QC工程图(完整版)
合集下载
QC工程图(电子产品完整版)

1.核对BOM 和E合性3.标 准准确, 无误。4. 是否漏判
和误判
1.新产品成ECN变 更
2、产品新制作或 更改;3.生产全 过程;4.每两小
时
《IPQC巡检记录》 《车间温湿度记录表》
技术员
、工艺 工程师 、品质
工程师 主管
1.发生异常需立即检讨或停 线
工程师
报主管处理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求
和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁干 净, 无残留物、起泡、 发黄2.做好静电防护和
通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主管
15
OQC检验
、IPQC
显示器、卡尺
12
IPQC检查
检查制程过程是否符 合工艺标准要求
1.按检查指令和BOM要求
显示屏、主机
、无线天线、 4G卡、鼠标、
不良标签 合格标签
1.生产数量记录 2.生产品质状况
目视
《IPQC检 验规范》
1.2小时
音响
《IPQC巡检记录》
IPQC
主管
1.2H内不良发生3PCS以上报 告技术员调试。2.连续3PCS 不良应停线稽核,并及时汇
BOM表, 客户其它
要求
液晶屏、按键
板、主板、转
接板、屏线、
BOM表,
1
IQC检验
客户物料的领用,接 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
转接线、安装 框架、锁屏条 、挡板、防尘
QC 工程图(模版)
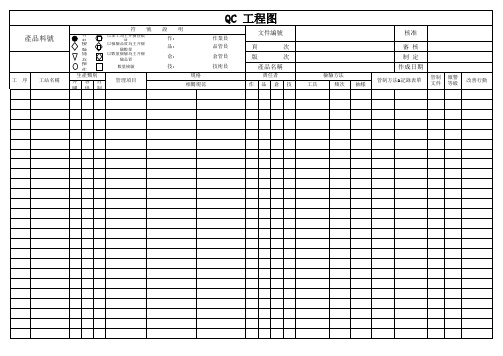
產品料號
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
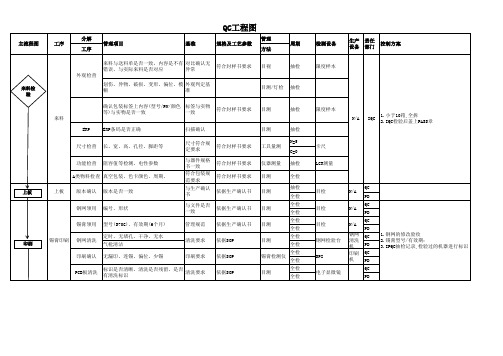
QC工程图(正式版)

相关记录
异常处理/发送处理 备注
通知钢化主控调整参 数,纠正不良品再次发 生。 《纠正预防措施报告》 《品质异常报告》
检测数量
检测次数
批量≥30件: 检验频率: 首件确认:10件 关键工序20分 批量≤30件: 钟/次 随机抽检 样板全检
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 水切主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第1页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 开介主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
3
◎
磨边工序
磨边
中工车间
单边磨边机 双边磨边机
钢卷尺 目测 半径规
规格 外观
《磨边作业指导书》 《流程卡》 《公司质量检验标准》
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 喷油主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第2页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
QC工程图(全)
要正确维持设定溫度
Check 检查(肉眼)
1回/天
选别及修理移管
SMT工作 人员
制造装备日常 生产主管 检验CheckSheet 作业日报
MAGZINE
● ●
* 注意PCB板堵塞
中检放板时确认好板的距离
Check 检查(肉眼)
随时
SMT工作人 员
VISION 工程检查
作业指导书 作业指导书
放大镜 VISION检测机 放大镜
●
型号、数量、规格
符合订单、符合Part List要求
数量全数确认
每次
与供应商确认后向品质 资材担当 经营室汇报
资材主管
资材管理台帐
受入检查
●
* PCB检查 1.外观 2. 値數 单 品 长 单 品 宽 单 品 厚
按照对应的来料检查基准 进行 GB2828单次抽样Cri=0, Maj=0.40,Min=0.65或是 25.76±0.10 mm 全数检查 18.25±0.10 mm 0.13±0.03 mm
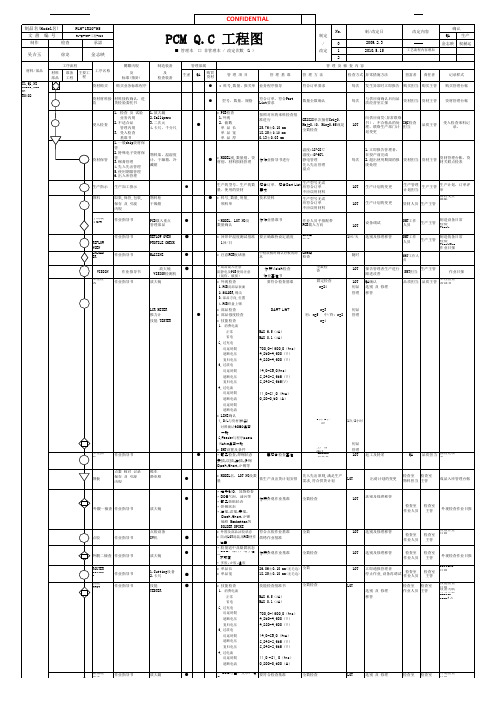
