钢铁行业流程图
炼钢生产过程以及流程图详解(全)
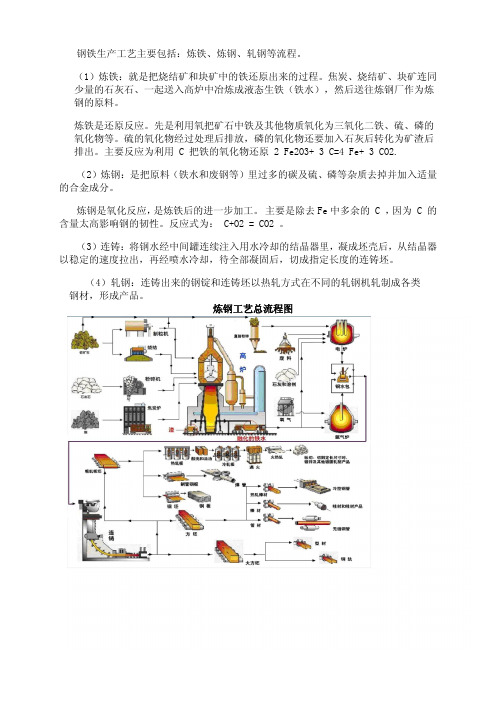
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
钢铁生产工艺流程图

钢铁生产工艺流程炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:台湾中钢公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
资源来源:台湾中钢公司网站。
热轧生产流程。
热轧生产流程。
资源来源:台湾中钢公司网站。
热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
资源来源:台湾中钢公司网站。
热轧生产流程>一号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL 或H.R BAND〔HR BAND 未调质轧延〕。
钢铁厂生产工艺流程介绍PPT钢铁生产流程

(2)浇铸周期
准备时间
连铸机的浇铸时间及必要的
T= t1+n×t2 其中:T-浇铸周期
t1-准备时间 t2-单炉浇铸时间
n-平均连浇炉数
(3)连铸机的小时产量 P=B×D×Vg×r×60×N 其中: P:连铸机的小时产量 B×D:铸坯断面面积 Vg:拉速 r: 铸坯比重 N:连铸机的流数
(4)连铸机的日产量 A=(1440/ T)×n×G×η 其中: A:连铸机的日产量 T:连铸机的浇铸周期 n:连浇炉数 G:转炉平均出钢量 η:金属收得率
铁水预处理与 钢水炉外精炼处理工艺
连铸工艺与设备
1 现代炼钢技术的发展(连铸技术的作用) (1) 1947年-1974年: 技术特点:转炉、高炉的大型化;以模铸-初 轧为核心,生产外延扩大。 (2) 1974年-1989年: 技术特点:全连铸工艺,以连铸机为核心。 (3) 1989年-现在:
技术特点:连铸-连轧工艺,以薄板 坯,连铸-连轧为代表,钢厂向紧凑化发展。
(5)椭圆型连铸机 (超低头连铸机)
- 机身高度低,厂房高度降低; - 多次变形,每次变形量不大,铸坯质量好; - 钢液静压小,坯壳鼓肚量小,质量好。 ·结晶器内夹杂物不能上浮分离,且内弧集聚; ·多半径,连铸机的对弧、安装、调整困难,设备较复杂。
2.1.3 连铸机机型选择的原则
- 满足钢种和断面规格的要求; - 满足铸坯的质量要求; - 节约建设投资。
紧凑式连续化的专业生产线
连续铸钢的技术特点
· 高效凝固 · 优化成型 · 化学冶金 · 物理冶金 · 节能
凝固理论
连续铸钢的工艺特点
(1)提高综合成材率:模铸从钢水到成坯的收 得 率大约84~88%,连铸为95~96%;
钢铁的工艺流程图
钢铁的工艺流程图钢铁是一种重要的金属材料,广泛应用于建筑、制造业、汽车制造和航空航天等领域。
其生产过程经历了多个主要阶段,包括原料准备、炼钢、炼铁和成品加工等步骤。
首先,原料准备是钢铁生产的第一步。
主要原料包括铁矿石、焦炭和石灰石。
铁矿石是从矿山中开采出来的,经过破碎、磨粉和富集等处理后得到。
