脉冲燃烧控制在大型高温热处理炉上的应用
脉冲燃烧技术在莱钢大H型加热炉上的研究与应用
脉冲燃烧技术在退火炉中的应用

脉冲燃烧技术在退火炉中的应用1.马鞍山钢铁股份有限公司;2.中钢集团马鞍山矿山研究总院股份有限公司;3.金属矿山安2.与健康国家重点实验室;4.华唯金属矿产资源高效循环利用国家工程研究中心有限公司摘要从脉冲燃烧技术的原理入手,对脉冲燃烧的控制思路进行了阐述,介绍了整个系统的构成和功能模块的实现方法,通过对该技术的特点进行了分析,提出了优化的方案。
Pulse combustion techniqueWang Lei1,Du Kefei1,Lin Pan1,Wang Jianjun2,3,4(1.Ma’anshan Iron and Steel Co. Ltd;2.Sinosteel Maanshan General Institute of Mining Research Co.,Ltd;3.State Key Laboratoryof Safety and Health for Metal Mine;4.Huawei National Engineering of High Efficient Cyclic Utilization of Metal Mineral Resources Co. ,Ltd.)Abstract: Based on the principle of pulse combustion technology,the control of pulse combustion train of thought, this paperintroduces the combustion of the whole system and the realization method of function module based on the characteristics of the technology are analyzed, and puts forward the optimized scheme.Keywords: Pulse combustion techinique, Discretization,,PID加热炉是冷轧涂镀工艺中最重要的设备之一,加热炉的温度控制精度直接影响产品的性能和质量。
脉冲燃烧控制原理及其在燃气回转加热炉上的应用
因此 , 燃烧系统的脉 冲控制方式可以使得加热 炉 的控 制 和操作 变得 更加 容 易 , 更加 灵 活 , 节 比例 调 更大 , 温度均匀性更好 。采用合适的 PD控制算法 , I 可以使得温度调节器的控制精度更高。因此选择燃 烧控制方式得当, 在节能降耗上具有重要 意义 。正 是基于以上优点 , 冲燃烧控 制系统是 当今加热炉 脉
脉冲调制的基本原理 , 为传统 的 PD调节控 仍 I
制。假定燃烧系统包含 了 N个加热 区域 , 每个加热
・
5 ・ 6
中 国
钼
业
21 0 1年 6月
手 动
给 P C。如 果在 燃 烧 过程 中火 焰 熄 灭 , 烧 嘴控 制 L 则 器发 出点 火指 令给 点 火 变 压 器 , 火 变 压器 尝试 一 点 定 次数 ( 3次 ) 行 点 火 , 果 点 火 失 败 , 自动 如 进 如 则
匀的弊端 ( 当烧 嘴气 流速度较低 , 很难 形成均匀 的
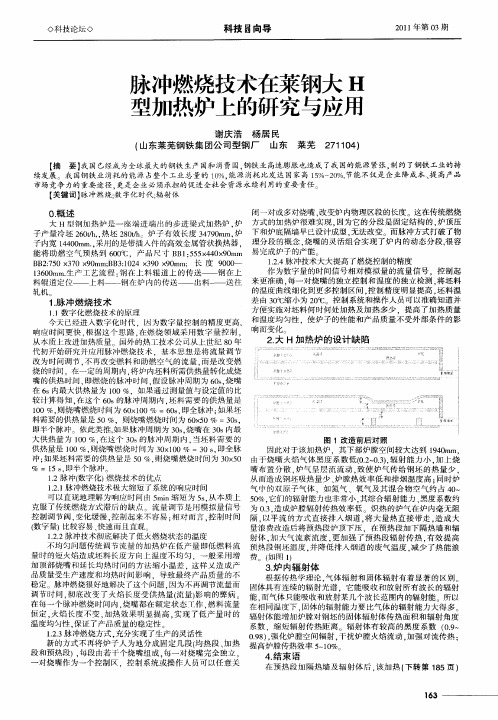
脉冲燃烧控制系统 的基本控 制架 构如 图 1 所 示 。整个 系统 为一 闭环 控制 系统 , 控对象 为烧 嘴 , 被
温度场 ) 。而采用脉 冲控制方式 , 不仅能形成 均匀
的温度场 , 而且大大提高 了加热炉温度控制 的准确 性与灵敏性 。同时离散化的脉冲控制方法还简化 了
没定
锁闭燃气 电磁 阀, 并发 出故 障报警 信 号给 上位 机
P C。故 障 的复位 一般 是 通过 对 烧 嘴 控制 器 重 新 上 L
图 1 脉冲控 制系统 的基本控制架构
区域 又包 含 了 N 个 燃烧 器 , 制 系 统 ( L i 控 P C或 者 温
脉冲燃烧技术在步进加热炉中的应用
1 . 1 脉冲燃烧技术控制的原理 近年来 ,在轧钢加热炉上采用脉冲燃烧技术
改善 了炉 内火焰 温度 分布 ,进而改 善 了炉 膛 内的
煤气供热时有时无 ,造成对管网压力的冲击 ,以 及炉子的断续供热造成的炉压等问题 ,采用对各 个烧嘴 的开 闭时 间及其开 关顺 序进行 控制 。脉 冲
冶 金 能
源
V0 1 . 3 2 No . 4
EN E RGY F OR ME T A L L UR GI C AL I ND US r R Y
J u l y . 2 0 1 3
脉 冲燃 烧 技术 在 步 进 加 热炉 中的应 用
赵 钰
