cr12mov热处理工序
cr12mov热处理后加工变形
cr12mov热处理后加工变形
摘要:
1.cr12mov 材料特性
2.cr12mov 热处理过程
3.cr12mov 加工变形原因
4.减少cr12mov 加工变形的措施
正文:
CR12MOV 是一种高强度、高硬度、高韧性的冷作模具钢材料,由于其优异的性能,被广泛应用于各种冷作模具的制造。
然而,在经过热处理后,
CR12MOV 材料在加工过程中容易产生变形,这给模具的制造和使用带来了不少困扰。
下面我们来分析一下CR12MOV 热处理后加工变形的原因及应对措施。
首先,CR12MOV 材料的特性决定了它在热处理过程中容易产生变形。
CR12MOV 钢属于高碳合金钢,碳含量较高,使得钢的硬度和强度得到提高,但塑性和韧性降低。
在热处理过程中,碳原子和合金元素会发生扩散,从而导致晶粒长大和碳化物析出,使钢的硬度和强度进一步提高。
但同时,塑性和韧性会继续降低,这使得CR12MOV 在热处理后加工过程中更容易产生变形。
其次,CR12MOV 热处理过程中,由于温度、保温时间、冷却速度等因素的控制不当,可能导致热处理组织不均匀,从而使钢的性能发生不均匀变化,进一步加大加工变形的可能性。
针对CR12MOV 热处理后加工变形的问题,可以采取以下措施来减少变
形:
1.合理控制热处理工艺参数,如加热速度、保温时间、冷却速度等,以保证热处理组织均匀;
2.在加工过程中,采用适当的切削参数和刀具材料,以降低切削力和热量,减少加工过程中的变形;
3.对模具结构进行优化,尽量避免应力集中,以降低加工变形的风险;
4.在加工过程中,对模具进行适当的时效处理,以消除内应力,降低变形。
cr12热处理工艺及硬度
cr12热处理工艺及硬度CR12热处理工艺及硬度CR12是一种具有优异耐磨性能和高硬度的冷作模具钢,常用于制造模具、刀具等耐磨零件。
而热处理是一种通过加热和冷却过程来改变材料的结构和性能的工艺方法。
本文将介绍CR12的热处理工艺流程以及不同工艺对其硬度的影响。
CR12热处理工艺一般分为四个步骤:预热、加热、淬火和回火。
具体工艺参数如下:1. 预热:将CR12加热至500℃左右,保持一定时间,主要是为了减少热应力和均匀加热。
2. 加热:将预热后的CR12继续加热至淬火温度,通常在980℃-1040℃之间。
加热时间与截面厚度有关,一般为30分钟至1小时。
3. 淬火:将加热至淬火温度的CR12迅速冷却至室温,一般采用油淬或空气淬火。
淬火速度快可以增加材料的硬度和强度。
4. 回火:在淬火后的CR12上进行回火处理,目的是降低材料的脆性并提高延展性。
回火温度通常在150℃-600℃之间,持续时间为1小时至数小时。
不同热处理工艺对CR12的硬度有不同的影响。
一般而言,淬火温度越高,冷却速度越快,CR12的硬度就越高。
然而,过高的淬火温度和过快的冷却速度会引起内部应力和裂纹,降低材料的韧性和抗冲击性。
在实际应用中,CR12的硬度要根据具体需求进行选择。
过高的硬度可能导致材料易于产生裂纹,而过低的硬度则会影响其使用寿命和耐磨性能。
一般来说,CR12的硬度范围在58-64HRC之间,可以根据不同的工艺要求进行调整。
除了热处理工艺外,CR12的硬度还受其他因素的影响,如冷加工变形、化学成分、元素分布等。
因此,在进行CR12的热处理过程中,需要综合考虑工艺参数、材料性能和应用要求等因素,以获得最佳的硬度和性能组合。
总而言之,CR12的热处理工艺是一项关键的工艺,可以通过合理的预热、加热、淬火和回火过程来获得所需的硬度和性能。
通过不同的工艺参数和工艺控制,可以满足不同应用对CR12硬度的需求,提高材料的耐磨性能和使用寿命。
Cr12MoV的热处理