CONFIDENTIAL CONFIDENTIAL
制品名(Model名) 文 書
制作
PLH-1R20-H5
No. 制/改定日 2009.2.3 2010.5.15
工艺流程内容增加
确认 改定內容 QA 0 1 2 金志映 生产 权赫运 制定
编 号
检查 徐龙
PL-QP-09-工程-010
承認
Q. PCM Q.C 工程图
MAX 6.5(µA) MAX 0.1(µA) 700.0-1300.0(ms) 4.250-4.300(V) 4.220-4.300(V) 14.0-26.0(ms) 2.242-2.358(V) 2.242-2.358(V) 11.0 -21. 0(ms) 0.200-0.500(A)
QC工程图

1、订单购 2、制造通知单
绕圈绕制
具合格之物料及 合格之机器
1、流程卡 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书 4、拆解报表 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
□ □ ◇
一次焊锡
前工序完成品及 合格之焊锡条 前工序完成品及 合格之铁芯
作业指导书
操作员 IPQC 各线组长 操作员 IPQC
合脚包装 完成品交货
以上工序完成品 以上工序完成品 根据物品之需要 采取相应之检验方 法(加严、正常)
入库检验 FQC
1、LCR综合测试仪 2、DCR测试仪 3、HI-POT测试仪 FQC(抽检) 4、卡尺 5、合脚板 仓储管理员 OQC(抽检)
入库 出
1、凡立水浓度检测记 录表 2、烤箱温度记录表 3、产品拆解记录表
福特杯 秒表 电子温度计 烤箱 喷码机 锡炉 测温计 LCR测试仪 耐电压测试仪 合脚板
操作员 IPQC
印章/贴标签
前工序完成品
1、IPQC检验报表 作业指导书 2、喷码确认表 厂内生产专用图面 3、品质异常改善书 作业指导书 1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
成立条件 合格的供应商 依订单交货
△ ◇ △ ○ □
进料检验
材料承认书 进料检验规范 AQL抽样表 经IQC检验 合格之物料 制造通知单
IQC
入库 投料
仓管员 业务员 仓管员 绕线机 卡尺 DCR测试仪 针孔测量器 锡炉 测温计 DCR测试仪 LCR测试仪 DCR测试仪 耐电压测试仪 制造部组长 操作员 IPQC
组装铁芯
作业指导书 1、IPQC检验报表 厂内生产专用图面 2、品质异常改善书 1、仪器查核记录 作业指导书 2、IPQC检验报表 厂内生产专用图面 3、品质异常改善书
QC工程图(质量控制计划)
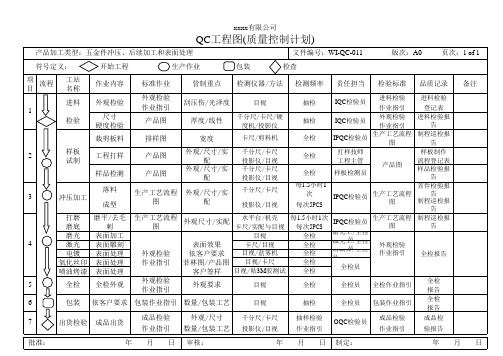
xxxx有限公司
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
QC工程图
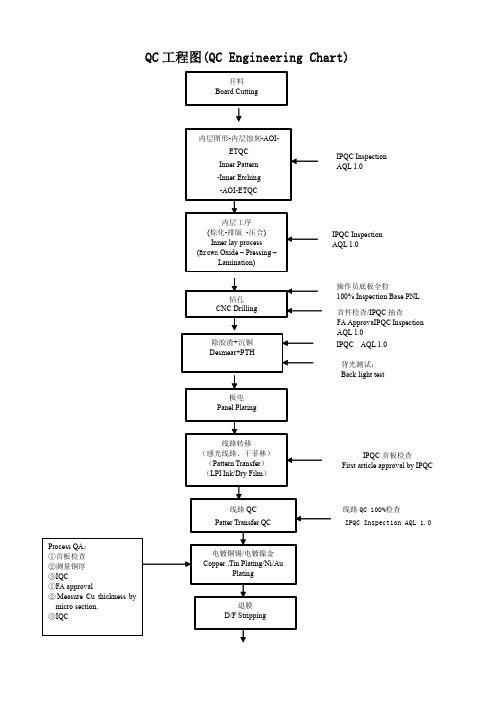
除胶渣+沉铜 Desmear+PTH
板电 Panel Plating
线路转移 (感光线路、干菲林) (Pattern Transfer) (LPI Ink/Dry Film)
IPQC 首板检查 First article approval by IPQC
线路 QC Patter Transfer QC Process QA: ①首板检查 ②测量铜厚 ③IQC ①FA approval ② Measure Cu thickness by micro section. ③IQC
蚀刻 QC
QC 100%全检 IPQC AQL 1.0
湿绿油 (印油 – 曝光 – 显影)
Solder Resist(Printing –Imaging – Developing)
IPQC 确认首板 First article approval by IPQC绿油 QC Solder Res Nhomakorabeast QC
线路 QC 100%检查 IPQC Inspection AQL 1.0
电镀铜锡/电镀镍金 Copper ,Tin Plating/Ni/Au Plating
退膜 D/F Stripping
蚀 刻 Etching
IPQC 检查首板 FA Approval By IPQC
退锡
Tin Stripping
