线切割单板控制器使用说明书[1]
线切割单板机操作顺序

线切割单板机操作顺序(总1页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小--
快丝单板机操作顺序
(以杭州华方机为例)
1.单板控制器接收程序:待命—上档——起始地址(即起始条数)——B电脑送数控程序到单板机用应答传送送数
2.单板控制器程序校零:待命——上档——程序起始地址(即起始条数)——校零——校零,出现的数字应为起割点到只止割点的距离。
若是封闭的切割路线出现的数字应为零。
3.单板控制器坐标清零:待命——上档——D
4.单板控制器提取程序加工:待命——程序起始地址——执行——执行
5.单板控制器暂停加工:待命——换挡+D
6.单板控制器恢复加工:待命——换挡+D
7.单板控制器锥度加工:
先导入程序,引入线要加起始符‘L’,每段封闭程序后要加停止符
‘DD’。
输入高度参数:待命——上档——换挡+高度输入H1,(x为正表示以工件上表面为基准,y为负表示以工件下表面为基准)再按高度,输入H2,直到H5(H1表示上下导轮的中心距,H2表示加工工件的厚度,H3表示圆弧半径大小,H4表示下导轮到工作台面的距离,H5表示导轮半径)。
角度正负的判定:正锥(上小下大)逆时针切割角度为正,顺时针切割角度为负,倒锥则相反。
角度的输入:待命——上档——换挡+角度——输入整数部分——角度——输入小数部分。
起割前做好坐标清零、程序校零的工作。
程序加工结束后将xyuv回零,待命——上档——L3(模拟状态)xy回零,待命——上档——L4(模拟状态)uv 回零。
将角度删除:待命——上档——换挡+角度——D
2。
线切割设备操作说明书
審 核
制 作
日 期
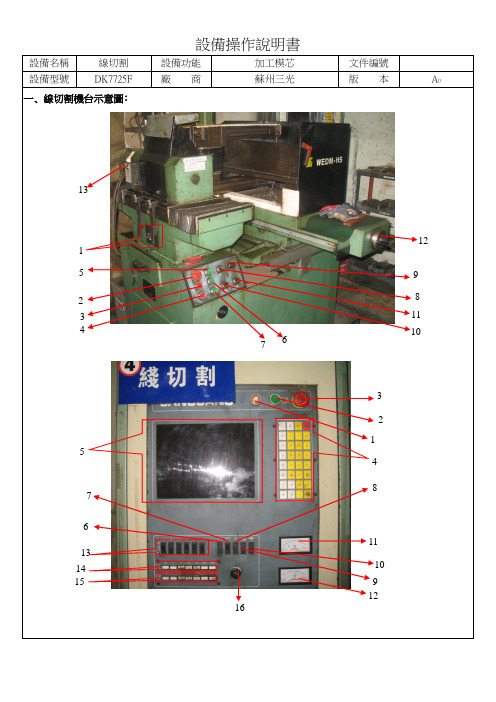
5﹕電源啟動開關 6﹕水泵啟動開關 7﹕運絲啟動開關 8﹕上絲開關
9﹕上絲速度調節開關10﹕斷絲保護開關 11﹕高頻開關 12﹕X軸手柄
13﹕運絲保護開關
圖二板面介紹﹕
1﹕電源指示燈2﹕電源啟動開關 3﹕緊急停止開關 4﹕數字字母鍵
5﹕顯示屏 6﹕X﹑Y坐標 7﹕U﹑V坐標 8﹕高頻開關
9﹕斷絲保護開關 10﹕加工開關 11﹕電流表 12﹕電壓表
設備名稱
線切割
設備功能
加工模芯
文件編號
設備型號
DK7725F
廠 商
蘇州三光
版 本
A0
一﹑線切割機台示意圖﹕
16
核 准
審 核
制 作
日 期
設備名稱
線切割
設備功能
加工模芯
文件編號
設備型號
DK7725F
廠 商
蘇州三光
版 本
A0
圖一板面介紹﹕
1﹕絲筒行程開關 2﹕緊急停止開關 3﹕水泵停止開關 4﹕運絲停止開關
13﹕功放管數量 14﹕脈寬選擇 15﹕脈沖間隔選擇16﹕速度調節
操作步驟﹕
一﹑首先旋轉打開電源開關(電源為380V)﹐起動馬達檢查機器是否有異常響聲。
二﹑對加工物件的步驟及事項﹕
1.按圖紙技朮要求選擇好材料。
2.加工物件前﹐首先把按圖紙技朮要求在電腦里將程序編寫好﹐并生成3B文件傳輸到控制機里。
3.加工物件時﹐應按照電腦里程序將加工物件水平夾緊在萬用平口鉗或吸附在機床平面上﹐再用百分表校正平行度﹐以免在加工中出現極大誤差或不平行。
6.當工件加工完后﹐線切割將自動停止。
四﹑注意事項
1.加工物一定要夾緊且平行﹐以免傷到他人。
线切割单板机控制说明书

第一部分:使用和操作说明HX-Z5(HX-A5)型控制器是HX-Z(HX-ZA)型控制器的升级版。
HX-Z(HX-ZA)型控制器的操作可参照HX-Z5(HX-A5)型控制器使用说明。
HX-A5(HX-ZA)型是直线控制器,阅读使用说明时可省略锥度部分。
第一章概述HX-Z5(HX-A5)线切割电脑控制器采用MSC-52系列单片机为主机,性能稳定,工作可靠,体积小,价格低。
是目前国内性能价格最理想的电火花线切割控制器。
一、主要功能与技术指标1、并行工作:加工控制同时可输入编辑程序和进行快速校零工作。
2、程序容量:2158条加工指令。
3、输入方式:键盘,纸带和直接与编程机通信。
4、最大控制长度和圆弧半径:最大长度为10米,最大圆弧半径为100米。
5、间隙补偿:3B直接间隙补偿:补偿量为0-9999um。
6、齿隙补偿:用于提高旧机床的侍传动精度,补偿量为0-49um。
7、数据保护:在切割加工过程中,对被加工程序段和参数数据进行保护,不能进行修改,插入,删除等编辑操作。
8、运行方式:任意角度旋转,平移;指令倒走;比例缩放;快速校零瞬间完成。
9、回退功能:短路自动回退,消除短路后自动转为切割,也可按键手动回退;自动回退等待时间在1-99秒内任意设定。
10、断丝功能:按键控制XYUV四轴返回起始点。
11、清棱功能:段末高频延时消除钼丝滞后,可加工出清棱角工件,高频延时时间在0.1-9.9秒内任意设定。
12、锥度控制:具有一般等锥体加工控制功能和上下异型面加工控制功能。
13、停机控制:加工结束报警并输出机床停机信号。
14、断电保护:断电保存加工程序和加工状态,来电后从掉电处继续往下切割。
15、驱动方式:三相六拍,五相十拍(锥度)任选。
16、电脑传输:应答传输和同步传输兼容使用。
同步传输可根据电脑的速度来快速传输程序。
(此功能只有(HX-Z5,HX-A5)控制器具有)17、坐标自动清零:新工件加工时控制器内部坐标自动回零位,这样便与客户在加工过程的回原点操作。