Cr12MoV的热处理淬火——Cr12MoV冷作模具钢属于高碳高铬钢,它的组织和性能,其中包括硬度、塑性、强度、回火稳定性、淬火回火的体积变形等与淬火有极大的关系。
一般在加热温度810℃以上时,原始组织中索氏体和碳化物转变为奥氏体中和碳化物,随着温度的升高合金碳化物会继续向奥氏体中溶解,增加了奥氏体中C和Cr的浓度,因而得到较高的淬火硬度。
淬火温度达到1050℃时,硬度会达到最高值。
若淬火温度1100℃时,残余奥氏体就会很高,可能会达到80%以上,硬度会急剧下降。
因此,根据使用要求的不同,需要选择不同的淬火温度。
可以980-1030℃淬火、油冷,也可以1050-1080℃的淬火、油冷。
回火——根据模具的硬度要求,选择不同的淬火温度范围,如上述的两种温度。
一般采用高温回火和低温回火两种热处理方法。
以获得不同的强度、韧性和硬度。
980-1030℃淬火、油冷,采用一次硬化处理的回火,回火温度选择180-200℃,一般硬度为54-58HRC,这样可以得到较高的硬度和耐磨性,而且热处理变形较小。
1050-1080℃的淬火、油冷,采用二次硬化处理的回火,回火温度选择490-520,一般硬度为60-62HRC,一般采用多次的高温回火,一般为3-4次,每次2小时,模具经过二次硬化处理后,这样可以得到较高的红硬性和耐磨性。
以上这些工艺是我们的常用热处理工艺,对模具的热处理应用是很有帮助的,对模具的寿命的延长是很有好处的,这里面也会产生很大的经济效益。
至于45#钢,最好还是以低碳马氏体钢来代替,如20#钢和20Cr进行代替。
硬度一般在38-42HRC,再高也可以达到40-45HRC。
这些材料的热处理操作简单,工件的变形小,寿命也比45#钢长许多。
Cr12MoV钢热处理推荐规范
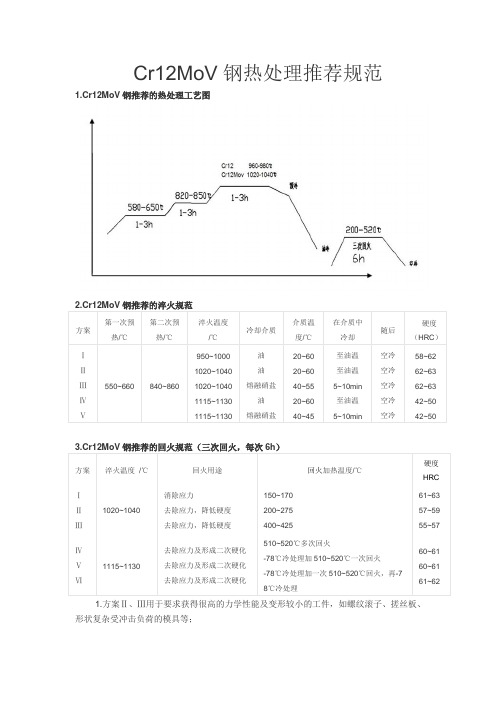
1.Cr12MoV钢推荐的热处理工艺图
2.Cr12MoV钢推荐的淬火规范
方案
第一次预热/℃
第二次预热/℃
淬火温度/℃
冷却介质
介质温度/℃
在介质中冷却
随后
硬度
(HRC)
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
550~660
840~860
950~1000
1020~1040
1020~1040
1115~1130
-78℃冷处理加一次510~520℃回火,再-78℃冷处理
60~61
60~61
61~62
1.方案Ⅱ、Ⅲ用于要求获得很高的力学性能及变形较小的工件,如螺纹滚子、搓丝板、形状复杂受冲击负荷的模具等;
2.方案Ⅳ、Ⅴ用于要求获得红硬性及耐磨性的工件,但力学性能较差,尺寸变形较大,如450℃以下工作的热冲模等;
1115~1130
油
油
熔融硝盐
油
熔融硝盐
20~60
20~60
40~55
20~60
40~45
至油温
至油温
5~10min
至油温
5~10min
空冷
空冷
空冷Biblioteka 空冷空冷58~62
62~63
62~63
42~50
42~50
3.Cr12MoV钢推荐的回火规范(三次回火,每次6h)
方案
淬火温度/℃
回火用途
回火加热温度/℃
3.这种钢对脱碳很敏感,预热和加热用的盐浴必须经过充分的脱氧后再使用;若在普通电炉中加热可将工件装入箱内,填充以渗碳剂或生铁粉(这时工件可能有少许增碳现象,硬度可提高HRC1~2)。
Cr12MoV热处理知识

Cr12MoV热处理知识前言Cr12MoV钢是一种高碳高铬不锈钢,具有硬度高、耐腐蚀、抗磨损等特点,是一种常用的模具钢。
在Cr12MoV钢的使用过程中,热处理是必不可少的一步。
热处理可以使Cr12MoV钢的性能得到提高,也可以改善其组织,下面我们来谈一谈Cr12MoV的热处理知识。
