损检测:包括射线透照检测、超声检测、表面检 测:(包括磁粉检测、渗透检测、涡流检测)前 两种主要用于探测被检物的内部缺陷,表面检测 用于探测被检物的表面和近表面缺陷。
折流板:提高壳程流体的流速,增加湍动程度并 使壳程流体垂直冲刷管束,以改善传热,增大传 热系数,并且起支持管束的作用。分为弓形和圆 环-圆盘形两种。
管板加工过程:
折流板加工过程:
车床加工管板
管板划线及打点
钻床管板钻孔
换热管预制
换热管分类:
U型换热器换热管弯管:
弯管机弯管(冷弯)
补强圈
接管法兰
补强圈信号孔通压缩空气检漏
信号孔:1、用来检验补强圈焊缝的密封性能。2、 排放补强圈和筒体间气体。
《管壳式换热器设计》PPT课件

精选PPT
5
1.3 管壳式换热器介绍
管壳式换热器具有可靠性高,适应性广泛等优点,在各工 业领域中得到最为广泛在应用。
1.3.1 基本类型 根据管壳式换热器的结构特点,可分为固定管板式、浮
头式、U形管式、填料函式和釜式沸器五类,如图示。 1.3.1.1 固定管板式换热器 固定管板式换热器管束连接在管板上,管板与壳体焊接。 1.3.1.1.1 优点: 1)传热面积比浮头式换热器大20%-30%; 2)旁路漏流较水; 3)锻件使用较少; 4)没有内漏。
4
1.2.1.3 间壁式换热器
1.2.1.3.1 间壁式换热器分类 管式换热器、板式换热器及其它形式的换热器。
管式换热器都是通过管子壁面进行传热的换热器。按传热 管的结构形式不同大致可分为蛇管式换热器、套管式换热 器、缠绕管式换热器和管壳式换热器。
其中管壳式换热器是目前应用最为广泛的换热设备。 它占换热器总量的90%。它是典型的间壁式换热器.
足要求的场合.
精选PPT
11
二、 管壳式换热器的设计参数及材料
2.1 设计参数
是指用于确定换热器施工图设计、制造、检验及验收 的参数。 它主要包括设计压力P、设计温度T、厚度δ、 焊接接头系数φ、试验压力PT、公称直径DN、公称长度 LN、换热面积A、容器类别等。
2.1.1 设计压力:
指设定的换热器管、壳程顶部的最高压力,与相应
计温度。
在任何情况下,金属元件的表面温度不得超过金属材料的允许使用温 度。
2.1.3 厚度
2.1.3.1 计算厚度---- 按规范的公式计算得到的厚度。
2.1.3.2 设计厚度-----设计时必须考虑腐蚀裕量C2,计算厚度与腐蚀裕量 之和为设计厚度。
管壳式热交换器设计常见问题浅析PPT详细介绍课件

2 换热管沿长度平均温差等于管程介质进/出口温度的平均值
二、管壳式换热器设计参数确定
GB/T151-2104附录B P120:
二、管壳式换热器设计参数确定
2、设计压力和设计温度
1)热交换器为多腔容器,其设计压力和设计温度 的确定:
按“各管各”原则,即分别按各自最苛刻的工作 压力、工作温度确定其设计压力、设计温度。
管壳式热交换器 设计常见问题浅析
主要内容
管壳式热交换器是工业中应用最为广泛的一种换热 器,而设计是其质量保证的首要环节,故提高换热器的 设计质量,对于行业发展来说至关重要。