线切割单板控制器使用说明书[总结]
![线切割单板控制器使用说明书[总结]](https://img.taocdn.com/s3/m/9689d20ff01dc281e53af0aa.png)
线切割单板控制器使用说明书[总结] 线切割单板控制器使用说明书1. 单板控制器接收程序:待命—上档—起始地址(即起始条数,下同)—B。
电脑送数控程序到单板机用“应答传送”送数。
注:所有操作前都需要按待命键,从而为后续命令的执行作准备~切记~2. 单板控制器程序校零:待命—上档—程序起始地址(即起始条数)—校零—校零,看X,Y出现的数字是否小于10而确定程序是否正确。
〈5号和8号机单板控制器则为,待命—程序起始地址(即起始条数)—校零—校零。
〉3. 单板控制器座标清零:待命—上档—X或者Y—D,〈5号和8号机单板控制器则为,待命—X或者Y—D。
(查看是否已经清零,待命—上档—X或者Y,看X,Y出现的数值是否为零,〈5号和8号机单板控制器则为,待命—X或者Y〉 4. 单板控制器提取程序出来加工:待命—程序起始地址(即起始条数)—执行—执行,即可开始加工。
5. 单板控制器中断,暂停或者退出加工:待命—(换档+D),〈5号和8号机单板控制器则为,待命—上档—暂停〉先暂停加工,再按:待命—退出—退出—退出〈5号和8号机单板控制器则为:待命—作废—作废—作废,3号和7号机单板控制器则为:打下加工开关即加工开关不在位再按退出键三次即可退出加工。
〉 6. 单板控制器手动回退:待命—上档—回退(执行或者逆向键),如要回退很多,则按住不动,即可一直回退到这条程序的起始位置。
7. 单板控制器恢复加工:待命—(换档+D),〈5号和8号机单板控制器则为:待命—恢复〉即可恢复加工。
8. 单板控制器断丝回零:(单板控制器座标清零就是为了单板控制器断丝回零而作的工作,如果单板控制器座标清零没有执行则单板控制器断丝回零就没有任何意义。
)首先退出加工,然后按:待命—上档—L3然后空走至加工起始点,如果有锥度加工,则还要使锥度头回零,待命—上档—L4,然后锥度头空走回零〈5号和8号机单板控制器则为:待命上档—XY回零,锥度则为待命—上档—UV回零〉— 9. 单板控制器逆切加工:待命—上档—程序起始地址(即起始条数)—(。
线切割单板机的使用
线切割单板机的使用发布时间:2008-11-25 11:27:58 访问人数:4293BKDE电火花线切割机床控制机一注意事项1. “断丝保护”开关由于本机有断丝停机功能,开机前须将操作面板上断丝保护保护开关置于“0”(关闭)状态,只有将丝上好之后可打开。
2. “自动关机总电源”开关2.1 此开关位于控制机后上方;2.2 当开关置于“ON”位置时,加工结束或断丝时,控制机将自动关断运丝、水泵及脉冲电源,并关断总电源。
2.3 当开关打在“OFF”位置时,加工结束或断丝时,控制机将自动关断运丝、水泵及脉冲电源。
3. 加工过程中断丝的处理如加工过程中断丝,并且“自动关总电源”开关打在“ON”状态,则须有断丝关机后,将控制机后部“自动关总电源”开关打在“OFF 启动总电源,并执行断丝回退(见4.6.9)后再进行其他操作。
4. 跳步模加工跳步模时,请在抽丝前关闭“断丝保护”开关,重新穿丝后再打开,否则控制机将认为断丝。
5. 自动定中心使用定中、定边功能时,请务必关闭乳化液泵、运丝电机和机床操作面板上的脉冲电源开关。
二控制柜主要功能a. 直线、圆弧插补控制b. 键盘、纸带及自动编程联机输入c. 短路自动回退d. 短丝自动保护(短丝回退,断丝停水、停丝、切断脉冲电源、断丝记忆等)e. 程序快速回零校验f. 加工过程中暂停,加工结束自动停机或关机g. 自动定中心,定端面h. 反向切割i. 分时控制(切割时,控制机可继续输入程序)j. 单脉冲k. 坐标变换l. 电极丝自动偏移m. 锥度加工(d、f型机床无此功能)n. 任意角度旋转o. 清角功能p. 图形的程序平移q. 齿隙补偿三控制柜的操作及使用方法1. 引言——关于断电保护功能由于本机具有停点保护功能,所以输入的坐标变换、缩放、齿补等初始化内容不会因关机、停电或者按了复位键而改变,仍保存在内存里。
因此本控制机送电后进入的状态,取决于断电前的工作状态(切割状态或者监控命令状态)N注1):段号为准备读入后存放的起始的段号。
单板机说明书
第一部分:使用和操作说明HX-Z5(HX-A5)型控制器是HX-Z(HX-ZA)型控制器的升级版。
HX-Z(HX-ZA)型控制器的操作可参照HX-Z5(HX-A5)型控制器使用说明。
HX-A5(HX-ZA)型是直线控制器,阅读使用说明时可省略锥度部分。
第一章概述HX-Z5(HX-A5)线切割电脑控制器采用MSC-52系列单片机为主机,性能稳定,工作可靠,体积小,价格低。
是目前国内性能价格最理想的电火花线切割控制器。
一、主要功能与技术指标1、并行工作:加工控制同时可输入编辑程序和进行快速校零工作。
2、程序容量:2158条加工指令。
3、输入方式:键盘,纸带和直接与编程机通信。
4、最大控制长度和圆弧半径:最大长度为10米,最大圆弧半径为100米。
5、间隙补偿:3B直接间隙补偿:补偿量为0-9999um。
6、齿隙补偿:用于提高旧机床的侍传动精度,补偿量为0-49um。
7、数据保护:在切割加工过程中,对被加工程序段和参数数据进行保护,不能进行修改,插入,删除等编辑操作。