焦炭是从煤炭中加热分解得到的固体碳质燃料,用于炼铁过程中提供热能和还原剂。
石灰石是用于炼铁和炼钢过程中的脱硫剂。
接下来是炼钢过程。
炼钢是将生铁中的杂质去除,从而得到纯净的钢材。
炼钢的主要方法有平炉法、转炉法和电弧炉法等。
其中,平炉法是较为传统的方法,通过将生铁和废钢料加热融化,并加入适量的石灰石和氧化剂进行氧化、脱硫和除渣的过程。
转炉法则是将生铁和废钢料加入转炉中进行高温冶炼,通过废气中的氧气进行氧化反应,去除杂质。
电弧炉法是通过电焊机产生电弧,在高温下将废钢料和生铁融化,再进行炉渣调整,并用适量的合金配料调整成分。
随后是炼铁过程。
炼铁是将铁矿石还原成生铁的过程。
炼铁的主要方法有高炉法和直接还原法等。
高炉法是将铁矿石、焦炭和石灰石分层加入高炉中,通过高温和还原气体的作用使铁矿石被还原成生铁。
直接还原法则是将铁矿石和焦炭直接还原为生铁,通常采用的装置是直接还原炉或直接还原球团机。
最后是成品加工。
经过炼钢或炼铁后,得到的钢材还需要进行加工和成型,使其符合特定的要求。
成品加工包括轧制、结构件制造、焊接和涂装等步骤。
轧制是通过将钢坯加热至一定温度后,在轧机中连续轧制和变形,得到所需形状和规格的钢材。
结构件制造是将钢材进一步加工成各种形状的结构部件,通常包括切割、冲孔、弯曲和组装等工艺。
焊接是将多个钢材部件通过加热和加压的方法连接在一起。
涂装是在钢材表面施加防腐涂料或涂漆,以保护钢材免受腐蚀和氧化。
总之,钢铁的工艺流程包括原料准备、炼钢、炼铁和成品加工等环节。
这些步骤的顺序和方法可能有所不同,取决于不同的生产工艺和要求。
钢铁行业工艺流程简介 PPT
3 检测:热电偶
4 压力、差压检测:差压变送器;温度检测:热电偶;含尘量检测:粉尘计。
5 振动检测:振动计;轴位移检测:位移检测计。
6 废气环保检测(粉尘、二氧化碳、硫化物、氮化物等):粉尘计、红外分析仪、磁氧分析仪等。
原料槽
2
9
工业水
运输皮带 运输皮带
1
料位检测:采用超声波、雷达、电容 、音叉或称重式。
7
2
6 料位检测:采用超声波、雷达、电容
、重锤或称重式。
黏结剂槽
3
料位检测:采用超声波、雷达、电容 、音叉或称重式。
4
料位检测:采用超声波、雷达、电容 、音叉或称重式。
8 蒸汽
5
料位检测:采用超声波、雷达、电容 、音叉或称重式。
钢铁行业工艺流程简介
钢铁行业工艺流程框图
配煤 成形煤
炼焦 (焦炉)
化工 苯、萘……
用户
原 料
烧结
炼铁 (高炉)
焙烧
炼钢 (转炉或电炉)
煤气柜
BFG CLODG LDG
直接还原或 熔融还原
矿 煤
氧气
废 钢
连铸
制氧机
氧气
氮气
轧钢
氩气
热轧 冷轧 :板材、线材、型钢、管钢……
用户
成形煤工艺流程框图
1
回粉槽
2 称量料斗
无料钟
3 旋转布料器
炉顶上部
高炉本体工艺配置
原料
1
高
炉
本
体
炉渣
铁水
煤气
冷却水
2
热风
鱼雷罐车
各行业工艺流程示意图

