CNC日报表
合集下载
CNC-10月生产日报表10-17

8人。物料:1人。QC:2人,投影测量员:1人. 共25人。
4768 8 17 25
190.7
损失工时:
制 王倩妮
损失工时
待机
投影
5S
维修 待机
待料
5S
操机员
仇少蓬 梁祖飞 罗法广 彭珊志 梁祖德 赵亚雷 杨长江 杨秀彬
3.4
小 时
田远芳/谢安燕
刘细宏/廖柯臣/李坚/彭新梅/赵江彦/田力飞/曾志新 /李玲(组长)/张长伟/邓芳/梁瑞玲
2266
小计:8台
18794
5S
17.00 17.00
全检866//返修/抛光
107.00 107.00
合计
开机率:
全检 8 24%
稼动率:
11.00 11.00
223
220
98%
18794 总计划达成率:
合计
直接人数
间接人数
总人数
人均产值
注明 应有机台:33台,实开8台.待机:25台.(待维修:2台)
1
班次:白班
CNC领班: 孙海军
机台
规格名称
加工工序
加工时间 (秒)
标准产能 (PCS/H)
应开机时间 (小时)
实际开机时 间(小时)
计划数
A15
866
CNC1
16
225 11.00 10.50
2363
B8
866
CNC1
17
212 11.00 10.50
2224
B9
866
CNC1
15
240 11.00 10.50
64
24
0
88
16
1
五金行业生产部生产日报表
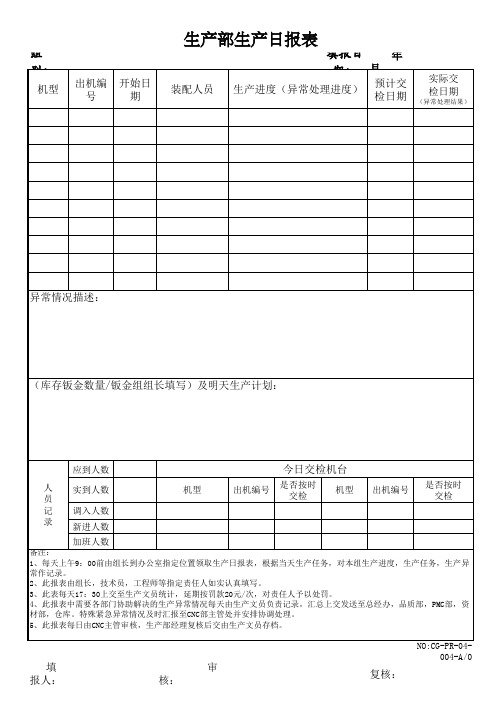
5、此报表每日由CNC主管审核,生产部经理复核后交由生产文员存档。
填 报人:
审 核:
复核:
NO:CG-PR-040Байду номын сангаас4-A/0
是否按时 交检
加班人数
备注: 1、每天上午9:00前由组长到办公室指定位置领取生产日报表,根据当天生产任务,对本组生产进度,生产任务,生产异 常作记录。 2、此报表由组长,技术员,工程师等指定责任人如实认真填写。 3、此表每天17:30上交至生产文员统计,延期按罚款20元/次,对责任人予以处罚。 4、此报表中需要各部门协助解决的生产异常情况每天由生产文员负责记录,汇总上交发送至总经办,品质部,PMC部,资 材部,仓库。特殊紧急异常情况及时汇报至CNC部主管处并安排协调处理。
组 别:
机型
出机编 开始日
号
期
生产部生产日报表
填报日 年
期: 月
装配人员
生产进度(异常处理进度)
预计交 检日期
实际交 检日期
(异常处理结果)
异常情况描述:
(库存钣金数量/钣金组组长填写)及明天生产计划:
应到人数
今日交检机台
人 实到人数 员 记 调入人数 录 新进人数
机型
出机编号
是否按时 交检
机型
出机编号
填 报人:
审 核:
复核:
NO:CG-PR-040Байду номын сангаас4-A/0
是否按时 交检
加班人数