8、运行方式:任意角度旋转,平移;指令倒走;比例缩放;快速校零瞬间完成。
9、回退功能:短路自动回退,消除短路后自动转为切割,也可按键手动回退;自动回退等待时间在1-99秒内任意设定。
10、断丝功能:按键控制XYUV四轴返回起始点。
11、清棱功能:段末高频延时消除钼丝滞后,可加工出清棱角工件,高频延时时间在0.1-9.9秒内任意设定。
12、锥度控制:具有一般等锥体加工控制功能和上下异型面加工控制功能。
13、停机控制:加工结束报警并输出机床停机信号。
14、断电保护:断电保存加工程序和加工状态,来电后从掉电处继续往下切割。
15、驱动方式:三相六拍,五相十拍(锥度)任选。
16、电脑传输:应答传输和同步传输兼容使用。
同步传输可根据电脑的速度来快速传输程序。
(此功能只有(HX-Z5,HX-A5)控制器具有)17、坐标自动清零:新工件加工时控制器内部坐标自动回零位,这样便与客户在加工过程的回原点操作。
线切割单板机操作流程
线切割单板机操作流程1.送多组数(如送数:1—12—18—28)首先按复位→清零→存贮→8→送数→再按复位→起条(显示12)→终条(显示1500)→存贮→8→送数→再按复位→起条(显示18)→终条(显示1500)→存贮→8→送数→再按复位→起条(显示28)→终条(显示1500),这样即可。
2.送一组数首先按复位→清零→存贮→8→送数→送完数理后按复位→清零→校零→NETS(7次)(检查所送的数是否正确)→复位→起条→终条→输入→2→进给→变频。
3.删除送错的数假如已送数(1→20→25),其中要删除(20→25)首先按复位→起条→20→终条1500→存贮→8→接着送数即可。
(也就是用后面的数覆盖前面的数)4.删除所有送过的数首先按复位→清零→删除→0,这样即可。
5.从WINDOWS切换到AUTOPC:/WINDOWS→D:→回车→CD→空格→AUTOP→回车→GMOUSE→回车→G→回车。
6.拷贝文件(如:C:\>COPY→空格*·PRG→空格→A:→回车)。
结果是:把C盘上带有扩展名PRG的所有文件拷贝到A盘。
7.从AUTOP拷贝到软盘点击更改文件名→输入.A:文件名→点击数据存盘即可。
8.查看软盘文件(A:DIR→回车)9.删除软盘文件A:DEL→空格→文件名→点→DAT→回车(单一删除)A:DEL→空格→*·*(全部删除)A:DEL→空格→*·DAT→回车(删除DAT格式文件)10.工件加工(如下图)首先按复位→清零→存贮→8→送数→送完数后按复位→起条→1→终条→12→输入→2→进给→变频→开始加工→割完1—12条数后按复位→起条→12→终条→16→输入→2→空走→暂停→1→空走完后按复位→起条→13→终条→16→开始加工→割完13—16条数后按复位→起条→16→终条→20→输入→2→空走→暂停→1→空走完后按复位→起条→17→终条→20→输入→2→开始加工,这样如图工件就加工完成。
线切割单板机操作方法【图解】
一、操作方法:1、送多组数(如送数:1—12—18—28)首先按复位→清零→存贮→8→送数→再按复位→起条(显示12)→终条(显示1500)→存贮→8→送数→再按复位→起条(显示18)→终条(显示1500)→存贮→8→送数→再按复位→起条(显示28)→终条(显示1500),这样即可。
2、送一组数首先按复位→清零→存贮→8→送数→送完数理后按复位→清零→校零→NETS(7次)(检查所送的数是否正确)→复位→起条→终条→输入→2→进给→变频。
3、删除送错的数假如已送数(1→20→25),其中要删除(20→25)首先按复位→起条→20→终条1500→存贮→8→接着送数即可。
(也就是用后面的数覆盖前面的数)。
二、调节原则1、工件高度为50mm左右,钼丝直径在0.16mm时。
2、切割加工时,一般置“电压调整”旋钮2档,“脉冲幅度”开关接通1+2+2级。
3、“脉宽选择”旋钮3档,“间隔微调”旋钮中间位置,切割电流稳定在2.0A左右(不同高度工件详见“切割参数选择表”)。
4、新换钼丝刚开始切割时,加工电流选择正常切割电流的三分之一至三分之二,经十来分钟切割后,调至正常值,以延长钼丝使用时间。
扩展资料:线切割保养要点及注意事项1、操作者必须熟悉线床的操作技术,开机前应按设备润滑要求,对机床有关部位注油润滑(润滑油必须符合机床说明书的要求)。
2、操作者必须熟悉线切割加工工艺,恰当的选取加工参数,按元宝操作顺序操作,防止造成断丝等故障。
3、用手摇柄作储丝筒后,应及时摇柄拔出,防止储丝筒转动时将摇柄甩出伤人。
装卸电极丝时,注意防止电极线扎手。
换下来的废丝要放在元宝的窗口内,防止混入电路和走丝系统中造成电器短路、触电和断丝等事故。
注意防止因丝筒惯性造成断丝及传动件碰撞。
为此,停机时,要在储丝筒刚换向后再尽快按下停止按钮。
4、正式加工工件之前,应确认工件位置已安装正确,防止碰撞线架和因超程撞坏丝杆、螺母等传动部件。
5、尽量消除工件的残余应力,防止切割过程中工件爆炸伤人。
线切割单板机的使用
线切割单板机的使用发布时间:2008-11-25 11:27:58 访问人数:4293BKDE电火花线切割机床控制机一注意事项1. “断丝保护”开关由于本机有断丝停机功能,开机前须将操作面板上断丝保护保护开关置于“0”(关闭)状态,只有将丝上好之后可打开。