QC 工程图(QC Engineering Chart)
开料 Board Cutting
内层图形-内层蚀刻-AOIETQC mw Gr Inner Pattern -Inner Etching -AOI-ETQC IPQC Inspection AQL 1.0
内层工序 (棕化-排版 -压合) Inner lay process (Brown Oxide – Pressing – Lamination)
QC工程图(word版)共25页文档

巡检:1次/h
IPQC
▼
│
│
│
投料
往料罐中投入原材料
各步投料重量
电子称
全检
作业员
《正极制浆工艺标准》TM-WIP-AT-021《负极制浆工艺标准》TM-WIP-AT-022
全检
IPQC
●
│
│
│
│
│
│
│
搅拌
设定好各步搅拌参数,在规定时间内加入各步溶剂
参数溶剂加入量搅拌时间
搅拌机操作面板电子称时钟
自检
作业员
文件编号
TM-WIP-QM/IPQC-002
作业流程
作业特性
管制对策
作业标准
管制表单
作业流程
工程符号
工程名称
作业描述
检验重点
管制方式
管制频率
管制者
●
│
│
│
│
│
│
│
│
│
│
│
│
│
│
│
│
│
涂布放卷
检查涂布生产出的极片尺寸是否能达到工艺要求
极片尺寸
钢尺
左:5大片/5min/机右:5大片/5min/机
作业员
《正极涂布放卷作业指导书》TM-WIP-AP-005《负极涂布放卷作业指导书》TM-WIP-AP-004《正极涂布工艺标准》TM-WIP-AT-002《负极涂布工艺标准》TM-WIP-AT-003《正极涂布不良看板》《负极涂布不良看板》
涂布机调试
调试涂布机并进行试涂布工作
刮刀气压涂布气压涂布速度复印速比
气压表/涂布机操作面板
自检
作业员
《正极涂布机调试作业指导书》TM-WIP-AP-005《负极涂布机调试作业指导书》TM-WIP-AP-004《正极涂布工艺标准》TM-WIP-AT-002《负极涂布工艺标准》TM-WIP-AT-003
IPQC
▼
│
│
│
投料
往料罐中投入原材料
各步投料重量
电子称
全检
作业员
《正极制浆工艺标准》TM-WIP-AT-021《负极制浆工艺标准》TM-WIP-AT-022
全检
IPQC
●
│
│
│
│
│
│
│
搅拌
设定好各步搅拌参数,在规定时间内加入各步溶剂
参数溶剂加入量搅拌时间
搅拌机操作面板电子称时钟
自检
作业员
文件编号
TM-WIP-QM/IPQC-002
作业流程
作业特性
管制对策
作业标准
管制表单
作业流程
工程符号
工程名称
作业描述
检验重点
管制方式
管制频率
管制者
●
│
│
│
│
│
│
│
│
│
│
│
│
│
│
│
│
│
涂布放卷
检查涂布生产出的极片尺寸是否能达到工艺要求
极片尺寸
钢尺
左:5大片/5min/机右:5大片/5min/机
作业员
《正极涂布放卷作业指导书》TM-WIP-AP-005《负极涂布放卷作业指导书》TM-WIP-AP-004《正极涂布工艺标准》TM-WIP-AT-002《负极涂布工艺标准》TM-WIP-AT-003《正极涂布不良看板》《负极涂布不良看板》
涂布机调试
调试涂布机并进行试涂布工作
刮刀气压涂布气压涂布速度复印速比
气压表/涂布机操作面板
自检
作业员
《正极涂布机调试作业指导书》TM-WIP-AP-005《负极涂布机调试作业指导书》TM-WIP-AP-004《正极涂布工艺标准》TM-WIP-AT-002《负极涂布工艺标准》TM-WIP-AT-003
QC工程图

绕线机 卡尺 DCR测试仪 针孔测量器
制造部组长 操作员 IPQC
□
一次焊锡
前工序完成品及 合格之焊锡条
作业指导书
1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
锡炉 测温计 DCR测试仪
操作员 IPQC
□
组装铁芯
前工序完成品及 合格之铁芯
作业指导书
1、IPQC检验报表
厂内生产专用图面 2、品质异常改善书
仓储管理员
OQC(抽检)
审核:
制表:
工作指导书 厂内生产专用图面
1、仪器查核记录 2、IPQC检验报表 3、品质异常改善书
LCR测试仪 耐电压测试仪
操作员 IPQC
操作员 IPQC
操作员 IPQC
操作员 IPQC
合脚包装 完成品交货
入库检验 FQC
入库 出货检验 出货
以上工序完成品
工作指导书
1、IPQC检验报表
厂内生产专用图面 2、品质异常改善书