针对管壳式热交换器设计过程中,以下五个方面的 常见问题及注意事项,在此与在座各位同仁进行交流和 探讨。
一、不同结构型式换热器特点
(计算时应注意大小端厚度减去腐蚀裕量,但常常带来结果不合格。处理: 选用标准设备法兰可不计算,但需要保留基本计算数据,如:螺柱材质、规格及 数量,垫片材质等)
d. 换热管、钩圈、浮头螺栓、纵向隔板一般不考虑腐蚀裕量。
TEMA标准关于腐蚀裕量的条文中明确规定,钩圈及其内部螺栓连接件,是不 必考虑腐蚀裕量。钩圈是一个非受压件,且是可拆卸件,按TEMA规定,对其不 考虑腐蚀裕量是合理的。
为了检查换热管与管板连接接头的质量,可能遇到下列4种情况: 1)管壳程均为正压,且壳程试验压力高于管程试验压力。
处理:管壳程按各自设计压力、设计温度、材料分别确定其耐压试验 的试验压力值。
2)管壳程均为正压,且壳程试验压力低于管程试验压力。 处理:将壳程试验压力提高至管程试验压力,并应对壳程圆筒进行校 核。 在此,往往会忽视其他受压元件的强度和结构等问题,下面分别讨论:
参照GB/T151-2014附录B中B3.4 结构参数(P115)
二、管壳式换热器设计参数确定
GB/T151-2104附录B P120:
二、管壳式换热器设计参数确定
2、设计压力和设计温度
1)热交换器为多腔容器,其设计压力和设计温度 的确定:
按“各管各”原则,即分别按各自最苛刻的工作 压力、工作温度确定其设计压力、设计温度。
管壳式热交换器 设计常见问题浅析
主要内容
管壳式热交换器是工业中应用最为广泛的一种换热 器,而设计是其质量保证的首要环节,故提高换热器的 设计质量,对于行业发展来说至关重要。
针对管壳式热交换器设计过程中,以下五个方面的 常见问题及注意事项,在此与在座各位同仁进行交流和 探讨。
一、不同结构型式换热器特点
(计算时应注意大小端厚度减去腐蚀裕量,但常常带来结果不合格。处理: 选用标准设备法兰可不计算,但需要保留基本计算数据,如:螺柱材质、规格及 数量,垫片材质等)
d. 换热管、钩圈、浮头螺栓、纵向隔板一般不考虑腐蚀裕量。
TEMA标准关于腐蚀裕量的条文中明确规定,钩圈及其内部螺栓连接件,是不 必考虑腐蚀裕量。钩圈是一个非受压件,且是可拆卸件,按TEMA规定,对其不 考虑腐蚀裕量是合理的。
为了检查换热管与管板连接接头的质量,可能遇到下列4种情况: 1)管壳程均为正压,且壳程试验压力高于管程试验压力。
处理:管壳程按各自设计压力、设计温度、材料分别确定其耐压试验 的试验压力值。
2)管壳程均为正压,且壳程试验压力低于管程试验压力。 处理:将壳程试验压力提高至管程试验压力,并应对壳程圆筒进行校 核。 在此,往往会忽视其他受压元件的强度和结构等问题,下面分别讨论:
参照GB/T151-2014附录B中B3.4 结构参数(P115)
管壳式热交换器(PPT课件)

管外纵流条件下,管外传热系数为光管的1.6倍.
传递热量相同,泵功率相同,取代光管,节约材 料30%-50%
螺旋槽
主要用于强化管内气体或液体的传热,强化管内液
体的沸腾或管内外蒸气的冷凝,管内传热系数为光管 传热系数的1.5-2.0倍;管外传热系数为光管传热系数 的1.5倍.