( 山西 太钢 工程技术 有 限公 司)
1 脉 冲燃烧 技术
嘴前 的空 气 、煤 气 管道上 配备 有 电磁 阀及空 煤气 比例控制 设备 ,可 以有效 地保证 每个 烧嘴 的最佳 空燃 比 ,从而保 证烧 嘴最 佳燃烧 状 态 ,这就 保证 了不 同热 负荷 时炉 温的均 匀性 。
为了避免采 用 这 种 方 式供 热 时 ,由于 空 气 、
燃烧控 制采用 间断 燃烧 的方式 ,使 用脉宽调 制技 术 ,通过 调节 燃 烧 时 间 的 占空 比 ( 通 断 比 )来 实现加热 炉 的温度控 制 。这个 系统 并不调节 某个 区域 内燃 料输 人 的大小 ,而是 调节 在给定 区域 内
温度分布 ,有利于钢坯的均匀加热。 早在 2 0世纪 6 0年代 ,为了满足 加热及 热 处 理工艺对温度均匀性的严格要求 ( ≤± 5 。 , 甚至
目前钢 铁行业 高端 产 品对炉 内温 度场 的均匀 性要求 较高 。特 别是 在适应 对不 同品种 、不 同温 度钢种 加 热 时 ,燃 烧 气 氛 的稳 定 可 控 性 要 求 较
脉冲控制技术在加热炉控制系统中的实现
李菊 芝
赵 鲜
苗为钰
帅
赵
2 10 ) 71 4
( 东莱钢 自动化部 山 ,山东 莱芜
2 10 ; 东莱铜型 钢厂 山东 莱芜 7 14 山 ,
摘
要 :针对 传 统 PD控制 在温度 控制 回路 中不 能适应 所有 加热 炉 工况 的局 限性 , 用 模糊 控 制 原理 , 莱钢 大 H型 钢 数字 化 加 热 I 应 对
炉 的温度控 制器 调节 参数进 行动 态整定 , 将计 算 机 堆栈 技 术 应用 于脉 冲燃 烧 控 制 , 并 实现 了煤 气 、 气 、 热炉 等 压 力 的 自动调 节 。 空 加 实际运行 状况 表 明 , 应用 了脉 冲燃烧 控制 和 PD参数 模糊 化 整定技 术 的数字 化加热 炉 , 燃 料损 耗 、 热质 量 、 温控 制 、 I 在 加 炉 钢坯 热烧 损
控 制等 方面取 得 了 良好 的效 果 。
关键词 :加热 炉
数字化 技 术
燃烧
脉冲控 制 差压 调节
中图分 类号 :T 2 3 P7
文献 标 志码 :A
Absr c : Nomal rdio a D c nr l sn ts ia efralo h p rtn ttso e tn u n c s ta t r l y,ta t n lPI o to o utbl o l fteo e aigsau fh ai gfr a e .Ai n tte l tto i i mig a h i a响到成品质量 , 也决定 了后续 轧机工 作条 件 的
好坏 。以节能降耗和提高加热质量为 目的的加热炉燃
烧控制方法得到 了广泛 的研究 。
自动化控制系统采用的是西 门子公 司生产 的 s—0 740系
谈脉冲燃烧控制系统在陶瓷梭式窑上的应用

谈脉冲燃烧控制系统在陶瓷梭式窑上的应用梭式窑属于间歇式窑炉,依据传统划分方式分为以下几类:A、按火焰(高温热气流)的流通形式分为倒焰式和升焰式两种;B、按窑炉的形状分为圆窑和立方窑两种;C、按燃烧方式划分为高速等温式和脉冲式两种。
第三种划分方式是近几年随着燃烧技术的发展而产生的。
脉冲燃烧控制方式,其实在其它行业窑炉上早就有应用,比如,冶金行业大型热处理炉。
由于热处理工艺对温控精度要求不高(与陶瓷烧成相比),只需要在满足快速升温和降温的前提下尽可能均温即可。
故脉冲燃烧系统能很好地满足其需求。
该系统在整个运行过程中,采用小火不灭(维持炉温)大火搅拌(均温、快速升温)的方式来满足加热工艺。
那么如何将脉冲燃烧方式借鉴到陶瓷梭式窑上呢?这就要认真研究一下脉冲燃烧的优点和陶瓷的烧成工艺。
脉冲燃烧控制方式的特点如下:明显的优点有两个:1、烧嘴喷射和燃烧速率高,适合快速升温;2、大、小火间歇作用,在整个温度场内形成强烈搅拌,有利于温度均匀,能够很好地解决各种形状的窑内空间温度死角问题。
明显的缺点也有两个:1、在窑内衬材料选型不当或高速脉冲烧嘴安装方式不合理时,由于受强烈的搅拌气流的影响,易产生落脏(对表面质量有要求的产品而言);2、脉冲周期或形式选用不当时易产生温度波动。
再看陶瓷的烧成工艺要求,按常规必须满足以下几点:1、陶瓷属于硅酸盐材料的一种,它的烧成主要看温度,温度的升降应该是渐进的,一般不允许突升猛降,尤其是在晶型转换剧烈的阶段。
2、陶瓷产品,一般对气氛都比较敏感,不同的气氛会出现不同的色泽。
3、陶瓷产品烧成依据配方要求不同温度段,升温速率也不尽相同。
因此,只要把握好以上特点就可以成功地将脉冲燃烧的优点嫁接到陶瓷梭式窑上来。
近些年国际上已有不少窑炉制造商,把脉冲燃烧控制方式借鉴到硅酸盐梭式窑上。
当然效果各有千秋。
