生产力如何计算培训资料-59页
生产能力计算
生产能力计算机器设备单个工人部门工厂生产能力是指一个作业单元满负荷生产所能处理的最大限度。
这里的作业单元可以是一个工厂、部门、机器或单个工人。
一、确定生产能力的计算单位由于企业种类的广泛性,不同企业的产品和生产过程差别很大,在计算生产能力以前,必须确定本企业的生产能力计量单位。
1.投入和产出量生产能力同投入量和产出量密切相关,不同的企业可以根据自身的性质和其他情况选择投入量或产出量作为生产能力的计量单位.当企业以产出量作为计量单位时,则需考虑企业生产的产品种类有多少,如果只有一种主要产品,则可以以该产品作为计量单位;如果生产多种产品,则很难以其中某一种产品的产出量作为整体的计量单位,这时可采用代表产品计量法。
选择出代表企业专业方向、产量与工时定额乘积最大的产品作为代表产品,其他的产品可利用换算系数换算到代表产品.换算系统Ki的计算公式如下:Ki=ti/toTi产品的时间定额To代表产品的时间定额有时企业用产出量计算生产能力准确度不高,不能很好的反应生产能力,则可以用投入量作为计量单位,如总设备数、装机容量等。
二、确定影响生产能力的因素1、产品因素产品设计对生产能力有巨大的影响。
如果生产相似产品,作业系统生产这类产品的能力要比后续产品不同的生产能力大.一般来说,产出越相近,其生产方式和材料就越有可能实现标准化,从而能达到更大的生产能力.此外设计的特定产品组合也必须加以考虑,因为不同产品有不同的产量.2、人员因素组成一项工作的任务、设计活动的各类人员以及履行一项任务需要的培训、技能和经验对潜在和实际产出有重要的影响。
另外,相关人员的动机、缺勤和滚动与生产能力也有着直接的联系。
3、设施因素生产设施的设计,包括厂房大小以及为扩大规模留有的空间也是一个关键的影响因素.厂址因素,包括运输成本、与市场的距离、劳动供应、能源和扩张空间,也是很重要的因素。
同样,工作区的布局也决定着生产作业是否能够平稳执行。
4、工艺因素产品工艺设计是决定生产能力的一个明显因素,工艺设计是否合理影响产品质量.如果产品质量不能达到标准,就会增加产品检验和返工工作,从而导致产量下降。
生力、生效率及平衡的算方法
生产力、生产效率及线平衡的计算方法一、产效率的计算公式:实际产量*标准工时生产效率 =直接人力*上班工时+加班工时-异常工时1、实际产量:以产出机器台数为准2、加班工时:实际加班的直接人力×加班时间3、异常工时:本部门以外造成停线或挡产的工时4、标准工时:以IE发布标准工时为准二、生产力的计算公式:实际产量*标准工时生产力 =直接人力*上班工时+加班工时1、实际产量:以产出机器台数为准2、加班工时:实际加班的直接人力×加班时间3、标准工时:以IE发布标准工时为准三、生产线平衡:一个产品,少则两三个制程,多几十个,而每个工程又是由多个作业要素所组成,我们常见在生产工厂里,制造部门依物料的加工流程分为一、二、三课,而每课内又由许多的个别工序所组成,所以又把它连合成一条条的生产线。
我们这里所谈的生产线平衡法,广义的来说也应该含盖课与课之间的平衡。
而所谓的生产线平衡就是指工程流动间或工序流动间负荷之差距最小流动顺畅,减少因时间差所造成之等待或滞留现象。