目录印刷行业工艺流程 1 丝网印刷工艺流程 3 热处理行业工业流程 4 熔炼行业工艺流程图 5 蓄电池行业工艺流程 6 有色铸造行业工艺流程 7 铝制品行业工艺流程 8 玩具行业工艺流程 8 铸钢铸造行业工艺流程 9 铜铸件工艺流程10 家具行业(沙发)工艺流程 11 服装行业工艺流程 12 涂装行业工艺流程13电镀行业工艺流程建材行业工艺流程(一) 建材行业工艺流程(二) 建材行业工艺流程(三) 建材行业工艺流程(四) 化工行业部份产品工艺流程 纺织行业工艺流程 玻璃行业工艺流程 汽车修理工艺流程 皮具厂工艺流程 艺术品工艺流程 发电厂工艺流程 造纸厂工艺流程 硫酸制造工艺流程 烧碱制造工艺流程 其它行业生产工艺流程印刷行业工艺流程1 of 31塑料印刷苯系物噪声2 of 31丝网印刷工艺流程丝网印刷3 of 31热处理行业工业流程4 of 315 of 31熔炼行业工艺流程图铝铅尘、铅烟、噪声、高温铅铜注:如熔炼炉为池炉,则会有煤尘和一氧化碳等有害物产生。
以上为钳锅生产工艺。
蓄电池行业工艺流程注:规模小的单位,只有买进阴阳极板后进行最后一条流水线。
6 of 31有色铸造行业工艺流程7 of 31铝制品行业工艺流程玩具行业工艺流程长毛绒玩具8 of 31铸钢铸造行业工艺流程9 of 31铜铸件工艺流程10 of 31家具行业(沙发)工艺流程11 of 31服装行业工艺流程注:一般情况新的工业缝纫机的噪声不会超标12 of 31涂装行业工艺流程油漆类13 of 31油墨类甲苯、二甲苯乙酸乙酯、噪声甲苯、二甲苯、乙酸乙酯水性涂料噪声、粉尘注:涂料中的稀释剂据油漆的要求不同需不同。
14 of 31电镀行业工艺流程氢氧化钠硫酸盐酸15 of 31建材行业工艺流程(一)瓷砖:16 of 31建材行业工艺流程(二)玻璃钢类:塑钢门窗类:噪声17 of 31建材粉:RS色艺石(人造大理石):18 of 31建材行业工艺流程(三)大理石:多层夹板:19 of 31建材行业工艺流程(四)水泥砖、瓦20 of 31化工行业部份产品工艺流程氯化锰乙酸锰硝酸锌21 of 31纺织行业工艺流程纺织22 of 31玻璃行业工艺流程制瓶23 of 31显象管玻壳24 of 31汽车修理工艺流程皮具厂工艺流程粉尘甲苯、二甲苯、乙酸丁酯25 of 31艺术品工艺流程礼盒水晶艺品26 of 31发电厂工艺流程火力发电:2燃气发电:27 of 31造纸厂工艺流程硫酸制造工艺流程2323328 of 31烧碱制造工艺流程2 3 2 2 3其它行业生产工艺流程绝缘胶带不粘胶注:稀释剂品种较多,据实际情况而定。
钢铁生产流程PPT演示课件
200×200 55×55 φ 100
250×250~ 450×450 240×280~ 400×560
90×90~ 150×150
φ 200~φ 300
异性坯
工字型 460×460×120
中空坯 φ 450/6100
椭圆型 120×140
35
(3)按钢液压头分类
表2-2各种机型按钢水静压头分类特征
高炉一代寿命——炉龄 (10~15年,现要求20年以上)
11
2.高炉上料系统
上料系统——炉料料仓 筛分
称量
料罐 皮带机 ( 斜桥料车)
12
3.装料系统
装料系统: 受料斗 布料装置
探尺 均压、 放散阀
钟式炉顶
无料钟炉顶
13
4.送风系统