准备工作在进行Cr12MoV钢的热处理前,需要进行一些准备工作,例如清洗、切割和去毛刺等,以确保表面光滑、无氧化物和无残留应力,保证热处理后的效果。
热处理方法淬火淬火是Cr12MoV热处理中最常用的一种方法。
淬火的目的是使钢材由奥氏体变为马氏体,在较低的温度下迅速冷却,从而使钢材硬度大幅提高,常用的淬火工艺有盐浴淬火、油淬火和水淬火。
一般来说,Cr12MoV钢的淬火温度在980℃至1050℃之间,降温速率越快,硬度越高,通常选择第一次降温的速率大于20℃/s,淬火后再进行回火处理,以达到所需的硬度和韧性。
回火回火一般在淬火后进行,目的是消除由淬火引起的钢材剩余应力,并且通过固溶碳、合金元素使钢材的硬度逐渐降低,同时提高钢材的韧性。
通常回火温度在150℃至600℃之间,温度越高,硬度逐渐降低,韧性越高。
正火正火是一种将淬火体直接加热到一定温度再进行加热处理的方法,常用于钢材的抗拉强度和抗挤压性能。
正火的温度通常在750℃至950℃之间,温度越高,钢材的韧性越强,但硬度会逐渐下降。
热处理注意事项控制加热和冷却速率由于Cr12MoV钢的成分复杂,因此在加热和冷却过程中需要控制速率,以避免钢材内部出现裂纹或其他不良现象。
一般来说,加热速率不要太快,以防止表面温度与内部温度产生显著的差异,从而导致内部应力不平衡,形成受力不均匀的结构。
控制回火温度和时间回火处理对Cr12MoV钢的影响是显著的,而回火质量取决于回火温度和时间的控制。
通常情况下,回火温度应该越低,回火时间应该越长,这样可以使钢材的韧性和强度达到平衡。
注意淬火介质选择Cr12MoV钢的淬火介质通常有三种:水冷却、油冷却和空冷。
cr12mov热处理淬火后渗碳处理
cr12mov热处理淬火后渗碳处理
CR12MOV热处理淬火后,可以进行渗碳处理来增加其硬度和
耐磨性。
渗碳处理是通过将材料暴露在高温环境中,使碳原子渗入材料表面,从而形成高硬度的表面层。
在淬火后的CR12MOV材
料中进行碳化处理可以进一步提高其表面硬度和耐磨性,同时保持其良好的韧性和强度。
具体的碳化处理方法包括气体渗碳和固体渗碳两种:
1. 气体渗碳:将CR12MOV材料放置在高温炉中,通过引入
含碳气体(例如甲烷、乙烷等)来使碳原子渗入材料表面。
渗碳温度通常在800°C至950°C左右,并保持一定的时间(通
常几小时至数十小时)。
通过这种方法进行渗碳处理,可以在CR12MOV的表面形成一层高碳含量的硬化层,从而提高其硬
度和耐磨性。
2. 固体渗碳:先将CR12MOV材料和高碳含量的固体材料
(例如石墨粉末)一起放入高温炉中,在高温下进行加热保温。
在高温环境中,碳原子从固体渗碳材料扩散到CR12MOV材
料中,从而形成一层高碳含量的硬化层。
与气体渗碳相比,固体渗碳可以实现更深层次的渗碳,并且对工件形状的限制较少。
进行渗碳处理后,CR12MOV的表面硬度会大幅提高,从而提
高其抗磨擦性能和耐磨性。
通过适当控制温度和时间,可以实
现对CR12MOV的硬化层深度和硬度进行调控,以满足不同应用需求。
Cr12MoV模具的热处理工艺

●经验交流●
·材料热处理渤
Crl2MoV模具的热处理工艺
李卫民 (泰州职业技术学院机电工程系,江苏泰州225300)
s妇e Crl2MoV mould was put fonw删.A舭r the heat_仃I划旺nem,tlle Crl2MoV mould was machiIled by EDM,aIld tlle qual匆of me mould was analyzed.111e resutts show mat tlIe head-廿eanIlent ca堇l not 0nly satis母the mould
[9】刘小萍,李忠厚.表面沉淀硬化不锈钢的研究[P】.中国专利: ZL98“9062.2004—06·21.