卡尺 LCR测试仪 DCR测试仪 耐压测试仪 针孔测试器
IQC
△
入库
经IQC检验 合格之物料
1、收料单 2、库存卡
仓管员
○
投料
制造通知单
1、订单购 2、制造通知单
业务员 仓管员
□
绕圈绕制
具合格之物料及 合格之机器
作业指导书 厂内生产专用图面
1、流程卡 2、IPQC检验报表 3、品质异常改善书 4、拆解报表
符号表示: △:库存
品质管制流程图(QC工程图)
◇:检验 ○:作业程序过度点 □:操作
:流程方向
作业流程
工序名称
成立条件
作业依据
(完整版)QC工程图范本

员 1PC/每批 目视/3M胶纸 PQC
②外观 ③颜色
符合检验指引外观之要求 符合BOM文件之要求
√√ √ √ 1次/2H
目视 目视
PQC 作业
员
④附着力测试 符合附着力测试指引之要求
①首件
符合检验标准之要求
②外观
符合检验指引外观之要求
③结构
与样板一致
④颜色 ⑤尺寸
符合BOM文件之要求 与首件样板一致
⑥成品样板
⑦BOM文件
⑧生产工作单
①外观
符合成品检验基准书外观之要求
②游水功能 符合游水测试指引之要求
③尺寸
与工程样板相符合
④装配
符合装配检验之指引
⑤可靠性测试 符合可靠性测试之指引
⑥包装
符合包装检验指引要求
目视
鱼杆/水池
依《AQL抽 直尺/卡尺
样计划》抽
OQC 成品检验记录表
样
目视
拉力/落地测试
目视
√
1PC/每批 目视 PQC
PQC
①装眼睛作业指导书
②外观
符合检验指引外观之要求
√√
目视 作业
16
②IPQC检验指引 装眼睛 ③抽样计划
④BOM文件
镊子 介子刀 ③颜色
符合工程样板或BOM文件
√√ 1次/2H
目视
P员QC 生产日报表 作业 PQC巡检记录表
员
⑤工程样板
④装配
符合检验指引装配之要求
√√
Q-WI-0008
版次 A1
适用范围 ****
页次 4/5
The
shortest
way 设备
to
do
many
(完整版)注塑产品QC工程图

IPQC
表单编号:FM-B-011/A
核准:制订:日期:页次:1 of2
立
RIN WOOD PLASTIC PRODUCT ELECTRIC PARTS CO,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
相关设备/工具
测量仪器
相关记录
责任人
频 率
备机
换料或增加水口料
1.对作业员进行教育训练
2..落实作业规范
3.首检或巡回出现不合规格时,应通知注塑课主管停机
4..待确认OK后方可生产
2.设备/模具是否需再调整
作业员
3.成型条件确认
IPQC
IPQC
每2H/次
4.外观
包装作业
1.确认包装数量
依包装要求
刀片
目视
IPQC
每批
2.成型标示单
作业员
作业完成
(入库检验)
进料检验出现异常时, FAX检验报告通知供货商,根据异常性质决定发出品质异常处理单要求供货商提出改善及预放措施,并由IQC追踪改善效果.
2.材质
材质证明
3.颜色
样板/色板
5.耐温性
明火
6.防火性
7.外观﹕
目视
磁铁
a金属杂质
b颗粒大小是否均匀
c污染
开机作业
设备:
依检验规范
干燥机
注塑机
目视
注塑技术员
初件/换料
立文塑胶电子制品有限公司
RINWOOD PLASTIC ELECTRONIC PRODUCTS CO.,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
表单编号:FM-B-011/A
核准:制订:日期:页次:1 of2
立
RIN WOOD PLASTIC PRODUCT ELECTRIC PARTS CO,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
相关设备/工具
测量仪器
相关记录
责任人
频 率
备机
换料或增加水口料
1.对作业员进行教育训练
2..落实作业规范
3.首检或巡回出现不合规格时,应通知注塑课主管停机
4..待确认OK后方可生产
2.设备/模具是否需再调整
作业员
3.成型条件确认
IPQC
IPQC
每2H/次
4.外观
包装作业
1.确认包装数量
依包装要求
刀片
目视
IPQC
每批
2.成型标示单
作业员
作业完成
(入库检验)
进料检验出现异常时, FAX检验报告通知供货商,根据异常性质决定发出品质异常处理单要求供货商提出改善及预放措施,并由IQC追踪改善效果.