备注: 1、每天上午9:00前由组长到办公室指定位置领取生产日报表,根据当天生产任务,对本组生产进度,生产任务,生产异 常作记录。 2、此报表由组长,技术员,工程师等指定责任人如实认真填写。 3、此表每天17:30上交至生产文员统计,延期按罚款20元/次,对责任人予以处罚。 4、此报表中需要各部门协助解决的生产异常情况每天由生产文员负责记录,汇总上交发送至总经办,品质部,PMC部,资 材部,仓库。特殊紧急异常情况及时汇报至CNC部主管处并安排协调处理。
组 别:
机型
出机编 开始日
号
期
生产部生产日报表
填报日 年
期: 月
装配人员
生产进度(异常处理进度)
预计交 检日期
实际交 检日期
(异常处理结果)
异常情况描述:
(库存钣金数量/钣金组组长填写)及明天生产计划:
应到人数
今日交检机台
人 实到人数 员 记 调入人数 录 新进人数
机型
出机编号
是否按时 交检
机型
出机编号
CNC量产日报表
Байду номын сангаас
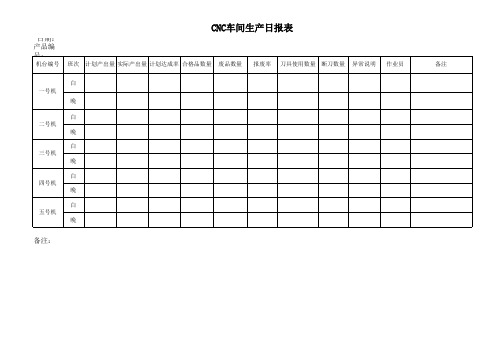
CNC车间生产日报表 CNC车间生产日报表
日期:
机台编号
产品编号:
班次 计划产出量 实际产出量 计划达成率 合格品数量 白
版本:
废品数量 报废率
生产类型: 量产/样品
刀具使用数量 断刀数量 异常说明
月分( )
作业员 备注
一号机 晚 白 二号机 晚 白 三号机 晚 白 四号机 晚 白 五号机 晚
备注: 1.此表格为CNC车间每日生产状况统计表 2.此表格由车间主管负责收集数据并填写 3.此表格由车间主管于第二天早上10点之前交于生产文员 4.生产文员负责整理计算相关数据并记录于电子档 5.此表单统计之数据为员工绩效奖重要依据
CNC车间生产日报表 CNC车间生产日报表
日期:
机台编号
产品编号:
班次 计划产出量 实际产出量 计划达成率 合格品数量 白
版本:
废品数量 报废率
生产类型: 量产/样品
刀具使用数量 断刀数量 异常说明
月分( )
作业员 备注
一号机 晚 白 二号机 晚 白 三号机 晚 白 四号机 晚 白 五号机 晚
备注: 1.此表格为CNC车间每日生产状况统计表 2.此表格由车间主管负责收集数据并填写 3.此表格由车间主管于第二天早上10点之前交于生产文员 4.生产文员负责整理计算相关数据并记录于电子档 5.此表单统计之数据为员工绩效奖重要依据
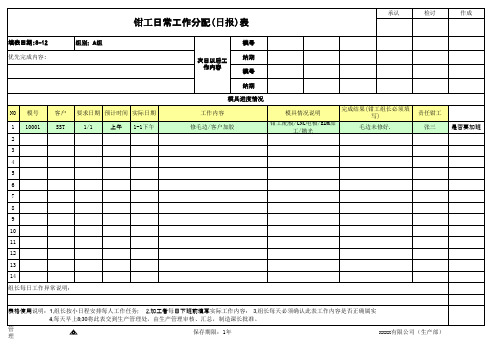
钳工日常工作日报表
管 理
保存期限:1年
xxxx有限公司(生产部)
钳工日常工作分配(日报)表
承认
检讨
作成填表日期:8-12 来自先完成内容:组别: A组
NO 模号
客户 要求日期 预计时间 实际日期
1 10001
SST
1/1
2
3
4
5
6
7
8
9
10
11
12
13
14
组长每日工作异常说明:
上午 1-1下午
模号
次日以后工 作内容
纳期 模号
纳期
模具进度情况
工作内容 修毛边/客户加胶
模具情况说明
钳工配模/CNC电极/EDM加 工/抛光
完成结果(钳工组长必须填 写)
毛边未修好.