[10】王从曾,苏永安,唐宾.离子渗金属采用钢锯条工业化生产设 备及工艺研究【J].热加工工艺,1994,(2):29—31.
【11]池成忠,高原,徐重.双层辉光等离子体渗金属中的热电偶测 温【J】。太原理工大学学报,2002,(7):457—459.
内应力可以充分释放。
(4)在线切割后立即进行补充回火,一方面消
除线切割过程中形成的附加应力。同时也改善线切
割表层的白亮组织。补充回火温度可低于模具回火
温度20~40℃,回火时间一般为3~5 h。这对防止
线切割模具在存放或使用中开裂、保持模具此后使 用中尺寸的稳定性和使用寿命都极有好处。田
工工艺,199l,(6):20一23. [5】徐重,王从曾,苏永安埽切工具离子渗金属技术【P】.中国专利:
cr12mov锻造工艺流程
cr12mov锻造工艺流程
Cr12MoV是一种常用的优质冷冲模具钢,广泛用于制造模具、切割工具、刀具以及铸造模具等领域。
Cr12MoV具有良好的切削性能、耐磨性、韧性和强度等性能,因此在现代工业制造中应用越来越广泛。
Cr12MoV的锻造工艺是指通过加热、锤击和变形等工艺过程,将该钢材料加工成适合使用的形状和尺寸。
下面我们将介绍Cr12MoV锻造工艺流程。
1.材料加热
首先将Cr12MoV冷却的钢进行热加工,通常使用电加热炉进行,将钢材加热至高温状态,以便于后续的锤击和塑性变形。
2.钢锤击打和塑性变形
在高温状态下,使用钢锤或机械锤对钢材进行锤击,以便钢材获得更好的塑性和变形能力。
锤击时需要控制好力度和方向,以避免过度变形或破坏钢材的晶体结构。
3.热处理
经过锤击和变形后,Cr12MoV钢材需要进行热处理,以使其获得更好的强度和硬度。
热处理一般包括退火、正火和淬火等过程,其中淬火是最常见的方式,可使钢材获得更高的硬度和耐磨性。
4.精加工和打磨
经过锤击和热处理后,钢材还需要进行精加工和打磨等工序,以便使其达到更高的精度和表面质量。
精加工过程包括车削、磨削、铣削等,在这些过程中需要控制好加工条件和工具的选择。
以上就是Cr12MoV锻造工艺流程的大致步骤,经过这些工序的加工,Cr12MoV钢材的性能将得到充分发挥,可以在模具、切割工具、刀具等领域得到广泛应用。
同时,为了保证钢材的质量和可靠性,也需要进行严格的质量管理和检测。
cr12mov淬火工艺流程
cr12mov淬火工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!CR12MoV淬火工艺流程。
1. 预热,将工件缓慢加热至720-800℃,保温30-60分钟。
Cr12MoV热处理知识
Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷 + 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
说明:在480--520度之间回火正好是这种钢材的脆性回火区,在这个区间回火容易使模具出现崩刃。
最为理想的回火区间在380--400℃,这个区间回火,韧性最好,并且有良好的耐磨性。
如果淬火后,采用深冷处理(理想的温度是零下120)与中温回火相结合,会得到良好使用效果和高寿命。
Cr12MoV的回火脆性温度范围在325~375℃。
CR12MoV380-400回火后硬度在56-58HRC做冷冲模冲韧性好的材料具有不易开裂的优点,特别是在原材料质量不是很好的情况下,用此方法经济实惠。
Cr12MoV 分级淬火工艺:850度预热—1050度加热—620度分级,时间一般在2—3分钟—油冷冷却至200度左右—(也可260度贝氏体等温)—520回火2—3次,每次2小时。
硬度在56—61HRC左右。
Cr12Mov热处理 HRC60 裂开的解决方法:分析流程:1 材料成份2材料原始组织3工件流程4热处理工艺5开裂照片6工件尺寸不能说硬度60HRC就一定开裂。