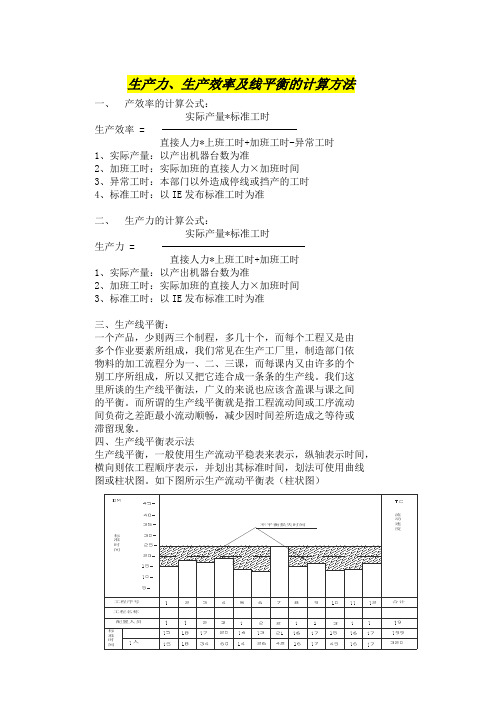
四、生产线平衡表示法五、现状生产线平衡分析对生产中的生产线进行分析时,依下述步骤进行:1.对生产线的各工程顺序(作业单位)予订定,并填入生产流动平衡表内。
2.测算各工序实质作业时间以DM(Decimal Minute)为单位记入平稳表内(1人实质时间栏)注:1DM=0.01分 =0.6秒3.清点各工序作业人数,并记入人员栏内。
4. 1人实质作业时间÷人数分配,记入时间栏。
5.此分配时间划出柱状图或曲线图。
6.在分配的实质时间最高的这一工序顶点横向划一条点线。
7.计算不平衡损失上面斜线部分的总合即为为平衡损失的总合T(Lose)=∑|Tm-Ti|不平衡损失=(最高的DM×合计人数)-(各工序时间的合计)如上图=(21×19)-320=798、生产线平衡率各工序实质时间(1人) 320生产线平衡率= —————————— = ——— =80.2%最高的DM×合计人数 21×199、生产线不平衡损失率=1-生产线平衡率=1-80.2%=19.8%如使用输送带之传送,则应计算输送带的流动速度(M/时间单位)称为节拍时间,符号TC。
精选生产能力计算
15
(三)生产能力的计算
1、单台设备及流水线生产能力的计算和确定
Po
Fe t
式中 P0——单台设备生产能力(台或件);
Fe——单台设备计划期内有效工作时间(小时); t——产品的工序时间定额(台时)。
工序由一台设备承担时,单台设备的生产能力即为工序生 产能力;工序由S台设备承担时,工序生产能力为P0S。
计备器生运设时 F式 F式 设 有示用品esD=ε间 中 中 备算数设产输备效,产的=—y(F—F的 修生,备面设工工即品生—sFsD(—计 理1e产包;积备作作单的产设—y—--全算 停备—能括因是所时时位时面—εD年公 工)修年设h力:生指占间间设间积日)式 率理制备时正产造面分。备定占历·如 ,f停度年的在任型积为(额用日下 按工工有数: 修设运务、。制生表时率作效;理备转不装度产示间。时工计数的足配工面,。间作划量机或等作积即;时或间,器其的时)制参;是设他工间在造考指备不作和单单设企;正地有位位备修业正常、效时产理所在原通工间品的拥修因道作内的经有理暂、时的设验的、时工间产备统全安停作。量台计部装用地定时数能 或 的 旁 额消确定够准设边;耗。用备备的生定于修。零产额生理部率或产、件定制的安存额造机装放也单械的地可位设机及以产
➢现实能力(计划能力)——指企业在计划年度 内实际可能达到的生产能力。
2024/3/30
2
生产能力柔性
生产能力柔性——即企业能够根据需求的 变化不断调整生产水平的能力。
生产能力柔性是生产系统柔性的一个方面。 生产能力柔性反映在两个方面:品种的柔
性、数量的柔性。
品数种量的柔性反是映指企业生的产生系产统系快统速具转有换快产速品改品变种生的产能数力量,的转能换力的。速度 越快,柔性越大。
生产能力规划与计算.pptx

生产能力规划决策策略 1、激进型策略:针对增长的需求,企业扩大 生产能力的时间超前于需求到来的时间, 每次生产能力扩大的幅度较大.