高炉鼓风机、热风炉、热风总管、热风支管、风口设备 国内热风炉有三种形式:内燃式、外燃式、顶燃式
26
铁水预处理与 钢水炉外精炼处理工艺
27
连铸工艺与设备
1 现代炼钢技术的发展(连铸技术的作用) (1) 1947年-1974年: 技术特点:转炉、高炉的大型化;以模铸-初 轧为核心,生产外延扩大。 (2) 1974年-1989年: 技术特点:全连铸工艺,以连铸机为核心。 (3) 1989年-现在:
技术特点:连铸-连轧工艺,以薄板 坯,连铸-连轧为代表,钢厂向紧凑化发展。
28
连续铸钢的技术特点
· 高效凝固 · 优化成型 · 化学冶金 · 物理冶金 · 节能
29
凝固理论
30
31
连续铸钢的工艺特点 (1)提高综合成材率:模铸从钢水到成坯的收 得 率大约84~88%,连铸为95~96%; (2)降低能耗:连铸节能主要是省去了开坯工序, 以及提高成材率。生产一吨钢坯比模铸可以节能 627~1046kJ,相当于21.4~35.7kg标准煤。加上综 合成材率的提高, 可以节能约130kg标准煤; (3)连铸产品的均一性好,质量好; (4)易于实现机械化和自动化。
钢铁冶金行业生产过程流程图
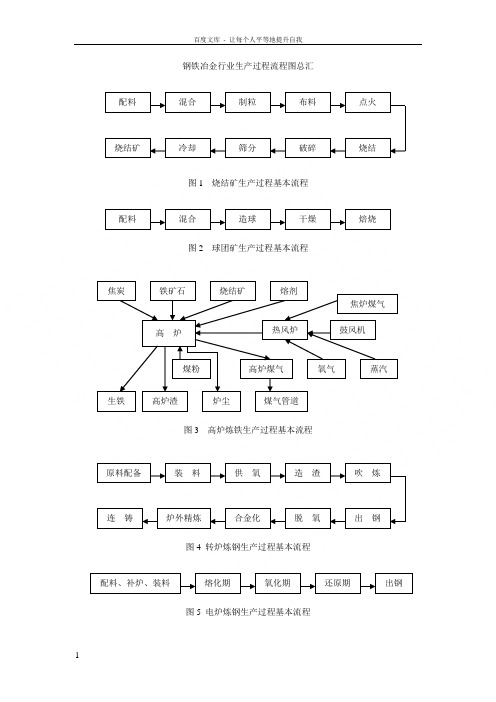
钢铁冶金行业生产过程流程图总汇图1 烧结矿生产过程基本流程图2 球团矿生产过程基本流程图3 高炉炼铁生产过程基本流程图4 转炉炼钢生产过程基本流程图5 电炉炼钢生产过程基本流程配料 混合 制粒 布料 点火烧结破碎 筛分 冷却 烧结矿 配料 混合 造球 干燥 焙烧高 炉焦炭 铁矿石 烧结矿 熔剂热风炉 鼓风机焦炉煤气煤粉 高炉煤气 氧气 蒸汽生铁 高炉渣 炉尘 煤气管道原料配备 炉外精炼 装 料 供 氧 造 渣 合金化 脱 氧 出 钢吹 炼连 铸 配料、补炉、装料 熔化期 氧化期 还原期 出钢图6 型钢生产过程基本流程图7 线材生产过程基本流程图8 中厚板生产过程基本流程图9 热轧宽带钢生产过程基本流程坯料检查和堆存 加热 轧制 热锯冷却矫直 精整 包装 交付 钢坯 加热 轧制 冷却 集卷表面清理称重 打捆入库/交付 钢坯 加热 轧制 冷却 探伤表面清理 热矫热处理交付配料准备 加热 除鳞 粗轧 切头除鳞精轧 冷却 卷取 精整 交付图10 冷轧宽带钢生产过程基本流程图11 热镀锌钢板生产过程基本流程图12 热轧钢管生产过程基本流程图13 冷轧(拔)钢管生产过程基本流程坯料准备酸洗冷轧退火精整交付生产准备 前处理 热镀锌 后处理出口活套分卷剪 涂油 卷取 配料准备 冷定心剪断 热定心 加热 穿孔定径轧管均整再加热减径冷却矫直 切管 检查 水压试验 包装交付管坯准备 打头酸洗/修磨 热处理 酸洗润滑处理冷轧/冷拔 热处理 矫直 切断切头 修磨 检查 涂油 包装交付图14 不锈钢无缝钢管生产过程基本流程图15 钢丝生产过程基本流程图16 钢丝绳生产过程基本流程图17 冷轧晶粒无取向硅钢带(片)生产过程基本流程冷轧冷拔热处理酸洗精整检验包装交付冶炼AOD精炼开坯热穿孔盘条酸洗磷化拉丝热处理酸洗磷化热镀拉丝检验包装入库制绳钢丝打轴捻股合绳检验包装入库铁水预脱硫顶底复吹转炉真空处理和炉外精炼连铸热轧连续加热酸洗一次冷轧中间退火二次冷轧成品退火绝缘涂层剪切包装入库发货图18 