缩放管
波纹管
波纹管优点
(4)填料函式换热器
填料函式换热器 1.纵向隔板;2.浮动管板;3.活套法兰;4.部分剪切环;5.填 料压盖;6.填料;7.填料函
填料函式密封
缺点:填料处易泄漏。 优点:结构简单,加工制造方便,造价低,管内和管
间清洗方便 适用场合:4MPa 以下,且不适用于易挥发、易燃、易 爆、有毒及贵重介质,使用温度受填料的物性限制。
带膨胀节的固定管板式换热器 图7-3 带补偿器的固定管板式换热器
(2) U形管式换热器
U形管式换热器 1.中间挡板;2.U形换热管;3.排气口;4.防冲板;5.分程隔板
U形管式换热器
U型管式换热器 图7-6 U形管式换热器 优点:结构简单,价格便宜,承受能力强,不会产生热应力。 缺点:布板少,管板利用率低,管子坏时不易更换。 适用场合:特别适用于管内走清洁而不易结垢的高温、高压、 腐蚀性大的物料。
第二章 管壳式热交换器
间壁式热交换器
管式热交换器
管壳式、套管式、螺旋管式等
板式热交换器
延伸表面热交换器
蓄热式热交换器
管壳式换热器
2.1 管壳式换热器的分类
基本类型 固定管板式换热器
U形管式换热器 浮头式换热器 填料函式换热器
(1)固定管板式换热器
管壳式换热器结构介绍 ppt课件
双弓形折流板:优点是压降低,更好的规避振动的问题;缺点是大的窗 口流动面积;设计要点:5%-30%的圆缺率,默认两排管重叠;适合场合 时振动和压力受限的换热器(相对于单弓形折流板来说)。
螺旋折流板:分为单螺旋折流板和双螺旋折流板优点是换热好,压降低, 流动均匀;缺点是制造困难;设计要点是螺旋角度5-45°,适合的场合 时压降受限,容易结垢的场合。
K型壳体:主要用于管程热介质,壳侧蒸发的工况,在废热回收条件下使 用。
X型壳体:冷热流体属于错流流动,其优点是压降非常小,当采用其他壳 体发生振动,且通过调整换热器参数无法消除该振动时可以使用此壳体 形式,其不足之处是流体分布不均匀,X型壳体并不经常使用。
在化工工艺手册中,I型壳体类型可EDR软件中的不是同一种壳体Байду номын сангаас 其形式见I1,它的使用方式仅有一种搭配,就是BIU,U型管换热器。
PPT课件
2
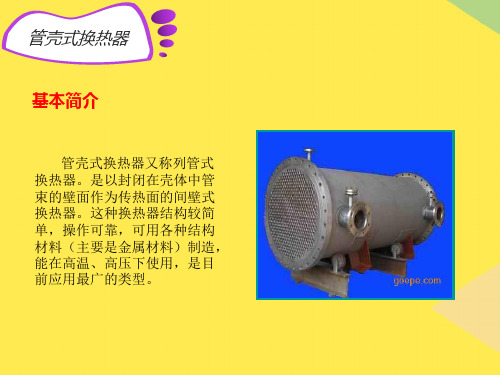
1、管壳式换热器结构介绍
管壳式换热器:是以封闭在壳体中管束的壁面作为传热面的间 壁式换热器,这种换热器结构较简单、操作可靠,可用各种结构材 料(主要是金属材料)制造,能在高温、高压下使用,是目前应用 最广的类型。(设计制造遵循标准:国外 TEMA ASME 国内 GB151、GB150)
F型壳体:适用于场地受限,需要双壳程的情况,比较适合于单相换热, 纯逆流换热,传热温差大;缺点是F型壳体有分程隔板,此处会发生漏流, 而且壳程进口与出口处的压差和温差都是最大的,会发生漏温且分程隔 板也容易发生变形。所以F型壳体适用于压差和温差都不大的情况下。
PPT课件
7
G型壳体:属于平行流换热器,该换热器的热流体出口温度可以比冷流体 出口温度低,适用于需要做壳侧强化的卧式热虹吸再沸器、冷凝器等。
螺旋折流板:分为单螺旋折流板和双螺旋折流板优点是换热好,压降低, 流动均匀;缺点是制造困难;设计要点是螺旋角度5-45°,适合的场合 时压降受限,容易结垢的场合。
K型壳体:主要用于管程热介质,壳侧蒸发的工况,在废热回收条件下使 用。