比较成功的有:以澳大利亚通用等为代表的纯脉冲燃烧控制梭式窑,用来烧成微晶玻璃、洁具等;以美国SD等为代表的脉动+比例燃烧控制梭式窑,广泛地用来烧成卫生洁具、日用瓷、微晶玻璃等。
浅谈脉冲燃烧控制技术
评审论文浅谈脉冲燃烧控制技术李青和计量检测中心计控四车间摘要:采用脉冲信号控制烧嘴,使其处于一种间断燃烧的状态,且燃烧时处于满负荷;并通过调节燃烧时间的占空比实现对温度的控制。
这种控制技术称为脉冲燃烧控制技术,它具有温场分布均匀、节约能源、系统结构简洁等优点而被广泛应用于工业炉窑。
关键词:脉冲燃烧控制工作原理点火控制器占空比1前言传统的连续控制方式通过调节天然气与空气流量大小来控制炉温。
由于流量测量精度的不确定性和空燃比不合理等诸多因素的影响,使得炉温控制偏差较大,温场分布不均匀。
这样就直接会影响产品质量。
随着自动控制技术的迅速发展和数字化时代的来临,一种新型的燃烧控制技术应运而生——脉冲燃烧控制技术。
它采用脉冲信号控制烧嘴,使其处于一种间断燃烧的状态,且燃烧时处于满负荷;并通过调节燃烧时间的占空比实现对温度的控制。
这种控制方式具有控制精度高、温场分布均匀、节约能源、系统构造简洁等优点而被广泛应用于工业炉窑当中。
我公司扁平材车间退火炉采用该技术,现以三号炉为例对其原理及优点作简要分析和说明。
2脉冲燃烧控制技术的原理传统的连续控制方式,热电偶检测到的温度以电压值的形式传送给调节器经过PID运算后,输出信号(4-20mA)给电气转换器或电气阀门定位器转换为气压信号控制气动阀门来调节天然气流量以达到控温效果。
而脉冲燃烧控制是通过调节燃烧时间的占空比(加温时,燃烧时间长;反之则燃烧时间短)实现温度控制的。
在这种控制方式下,烧嘴只处于燃烧或者不燃烧两种状态,天然气流量和压力都事先设置为一个最恰当的固定值,空气流量则通过比例阀调节使空燃比达到最佳状态。
这样,烧嘴在燃烧时就始终处于满负荷状态。
以扁平材车间三号退火炉为例,它的温度分为8个区域控制(每个烧嘴对应一个温区)。
每个温区控制原理一样,现以任意一个为例加以说明。
基于以上原理,那么烧嘴的燃烧在生产过程中将是间断的。
所以烧嘴必须配备一个点火控制器来不断的点燃或熄灭烧嘴。
脉冲燃烧控制技术

文章编号:1001—9227(2005)05—0003—03
2005年第5期(总第121期)
脉冲燃烧控制技术
兰霄,田小果 (中冶赛迪技术股份有限公司 重庆,400013)
摘要:脉冲燃烧控制技术被称为“未来工业炉控制技术的发展方向”。可广泛应用于冶金、陶瓷、
表l VAV BOX工作流量特性曲线的线性化对照表
相对流量[%]
0
线性开度[%]
O
实际开度[%]
0
10
10
4
20
20
7
30
30
10
40
40
13
50
50
16
60
60
19
70
70
22
80
80
27
90
90
36
95
Байду номын сангаас
95
47
100
100
100
如图7和表1所示,使用DDC控制器的制表功能, 我们可以将非常复杂的非线性控制简单的进行线性化 处理。vAV BOX工作流量特性曲线经过线性化处理 后,就可以变得如同VAV BOX本身就具有线性工作流 量特性一样工作。
根据泰勒湍流扩散理论,脉冲射流极大地提高了 射流区的压力波动水平。有研究表明:压力波动水平 与脉冲频率成正比。在射流区轴线以外及射流边界附 近,脉冲频率的作用尤其明显。与稳态射流相比,脉冲 射流最大均方根脉冲压力分布沿射流区具有明显扩 展。脉冲射流改变了射流区湍流结构,主要表现在各 点压力具有不同程度的“方波”信号特征。任何受流体
万方数据
4
4脉冲燃烧控制的优点
脉冲燃烧技术在工业炉上的应用
脉冲燃烧技术在工业炉上的应用1 前言工业炉的燃烧控制水平直接影响到生产的各项指标,例如:产品质量、能源消耗等。
目前国内的工业炉一般都采用连续燃烧控制的形式,即通过控制燃料、助燃空气流量的大小来使炉内的温度、燃烧气氛达到工艺要求。
由于这种连续燃烧控制的方式往往受到燃料流量的调节和测量等环节的制约,所以目前大多数工业炉的控制效果不佳。
随着工业炉工业的迅猛发展,脉冲式燃烧控制技术也应运而生,并在国内外得到一定程度的应用,取得了良好的使用效果。
2 工业炉行业采用脉冲燃烧的必要性目前高档工业产品对炉内温度场的均匀性要求较高,对燃烧气氛的稳定可控性要求较高,使用传统的连续燃烧控制无法实现。
随着宽断面、大容量的工业炉的出现,必须采用脉冲燃烧控制技术才能控制炉内温度场的均匀性。
3 脉冲燃烧控制的原理和优势顾名思义,脉冲燃烧控制采用的是一种间断燃烧的方式,使用脉宽调制技术,通过调节燃烧时间的占空比(通断比)实现窑炉的温度控制。
燃料流量可通过压力调整预先设定,烧嘴一旦工作,就处于满负荷状态,保证烧嘴燃烧时的燃气出口速度不变。
当需要升温时,烧嘴燃烧时间加长,间断时间减小;需要降温时,烧嘴燃烧时间减小,间断时间加长。