2. “自动关机总电源”开关2.1 此开关位于控制机后上方;2.2 当开关置于“ON”位置时,加工结束或断丝时,控制机将自动关断运丝、水泵及脉冲电源,并关断总电源。
2.3 当开关打在“OFF”位置时,加工结束或断丝时,控制机将自动关断运丝、水泵及脉冲电源。
3. 加工过程中断丝的处理如加工过程中断丝,并且“自动关总电源”开关打在“ON”状态,则须有断丝关机后,将控制机后部“自动关总电源”开关打在“OFF 启动总电源,并执行断丝回退(见4.6.9)后再进行其他操作。
4. 跳步模加工跳步模时,请在抽丝前关闭“断丝保护”开关,重新穿丝后再打开,否则控制机将认为断丝。
5. 自动定中心使用定中、定边功能时,请务必关闭乳化液泵、运丝电机和机床操作面板上的脉冲电源开关。
二控制柜主要功能a. 直线、圆弧插补控制b. 键盘、纸带及自动编程联机输入c. 短路自动回退d. 短丝自动保护(短丝回退,断丝停水、停丝、切断脉冲电源、断丝记忆等)e. 程序快速回零校验f. 加工过程中暂停,加工结束自动停机或关机g. 自动定中心,定端面h. 反向切割i. 分时控制(切割时,控制机可继续输入程序)j. 单脉冲k. 坐标变换l. 电极丝自动偏移m. 锥度加工(d、f型机床无此功能)n. 任意角度旋转o. 清角功能p. 图形的程序平移q. 齿隙补偿三控制柜的操作及使用方法1. 引言——关于断电保护功能由于本机具有停点保护功能,所以输入的坐标变换、缩放、齿补等初始化内容不会因关机、停电或者按了复位键而改变,仍保存在内存里。
因此本控制机送电后进入的状态,取决于断电前的工作状态(切割状态或者监控命令状态)N注1):段号为准备读入后存放的起始的段号。
新世纪单板控制器说明书
△!警告 1. 开机状态:控制器开机,有下列三种显示状态。
1、 显示Good :此时控制器内部正常,停电保护可靠。
2、 显示原有加工状态(计数长度J ):此时开动机床即可继续进行切割加工。
若要退出先按“暂停”键,再连续按三次“作废”键,将退出原有加工状态。
3、 显示Error :表明控制器内部数据出错,不能按原有状态进行继续加工。
4、 键盘示意图 角度 作废 高度 恢复 旋转 删除 平移插入上档待命7 NR2 8 L1 9 L2 L3 [\L 高频允许回退延时间隙补偿检查4 NR45 NR16 NR3 L4 ]\dL 高频开关高频延时齿隙补偿校零1 SR32 SR13 SR4 B 通讯UV 回零进给缩放逆向O SR2 D段末停 Y — X + XY 回零加速暂停执行2.程序输入在显示Good 状态时,按“待命”键,显示P 可进行程序输入、检查、删除、快速校零等操作,操作时指令段号m ,必须输入。
2.1键盘输入本控制器接受3B 格式指令,可存放2158条加工指令,指令段号为0—2158。
加工程序可存放在任意段号位置,并可同时存放多个加工程序;在切割加工过程中仍然可以输入。
指令输入步骤为: 3B 格式指令m □B X □B Y □B J □GX /□GY □Z (m 为指令段号)开始输入新程序时,首先要输入起始条指令段号。
接着按“B ”键,便可开始输入3B 指令的第一个B 值即X 值:再按一次“B ”键后,输入第二个B 值即Y 值,再按一次“B ”键后,输入第三个B 值即J 值,再按“X ”或“Y ”键,输入加工方向,最后输入加工指令“SR1-4”、“NR1-4”或“L1-4”;如果该指令是具有特别定义的指令,如“引线”、“回复线”、“最后一条指令”、“跳步线”或“等圆弧”这五种之一的话,则要输入它们的特别定义符,具体详见下面的说明。
到此即完成了一条指令的全部输入过程,若要继续输入下一条指令,可以直接按“B ”键,指令段号会自动加1。
线切割单板机操作顺序

快丝单板机操作顺序
(以杭州华方机为例)
1.单板控制器接收程序:待命—上档——起始地址(即起始条数)——B电脑送数控程序到单板机用应答传送送数
2.单板控制器程序校零:待命——上档——程序起始地址(即起始条数)——校零——校零,出现的数字应为起割点到只止割点的距离。
若是封闭的切割路线出现的数字应为零。
3.单板控制器坐标清零:待命——上档——D
4.单板控制器提取程序加工:待命——程序起始地址——执行——执行
5.单板控制器暂停加工:待命——换挡+D
6.单板控制器恢复加工:待命——换挡+D
7.单板控制器锥度加工:
先导入程序,引入线要加起始符‘L’,每段封闭程序后要加停止符‘DD’。
输入高度参数:待命——上档——换挡+高度输入H1,(x为正表示以工件上表面为基准,y为负表示以工件下表面为基准)再按高度,输入H2,直到H5(H1表示上下导轮的中心距,H2表示加工工件的厚度,H3表示圆弧半径大小,H4表示下导轮到工作台面的距离,H5表示导轮半径)。
角度正负的判定:正锥(上小下大)逆时针切割角度为正,顺时针切割角度为负,倒锥则相反。
角度的输入:待命——上档——换挡+角度——输入整数部分——角度——输入小数部分。
起割前做好坐标清零、程序校零的工作。
程序加工结束后将xyuv 回零,待命——上档——L3(模拟状态)xy回零,待命——上档——L4(模拟状态)uv回零。
将角度删除:待命——上档——换挡+角度——D
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。
线切割单板控制器使用说明书[教学]