X型壳体:冷热流体属于错流流动,其优点是压降非常小,当采用其他壳 体发生振动,且通过调整换热器参数无法消除该振动时可以使用此壳体 形式,其不足之处是流体分布不均匀,X型壳体并不经常使用。
在化工工艺手册中,I型壳体类型可EDR软件中的不是同一种壳体Байду номын сангаас 其形式见I1,它的使用方式仅有一种搭配,就是BIU,U型管换热器。
PPT课件
2
1、管壳式换热器结构介绍
管壳式换热器:是以封闭在壳体中管束的壁面作为传热面的间 壁式换热器,这种换热器结构较简单、操作可靠,可用各种结构材 料(主要是金属材料)制造,能在高温、高压下使用,是目前应用 最广的类型。(设计制造遵循标准:国外 TEMA ASME 国内 GB151、GB150)
F型壳体:适用于场地受限,需要双壳程的情况,比较适合于单相换热, 纯逆流换热,传热温差大;缺点是F型壳体有分程隔板,此处会发生漏流, 而且壳程进口与出口处的压差和温差都是最大的,会发生漏温且分程隔 板也容易发生变形。所以F型壳体适用于压差和温差都不大的情况下。
PPT课件
7
G型壳体:属于平行流换热器,该换热器的热流体出口温度可以比冷流体 出口温度低,适用于需要做壳侧强化的卧式热虹吸再沸器、冷凝器等。
管壳式换热器制造过程演示幻灯片
? 超声检测:电能-超声能-电能,一般 1~10MHZ常用1~5MHZ,设备为数字式和模 拟式。
2020/4/13
24
? 磁粉检测:通过磁场使焊接接头磁化,在 工件表面均匀撒上磁粉,有缺陷的位置会 出现磁粉聚集现象。
? 渗透检测:一般探测出的缺陷深度0.02mm 宽度约0.001mm,利用带有荧光染料或红色
2020/4/13
8
金相检验操作
2020/4/13
9
四、筒体制造过程
2020/4/13
10
? 定料:确定换热器所需材料及尺寸 ? 划线:确定尺寸后对材料划线、排版。 ? 切割:根据划线尺寸对原材料进行切割。
2020/4/13
11
刨边(开坡口)
? 焊接坡口:为了保证全熔透和焊接质量, 减少焊接变形,施焊前,一般需要将焊件 连接处预先加工成各种形状。
2020/4/13
30
? 磨平壳体内表面焊缝:1、使内表面光滑去 除不平面,防止管束进入壳体时卡住。2、 防止焊渣划伤管束。3、防止应力集中。
? 组焊鞍座
2020/4/13
打磨内表面
组焊鞍座
31
六、管板管束制造
2020/4/13
32
? 管板:是管壳式换热器的主要部件之一。 用来排布换热管,将管程壳程流体分隔开 来,并同时受管程壳程压力和温度作用。
? 固定管板式和浮头式换热器筒体与筒体法兰组对环缝焊接。 ? U型管式换热器筒体与封头组对环缝焊接
? 环缝焊接。 ? 环缝无损检测:采用射线检测方法(RT、PT)
2020/4/13
筒体与封头组焊
筒体与筒体法兰组焊
27
? 划开孔线:根据图纸确定好开孔位置及尺 寸大小。
? 切割接管孔:利用气焊切割方法对筒体开 孔,并用砂轮打磨开孔。
2020/4/13
24
? 磁粉检测:通过磁场使焊接接头磁化,在 工件表面均匀撒上磁粉,有缺陷的位置会 出现磁粉聚集现象。
? 渗透检测:一般探测出的缺陷深度0.02mm 宽度约0.001mm,利用带有荧光染料或红色
2020/4/13
8
金相检验操作
2020/4/13
9
四、筒体制造过程
2020/4/13
10
? 定料:确定换热器所需材料及尺寸 ? 划线:确定尺寸后对材料划线、排版。 ? 切割:根据划线尺寸对原材料进行切割。
2020/4/13
11
刨边(开坡口)