控制图见图1。
脉冲燃烧控制的主要优点为:传热效率高,大大降低能耗。
可提高炉内温度场的均匀性。
无需在线调整,即可实现燃烧气氛的精确控制。
可提高烧嘴的负荷调节比。
系统简单可靠,造价低。
减少NOx的生成。
普通烧嘴的调节比一般为1:4左右,当烧嘴在满负荷工作时,燃气流速、火焰形状、热效率均可达到最佳状态,但当烧嘴流量接近其最小流量时,热负荷最小,燃气流速大大降低,火焰形状达不到要求,热效率急剧下降,高速烧嘴工作在满负荷流量50%以下时,上述各项指标距设计要求就有了较大的差距。
脉冲燃烧则不然,无论在何种情况下,烧嘴只有两种工作状态,一种是满负荷工作,另一种是不工作,只是通过调整两种状态的时间比进行温度调节,所以采用脉冲燃烧可弥补烧嘴调节比低的缺陷,需要低温控制时仍能保证烧嘴工作在最佳燃烧状态。
大型双蓄热加热炉脉冲燃烧控制研究与实现

K1,K2,K3,K4为系数;m为空气过剩系数;A为理论空燃比
图4双交叉限幅燃烧控制
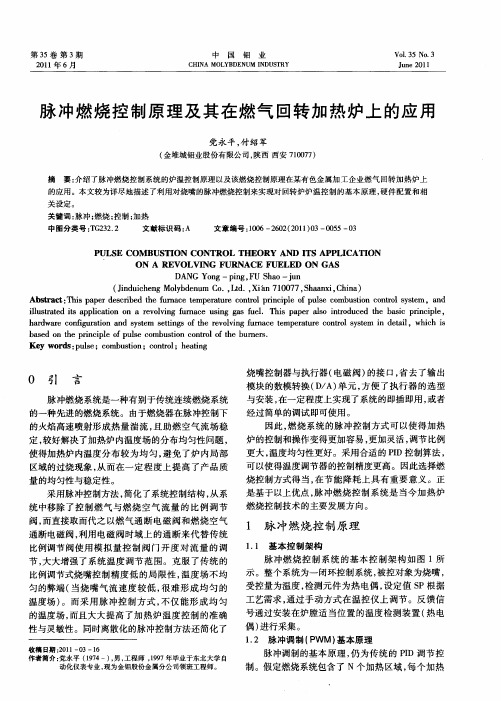
改善了加热炉的加热质量,降低了加热炉在宽度方向上两端与中间温度偏差。
项目投入使用前,该双蓄热式加热炉在宽度方向上两端与中间温度偏差在30-50℃,炉内温度场分布不均,容易产生后续产品质量缺陷。
如图1所示。
图1中一加热段为投入脉冲燃烧控制前的炉内横向况调整
图1加热炉各段横向过程温度
图2脉冲燃烧功能投入前粗扎出口温度图3脉冲燃烧功能投入后粗扎出口温度。
大型燃气车底式炉脉冲燃烧控 制系统的硬件设计及应用

控制回路功能模块 设定点程序模块 处方功能模块 逻辑功能模块 报警功能模块 通讯功能模块
18
提供LCD图形显示以及供操作者进行各项 操作的键盘,当控制器已组态好了合法的 数据库后即可进行操作。使用UMC800组 态软件进行修改和定制操作界面。
谢谢各位老师
烧嘴工作原理时序图
烧嘴工作时序原理图
可弥补烧嘴调节比低的缺陷, 需要低温控 制时仍能保证烧嘴工作在最佳状态。 提高了对流传热效率, 提高窑内温度场的 均匀性, 减少高温燃气对被加热体的直接 热冲击。 增加了系统的可靠性, 大大降低了系统造 价。 提高控温精度,节约能源。
燃气主管路输配供应方案
每台炉有效装载容积为17m×7m×6m,内装载3个窑 车,使用天然气作为燃料,属于大型燃气式台车炉。
(1) 炉门升、降电气控制系统; (2) 窑车进、出液压控制系统; (3) 燃气管路调压、过滤、计量和安全保护控制系统; (4) 燃气管路过滤、稳压和安全保护控制系统; (5) 炉上烧嘴自动点火、火焰自动监测、熄火保护控制系统; (6) 窑内温度随工艺曲线自动控制系统; (7) 窑内压力自动控制系统、超压报警联锁保护系统; (8) 窑内氧含量自动控制系统; (9) 焚烧炉点火、烟气温度自动控制系统; (10) 吹扫风机、助燃风机、排烟风机等电气控制系统。
烧嘴前燃(空)气管路配置方案
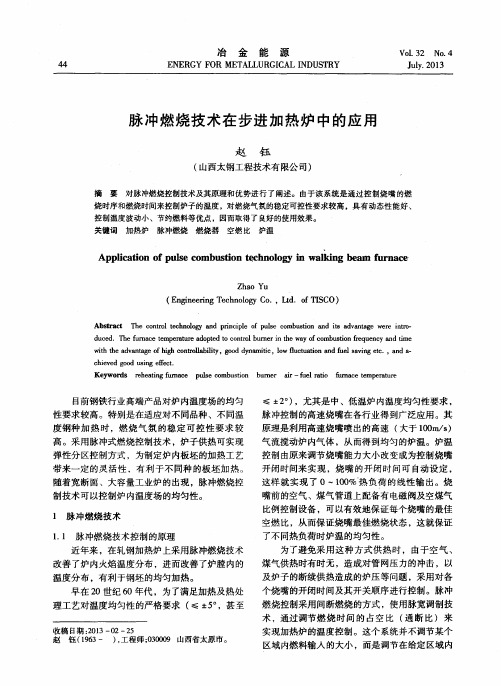
炉烧嘴布置及测温热电偶安装制器
时序脉冲控制器面板布置
时序脉冲控制器面板布置
温度检测单元部分接线图
UMC800控制器是由一个带有3个通讯口 的CPU、电源和能安装16个输入输出模 件的金属箱体组成。模件可采用8种不同 的组态以适应各种类型的模拟或数字信号 的输入和输出。每个I/O模块的接线端子 可拆卸。
脉冲式热处理炉应用及热工特性研究
脉冲式热处理炉应用及热工特性研究摘要:金属工件的形成离不开热处理工艺,热处理工艺又不开合理的热处理炉。
合理的热处理炉能够有效的提升产品质量、节约能源消耗水平和节省工人劳动强度,并且能够节省生产成本。
传统的热处理炉具有性能差、环境污染大、成本高等特点,通过脉冲燃烧控制技术引入到热处理炉中能够有效的解决这类问题。
因此,脉冲燃烧控制技术是未来工业炉控制技术的发展发现。
脉冲燃烧控制技术传热效率高、炉内温度场均匀、氮氧化物排放少的优点。
因此,研究脉冲式热处理炉应对提升脉冲式热处理炉的发展有着重要的意义。
关键词:脉冲控制;热处理;热工特性Abstract: The formation of metal work piece cannot do without heat treatment, heat treatment process and without heat treatment furnace reasonable. Heat treatment furnace reasonable can effectively improve product quality, save energy consumption and save the labor intensity of workers, and can save