责任钳工 张三
是否要加班
表格使用说明:1.组长按小日程安排每人工作任务; 2.加工者每日下班前填写实际工作内容: 3.组长每天必须确认此表工作内容是否正确属实 4.每天早上8:30将此表交到生产管理处,由生产管理审核、汇总,制造课长批准。
数控机床日常点检表
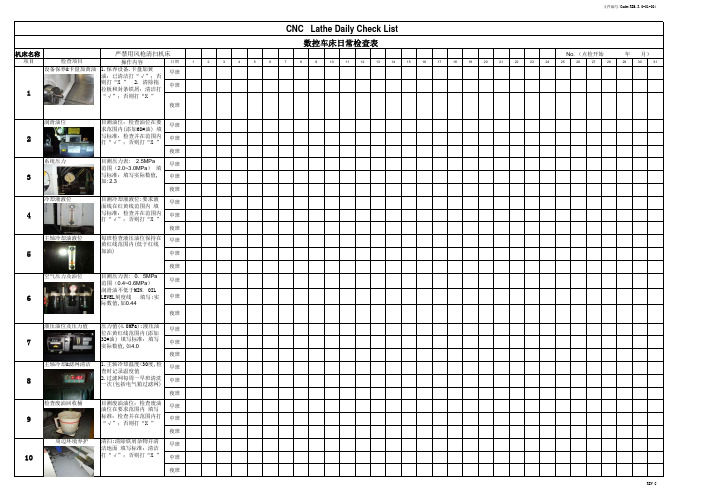
周边环境养护
清扫:清除铁屑杂物并清 洁地面 填写标准:清洁
早班
10
打“√”;否则打“X ” 中班
夜班
REV C
5
目测油位:检查油位在要 求范围内(添加68#油) 填 写标准:检查并在范围内 打“√”;否则打“X ”
目测压力表: 2.5MPa 范围(2.0~3.0MPa) 填 写标准:填写实际数值, 如:2.3
目测冷却液液位:要求液 面线在红黄线范围内 填 写标准:检查并在范围内 打“√”;否则打“X ”
每班检查液压油位保持在 黄红线范围内(低于红线 加油)
早班 中班 夜班 早班 中班 夜班 早班 中班 夜班 早班 中班
空气压力及油位
6
目测压力表: 0.5MPa 范围(0.4~0.6MPa) 润滑油不低于MIN. OIL LEVEL刻度线 填写:实 际数值,如0.44
夜班 早班 中班 夜班
液压油位及压力值
压力值(4.0MPa);液压油 位在黄红线范围内(添加
早班
7
32#油) 填写标准:填写 中班
实际数值,如4.0
夜班
主轴冷却&滤网清洁
1.主轴冷却温度<30度,检 查时记录温度值
早班
8
2.过滤网每周一早班清洗 中班 一次(包括电气箱过滤网)
夜班
检查废油回收桶
9
目测废油油位:检查废油 油位在要求范围内 填写 标准:检查并在范围内打 “√”;否则打“X ”
早班 中班 夜班
否则打x早班中班夜班主轴冷却油液位每班检查液压油位保持在黄红线范围内低于红线加油早班中班夜班空气压力及油位目测压力表
文件编号/Code:RE6.3.0-01-004
CNC Lathe Daily Check List
CNC工作报表

CNC工作报表
日期
模号
工件编号
预测 时间
上机时间
作业 时间
数 量
加工内容
机 况
机 号
技术员
工件签收
评 定
原因
处理意见
一、以上所填内容做为本月绩效考核依据,内容均要属实,如有虚报按厂规处理。 二、每班技术员填写,下班交给指定负责人,送财务登记。 三、 机况即机床正常运转打 / , 故障打X简要填写在原因栏内,修好在备注栏注明时间。 四、 加工出错内容简要填写在原因栏内,在意见栏内简要提出处理内容,结果在备注栏注明。 五、 在工件评定栏填写所检工件结果好为"A"比较好为"B"合格为"C"不合格为"D"。
五金生产部生产日报表

5、此报表每日由CNC主管审核,生产部经理复核后交由生产文员存档。
填报人:
审核:
NO:CG-PR-04-004-A/0
复核:
录 新进人数
加班人数
备注: 1、每天上午9:00前由组长到办公室指定位置领取生产日报表,根据当天生产任务,对本组生产进度,生产任务,生产异常作 记录。 2、此报表由组长,技术员,工程师等指定责任人如实认真填写。 3、此表每天17:30上交至生产文员统计,延期按罚款20元/次,对责任人予以处罚。 4、此报表中需要各部门协助解决的生产异常情况每天由生产文员负责记录,汇总上交发送至总经办,品质部,PMC部,资材 部,仓库。特殊紧急异常情况及时汇报至CNC部主管处并安排协调处理。
组别:
机型 出机编号开始日期
生产部生产日报表
填报日期: 年
装配人员
生产进度(异常处理进度)
预计交 检日期
月日
实际交 检日期
(异常处理结果)
异常情况描述:
(库存钣金数量/钣金组组长填写)及明天生产计划:
应到人数
人 是否按时 交检
机型