2.材质
材质证明
3.颜色
样板/色板
5.耐温性
明火
6.防火性
7.外观﹕
目视
磁铁
a金属杂质
b颗粒大小是否均匀
c污染
开机作业
设备:
依检验规范
干燥机
注塑机
目视
注塑技术员
初件/换料
立文塑胶电子制品有限公司
RINWOOD PLASTIC ELECTRONIC PRODUCTS CO.,LTD
注塑产品QC工程图
工序编号
工序名称
控制重点
判定基准
QC工程图(完整版)
防护和通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
QC工程图(范本)
目视检查
包裝,打包
出货检验 (OQ程名称 NO 工程名 进料验收 (IQC) 工程图 测量设备
1.电子数显卡尺 2.LCR表 3.万用表 5.其它
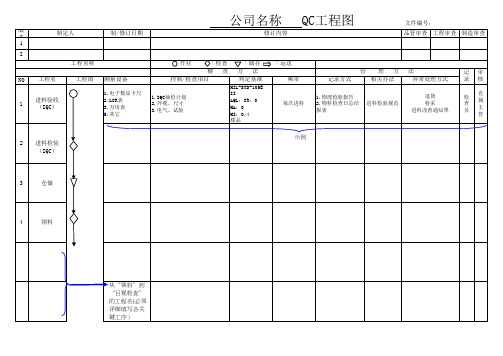
QC工程图
文件编号: 品管审查 工程审查 制造审查
制定人
制/修订日期
修订内容
:检查 檢 查 控制/检查項目
1.IQC抽检计划 2.外观、尺寸 3.电气、试验
:作业
:储存 方 法 判定基准
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序)
工程名称 NO 工程名 工程图 测量设备 键工序)
:检查 檢 查 控制/检查項目
:作业
:储存 方 法 判定基准
:运送 管 频率 记录方式 理 方 相关办法 法 异常处理方式 记 录 审 核
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序名)
MIL-STD-105E II AQL:CR:0 MA:0 MI:0.4 樣品
:运送 管 频率 记录方式
1.物理检验报告 2.物料检查日总结 报表
理 方 相关办法
法 异常处理方式
退貨 特采 进料改善通知單
记 录
检 查 员
审 核
直 属 主 管
1
每次进料
进料检验规范
2
进料检验 (IQC)
示例
3
仓储
4
领料
QC工程图

第 1 页,共 3 页
QC 工 程 图
步骤 工序名称 流程图 操作描述 关键控制要点 1.板材 2.化学药水 3.油墨 4.干膜 1.析材的材质、型号/规格、 板厚和铜厚 2.开料尺寸 3.烤板温度、时间 检验方式 检 验 标 准 检验工具 目视及相关 物料的检测 设备 参考文件
1
进料
检验原物料
抽查
热风整平 (喷锡板) 10 化金 (化金板)
1.上助焊剂 2.浸入熔融焊料 3.热风吹
1.浸锡时间、温度 1.首件检查 2.风刀离板面的距离、风刀的 2.生产部全检 温度、风刀的压力、角度 3.IPQC抽检
外协加工
/
供方全检 IQC抽检
第 3 页,共 3 页
QC 工 程 图
步骤 工序名称 流程图 操作描述 1.根据CAM编辑的网 络(磁盘、磁带)程 序铣板 2.按MI图纸尺寸要求 调节v-cut的尺寸 关键控制要点 检验方式 检 验 标 准 检验工具 备注 1.铣刀直径、使用寿命、转 速;移动速度 1.首件检查 2.V割刀片角度、v-cut深度、 2.IPQC抽检 上下刀口的对准度 卡尺 针规 依MI控制外型尺寸,V-CUT V-CUT残厚 残厚 测量仪 十倍镜 高压测试机 飞针测试机 目视 放大镜 IPC-A-600G IPC-6012B IPC-MT-650
生产
检验
存储
制定:
7
蚀刻
以化学方法将覆铜板 1.化验室分析pH值、铜含量、 1.首板检查 上没有抗蚀层的铜予 氯离子的浓度及药水的温度、 2.IPQC巡检 以除去,然后将抗蚀 压力 3.生产全检 层退掉
8
阻焊
1.印刷 2.预烤 3.曝光 4.显影
1.控制印刷时网版的目数;油 墨的型号、黏度 1.首件检查 2.预烤时的温度、时间 2.生产全检 3.曝光的能量 3.IPQC抽检 4.显影的速度;药水的浓度、 pH值、压力 1.控制印刷时网版的目数;油 1.首件检查 墨的型号、品牌、黏度;稀释 2.生产部全检 剂的比率 3.IPQC抽检 2.烤板的温度、时间
QC 工 程 图
步骤 工序名称 流程图 操作描述 关键控制要点 1.板材 2.化学药水 3.油墨 4.干膜 1.析材的材质、型号/规格、 板厚和铜厚 2.开料尺寸 3.烤板温度、时间 检验方式 检 验 标 准 检验工具 目视及相关 物料的检测 设备 参考文件
1
进料
检验原物料
抽查
热风整平 (喷锡板) 10 化金 (化金板)
1.上助焊剂 2.浸入熔融焊料 3.热风吹
1.浸锡时间、温度 1.首件检查 2.风刀离板面的距离、风刀的 2.生产部全检 温度、风刀的压力、角度 3.IPQC抽检
外协加工
/
供方全检 IQC抽检
第 3 页,共 3 页
QC 工 程 图
步骤 工序名称 流程图 操作描述 1.根据CAM编辑的网 络(磁盘、磁带)程 序铣板 2.按MI图纸尺寸要求 调节v-cut的尺寸 关键控制要点 检验方式 检 验 标 准 检验工具 备注 1.铣刀直径、使用寿命、转 速;移动速度 1.首件检查 2.V割刀片角度、v-cut深度、 2.IPQC抽检 上下刀口的对准度 卡尺 针规 依MI控制外型尺寸,V-CUT V-CUT残厚 残厚 测量仪 十倍镜 高压测试机 飞针测试机 目视 放大镜 IPC-A-600G IPC-6012B IPC-MT-650