the cost of production. Heat treatment furnace with traditional performance is poor, environmental pollution, high cost; by means of pulse combustion control technology is introduced to solve this kind of problem in heat treatment furnace. Therefore, pulse combustion control technology is found that the development of control technology of industrial furnace in future. Pulse combustion control technology of high heat transfer efficiency, furnace temperature uniformity, less nitrogen oxide emissions. Therefore, study on the pulse type heat treatment furnace coping has important significance to promote the development of pulse type heat treatment furnace.Keywords: Pulse control; heat treatment; thermal characteristics1 热处理炉的应用1.1 热处理工艺介绍随着我国加入WTO,与世界的联系不断加深。
脉冲燃烧控制技术在车轮热处理回火炉上的成功应用
来 稀释空气污染物 , 使其浓度降低 , 是改善室 内空 气质鼍最方便快捷 这 的方法 。室 内外空气互换速率越高 , 降低室 内产生 的污染物 的效 果往往 也越高 . 但有时也 容易把室外的污染物 带进室 内。 2 合理 使 用空 调 . 2 目前 , 多数住宅都是单独使用空调 , 气基本上在室 内循环 , 空 若新胍 量不足时 , 同会 导致室 内空气质量下 降 , 故应采取 开窗等方法引 入足够 的新鲜空气 ( 内外温差 5℃~l 室 0℃时,0m3 ~ 0 ) 对于采用中央 5 / 10m h 。 空调 的场合 , 应在空调系统进风 、 回风通路上设置过滤装 置, 并经 常清洗 过滤装置 。另外 , 无论是使用何种空调方式 , 都要适时开 窗通风换 气 , 若 室内污染源强度大 时 , 不能使用空调 , 只有在污染物 浓度降到安全卫生
21 加 强 室 内通 风 换 气 . 通 风是 改 善 室 内空 气 质 量 的 关 键 。 加 强 通 风 换 气 , 室 外新 鲜 空 气 用
3 结 语
空气质量标准是空气质量管理过程 的基石。世界各 国均 根据本 国的
情 况 , 对 不 同 的室 内 空 气 污 染 物 ( 一 氧 化 碳 、 氧 化 碳 、 吸 入 颗 粒 针 如 二 可
维普资讯
科技情报开发 与经济
文 章编 号 :0 5 3 (0 7)9 0 7 - 2 10 3 2 0 0 — 2 2 0
S 1T C N OR TO EV L P N C一 E H I F MA I N D E O ME r& E O O C N MY
脉冲燃烧控制在大型高温热处理炉上的应用

( . a s e Gr u o p r t n h n h i 0 9 0 hn ; 1 B ot l o p C r aai ,S a g a 2 0 4 ,C ia e o 2 Not esenUnv ri S e y n 8 9 L a nn ,C ia . rh atr ies y, h n a g 10 1 , io g hn ) t 1 i
21 0 2年第 5期
宝
钢
高 温热 处 理 炉 上 的应 用
罗 政 李 家栋 王 昭 东。孟 宪玲 , , , 204 2 东北 大学 , 090; . 辽宁 沈 阳 10 1 ) 189 (. 1 宝钢 集 团有 限公 司 , 海 上
摘 要 : 对合 金板 带产 品在 热 处理 加 热 过 程 中对 燃 烧 气 氛稳 定性 、 温均 匀性 和 控 温精 针 炉 度 、 热质 量等 指标要 求较 高的特 性 , 加 深入研 究脉 冲 燃烧 控 制技 术 , 绍 了脉 冲燃 烧控 制 的技 介
中图分 类号 :G 0 文 献标 志码 : 文章 编 号 :08— 7 6 2 1 )5— 03— 4 T 37 B 10 0 1 (02 0 0 7 0