![线切割单板控制器使用说明书[教学]](https://img.taocdn.com/s3/m/fb64f58f43323968001c9254.png)
线切割单板控制器使用说明书[教学] 线切割单板控制器使用说明书1. 单板控制器接收程序:待命—上档—起始地址(即起始条数,下同)—B。
电脑送数控程序到单板机用“应答传送”送数。
注:所有操作前都需要按待命键,从而为后续命令的执行作准备~切记~2. 单板控制器程序校零:待命—上档—程序起始地址(即起始条数)—校零—校零,看X,Y出现的数字是否小于10而确定程序是否正确。
〈5号和8号机单板控制器则为,待命—程序起始地址(即起始条数)—校零—校零。
〉3. 单板控制器座标清零:待命—上档—X或者Y—D,〈5号和8号机单板控制器则为,待命—X或者Y—D。
(查看是否已经清零,待命—上档—X或者Y,看X,Y出现的数值是否为零,〈5号和8号机单板控制器则为,待命—X或者Y〉 4. 单板控制器提取程序出来加工:待命—程序起始地址(即起始条数)—执行—执行,即可开始加工。
5. 单板控制器中断,暂停或者退出加工:待命—(换档+D),〈5号和8号机单板控制器则为,待命—上档—暂停〉先暂停加工,再按:待命—退出—退出—退出〈5号和8号机单板控制器则为:待命—作废—作废—作废,3号和7号机单板控制器则为:打下加工开关即加工开关不在位再按退出键三次即可退出加工。
〉 6. 单板控制器手动回退:待命—上档—回退(执行或者逆向键),如要回退很多,则按住不动,即可一直回退到这条程序的起始位置。
7. 单板控制器恢复加工:待命—(换档+D),〈5号和8号机单板控制器则为:待命—恢复〉即可恢复加工。
8. 单板控制器断丝回零:(单板控制器座标清零就是为了单板控制器断丝回零而作的工作,如果单板控制器座标清零没有执行则单板控制器断丝回零就没有任何意义。
)首先退出加工,然后按:待命—上档—L3然后空走至加工起始点,如果有锥度加工,则还要使锥度头回零,待命—上档—L4,然后锥度头空走回零〈5号和8号机单板控制器则为:待命上档—XY回零,锥度则为待命—上档—UV回零〉— 9. 单板控制器逆切加工:待命—上档—程序起始地址(即起始条数)—(。
线切割单板机操作顺序
快丝单板机操作顺序
(以杭州华方机为例)
1.单板控制器接收程序:待命—上档——起始地址(即起始条数)——B电脑送数控程序到单板机用应答传送送数
2.单板控制器程序校零:待命——上档——程序起始地址(即起始条数)——校零——校零,出现的数字应为起割点到只止割点的距离。
若是封闭的切割路线出现的数字应为零。
3.单板控制器坐标清零:待命——上档——D
4.单板控制器提取程序加工:待命——程序起始地址——执行——执行
5.单板控制器暂停加工:待命——换挡+D
6.单板控制器恢复加工:待命——换挡+D
7.单板控制器锥度加工:
先导入程序,引入线要加起始符‘L’,每段封闭程序后要加停止符‘DD’。
输入高度参数:待命——上档——换挡+高度输入H1,(x为正表示以工件上表面为基准,y为负表示以工件下表面为基准)再按高度,输入H2,直到H5(H1表示上下导轮的中心距,H2表示加工工件的厚度,H3表示圆弧半径大小,H4表示下导轮到工作台面的距离,H5表示导轮半径)。
角度正负的判定:正锥(上小下大)逆时针切割角度为正,顺时针切割角度为负,倒锥则相反。
角度的输入:待命——上档——换挡+角度——输入整数部分——角度——输入小数部分。
起割前做好坐标清零、程序校零的工作。
程序加工结束后将xyuv 回零,待命——上档——L3(模拟状态)xy回零,待命——上档——L4(模拟状态)uv回零。
将角度删除:待命——上档——换挡+角度——D
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。
线切割操作指导书1

黄山三佳谊华精密机械有限公司一、目的:为符合国标标准验证之要求,以及为达成公司管理制度之需要,而确定各种遵循之标准化。
二、适用范围:本标准适用于所有线切割放电加工机三、作业内容:1、操作步骤:1.1启动程序1.1.1启动方法1接通工厂侧一次电源。
(将工厂侧断路器置为NO)2接通主电源。
(接通电源侧面的短路器)3接通(SOURCE)键。
4接通(POWER)键。
5 进行各轴的极限移动和原点复归。
1.1.2控制轴和方向本机有X、Y、Z、U、V、5个控制轴。
(在选购件中,若附带旋转夹具,包括W轴,共有6根轴)X轴是沿着设备左右方向的轴。
比如:X+方向就是上下电极丝导向部对着工作台,同时向右移动的方向。
(实际情况,工作台移动)Y轴是沿着设备前后方向的轴。
比如:Y+方向就是上下电极丝导向部对着工作台,同时向纵深处移动的方向。
Z轴是电极丝上导向部(主轴)的上下方向的轴,比如:Z+方向就是上电极丝导向部往上方向移动的方向。
U轴是和X轴平行的轴,电极丝上导向部对于电极丝下导向部相对移动的轴(辅助工作台左右方向)。
比如U-方向为电极丝上导向部对于电极丝下导向部往左移动的方向。
V轴是和V轴平行的轴。
电极丝上导向部对于电极丝下导向部相对移动的轴(辅助工作台前后方向)。
比如V-方向为电极丝上导向部对于电极丝下导向部往眼前移动的方向。
1.1.3. 极限移动(原点复归)方法1 原点复归(极限移动)数值控制装置启动后,为了使NC控制的坐标和实际的设备位置同步,必须惊醒原点复归(极限移动)(没有完成的原点富贵其轴坐标值显示阴影文字)。