冷轧晶粒取向磁性钢带(片)生产过程基本流程图19 炭素制品生产工艺流程铁水预处理顶底复吹转炉真空处理和炉外精炼连铸热轧常化 连续加热酸洗 一次冷轧 中间退火 二次冷轧 脱碳退火 MgO 涂层 剪切包装 入库发货 高温退火 热平整退火绝缘涂层原料准备煅烧中碎磨粉配料 混捏 黏结剂熔化黏结剂成型 糊类浸渍 焙烧 炭块类石墨化机加工石墨制品图20 耐火材料生产流程图21 炉外法铁合金生产流程图22 电炉法铁合金生产流程图23 高炉法铁合金生产流程破碎 筛分 磨粉 配料 混练 成型干燥烧成成品矿料 冲洗 焦炭 配料 钢屑混料 点火冶炼铁合金炉渣原料 还原剂 配料 钢屑混料 冶炼铁合金炉渣原料 还原剂 配料 钢屑入炉 冶炼铁合金炉渣原料配料钢屑入炉冶炼微碳铬铁含氮合金图24 真空电阻法铁合金生产流程。
钢铁工业生产工艺流程图(可修改版)

生产用水
新水泵站
格栅 调节池 调节池
回用水
斜板沉淀池
排入大气 脱硫 静电除尘 废气 混料 制粒 烧结
配料
铁精粉、煤粉、焦
焦炭
石灰石
煤粉
喷煤 热风
配料
风机
石灰
回转窑焙
石灰 合金 VD炉、精炼炉 圆坯外 圆坯连铸 钢水
钢铁工业生产工艺流程图
排入大气 静电除尘 废气 烧结矿 球团矿 筛分粉 铁口粉 喷煤 高炉 热风 TRT 竖炉焙烧 造球 润磨 反 洗
静电除尘
脱硫
焦炭
炼铁配料
布袋除尘
布袋除尘
排入 排入 大气 大气
烘干
配料 布袋除尘 铁粉 膨润土
生产用水
重力除尘
铁水
氧气 汽轮机组 高炉煤气 发电及其 他用户 一次干法除尘 布袋除尘 排入大 轧机组轧 棒材外销回用水合金 炉源自精炼炉炼钢转炉转炉煤气
一次烟 二次粉
钢水
方坯连铸
加热炉
柳河水
机械搅拌澄
V型滤池 反 洗 蓄水池 反 洗 污 水
炼钢工艺流程图
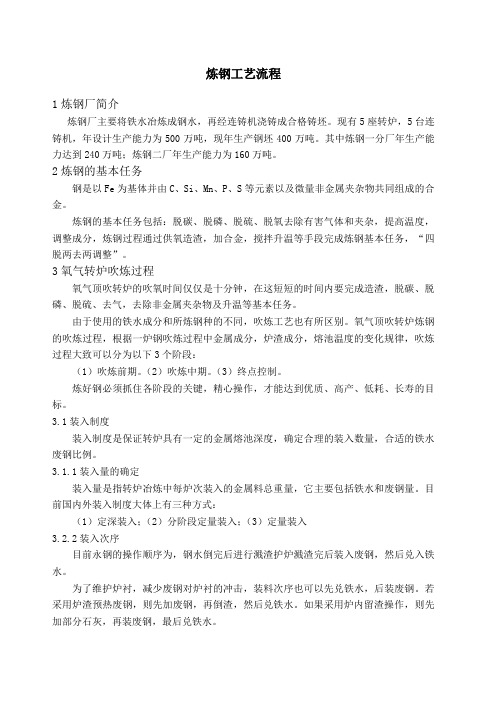
炼钢工艺流程1炼钢厂简介炼钢厂主要将铁水冶炼成钢水,再经连铸机浇铸成合格铸坯。
现有5座转炉,5台连铸机,年设计生产能力为500万吨,现年生产钢坯400万吨。
其中炼钢一分厂年生产能力达到240万吨;炼钢二厂年生产能力为160万吨。
2炼钢的基本任务钢是以Fe为基体并由C、Si、Mn、P、S等元素以及微量非金属夹杂物共同组成的合金。
炼钢的基本任务包括:脱碳、脱磷、脱硫、脱氧去除有害气体和夹杂,提高温度,调整成分,炼钢过程通过供氧造渣,加合金,搅拌升温等手段完成炼钢基本任务,“四脱两去两调整”。
3氧气转炉吹炼过程氧气顶吹转炉的吹氧时间仅仅是十分钟,在这短短的时间内要完成造渣,脱碳、脱磷、脱硫、去气,去除非金属夹杂物及升温等基本任务。
由于使用的铁水成分和所炼钢种的不同,吹炼工艺也有所区别。
氧气顶吹转炉炼钢的吹炼过程,根据一炉钢吹炼过程中金属成分,炉渣成分,熔池温度的变化规律,吹炼过程大致可以分为以下3个阶段:(1)吹炼前期。
(2)吹炼中期。
(3)终点控制。
炼好钢必须抓住各阶段的关键,精心操作,才能达到优质、高产、低耗、长寿的目标。
3.1装入制度装入制度是保证转炉具有一定的金属熔池深度,确定合理的装入数量,合适的铁水废钢比例。