? 焊接坡口:为了保证全熔透和焊接质量, 减少焊接变形,施焊前,一般需要将焊件 连接处预先加工成各种形状。
2020/4/13
30
? 磨平壳体内表面焊缝:1、使内表面光滑去 除不平面,防止管束进入壳体时卡住。2、 防止焊渣划伤管束。3、防止应力集中。
? 组焊鞍座
2020/4/13
打磨内表面
组焊鞍座
31
六、管板管束制造
2020/4/13
32
? 管板:是管壳式换热器的主要部件之一。 用来排布换热管,将管程壳程流体分隔开 来,并同时受管程壳程压力和温度作用。
? 固定管板式和浮头式换热器筒体与筒体法兰组对环缝焊接。 ? U型管式换热器筒体与封头组对环缝焊接
? 环缝焊接。 ? 环缝无损检测:采用射线检测方法(RT、PT)
2020/4/13
筒体与封头组焊
筒体与筒体法兰组焊
27
? 划开孔线:根据图纸确定好开孔位置及尺 寸大小。
? 切割接管孔:利用气焊切割方法对筒体开 孔,并用砂轮打磨开孔。
2022管壳式换热器精选ppt
管壳式换热器
类型
③ U型管式换热器 每根换热管 皆弯成U形,两端分别固定在 同一管板上下两区,借助于管 箱内的隔板分成进出口两室。 此种换热器完全消除了热应力, 结构比浮头式简单,但管程不 易清洗。
管壳式换热器
类型
④涡流热膜换热器涡流热膜换热 器采用最新的涡流热膜传热技术, 通过改变流体运动状态来增加传 热效果,当介质经过涡流管表面 时,强力冲刷管子表面,从而提 高换热效率。最高可达 10000W/m2℃。同时这种结构实 现了耐腐蚀、耐高温、耐高压、 防结垢功能。其它类型的换热器 的流体通道为固定方向流形式, 在换热管表面形成绕流,对流换 热系数降低。
管壳式换热器
安装要点 同时这种结构实现了耐腐蚀、耐高温、耐高压、防结垢功能。
其它类型的换热器的流体通道为固定方向流形式,在换热管表面形成绕流,对流换热系数降低。 为提高管外流体的传热分系数,通常在壳体内安装若干挡板。 换热管在管板上可按等边三角形或正方形排列。 挡板可提高壳程流体速度,迫使流体按规定路程多次横向通过管束,增强流体湍流程度。
强力冲刷管子表面,从而提高换热效率。
并不得小于0.2m。 ③ U型管式换热器 每根换热管皆弯成U形,两端分别固定在同一管板上下两区,借助于管箱内的隔板分成进出口两室。
4)、加热器上部附件(一般指安全阀)的最高点至建筑结构最低点的垂直净距应满足安
针对冷却塔防腐问题,传统 方法以补焊为主,但补焊易使管 板内部产生内应力,难以消除, 可能造成冷却塔管板焊缝再次渗 漏。现西方国家多采用高分子复 合材料的方法进行保护。其具有 优异的粘着性能及抗温、抗化学 腐蚀性能,在封闭的环境里可以 安全使用而不会收缩,特别是良 好的隔离双金属腐蚀和耐冲刷性 能,从根本上杜绝了修复部位的 腐蚀渗漏,为冷却塔提供一个长 久的保护涂层。
管壳式换热器制作及注意事项
3.3管束制作要求
3.3.6、将管子从一端管板穿入(从钻孔正面穿),穿 管时,管子须顺利通过,不允许用铁锤强烈装打, 可用木击,若确定有个别管子穿不进去,应分析原 因后再穿入,对于弯曲较严重管子应予以矫正,换 热管表面不应出现凹瘪或划伤。
3.3.7、将所有换热管穿好后,对伸出长度进行调整, 确保管子伸出管板的长度偏差符合焊接工艺要求。
3.3.4、将一端的管板与拉杆、折流板组装成管束骨 架穿入换热器壳体内,对上另一端的管板,利用换 热管固定两个管板位置,点焊固定。换热器两端管 板平行度偏差应在±1mm以内。