原点复归有手动和自动。
通常可以用自动方式,但起动时由于工件和选件与各轴的干涉影响,有时需要进行手动操作。
2 自动原点复归起动后,按(ENT)键,则原点复归动作自动开始,运作的顺序如下所示。
1) Z轴上升。
2) X轴向(—)方向移动。
3) Y轴向(—)方向移动。
4) U轴向(+)方向移动。
5) V轴向(+)方向移动。
线切割控制器操作方法

线切割控制器操作方法
线切割控制器的操作方法主要包括以下几个步骤:
1. 准备工作:首先将线切割控制器与电源、气源等设备进行连接,并确保各设备的供电正常且稳定。
2. 参数设置:进入线切割控制器的操作界面,在控制器上设置好需要的切割参数,如切割速度、切割厚度、切割模式等。
根据具体需求,也可进行高级参数的设置。
3. 材料固定:将待切割的材料固定在切割工作台上,并确保其与切割控制器的切割喷嘴之间保持适当的距离。
4. 启动控制器:按下控制器上的启动按钮,线切割控制器开始工作。
在切割过程中,控制器会根据预设的参数进行切割操作,并将切割的路径实时显示在控制器的显示屏上。
5. 监控切割过程:在切割过程中,及时观察控制器的工作状态和切割效果,确保切割路径和切割速度符合要求,并根据需要及时进行调整。
6. 完成切割任务:切割完成后,关闭线切割控制器,并进行必要的清理工作,如清理切割残渣、关机等。
需要注意的是,每种线切割控制器的具体操作方法可能略有不同,因此在操作之前,一定要仔细阅读并理解控制器的使用说明书,以免操作不当导致意外发生。
新世纪单板控制器说明书
△!警告 1. 开机状态:控制器开机,有下列三种显示状态。
1、 显示Good :此时控制器内部正常,停电保护可靠。
2、 显示原有加工状态(计数长度J ):此时开动机床即可继续进行切割加工。
若要退出先按“暂停”键,再连续按三次“作废”键,将退出原有加工状态。
3、 显示Error :表明控制器内部数据出错,不能按原有状态进行继续加工。
4、 键盘示意图 角度 作废 高度 恢复 旋转 删除 平移插入上档待命7 NR2 8 L1 9 L2 L3 [\L 高频允许回退延时间隙补偿检查4 NR45 NR16 NR3 L4 ]\dL 高频开关高频延时齿隙补偿校零1 SR32 SR13 SR4 B 通讯UV 回零进给缩放逆向O SR2 D段末停 Y — X + XY 回零加速暂停执行2.程序输入在显示Good 状态时,按“待命”键,显示P 可进行程序输入、检查、删除、快速校零等操作,操作时指令段号m ,必须输入。
2.1键盘输入本控制器接受3B 格式指令,可存放2158条加工指令,指令段号为0—2158。
加工程序可存放在任意段号位置,并可同时存放多个加工程序;在切割加工过程中仍然可以输入。
指令输入步骤为: 3B 格式指令m □B X □B Y □B J □GX /□GY □Z (m 为指令段号)开始输入新程序时,首先要输入起始条指令段号。
接着按“B ”键,便可开始输入3B 指令的第一个B 值即X 值:再按一次“B ”键后,输入第二个B 值即Y 值,再按一次“B ”键后,输入第三个B 值即J 值,再按“X ”或“Y ”键,输入加工方向,最后输入加工指令“SR1-4”、“NR1-4”或“L1-4”;如果该指令是具有特别定义的指令,如“引线”、“回复线”、“最后一条指令”、“跳步线”或“等圆弧”这五种之一的话,则要输入它们的特别定义符,具体详见下面的说明。
到此即完成了一条指令的全部输入过程,若要继续输入下一条指令,可以直接按“B ”键,指令段号会自动加1。
线切割单板控制器使用说明书

线切割单板控制器使用说明书1.单板控制器接收程序:待命—上档—起始地址(即起始条数,下同)—B。
电脑送数控程序到单板机用“应答传送”送数。
注:所有操作前都需要按待命键,从而为后续命令的执行作准备!切记!2.单板控制器程序校零:待命—上档—程序起始地址(即起始条数)—校零—校零,看X,Y出现的数字是否小于10而确定程序是否正确。
〈5号和8号机单板控制器则为,待命—程序起始地址(即起始条数)—校零—校零。
〉3.单板控制器座标清零:待命—上档—X或者Y—D,〈5号和8号机单板控制器则为,待命—X或者Y—D。
(查看是否已经清零,待命—上档—X或者Y,看X,Y出现的数值是否为零,〈5号和8号机单板控制器则为,待命—X或者Y〉4.单板控制器提取程序出来加工:待命—程序起始地址(即起始条数)—执行—执行,即可开始加工。
5.单板控制器中断,暂停或者退出加工:待命—(换档+D),〈5号和8号机单板控制器则为,待命—上档—暂停〉先暂停加工,再按:待命—退出—退出—退出〈5号和8号机单板控制器则为:待命—作废—作废—作废,3号和7号机单板控制器则为:打下加工开关即加工开关不在位再按退出键三次即可退出加工。
〉6.单板控制器手动回退:待命—上档—回退(执行或者逆向键),如要回退很多,则按住不动,即可一直回退到这条程序的起始位置。
7.单板控制器恢复加工:待命—(换档+D),〈5号和8号机单板控制器则为:待命—恢复〉即可恢复加工。
8.单板控制器断丝回零:(单板控制器座标清零就是为了单板控制器断丝回零而作的工作,如果单板控制器座标清零没有执行则单板控制器断丝回零就没有任何意义。