3.1.1装入量的确定装入量是指转炉冶炼中每炉次装入的金属料总重量,它主要包括铁水和废钢量。
目前国内外装入制度大体上有三种方式:(1)定深装入;(2)分阶段定量装入;(3)定量装入3.2.2装入次序目前永钢的操作顺序为,钢水倒完后进行溅渣护炉溅渣完后装入废钢,然后兑入铁水。
为了维护炉衬,减少废钢对炉衬的冲击,装料次序也可以先兑铁水,后装废钢。
若采用炉渣预热废钢,则先加废钢,再倒渣,然后兑铁水。
如果采用炉内留渣操作,则先加部分石灰,再装废钢,最后兑铁水。
制订供氧制度时应考虑喷头结构,供氧压力,供氧强度和氧枪高度控制等因素。
3.2.1氧枪喷头转炉供氧的射流特征是通过氧枪喷头来实现的,因此,喷头结构的合理选择是转炉供氧的关键。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
散状料
钢渣 渣场 渣罐车
高压设备
钢铁行业工艺流程-连铸
天车
铁合金
铁合金料仓
称量斗
铁合金中间斗
钢包 氩气
拉矫机 380V
连铸机 380V
精炼炉 380V (除尘风机, 10KV)
火焰切割机 380V
钢坯
高压设备
钢铁行业工艺流程-轧钢(宽厚板厂)
1200℃
连铸坯
推钢机
台,380V,37KW
1
加热炉
出钢机
高压设备
潜在高压设备
钢铁行业工艺流程-炼钢
氧气
氧枪
380V
煤气
一次除尘风机 10KV, 850KW
加热炉 储罐 燃气发电机
高炉铁水 混铁炉 (除 尘风机,10KV) 废钢 配料槽 转炉 380V 皮带机 380V 高位料仓 铁水罐 二次除尘风机 10KV, 1800KW 钢水1550℃ 钢包
进入连铸 环节
标识机
台,380V,500KW
1
热分切
台,380V,220KW
中厚板
1
双边剪
1台,380V
定尺剪
1台,380V
标识机
台,380V,500KW
1
4
台,380V,75KW
1
高压水除磷泵
台,10KV,3000KW
3
冷却至 630℃
冷床 1 套,380V,5.5KW
冷却至 常温
矫直机
台,690V,450KW*3
1
精轧机 (四辊可逆) 1
台,6KV,7500KW*2
粗轧机 (四辊可逆)
1台,6KV,5000KW*2
圆盘剪
1台,380V
定尺剪
1台,380V
(建 (绝
制粉车间细粉 喷吹罐 高 炉1600℃ (高炉软水循环泵)
10KV, 280KW
液态 生铁 出铁厂铁水沟
炼钢阶段 铁水罐车-牵引电车
10KV, 1000KW
原煤 除尘风机
380V
喂料机
380V
磨煤机
10KV,1600KW
烟气、烟尘 粗粉分离器
粗粉 制氮车间N2 抽风机 布袋除尘器 10KV, 1000KW 经烟囱排出 1
冶金行业工艺流程-高炉炼铁厂工艺流程
烧结厂 矿石 皮带秤 焦化厂 焦炭 皮带秤 熔剂石灰石 皮带秤 空 气 鼓风机
10KV, 1000KW
煤气 抽风机 上料皮带机
380V
煤气管网
380V
旋风分离器
布袋பைடு நூலகம்尘器
1200℃热风 热风炉
炉渣 冲渣水泵
10KV, 280KW
水渣 筑材料) 水冲渣系统 干渣 缘材料)