d ii .9 9 ji n 10 0 1 .0 2 0 . 1 o:0 3 6 /.s .0 8— 7 6 2 1 .5 0 6 s
Ap i a i n o ule c m b to c nt o n l r e s a e plc to fp s o usi n o r li a g -c l h g t mpe a ur e t t e t e u na e i h e r t e h a -r a m ntf r c
脉冲燃烧控制技术在热处理炉上的应用

、
式 , 脉宽 调制技 术 , 过调 节燃 烧时 间的 占空 比 使用 通
日
( 通断 比 ) 实现 炉子 的温度 控制 。燃料 流量 可通过 压
热处 理炉 的燃 烧控制 水平 直接 影 响到锻件 的各
在脉 冲燃烧 控制 系统 中 ,烧 嘴何 时点燃是 由脉 冲信号 控制 的 ,而烧 嘴的燃烧 时 间是 由设 定信号 以及如何 控 制烧 嘴的燃烧 时 间是脉 冲燃烧 控制
炉进行技 术改造 , 旨在提 高热处 理炉 的控制 精度 , 降
力调 整预先 设定 ,烧 嘴一旦 工作 ,就处 于满负荷 状 态 , 烧 嘴燃 烧 时的燃气 出 口速度 不变 。 保证 当需 要升 温时, 自动 切换 为 大火 燃烧 , 冲时 间长 ( 嘴燃 烧 脉 烧 时 间加长 )间断 时间减 小 ; , 需要 降 温时 , 用小 火燃 采 烧 , 冲 时 间短 ( 嘴燃 烧 时 问减 小 )间 断 时 间加 脉 烧 , 长。 因此 , 只有 脉冲燃烧 控制才 能实现 炉 内温度 场 的 均匀性 , 达到热处 理工艺要 求 的控制精度 。 并
莱 钢 棒材 厂水 压 机 车 间为 大锻 件 加工 车 间 , 通 常采用普 通 台车式 加热 炉对锻 件进 行热处 理 。为适 应 市场需 要 , 车 间积极 开发高 级别 锻件 , 该 以提 高产 品附加值 。但 炉子存 在烧 损大 、 能耗 高 , 精 度差 加热 等缺 陷 。 因此 , 采用 脉 冲燃 烧控 制技 术对 1热 处理
低炉子 的能源 消耗 , 提高 加热效 率 , 满足 高级别 锻件 的复杂 热处理 工艺 要求 , 实 现节能 、 并 环保 。脉 冲燃
加热炉脉冲燃烧控制系统的研究与应用
加热炉脉冲燃烧控制系统的研究与应用作者:尹燕春弥春霞单传东王博来源:《硅谷》2008年第18期[摘要]结合莱钢1500宽带加热炉来详细阐述脉冲燃烧控制系统的原理及实现方法。
[关键词]加热炉脉冲烧嘴中图分类号:TK1文献标识码:A 文章编号:1671-7597(2008)0920121-01一、概述脉冲燃烧系统是近些年引入我国的一种新型燃烧系统,主要是为了解决加热炉内温度场的分布均匀性和燃烧气氛的稳定性的问题。
它根本特点是通过控制燃气与空气支管上的电磁阀来实现脉冲烧嘴的开和关两种状态,脉冲燃烧控制系统输出的控制信号为脉冲开关量信号,脉冲燃烧系统采用PWM(脉宽调制)控制方案。
通过控制燃烧时间的占空比来达到温度控制的目的。
与传统燃烧系统相比,脉冲燃烧控制系统可以使加热炉的控制和操作变得更加容易,更加灵活,调节比大,温度均匀性好,精度高,并能够节约大量的能源。
目前脉冲燃烧控制是加热炉燃烧控制技术的主要发展方向。
本文结合莱钢1500宽带加热炉来详细阐述脉冲燃烧控制系统的原理及实现方法。
二、脉冲燃烧控制原理及实现方法莱钢1500宽带加热炉分为预热段、加热段与均热段。
共划分为14个燃烧区域,每个区配置一对烧嘴,每个烧嘴配置一个煤气切断阀和一个空气切断阀,煤气切断阀和空气切断阀之前还各有一个手阀。
每个区装有一支热电偶用于检测温度。
煤气总管与空气总管各设有一个调节阀用来调节煤气与空气压力。
区别于传统的控制每个烧嘴空气与煤气流量来控制燃烧的方法, 1500宽带加热炉烧嘴上只配有空气切断阀和煤气切断阀,想要单独的控制单个烧嘴的空气和煤气流量是不可实现的。
它的控制思想[2]是采用热值相对稳定的混合煤气,保持总管煤气和空气压力在要求的数值,使每个烧嘴的空气和煤气流量相对稳定。
在烧嘴燃烧时每个区的煤气和空气流量是相对固定的,这样燃烧时各区温度的控制是通过对各区烧嘴燃烧时间的控制来实现。
对烧嘴燃烧时间的控制体现在什么时间打开烧嘴和打开多长的时间。
时序脉冲燃烧控制技术在回火炉上的应用
c n o un c e eau e i n a o t lf r a e t mp r tr n i f mm a o o to y t m f No 1 tmp rn u a e a r l i t n c n r l s se o 。 e e g f r c t i n
收 稿 日期 : 0 7 0 — 1 20 — 4 2
1 工 艺 简 介
衡钢 1 回火炉 是 2 0 0 6年 由北 京凤 凰 工 业炉
有 限公 司承建 的 。在 国内具 有先 进水 平 。该 回火
.