)首先退出加工,然后按:待命—上档—L3然后空走至加工起始点,如果有锥度加工,则还要使锥度头回零,待命—上档—L4,然后锥度头空走回零〈5号和8号机单板控制器则为:待命—上档—XY回零,锥度则为待命—上档—UV回零〉9.单板控制器逆切加工:待命—上档—程序起始地址(即起始条数)—(。
线切割控制器说明书AB

=============================================================================== 第一部分:使用和操作说明HX-Z5(HX-A5)型控制器是HX-Z(HX-ZA)型控制器的升级版。
HX-Z(HX-ZA)型控制器的操作可参照HX-Z5(HX-A5)型控制器使用说明。
HX-A5(HX-ZA)型是直线控制器,阅读使用说明时可省略锥度部分。
第一章概述HX-Z5(HX-A5)线切割电脑控制器采用MSC-52系列单片机为主机,性能稳定,工作可靠,体积小,价格低。
是目前国内性能价格最理想的电火花线切割控制器。
一、主要功能与技术指标1、并行工作:加工控制同时可输入编辑程序和进行快速校零工作。
2、程序容量:2158条加工指令。
3、输入方式:键盘,纸带和直接与编程机通信。
4、最大控制长度和圆弧半径:最大长度为10米,最大圆弧半径为100米。
5、间隙补偿:3B直接间隙补偿:补偿量为0-9999um。
6、齿隙补偿:用于提高旧机床的侍传动精度,补偿量为0-49um。
7、数据保护:在切割加工过程中,对被加工程序段和参数数据进行保护,不能进行修改,插入,删除等编辑操作。
8、运行方式:任意角度旋转,平移;指令倒走;比例缩放;快速校零瞬间完成。
9、回退功能:短路自动回退,消除短路后自动转为切割,也可按键手动回退;自动回退等待时间在1-99秒内任意设定。
10、断丝功能:按键控制XYUV四轴返回起始点。
11、清棱功能:段末高频延时消除钼丝滞后,可加工出清棱角工件,高频延时时间在0.1-9.9秒内任意设定。
12、锥度控制:具有一般等锥体加工控制功能和上下异型面加工控制功能。
13、停机控制:加工结束报警并输出机床停机信号。
14、断电保护:断电保存加工程序和加工状态,来电后从掉电处继续往下切割。
15、驱动方式:三相六拍,五相十拍(锥度)任选。
16、电脑传输:应答传输和同步传输兼容使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
线切割单板控制器使用说明书
1.单板控制器接收程序:待命—上档—起始地址(即起始条数,下同)—B。
电脑送数控程
序到单板机用“应答传送”送数。
注:所有操作前都需要按待命键,从而为后续命令的执行作准备!切记!
2.单板控制器程序校零:待命—上档—程序起始地址(即起始条数)—校零—校零,看X,Y
出现的数字是否小于10而确定程序是否正确。
〈5号和8号机单板控制器则为,待命—程序起始地址(即起始条数)—校零—校零。
〉
3.单板控制器座标清零:待命—上档—X或者Y—D,〈5号和8号机单板控制器则为,待
命—X或者Y—D。
(查看是否已经清零,待命—上档—X或者Y,看X,Y出现的数值是否为零,〈5号和8号机单板控制器则为,待命—X或者Y〉
4.单板控制器提取程序出来加工:待命—程序起始地址(即起始条数)—执行—执行,即
可开始加工。
5.单板控制器中断,暂停或者退出加工:待命—(换档+D),〈5号和8号机单板控制器则
为,待命—上档—暂停〉先暂停加工,再按:待命—退出—退出—退出〈5号和8号机单板控制器则为:待命—作废—作废—作废,3号和7号机单板控制器则为:打下加工开关即加工开关不在位再按退出键三次即可退出加工。
〉
6.单板控制器手动回退:待命—上档—回退(执行或者逆向键),如要回退很多,则按住不
动,即可一直回退到这条程序的起始位置。
7.单板控制器恢复加工:待命—(换档+D),〈5号和8号机单板控制器则为:待命—恢复〉
即可恢复加工。
8.单板控制器断丝回零:(单板控制器座标清零就是为了单板控制器断丝回零而作的工作,
如果单板控制器座标清零没有执行则单板控制器断丝回零就没有任何意义。
)首先退出加工,然后按:待命—上档—L3然后空走至加工起始点,如果有锥度加工,则还要使锥度头回零,待命—上档—L4,然后锥度头空走回零〈5号和8号机单板控制器则为:待命—上档—XY回零,锥度则为待命—上档—UV回零〉
9.单板控制器逆切加工:待命—上档—程序起始地址(即起始条数)—(。
)—程序终止
地址(即终止条数)—执行—执行,〈5号和8号机单板控制器则为:待命—程序起始地址(即起始条数)—L3—程序终止地址(即终止条数)—逆向—逆向。
10.单板控制器锥度加工:①高度参数的输入:待命—上档—(换档+高度)—X或Y(X为
正,表示是以工件上表面为基准,Y为负,表示是以工件下表面为基准)—显示H1,输入H1值—高度—显示H2,输入H2值—高度—显示H3,输入H3值—高度—显示H4,输入H4值—高度—显示H5,输入H5值,②锥度角度值的输入,待命—上档—(换档+角度)—X或Y(X为正,Y为负)—锥度角度的整数数值—角度—锥度角度的小数部分数值—角度。
(有时需要更改某一H值时,可在出现此值时,按Delete键,也就是删除键删除此值,再重新输入新的H值)
11.单板控制器锥度角度加工参数的清除:待命—上档—(换档+角度)—D,高度参数的清
除:待命—上档—(换档+高度)—D,高度参数的清除请慎重!