开裂的原因很多,你可参考以上说明逐一检查。
如果是淬火就直接开裂可能有以下原因:1)材料错致热处理工艺不合适。
2)冷却不当,在Ms温度以下快冷,应力过大。
3)工件截面尺寸相差太大,或孔洞很多,或有应力集中的地方。
Cr12MoV真空热处理工艺规程

吹风冷却
阶段名称 升温 时长 mim T1升 控制项目
回火 T1回 T1冷
升温 T2升
回火 T2回 T2冷
升温 T3升
回火 T3回 T3冷
时 间
作业要领及控制内容
生产准备 检查设备保证正常运转,检查工夹具是否完好,按生产指令在指定区域内备料。 注 意 事 项
追溯锻件是否进行大锻造比六面锻造。检查胚料(原材料)金相组织共晶碳化物不均匀
℃ 一次回火 T ℃
500 吹风冷却
T 间隔
T 间隔
三次回火 T ℃
520
有效厚度 ≤80
T1回 T2回 T3回 T 升 T 冷 T间隔 120 120 120 <150 30-90
90 120 150 160 170 180 190 200 240 260 280
240 240 240 <150 30-90
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 5 70 60 30 30 40 70 0 0 30
设备 ℃
气/油 淬火真空炉
820 600
小截面工件气淬, 大截面工件要油淬
阶段名称 预抽
真空度 pa 0.5
预热 升温 预热 升温 升温 (真空加热) 预热(对流加热) 分压加热 5 5 5 5 100
固溶细化处理。 清洁工件:添加3%脱脂清洗剂的100℃清洗液,保温清洁5-10min后空气中冷却 去油、去污 回火过程 回火保温时间长好,回火出炉后,空冷。 、防锈.用不锈钢料盘,竖立摆放工件,可叠加。不遮挡模腔受热就好 及监测
加热过程及 检查仪表显示和输入工艺曲线是否同步,真空炉冷却水畅通,高纯氮储气罐压力正常。 监 测 安全 提醒 建议再增加一道TD渗金属,大幅度提高模具寿命。
cr12mov作为热作模具钢的热处理工艺
cr12mov作为热作模具钢的热处理工艺下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, suchas educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!热作模具钢在现代工业生产中扮演着至关重要的角色,其质量和性能直接影响着产品加工的效率和成品的质量。
12铬钼钒焊接工艺及热处理

12铬钼钒焊接工艺及热处理
(一)12铬钼钒焊接工艺
1.夹具
夹具选用焊接位置的尺寸和形状进行设计,当然,夹紧力应该够大,可以保持焊接部件的位置,夹具安装在焊接板上,焊缝两端应完全夹紧合并,减少焊接变形,同时还要保证焊接部位的清洁。
2.腐蚀性物质
焊接前,要清除焊缝区域的油污、水分、灰尘等腐蚀性物质,并检查焊缝的清洁度,要确保焊缝处没有任何杂质和腐蚀性物质,以保证焊接的质量。
3.前处理
由于12铬钼钒的熔点很高,为了保证焊接的质量和强度,焊接前需要采用适当的前处理方法,常用的前处理方法有电弧切割、磨削和拉伸等。
4.焊接
12铬钼钒焊接采用电弧焊接方法,根据实际情况,选择正确的焊枪、焊丝材料和焊接电路,调整好焊接电流和焊接速度,以保证焊缝的质量。
(二)12铬钼钒焊接热处理
12铬钼钒焊接热处理(HT)的主要目的是改善残余应力和去除结晶不良,改善件的性能和强度,以及改变件的组织结构。
热处理一般可分为:回火、正火、淬火、经火和回转火等。
1.回火
回火是一种常用的焊接热处理,它既可以去除焊接残余应力,又能改善焊缝的强度和塑性,还能改善混熔层的组织结构。
2.淬火
淬火是一种改善焊缝强度和可靠性的焊接热处理工艺,采用这种方法可以使焊缝的强度和韧性更高,更好地适应使用环境,但也会使焊缝变脆,需要加以注意。
3.经火