生产
检验
存储
制定:
7
蚀刻
以化学方法将覆铜板 1.化验室分析pH值、铜含量、 1.首板检查 上没有抗蚀层的铜予 氯离子的浓度及药水的温度、 2.IPQC巡检 以除去,然后将抗蚀 压力 3.生产全检 层退掉
8
阻焊
1.印刷 2.预烤 3.曝光 4.显影
1.控制印刷时网版的目数;油 墨的型号、黏度 1.首件检查 2.预烤时的温度、时间 2.生产全检 3.曝光的能量 3.IPQC抽检 4.显影的速度;药水的浓度、 pH值、压力 1.控制印刷时网版的目数;油 1.首件检查 墨的型号、品牌、黏度;稀释 2.生产部全检 剂的比率 3.IPQC抽检 2.烤板的温度、时间
QC工程图
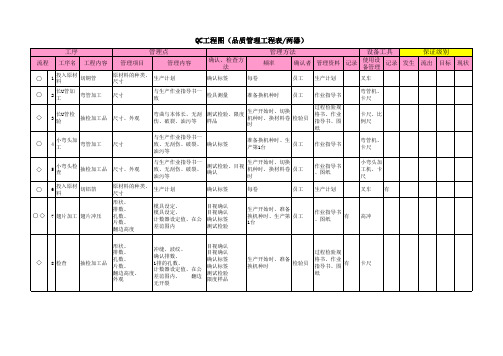
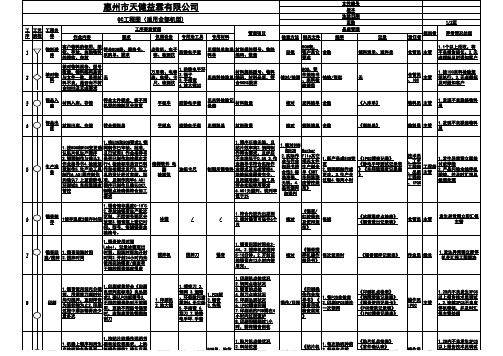
QC工程图(品质管理工程表/两器)
工序
流程 工序名
1 2
管理点
工程内容 管理项目 管理内容 确认、检查方 法
确认标签 每卷 原材料的种类、 生产计划 尺寸 尺寸
管理方法
频率 确认者 管理资料 记录
员工 员工 生产计划 作业指导书 过程检验规 格书、作业 指导书、图 纸 作业指导书
设备工具
使用设 记录 发生 备管理
作业指导书
生产开始时、准 备换机种时、生 产第1台
员工
作业指导书 有
胀管机
◇ 11 检验
参考图纸、 测试检验、 测试检验、 测试检验、 限度样品、 测试检验、 目視検査、 限度样品、 测试检验、 目視 密度计、 仪表检测、 仪表检测、 仪表检测、 目视 仪表检测、 仪表检测 仪表检测
换机种时、 换胀头时、 生产开始时、 换机种时
员工
作业指导书 、图纸 生产计划
6
原材料的种类、 生产计划 尺寸 形状、 排数、 孔数、 片数、 翻边高度 模具设定、 模具设定、 计数器设定值、在公 差范围内 冲缝、波纹、 确认排数、 1排的孔数、 计数器设定值、在公 差范围内、 翻边 无开裂
员工
○◇ 7 翅片加工 翅片冲压
生产开始时、准 备换机种时、生 产第1台
○ 10 胀管
胀头、 底座、 翅片与长U管 2次3次胀管工装 的紧密性加 、 工 边板间的尺寸、 边板规格 长U管、 胀头 边板间距、 翅片节距、 铜管喇叭形状、 抽检加工品 2次3次胀管尺寸 、 翅片翻片部状态 长U管部外观、 翅片部弯曲、 叠加高度 清洗液体、 清洗液温度、 干燥炉温度、 流水线速度、 洗净后状态
N2充气时间、 N2压力、 丙烷压力、 N2(助焊剂)压 力、 N2(消化)压力 、 焊接状态
工序
流程 工序名
1 2
管理点
工程内容 管理项目 管理内容 确认、检查方 法
确认标签 每卷 原材料的种类、 生产计划 尺寸 尺寸
管理方法
频率 确认者 管理资料 记录
员工 员工 生产计划 作业指导书 过程检验规 格书、作业 指导书、图 纸 作业指导书
设备工具
使用设 记录 发生 备管理
作业指导书
生产开始时、准 备换机种时、生 产第1台
员工
作业指导书 有
胀管机
◇ 11 检验
参考图纸、 测试检验、 测试检验、 测试检验、 限度样品、 测试检验、 目視検査、 限度样品、 测试检验、 目視 密度计、 仪表检测、 仪表检测、 仪表检测、 目视 仪表检测、 仪表检测 仪表检测
换机种时、 换胀头时、 生产开始时、 换机种时
员工
作业指导书 、图纸 生产计划
6
原材料的种类、 生产计划 尺寸 形状、 排数、 孔数、 片数、 翻边高度 模具设定、 模具设定、 计数器设定值、在公 差范围内 冲缝、波纹、 确认排数、 1排的孔数、 计数器设定值、在公 差范围内、 翻边 无开裂
员工
○◇ 7 翅片加工 翅片冲压
生产开始时、准 备换机种时、生 产第1台
○ 10 胀管
胀头、 底座、 翅片与长U管 2次3次胀管工装 的紧密性加 、 工 边板间的尺寸、 边板规格 长U管、 胀头 边板间距、 翅片节距、 铜管喇叭形状、 抽检加工品 2次3次胀管尺寸 、 翅片翻片部状态 长U管部外观、 翅片部弯曲、 叠加高度 清洗液体、 清洗液温度、 干燥炉温度、 流水线速度、 洗净后状态
N2充气时间、 N2压力、 丙烷压力、 N2(助焊剂)压 力、 N2(消化)压力 、 焊接状态
QC工程图(范本)

纠正与预防控 制程序
作业员 仓管
1.不合格品控 制程序
OQC 2.纠正与预防 控制程序
工程图纸
颜色
首件检查记录
测厚规/菲林
外观/内容/颜色/尺寸 成品检验记录
A7
◇
FQC成品检 验
成品
尺/色卡/条码 工程图纸 检测/游标卡尺
单号/品名/数量/套位 溢胶/字体/线条/毛边 品质异常联络书
AVT检测机
贴合
A8
□
包装
成品 无
产品防护作业办法
产品数量
产品标签
A9
▽
入库
成品
产品防护作业办法 数量/标识/日期/摆放 出入库单 位置/品名/料号
脂版、锌版