12.单板控制器锥度参数说明:华方机H1,上下导轮的中心距离,H2,加工工件的厚度,H3,
等圆弧半径大小,H4,下导轮中心到工作平台的距离,H5,导轮的半径。
森力机H1,上下导轮的中心距离,H2,加工工件的厚度,H3,下导轮中心到工作平台的距离,H4,导轮的半径,H5,等圆弧半径大小。
13.单板控制器异形加工:工件下表面形状程序送在前,工件上表面形状程序送在后,并且
上、下表面的程序条数要一样多,加工起点在同一点,并且要注意H值修改,提取程序加工时:待命—工件下表面程序起始条数—(。
)—工件上表面程序起始条数—执行—执行。
异形逆向加工:待命—上档—攻坚下表面程序起失调数—(。
)—工件上表面程序起始条数—(。
)—工件下表面程序终止条数—执行—执行。
〈5号和8号机单板控制
器则为:待命—工件下表面程序起始条数—(L3)—工件上表面程序起始条数—(L4)—执行—执行。
异形逆向加工:待命—工件下表面程序起始条数—(L3)—工件上表面程序起始条数—(L4)—工件下表面程序终止条数—逆向—逆向〉
14.单板控制器平移加工:待命—上档—程序起始条数—(。
)—程序终止条数—(。
)—
平移次数—平移—平移。
15.单板控制器清除平移加工参数:待命—上档—平移—D—D。
16.单板控制器旋转及旋转循环加工加工:待命—上档—程序起始条数—(。
)—程序终止
条数—(。
)—(旋转次数)—旋转—旋转角度的整数数值—旋转—旋转角度的小数部分数值—旋转。
17.单板控制器清除旋转加工(旋转循环加工)参数:待命—上档—旋转—D—D。
18.单板控制器缩放加工:待命—上档—缩放值—(换档+X或Y),注意:缩放值大于1000
则放大,小于1000则缩小。
单板控制器清除缩放值:待命—上档—(换档+X或Y)—D。
19.单板控制器补偿加工:待命—上档—补偿值—X或Y,X为正补偿,Y为负补偿。
单板控制器清除补偿加工的补偿值:待命—上档—X或Y—D.
20.查看单板控制器X或Y座标是否清零(即是否为零):待命—X或Y,查看U或V座标
是否为零:待命—(换档+X或Y)。
注意经常用的以下功能:开关高频,换档+B,5号和8号机单板控制器则为,换档+高频开关,高频允许,换档+高频允许(执行键),锁松进给,换档+进给键,空走速度调节,换档+L3,然后按X或Y调节速度,6为最快,1为最慢。
5号和8号机单板控制器则为,按加速键,然后按X或Y调节速度,6为最快,1为最慢。
线切割加工操作规程
一、本组组员首先应该切实遵守公司的各项规章制度。
二、本组组员应该着装整洁,仪表端正,文明礼貌。
不穿拖鞋、背心上班。
三、组员上、下班应该提前5-10分钟交接工作,交接工作应该清楚到位。
四、本组组员在工作时应该小心谨慎,仔细查看图纸与电脑图档,确定最佳加工方案,
加工路线应该合理有效,能尽量减少工件因加工内应力而产生的变形。
五、本组组员在加工当中应该仔细对照图纸与电脑图档,合理装夹工件,工件应该装夹
牢靠,平稳,确保钼丝的张紧度适当,并将钼丝的垂直度校正准确。
六、本组组员在加工当中应仔细核对工件与图纸是否相符,尺寸大小,形状,高度等是
否一致。
在装夹工件前,要将工件毛刺清除干净,工作台擦干净,各方面确认无误再行加工。
七、本组组员应积极配合组长完成课长,经理等领导交待下来的工作,并且能保证质量
OK。
尽量做到今日事,今日毕。
八、本组组员应该切实做好本组机床的保养工作,每日都尽量给每台机床的运动部位(滚
珠丝杆、贮丝筒丝杆、导轨等)加油,并且在每班下班前20分钟打扫机床卫生。
确保有一个干净的工作环境。
九、本组组员在工作当中应该时时留心机床水箱的乳化工作液否需要添加,发现不足及
时添加,水与乳化工作液的配比为10-20:1,并且保持机床的整洁。
十、本组组员应定期检查导轮、排丝轮、导轮轴承等,发现磨损应及时更换。
十一、本组组员在工作中应该尽可能的保持地面的卫生干净、整洁,发现掉在地上的镶件、铜公、工具、碎布等东西能及时,顺手拾起。
十二、本组组员应与钳工组员互相学习,交流经验,共同进步,相互尊重,避免争吵,虚心学习各方面的技术知识,做一个优秀、技能全面的组员。
十三、希望本组组员在工作当中注意自身安全以及用电安全和工作安全。
十四、最后希望本组员工能贯彻6S的理念,尽量做到6S要求的:整理,整顿,清理,清洁,教养,安全。
今天工作不努力,明天努力找工作!!!。