经火是一种将焊接残余应力去除,使焊接件的强度和耐久性更高的焊接热处理方法,采用经火方法可以改善焊缝的抗拉强度、抗压强度和断后伸长率,更好地满足要求。
cr12mov热处理工艺

cr12mov热处理工艺嘿,朋友们!今天咱来聊聊 CR12MOV 热处理工艺。
这可真是个有趣又重要的玩意儿啊!你想想看,CR12MOV 就像是一块未经雕琢的璞玉,而热处理工艺呢,就是那神奇的雕刻刀,能把它变成一件精美的艺术品!热处理就像是给它来了一场华丽的变身之旅。
要做好 CR12MOV 的热处理,那可得步步精心。
温度就是关键中的关键啊!就像炒菜一样,火候得掌握好,温度太高或太低,那可都不行。
太高了,就像把菜炒糊了,材料就废了;太低呢,又好像菜没炒熟,达不到效果。
还有冷却速度,这也很重要啊!你说要是冷却得太快或太慢,那能得到想要的性能吗?这就好比跑步,跑太快可能会摔倒,跑太慢又赶不上趟儿。
在这个过程中,咱得像照顾宝贝一样细心。
每一个环节都不能马虎,稍微有点差错,那可就前功尽弃啦!你说这像不像走钢丝,必须小心翼翼,一步都不能错。
而且啊,不同的用途对 CR12MOV 的热处理要求还不一样呢!这就好比不同的人有不同的口味,得根据需求来调整。
比如说,要是用来做刀具,那硬度就得高高的;要是做模具呢,可能还得兼顾韧性。
咱中国的工匠们在这方面可是有一手的!他们凭借着精湛的技艺和丰富的经验,能把 CR12MOV 热处理得恰到好处。
这可不是一朝一夕能练成的功夫,那是长年累月积累下来的本事啊!你说这 CR12MOV 热处理工艺神奇不神奇?它能让一块普通的材料变得如此强大,如此有用。
咱生活中的好多东西可都离不开它呢!所以啊,可别小瞧了这热处理工艺,它可是有着大能耐的呢!总之,CR12MOV 热处理工艺就是这么个让人又爱又恨的东西。
爱它,是因为它能带来那么多神奇的变化;恨它,是因为要做好它还真不容易。
但只要咱用心去钻研,去尝试,肯定能掌握好这门技术,让CR12MOV 发挥出它最大的价值!。
Cr12MoV模具钢强韧化热处理

第35卷 第6期2010年6月H E AT TRE ATMENT OF METALSV ol 35N o 6J une 2010Cr12M o V 模具钢强韧化热处理李元洪,刘 丹,孙红星,王伟钦,刘百宣,刘 华(郑州机械研究所,河南郑州 450001)Strengthen i ng and tougheni ng treat m ent of Cr12M o V steel diesL I Yuan hong ,L I U D an ,S UN H ong x i ng,W ANG W e i qi n ,L I U Ba i xuan ,L I U Hua (Zhengzhou R esearch Institute o fM echan ica l Eng ineer i ng,Zheng zhou H e nan 450001,China)中图分类号:TG 162.43 文献标志码:B 文章编号:0254 6051(2010)06 0119 03C r12M oV 钢是目前国内广泛使用的冷作模具钢之一。
该钢具有淬透性好、硬度高且耐磨、热处理畸变小等优点,常用于制造承受重载荷和形状复杂的大型冷作模具。
但该钢的显著缺点是脆性大,模具经常出现早期失效。
因此,如何提高其强韧性,防止模具过早断裂失效,是该钢用户经常遇到且需要解决的问题。
一般来说模具失效热处理因素的影响约占50%。
本文针对热处理生产中影响Cr12M o V 钢性能的因素进行试验,为优化其热处理工艺提供参考依据。
收稿日期:2009 11 30作者简介:李元洪(1952 ),男,北京人,研究员,主要从事模具钢的热处理。
联系电话:0371 ********,E m ai:l li ud an .8@163.co m1 C r12M o V 模具钢热处理试验1 1 试验材料取碳化物不均匀度均为3级的Cr12M o V 圆钢,其组织为粒状珠光体和碳化物。