3.3.5、碳素钢、低合金钢换热管管外表面应除锈, 用于焊接时,管清理长度应不小于管外径,且不小 于25m;用于胀接时,管端应现金属光泽,其长度 应不小于二倍的管板厚度。
3.3.2装上拉杆、定距管、折流板,上折流板 时应逐块检查正反面(即出钻侧和入钻侧)、 配钻方位无误。拉杆上的螺母拧紧后可退一牙 再用拼帽拧紧,折流板应按照序号及排序进行 分布,切记勿将顺序打乱,给穿管造成困难。
3.3管束制作要求
3.3.3、拉杆端部的螺母应拧紧、以免在装入或抽 出管束时,因折流板窜动而损伤换热管,每层折流 板间的定距管尺寸应一致,个别尺寸小造成松动的 定距管,应采取将其点焊在折流板上。
管壳式换热器制作 及其注意事项
主要内容
一、管壳式换热器的分类 二、管、壳程的定义 三、管壳式换热器制作要求及注意事项
一、按结构特点可分为以下几类:
1、固定管板式换热器 2、U型管式换热器 3、浮头式换热器 4、填料函式换热器
1、固定管板式换热器
2、U型管式换热器
3、浮头式换热器
3.5.4、设备上的补强圈的信号孔,应在压力试验前 通入0.4-0.5Mpa的压缩空气检查焊接接头的质量。
管壳式换热器设计和选型PPT课件
一般流体易结垢液体易结垢液体气体气体流速流速ms管程管程0530105030053010503002150530150215053015管壳式换热器中丌同粘度液体的常用流速管壳式换热器中丌同粘度液体的常用流速液体粘度液体粘度mpas150015005005001001003535150015005005001001003535最大流速最大流速06075111518060751115182424表表3管壳式换热器中易燃易爆液体的安全允许速度管壳式换热器中易燃易爆液体的安全允许速度液体名称液体名称乙醚二硫化碳苯乙醚二硫化碳苯甲醇乙醇汽油甲醇乙醇汽油丙酮丙酮安全允许速度安全允许速度ms10第12页共28页33管子的规栺和管间距管子的规栺和管间距管子规格管子规格的选择包括管径和管长
②管间距管子的中心距 称为管间距,管间距小, 有利于提高传热系数,且设备紧凑。但由于制造 上的限制。常用对比关系见表4。
表4管壳式换热器外径与中心距 的关系 换热管外径 , mm 10 14 19 25 32 38 45 57 换热管中心距 , mm 14 19 25 32 40 48 57 72
第13页/共28页
第6页/共28页
管壳式换热器的设计与选型 换热器的设计是通过计算,确定经济合理的传热面积及换热器的其它有关
尺寸,以完成生产中所要求的传热任务。
第Hale Waihona Puke 页/共28页第8页/共28页
• 1.设计的基本原则 (1)流体流径的选择流体流径的选择是指在管程和
壳程各走哪一种流体,此问题受多方面因素的制约, 下面以固定管板式换热器为例,介绍一些选择的原 则:
(2)流体流速的选择流体流速的选择涉及到传热 系数、流动阻力及换热器结构等方面。 流速↑加大对流传热系数,减少污垢的形成,使 总传热系数增大; 但同时使流动阻力加大,动力消耗增多; 选择高流速,使管子的数目减小,对一定换热面 积,不得不采用较长的管子或增加程数,管子太 长不利于清洗,单程变为多程使平均传热温差下 降。
②管间距管子的中心距 称为管间距,管间距小, 有利于提高传热系数,且设备紧凑。但由于制造 上的限制。常用对比关系见表4。