作 者 简 介 : 肖劲 松 (9 0 ) 17 一 ,男 ,工程 师 ,主要 从 事 自动 化 仪 表 专 业 技 术 及 改 造 工 作 。
C OMB S I ON R EC I U T ON C T OL T HN QUE
I TEM PERI N NG FURNACE
XI AO i Jn・s n o g, HUANG i Je・r n og
( n y n te T b o p C .t. He ga gSel u eGru o d ,He g a g 4 10 ,C i L n y n 2 0 1 hn a)
o i l u t a i n f r c n o e e au e a d s v n u l a d S n, s h s tc n q e f l t f c u t o o t lt mp r t r n a i g f e te l o r n O o o t e h iu i
脉冲燃烧控制法
脉冲燃烧控制法
脉冲燃烧控制法是一种用于控制燃烧过程的技术,它通过周期性地改变燃烧系统的工作状态,以达到最佳的燃烧效果和能量利用率。
这种方法已被广泛应用于工业领域,并取得了显著的成果。
在脉冲燃烧控制法中,关键是通过控制燃烧系统的工作状态来实现燃烧过程的优化。
通过周期性地改变燃烧系统的参数,如燃料供给量、氧气浓度、燃烧温度等,可以有效地控制燃烧反应的速率和能量释放的强度。
脉冲燃烧控制法的基本原理是利用燃烧系统的动态响应特性,通过周期性地改变燃烧系统的输入信号,使燃烧过程能够在最佳工作点上进行。
通过不断地调整燃烧系统的参数,可以实现燃烧效率和能量利用率的最大化。
脉冲燃烧控制法的应用十分广泛,可以用于各种燃烧设备和系统,如燃气发动机、锅炉、燃烧炉等。
通过采用脉冲燃烧控制法,可以显著提高燃烧设备的性能和效率,降低能源消耗和环境污染。
在实际应用中,脉冲燃烧控制法需要进行详细的系统分析和参数优化。
通过对燃烧系统的动态特性和工作条件进行准确的建模和仿真,可以找到最佳的控制策略和参数配置,以实现燃烧过程的优化。
脉冲燃烧控制法是一种有效的燃烧控制技术,通过周期性地改变燃烧系统的工作状态,可以实现燃烧过程的优化。
这种方法在工业领
域中具有重要的应用价值,可以提高燃烧设备的性能和效率,降低能源消耗和环境污染。
通过详细的系统分析和参数优化,可以实现脉冲燃烧控制法的精确控制和优化运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
。
1
脉冲燃烧控制技术的特点
燃烧控制通常有连续式的流量控制和开关式 的脉冲控制两种方式。当炉膛温度需要升高或降 低时, 采取开大或关小供入烧嘴燃气量的办法 , 这 种方式称为流量控制。流量控制是目前国内加热 这种方式不能保证烧嘴 炉使用较多的一种方式, 一直在最佳设计值燃烧, 会由于每个烧嘴的燃气 供入量偏离其最佳设计值太多, 致使燃烧效率降 低。特别是待温时, 降低煤气供给量导致从烧嘴 火焰变短, 炉温不均匀 喷口流出的气体流速下降, 性增加, 炉气与钢板的对流换热随着气体流动速 度的下降而降低。 脉冲燃烧控制中, 烧嘴每次都 钢板加热所需的热量是通 是按最佳空燃比燃烧, 过控制烧嘴的燃烧时间来实现的 。这优于调节空 实现了对烧嘴的单 气 / 燃气流量的传统控制方式, 独控制, 断开了火焰分布、 炉内气氛控制与热处理 。 炉生产率之间的联系 同时这种控制方式增加了 燃料效率, 减少了温室效应气体的排放, 能够更好 地控 制 火 焰 形 状 和 热 量 分 配, 减少氧化铁皮的 生成。
Application of pulse combustion control in largescale high temperature heattreatment furnace
LUO Zheng1 ,LI Jiadong2 ,WANG Zhaodong2 and MENG Xianling1 ( 1 . Baosteel Group Corparation,Shanghai 200940 ,China; 2 . Northeastern University,Shenyang 110819 ,Liaoning,China) Abstract: As the heat treatment process of alloy strip products puts high requirements on the stability of combustion atmosphere, uniformity of furnace temperature, accuracy of temperature control and quality of heating,the pulse combustion control system is studied systematically and the technical features and system composition of pulse combustion are introduced. In addition,the principle and characteristics of the pulse combustion model adopted in the largescale high temperature heattreatment furnace for special steel are analyzed. The application results show that the pulse combustion control system is reliable,stable,flexible and precise,which ensures the quality and stability of the heat treatment of plates. Key words: roller hearth furnace; pulse combustion; sequence control
图2
Fig. 2
热处理炉自动化系统网络拓扑图
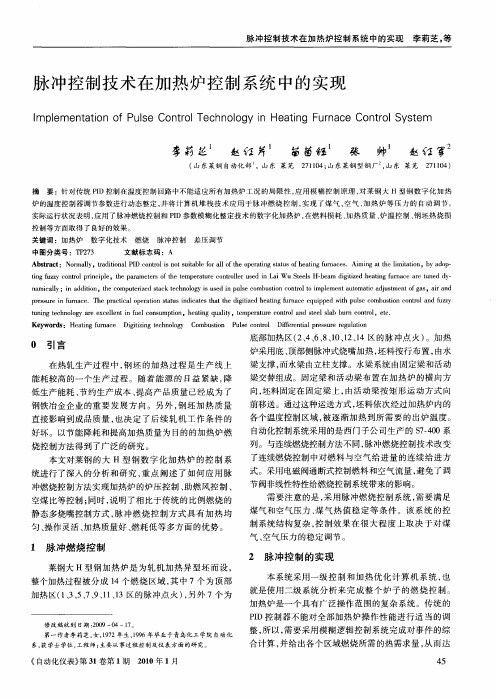
Network structure of automation control system of heattrea烧控制系统中, 如何控制烧嘴的开