设备操作规范
品质/跳距
、网版 网版印刷机
机器保养记录
测厚规/菲林 产品SOP
首件检查/外观/内容 制程巡检记录
A5
○ 自主检查/ 半成品 尺/色卡/条码 工程图纸
单号/品名/数量/日期 首件检查记录
IPQC巡检
检测
样品
颜色/尺寸规格
品质异常联络书
A6
○
模切
半成品 模切机
机台操作规程 尺寸/内容/数量/外观 制程巡检记录
单号/品名/数量/日期 工作传票 颜色/包装规格
按,工程图纸 标准样品
品名/料号/颜色/数量 工作传票 规格/包装
输出机、制版机 按, 印前制版作业
、晒版机
标准
尺寸/内容/排版
业务订单
版本/A
编号:CG/WI-JS-001 版次/A1
抽样频率 每批 每单 每批 每批
异常处理 管制方法
自主检查
按, 进料检验 标准
作业员 仓管
1.不合格品控 制程序
OQC 2.纠正与预防 控制程序
工程图纸
颜色
首件检查记录
测厚规/菲林
外观/内容/颜色/尺寸 成品检验记录
A7
◇
FQC成品检 验
成品
尺/色卡/条码 工程图纸 检测/游标卡尺
单号/品名/数量/套位 溢胶/字体/线条/毛边 品质异常联络书
AVT检测机
贴合
A8
□
包装
成品 无
产品防护作业办法
产品数量
产品标签
A9
▽
入库
成品
产品防护作业办法 数量/标识/日期/摆放 出入库单 位置/品名/料号
脂版、锌版
设备操作规范
品质/跳距
、网版 网版印刷机
机器保养记录
测厚规/菲林 产品SOP
首件检查/外观/内容 制程巡检记录
A5
○ 自主检查/ 半成品 尺/色卡/条码 工程图纸
单号/品名/数量/日期 首件检查记录
IPQC巡检
检测
样品
颜色/尺寸规格
品质异常联络书
A6
○
模切
半成品 模切机
机台操作规程 尺寸/内容/数量/外观 制程巡检记录
单号/品名/数量/日期 工作传票 颜色/包装规格
按,工程图纸 标准样品
品名/料号/颜色/数量 工作传票 规格/包装
输出机、制版机 按, 印前制版作业
、晒版机
标准
尺寸/内容/排版
业务订单
版本/A
编号:CG/WI-JS-001 版次/A1
抽样频率 每批 每单 每批 每批
异常处理 管制方法
自主检查
按, 进料检验 标准
QC工程图
程
流
程 设 备 管理项目 槽宽 槽径 客户要求 2-0.9906
+0.076 -0 +0.0254 -0.0508
品
质
管
理
特
性 频度 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 参照抽 样方案 OQC 碳氢、气吹 IPQC IPQC 担 当 记 录 管 理 项 目
-0 -0.0076
2.5次元 2.5次元 2.5次元 2.5次元 2.5次元 2.5次元 千分尺
7
出货检查 — — — — —OLeabharlann C—《出货检查规格书》
东莞清田精密齿轮有限公司
表格编号:QP-11-09A
页码:3/3
工 工 序
程
流
程 设 — — — — 备 管理项目 外径3 同心度 槽宽 槽径 长度4 同心度 外径4 粗糙度 外观 数量、外装 客户要求 φ 10.0787
制
造 基准 — — — —
条
件 关连标准 管理方法 频度 记录 — — — — — — — — — — — — — — — —
工 程 名
管理水平
检查方法
SGS报告,材质证明 比对,目视
客户图纸要求 — — 参照社内加工图 参照社内加工图 参照社内加工图 参照社内加工图 参照社内加工图 参照社内加工图 参照社内加工图 参照社内加工图 参照社内加工图 参照社内加工图 参照社内加工图 参照社内加工图
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
操作员 IPQC
主管
。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
1.按检查指令和BOM要求
1.防静电手环
1.1个以上拒收,将不 良报告班长。2.无卤 超标及时通知客户
仓管员 、IQC
主管
1.按IOC来料检验规范 执行。2.无卤超标及 时通知客户
物料员 主管
1.发现不良联络物料 员
4
部品出库 材料出库,存储 符合领料单
平板车 防静电手套 见领料单 材料数量
核对 领料清单 全数
《领料单》
物料员 主管
1.发现不良联络物料 员
惠州市天健益霖有限公司
文件编号 版本
QC工程图(适用全部机型)
生效日期 页数
工 序
工艺 流程
工程名称
作业内容
工序要素管理
要求
仪器设备
专用治工具
专用材料
管理项目
检查方法 相关文件
品质管理 频率
记录
1
客户物料的领用,接 物料进库 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
点数机、电子 称、检测仪
时内过回流炉
》
8.印刷间隔超过1小
《印刷机点检表》 《钢网清洗记录表》 《锡膏使用记录卡》 《PCB清洗记录表》 《IPQC稽查记录表》
操作员 IPQC
主管
1.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