表4管壳式换热器外径与中心距 的关系 换热管外径 , mm 10 14 19 25 32 38 45 57 换热管中心距 , mm 14 19 25 32 40 48 57 72
第13页/共28页
第6页/共28页
管壳式换热器的设计与选型 换热器的设计是通过计算,确定经济合理的传热面积及换热器的其它有关
尺寸,以完成生产中所要求的传热任务。
第Hale Waihona Puke 页/共28页第8页/共28页
• 1.设计的基本原则 (1)流体流径的选择流体流径的选择是指在管程和
壳程各走哪一种流体,此问题受多方面因素的制约, 下面以固定管板式换热器为例,介绍一些选择的原 则:
(2)流体流速的选择流体流速的选择涉及到传热 系数、流动阻力及换热器结构等方面。 流速↑加大对流传热系数,减少污垢的形成,使 总传热系数增大; 但同时使流动阻力加大,动力消耗增多; 选择高流速,使管子的数目减小,对一定换热面 积,不得不采用较长的管子或增加程数,管子太 长不利于清洗,单程变为多程使平均传热温差下 降。
换热器的机械设计ppt课件

11
保证紧密性的方法: •管板孔开槽; •胀接周边保证清洁; •管子硬度低于管板孔周边 硬度。
保证管端硬度较低并且低 于管板硬度的方法: •管端退火处理。 •选材考虑。
12
2.焊接
优点: • 高温高压下能保证连接
的紧密性; • 管板孔加工精度要求不
高,低于胀接; • 焊接工艺简单; • 压力不高时可用薄管板。 缺点: • 存在焊接热应力——应
1)
壳壁应力
2
t s
;
2)
管壁应力
2
t
t
;
3)壳壁应力 0 且 B ;
4)管子拉脱力q q。
3.膨胀节的选用及安装
依据标准:GB16749-1997《压力容器波形膨胀节》
安装注意:1)与壳体对接焊,保证焊透;
2)要进行无损探伤;
3)最低点设置排液孔。
49
点 ——无温差应力;
2.管束可以抽出,清洗;
3.结构复杂,浮头内漏不便检查;
4.管束与壳体间隙较大——影响传热。.
3
特点: 1.一端可自由伸缩— 不产生热应力; 2.管束可以抽出,管内外均易清洗; 3.填料将壳程介质与外界隔开,易外 漏,介质受限制;
4
U型管式换热器的二维图
1.只有一个管板,结构简单;
力腐蚀; • 管与孔间有间隙——形
成介质死区,间隙腐蚀。
13
管与管板焊接形式:
14
3.胀焊并用 克服了单纯的焊接及胀接的缺点,
主要优点是: • 连接紧密,提高抗疲劳能力; • 消除间隙腐蚀和应力腐蚀; • 提高使用寿命。 施工方式:先胀後焊;先焊後胀。
胀接——贴胀;强度胀。 焊接——密封焊,强度焊。 根据不同情况具体制定施工工艺。
保证紧密性的方法: •管板孔开槽; •胀接周边保证清洁; •管子硬度低于管板孔周边 硬度。
保证管端硬度较低并且低 于管板硬度的方法: •管端退火处理。 •选材考虑。
12
2.焊接
优点: • 高温高压下能保证连接
的紧密性; • 管板孔加工精度要求不
高,低于胀接; • 焊接工艺简单; • 压力不高时可用薄管板。 缺点: • 存在焊接热应力——应
1)
壳壁应力
2
t s
;
2)
管壁应力
2
t
t
;
3)壳壁应力 0 且 B ;
4)管子拉脱力q q。
3.膨胀节的选用及安装
依据标准:GB16749-1997《压力容器波形膨胀节》
安装注意:1)与壳体对接焊,保证焊透;
2)要进行无损探伤;
3)最低点设置排液孔。
49
点 ——无温差应力;
2.管束可以抽出,清洗;
3.结构复杂,浮头内漏不便检查;
4.管束与壳体间隙较大——影响传热。.