关顺序和燃烧时间是保证炉膛温度均匀的关键性 烧嘴的燃烧时间根据炉膛温度确定 , 而 技术问题, 烧嘴的开关由脉冲信号控制。该炉脉冲燃烧控制 系统设计采用变周期变脉宽方案, 燃烧时间及间 隔时间按式( 1 ) 、 式( 2 ) 计算: 0 t min t on ( x) = x) ·T( x) Kpulse ( a, T( x) t p ( x ) = T( x ) / N 0 ≤ x ≤ D1 D1 < x ≤ a a < x ≤ D2 D2 < x ≤ 100% ( 1) ( 2) x 为热负荷需求; t on ( x ) 为烧嘴燃烧时间; 式中, T( x) 为脉冲周期函数; K pulse ( a, x ) 为脉冲输出占 空比函数; a 为热负荷影响系数, 决定了何时达到 , 最大脉冲频率 通过选择合适的热负荷系数能够 ; D1 和 D2 为常数, 分别是 ; t 负荷需求极小和极大时的处理界限值 min 为最小 控制热能振荡幅度值
罗
政等
脉冲燃烧控制在大型高温热处理炉上的应用
75
服务器与客 人机界面监视系统使用 HP 计算机, 户机间采用 C / S 架构, 监控软件采用 SIEMENS 的 WinCC V6. 2 。 过程控制系统采用 HP Proliant DL580 G5 服务 器, 操作系统为 Windows Server 2003, 与基础自动 化级通过工业以太网相连, 同时连接 HMI 操作员 终端, 用于过程监视和控制。过程控制系统的主要 任务和功能是监控钢板在热处理加热过程中的状 态以及保证热处理加热钢板的质量, 同时负责全线 生产计划的接收和下达等任务。 物料的跟踪、
脉冲燃烧时间, 一般取热处理炉模型时间常数的 1 / 20 1 / 30 ; t p ( x ) 为相邻烧嘴点火间隔时间; N 为组内烧嘴数量。 当 D 2 < x ≤ 100% 时 , 说明系统输出偏差很 大, 应该将 所 有 烧 嘴 打 开 ; 当 D 1 < x ≤ D 2 时 , 按 照负荷需求进行调节 , 保证有较好的控温精度 ; 当 0 ≤ x ≤ D1 时 , 防 止 进 入 控 制 死 区, 全部烧嘴 。 关闭 生产不同产品时, 钢板的热处理工艺不尽相 即所需的能量不同。因能量要求不同, 每个烧 同, 嘴的开关状态不一样。 以供热 1 段为例, 热负荷 需求 10% 时, 烧嘴燃烧时间按式( 1 ) 计算为 20 s, 烧嘴关时间为 180 s。假设烧嘴数量为 8 个, 则一 周期内烧嘴运行指标如下: 在一个脉冲周期内 8 个烧嘴分别工作 20 s, 等价能量为: 20 ˑ 8 = 160 ; 总的燃烧能量为 8 个烧 等价能量计为 200 ˑ 8 = 1 600 ; 两者 嘴工作 200 s, 的比即为烧嘴的全功率输出百分比, 称之为燃烧 此时的燃烧能力为 10% 。 能力, 热负荷需求和烧嘴燃烧能力的关系如图 3 所 , 示 可见热负荷需求在 D1 和 D2 之间时两者成线 性关系。
2012 年第 5 期
宝
钢
技
术
73
脉冲燃烧控制在大型高温热处理炉上的应用
1 2 2 1 政 , 李家栋 , 王昭东 , 孟宪玲 ( 1. 宝钢集团有限公司, 上海 200940 ; 2. 东北大学, 辽宁
罗
沈阳 110819 )
摘要:针对合金板带产品在热处理加热过程中对燃烧气氛稳定性 、 炉温均匀性和控温精 度、 加热质量等指标要求较高的特性 , 深入研究脉冲燃烧控制技术, 介绍了脉冲燃烧控制的技 术特点及系统组成, 探讨了特钢大型高温热处理炉上使用的脉冲燃烧控制模型的原理及特性 。 该炉采用的脉冲燃烧控制技术具有系统安全可靠 、 运行稳定、 控制灵活、 精度高的特点, 保证了 钢板热处理的高质量和稳定性。 关键词:辊底式热处理炉; 脉冲燃烧; 时序控制 中图分类号:TG307 文献标志码:B 文章编号:1008 - 0716 ( 2012 ) 05 - 0073 - 04 doi: 10. 3969 / j. issn. 1008 - 0716. 2012. 05. 016
74
宝
钢
技
术
2012 年第 5 期
控制精度高, 保证了产品质量的稳 运行安全可靠, 定性, 为企业信誉和市场竞争力的提高奠定了 基础
[8 ]
烧嘴控制器安装在烧嘴旁, 控制器能实现本 地或远程点火。火焰检测器采用的是离子检测方 点火电极是一种高压打火装置, 打火高压由集 式, 当 BCU 发出点 成在 BCU 内的点火变压器输出, 火信号时, 点火电极实现高压打火, 完成点火功 能。助燃空气、 燃气的打开与关闭由脉冲控制阀 完成, 在助燃空气和燃气的支路上装有流量检测 , 通道 以实现空燃比的调整。一旦空燃比调好, 烧 嘴则工作在开关两种状态下, 即烧嘴只有全功率 和零功率两种工作状态。 2. 2 燃烧介质系统 燃烧介质系统包括助燃空气系统、 天然气系 统和排烟系统。 助燃空气系统控制回路包括风机、 压力检测 变送器、 风机前百叶阀与放散调节阀, 压力控制回 路通过控制风机前百叶阀的动作, 保证分配到各 放散调节阀用于防止风机 烧嘴的空气流量稳定, 喘震。 天然气系统控制回路包括安全切断阀、 压力 检测变送器、 自力式稳压装置和放散开关阀。 安 全切断阀能保证在事故状态时确保瞬间快速切断 管道内天然气供应, 自力式稳压装置保证了分配 到各烧嘴的煤气流量稳定。 排烟系统控制回路包括排烟风机、 烟气压力 检测变送器、 烟气过热调节阀及相应的烟气温度 检测热电阻。 排烟回路必须保持相对稳定的负 既有利于空气和煤气的充分燃烧 , 又能防止天 压, 然气泄漏等事故状态下污染炉内气氛 。 2. 3 控制系统 控制系统的整体结构如图 2 所示。燃烧控制 系统采用层次结构, 配备过程控制系统, 用于优化 加热过程, 对脉冲燃烧控制系统各控制参数进行 设定。 燃烧控制系统主要是根据过程机设定参数实 现炉内温度的快速调整, 完成天然气、 空气和烟气 的压力控制、 烧嘴的燃烧控制以及热处理炉的安 全连锁控制等。 PLC 主控制器选用 SIEMENS 公 司 S7 - 400 系列, 系统采用结构化、 模块化编程方 式, 使用 Step7 集 成 开 发 工 具 编 写 程 序, 与其他 PLC 系统间通过工业以太网方式进行必要的数据 交换; 现 场 远 程 站 和 操 作 台 选 用 SIEMENS 的 ET200M 分布式 I / O, 配备了开关量输入模块、 输