2cr12mov热处理工艺_概述及解释说明

2cr12mov热处理工艺概述及解释说明1. 引言1.1 概述在金属材料加工和制造过程中,热处理工艺是至关重要的步骤之一。
热处理可以改变材料的物理性质、提高其机械性能和耐腐蚀能力。
2cr12mov是一种常用的不锈钢材料,广泛应用于刀具、模具等领域。
本文旨在对2cr12mov的热处理工艺进行概述,并详细解释说明该工艺的关键要点。
1.2 文章结构本文共分为五个部分。
引言部分主要介绍文章的背景和目标,以及整篇文章内容的大纲。
接下来,第二部分将对2cr12mov热处理工艺进行概述,包括材料介绍、热处理概念和作用,以及该工艺的重要性。
第三部分将对2cr12mov热处理工艺进行详细解释说明,包括适合该材料的热处理方法、温度控制与保持时间以及冷却方式选择与调节参数等方面内容。
在第四部分中,我们将强调实施热处理过程中需要注意的要点,如避免退火效果过度、控制冷却速率以避免裂纹和形变,以及定期检测和维护热处理设备等。
最后,我们将在第五部分中进行总结,并对不同热处理方法的优劣进行比较,展望未来2cr12mov热处理工艺的发展。
1.3 目的本文旨在向读者介绍2cr12mov热处理工艺的概述和解释说明,并提供实施该工艺的相关要点。
通过阅读本文,读者将能够了解2cr12mov材料的特性、理解热处理对其性能的影响,掌握适合该材料的热处理方法,并了解如何正确操作和维护热处理设备以确保工艺稳定性与一致性。
此外,本文还将对不同热处理方法进行比较,并展望2cr12mov热处理工艺的未来发展方向。
2. 2cr12mov热处理工艺概述2cr12mov是一种高硬度不锈钢材料,由于其优异的耐腐蚀性、高温强度和良好的硬度特性,被广泛应用于制造刀具、模具和机械零件等领域。
然而,为了充分发挥其优势并满足特定使用要求,对2cr12mov进行热处理是必不可少的。
在热处理过程中,通过控制材料的加热、保持时间和冷却速率等参数,可以改变材料的晶体结构和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、锻打工艺:
预热温度:750℃~850℃;加热温度:1080℃~1120℃;始锻温度:1050℃~1100℃;终锻温度:850℃~900℃;缓冷(坑冷或砂冷)。
锻打时,反复墩粗拔长不少于3次(三墩三拔)。
锻件级别为:碳化物不均匀度不大于2级。
锻打过程中,温度>1050℃时,轻打;950~1050℃时,重打;<950℃时,轻打。
2、球化退火工艺:(等温退火)
加热:以≤100℃/h的速度升温至860℃×3~4h
炉冷:(≤30℃/h)至750℃×6~8h
再炉冷:(≤30℃/h)至500℃,出炉空冷。
球化级别:2~4级。
硬度≤241HBW(23HRC)
3、粗加工:具体尺寸见图纸
4、调质:(保温时间按1.5min/mm计算)
第一次预热:600℃(保温45min)
第二次预热:850℃(保温45min)
加热:1120℃×50min,淬油
高温回火:760℃×2h,回火后空冷
调质后硬度≤229HBW(21HRC)。
5、半精车:具体尺寸见图纸
6、最终热处理:(保温时间按1.5min/mm计算)
真空淬火:第一次预热:550~600℃。
(保温45min)
第二次预热:840~860℃。
(保温45min)
淬火:980℃×1h。
冷却介质:油,介质温度:20~60℃。
冷却至油温;随后,空冷。
淬火后立即回火:400℃~420℃
×
2 h ×
3~4次
回火后硬度:HRC54~56
深冷处理:-70℃×2h
深冷处理后立即回火:190℃×2h×3次。
7、精加工:采用车削完成,车刀可采用YS8,YT726,YD05硬质合金焊接刀。
8、抛光:粗糙度0.8
9、去应力回火:190℃×2h。