3
特点: 1.一端可自由伸缩— 不产生热应力; 2.管束可以抽出,管内外均易清洗; 3.填料将壳程介质与外界隔开,易外 漏,介质受限制;
4
U型管式换热器的二维图
1.只有一个管板,结构简单;
力腐蚀; • 管与孔间有间隙——形
成介质死区,间隙腐蚀。
13
管与管板焊接形式:
14
3.胀焊并用 克服了单纯的焊接及胀接的缺点,
主要优点是: • 连接紧密,提高抗疲劳能力; • 消除间隙腐蚀和应力腐蚀; • 提高使用寿命。 施工方式:先胀後焊;先焊後胀。
胀接——贴胀;强度胀。 焊接——密封焊,强度焊。 根据不同情况具体制定施工工艺。
《管壳式换热器设计》课件

支撑结构设计要点
考虑支撑结构的承载能力、稳定性 、防腐和防震等方面,以确保支撑 结构在各种工况下的安全性和可靠 性。
有限元分析
利用有限元分析方法对支撑结构进 行强度和稳定性分析,优化结构设 计,降低成本并提高设备性能。
密封设计
01
02
03
密封类型选择
根据工艺操作条件和介质 特性,选择合适的密封类 型,如垫片密封、机械密 封、磁力密封等。
计算公式法
根据传热基本方程和物性参数,通过计算公式计算传热系数。
热平衡计算
热平衡方程
换热器入口和出口的流体温度满足一定的关系,可以根据热 平衡方程计算换热器的效率。
效率计算
根据热平衡方程和实验数据,可以计算出换热器的效率,从 而评估换热器的性能。
05
管壳式换热器的强度设计
压力设计
压力等级
根据工艺要求和操作条件,确 定管壳式换热器的压力等级, 确保设备在正常操作和异常工 况下的安全性和可靠性。
密封设计要点
考虑密封性能、耐腐蚀性 、寿命和维护性等方面, 以确保密封装置在长期运 行中的可靠性和安全性。
密封失效预防措施
为防止密封失效,采取相 应的预防措施,如定期检 查、更换密封元件、加强 设备维护等。
06
管壳式换热器的制造与检验
制造工艺
制造流程
01
管壳式换热器的制造流程包括材料准备、切割、焊接、组装等
THANK YOU
感谢聆听
多个环节。
关键工艺参数
02
在制造过程中,需要严格控制关键工艺参数,如焊接温度、压
力、时间等,以确保产品质量。
质量标准
03
制造完成后,应按照相关质量标准进行检验,确保产品符合设
管壳式换热器ppt课件

类型与结构
类型
根据结构特点和使用要求,管壳式换热器可分为固定管板式 、浮头式、U形管式、填料函式等类型。
结构
主要由壳体、管束、管板、封头等组成,其中管束是换热器 的核心部件,通过两端固定在管板上,与壳体形成封闭空间 。
02
管壳式换热器的工作原理
传热原理
热传导
管壳式换热器中的传热过程主要 以热传导为主,热量从高温介质 传递到低温介质,通过管壁和壳
适用范围与限制
适用范围
管壳式换热器适用于高温高压的工况, 以及需要承受较大压力和温度变化的场 合。此外,由于其结构简单、可靠性强 ,管壳式换热器也常用于工业生产中的 加热、冷却和冷凝等操作。
VS
限制
管壳式换热器的传热效率较低,因此不适 用于需要高效传热的场合。此外,由于其 体积较大,管壳式换热器也不适用于空间 受限的场合。
在石油化工领域,管壳式换热器的优点包括高可靠性、耐高温高压、良好的热效 率以及适应性强等,使其成为该领域不可或缺的设备之一。
能源工业领域
能源工业是另一个管壳式换热器得到广泛应用的重要领域。在火力发电、核能发电、水力发电等过程中,管壳式换热器都扮 演着重要的角色。
在能源工业中,管壳式换热器被用于加热和冷却各种流体,如水、蒸汽、油等,以实现能量的转换和回收。其高效可靠的运 行对于提高能源利用效率和降低能源成本具有重要的作用。
维护方便
管壳式换热器的结构简单,拆装方便,便于进行维修和清 洗。
缺点
01
02
03
传热效率较低
相比于其他类型的换热器 ,管壳式换热器的传热效 率相对较低。这是由于其 结构特点所决定的。
体积较大
管壳式换热器的体积较大 ,需要占用较多的空间。