出机编号
是否按时 交检
记 调入人数
CNC加工中心生产报表
诚源生产日报表
日期: 班别: 班别:图号 Nhomakorabea操作者:
加工时间 预计用时 生产用时 数量 备注 报废数量
生产单号
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园 生产单号 图号 加工时间 预计用时 生产用时 数量 备注 报废数量
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园
诚源生产日报表
日期: 班别: 班别:
图号
操作者:
加工时间 预计用时 生产用时 数量 备注 报废数量
生产单号
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时!
生产单号 图号 加工时间
制表:王红园
数量 备注 报废数量
预计用时 生产用时
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园
日期: 班别: 班别:图号 Nhomakorabea操作者:
加工时间 预计用时 生产用时 数量 备注 报废数量
生产单号
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园 生产单号 图号 加工时间 预计用时 生产用时 数量 备注 报废数量
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园
诚源生产日报表
日期: 班别: 班别:
图号
操作者:
加工时间 预计用时 生产用时 数量 备注 报废数量
生产单号
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时!
生产单号 图号 加工时间
制表:王红园
数量 备注 报废数量
预计用时 生产用时
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园
CNC机台生产日报表
记录:
审核:
日CNC生产日报表
(应到 人,实到 人 人休息)
00
0
0
0
生产数 成品数 半成品数
不良 数
不良原 因
报废 品
报废原因
6夹具修整、A7程序修改、A8设备故障、A9机床维修、A10无计划、A11机床保养、A12待客户确认、A13待程序、A1 确认
不良、B6 原材料不良、B7 砂孔、B8 变形、B9 毛坯缺料、B10 其它、B11 程序废、B12 发霉、B13工程改工艺、 偏、B16 烂牙、B17 穿孔
息)
备注
A2 690分钟 A2 690分钟 A2 690分钟 A2 690分钟 A2 690分钟 A10 690分钟 A10 690分钟 A2 690分钟 A10 690分钟 A1 180分钟,A5 30分钟 样品调试,A1 360分钟,A5 40分钟 A10 690分钟
样品调试 A2 690分钟 A8 690分钟 A10 690分钟 A2 690分钟 待下道工序调试 A2 690分钟 A3 120分钟 A2 690分钟 A2 690分钟 样品调试,A1 300分钟,A5 30分钟,A6 40分钟 样品调试,A1 300分钟 待上道工序调试
月 日CNC生产日
紫色-表示样品调试
班 别
机台
物料代码
工序
操作员
工时 (分 钟)
CNC时 间
实际时间
Байду номын сангаас
计划达成 率
定额
CNC车间代码:A1待检(品管确认)、A2待料、A3待刀、A4停电,停气、A5调试A6夹具修整、A7程序修
CNC车间报废代码:B1 调机废、B2 断刀、B3 尺寸不良、B4 装夹不良、B5 表面不良、B6 原材料不良 偏、B
相关主题