时,需将锡膏回收
9
贴装
1.按贴片机操作说明书 1.机器上程序和所生 要和站位表要求,上换 产的机种名称是否一 料操作规范2.确认元器 致2.物料应符合客户 件规格、型号与站位表
9
贴装
产的机种名称是否一 料操作规范2.确认元器
致2.物料应符合客户 件规格、型号与站位表
要求
一致 2.上线前确认每盘
元件的极性
贴片机
飞达、上料车
BOM单、站位 表
3.元件贴装位置 4.元件核对 5.抛料控制
操作/核对 操作指导 书》
2.每班生产前 3.每次上料、换 料时
《换料/上料记录表》 《抛料记录表》 《生产日报表》
每班
范》
《冰箱温度点检表》 锡膏进出记录表》
《 仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在2-4H 。2.搅拌机应搅拌5-10 分钟。2.开封后的锡膏 在12小时内使用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
《车间温湿度记录表》 、品质
工程师
、IPQC
1.发生异常需立即检
工程师 主管
讨或停线 2.产品污染全线停机 稽核,并及时汇报总
经理处理
求6.AOI无漏判、误判 是否漏判 范》
率低于2%
和误判
1.锡膏储存温度0-10℃
2.存放按锡膏生产批次
6
锡膏储存
1储存温度2储存时间
区别,不同型号要区分 放置3.锡膏瓶上登记时
见来料检验单
材料规格型号、物料编 码,材料品质,符合 ROHS要求
核对/检测
BOM、零 件规格书 、来料检 验规范
抽检/每批
无
3
部品入库 材料入库,存储
符合文件要求,将不同 机型的物料区分放置
平板车
防静电手套
见来料检验记 录表
材料数量
核对 发料结单 全数
《入库单》
1/2页
担当者 责任者
异常情况处理
仓管员 主管
1.搅拌刀 2.
钢网 3.酒精 、环保除污喷 雾剂4.无尘纸 5.手指套 6.
1.PCB板 2.锡膏 3.色笔
刮刀 7.防静
电手环.手套
2.钢网点检状况
3.锡膏的点检
《印刷操
4.刮刀点检状况
作作业指
5.印刷品质状况 6.IPQC稽查印刷
操作/目视
导书》《 锡膏目视
7.印刷后的PCB需在4小
检查规范
1.每PCS全检查 2.印刷5PCS清洗 一次钢网
5
1.按ECN和BOM要求2.钢
1.按BOM和ECN变更确 网制作已审核、批准,
认贴片机生产程序 且已试用3.作业指导书
2.钢网制作与确认3. 是否已制作和按规定发
作业指导书4.检验规 行4.检验标准是否已制 编程软件 电
生产准备 范制作5.生产冶工具 作和按规定发行5.治工
脑
油标卡尺
制作6.AOI程序制作 具的设计经过审核、批
贴片机
飞达、上料车
BOM单、站位 表
1.贴片机点检状况 2.料站位置 3.元件贴装位置 4.元件核对
《贴片机 操作/核对 操作指导
书》
1.每次换机种前 2.每班生产前 3.每次上料、换
《贴片机点检表》 《首件确认表》 《换料/上料记录表》 《抛料记录表》
操作员 IPQC
主管
1.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇
冰箱
/
间、型号,每罐锡膏单
独编号。
1.锡膏使用时间Label,
记录冰箱取出时间、回
7
锡膏回温 1.锡膏回温时间 /搅拌 2.搅拌时间
温时间和开封时间2.开 封24小时内未使用完的
搅拌机
搅拌刀
锡膏/表面有干结的焊膏
都应报废
/
1.符合先进先出原则 2.密封锡膏可保存6个 月
核对
《锡膏/
红胶保存 及使用规
防静电手套
见领料单和送 材料规格型号、物料编
料单
码、数量
目视
BOM表, 客户其它 全数 要求
领料清单、送料单
核对物料规格、型号
数量,物料编码是否
2
核对物料 与文件一致,是否材 无
料不良,是否有不符
合ROHS及无卤要求
万用表、电容 表、电桥、卡 尺、检测仪
1.防静电手环 2.镊子 3.手指套 4.放大镜5X
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.印刷质量符合《印刷 良否判定标准》良品要 求2.确认PCB板型号3.不 同的锡膏绝对不能混 用,更换不同型号锡膏 时,应彻底清洗钢网和 刮刀
1.印刷机 2.放大镜
盖完全,且把握准确5.
治工具符合实际使用要
2.实际作 业与作业 指导书符 合性3.标 准准确, 无误。4.
File其它 相关文件 生产制令 单《SMT 车间温湿 度管控规
1.新产品成ECN变 更 2.钢网新制作或 更改。3.生产全 过程4.每两小时
技术员
《IPQC稽查记录》
、工艺
《静电手环测试记录表》 工程师
检测仪
和确认7.上班前静电 准,且制作完毕6.AOI程
环测试8.车间温湿度 序已制作且确认OK7.制
管核对BOM
片效率高2.钢网制作符 和ECN Gerbor
合要求,且炉后不良率
低于0.5% 3.作业指导
制程所需物料
书符合实际作业要求及 无卤管控4.检验标准覆