2、保守型策略:采取稳扎稳打方针,在 需求增加以后再苦熬大企业的生产能力
第三章 生产能力规划与计算 生产能力决策
生产能力规划决策策略 激进型策略与生产能力增强的关系。
生产能力一次增长的速度
第三章 生产能力规划与计算 生产能力的计算
生产能力的计算 1、生产能力的计算单位 a、单一产品生产:一般采用具体产品或代表产
品来表示。(代表产品:代表企业专业方向的产品)
b、多品种生产:采用假定产品来表示企业的生 产能力。 假定产品是由企业所生产的各种产品按照其 产量比重所构成的一种假象产品。
第三章 生产能力规划与计算 生产能力的计算
第三章 生产能力规划与计算
内容提要
生产能力的概念 生产能力的计算 经济规模原理 学习曲线 生产能力规划决策
第三章 生产能力规划与计算
生产能力的概念
生产能力的概念 1、定义:生产能力是指企业在一定时期内,在合理的、
正常的技术组织条件下,所能生产的一定种类产品的 最大数量。
生产能力计算.pptx

2020/10/8
3
生产能力柔性
生产能力柔性——即企业能够根据需求的 变化不断调整生产水平的能力。
生产能力柔性是生产系统柔性的一个方面。 生产能力柔性反映在两个方面:品种的柔
性、数量的柔性。
品数种量的柔性反是映指企业生的产生系产统系快统速具转有换快产速品改品变种生的产能数力量,的转能换力的。速度 越快,柔性越大。
2020/10/8
12
代表产品
在多品种生产的企业中,在结构、工艺 和劳动量构成相似的产品中选出代表产 品,以生产代表产品的时间定额和产量 定额来计算生产能力,则生产能力的计 量单位即为代表产品。
代表产品一般选代表企业专业方向,在 结构工艺相似的产品中,产量与劳动量 乘积最大的产品。
2020/10/8
2020/10/8
5
规模经济和范围经济
规模经济——企业的生产经济效益与生 产量有关,这种随着生产规模的改变, 经济效益发生改变的现象是规模经济。
范围经济——(Scope Economy)是生产系 统能够提供的产品品种的数量的能力。
生企产业能生力产的设计施划生必产须 的考产虑品规品模种经系济列的越问宽题,。范企围业经的济生 就产越能强力,必生须产大系于统最的 低品的种生柔产性规就模越;强但。是生产规模并不是越大越好,也存在一个最佳经济规 模的问题。
第三节 生产能力
生产能力的概念、种类和影响因素 企业生产能力的计算和查定
2020/10/8
1
一、生产能力的概念、种类和影响因素
生产与运作能力是制订组织生产与运作计 划的重要依据。这里以工业企业为主介绍。
生产能力——是指企业的设施在一定时期 内,在先进合理的技术组织条件下,所能 提供的一定种类产品或服务的最大数量。
生产部门生产能力计算方法

生产能力计算标准企业查定能力的核定,应该从基层开始。
一般说来,可以分为两个阶段:一、各个生产车间内部生产能力的核算根据因素,计算一组同类设备组的生产能力,其一般计算公式如下:设备生产能力=设备数量(台)*单位设备有效工作时间(小时)*单位时间产量定额(实物量/台时)或设备生产能力=设备数量(台)*单位设备有效工作时间(小时)/单位产品台时定额(台时+单位产品)式中:单位设备有效工作时间=全年制度工作日数*每日工作小时数*(1--设备修理必要停工率)在生产能力主要决定于生产面积的条件下,生产能力计算公式为:生产面积生产能力=生产面积数量(平方米)*生产面积利用的延续时间(小时)*单位时间单位面积的生产定额(实物量/平方米/小时)二、企业生产能力的确定1、各个生产环节的生产能力核定,还要进一步加以综合平衡,核定企业的生产能力,也称综合生产能力。
综合平衡工作主要包括两个方面。
一是各个基本生产车间之间的能力综合;二是查明辅助生产部门的生产能力对基本生产部门的配合情况,并采取相应的措施。
2、当各个基本生产车间(或生产环节)之间的能力不一致时,整个基本生产部门的生产能力,通常按主导的生产环节来核定。
主导环节一般是指产品生产的主要工艺加工环节,当企业的主导生产环节同时有几个时,如果它们之间的能力不一致,它们之间综合生产能力的核定,则应当同上级主管部门结合起来研究,主要根据今后的市场需求量来确定。
如果该产品需要量大,则可以按较高能力的主导生产环节来定,其他能力不足的环节,可以组织外部生产协作或进行技术改造来解决。
否则,可以按薄弱环节的能力来核定。
对于能力富裕的环节,可以将多余的设备调出,或者可以较长期接受外协订货。
3、当基本生产部门的能力与辅助生产部门的能力不一致时,一般地说,企业的综合生产能力应当按基本生产部门的能力来定。
⑴、查定、验算辅助、附属部门的生产能力还是必要的。
如果辅助生产部门能力低于基本生产部门能力,要采取措施,提高其供应和服务能力,以保证基本生产部门的能力得到充分发挥。
生产力、weight 计算

Jan
126,572 11556 -7,236 350,302 737,106 594,632 1,388,558 1,398,760 1,033,205 1,218,205 858,067 1,004,827 663,373 383,730 341454 242703
(50-40)*100+(40-35)*150+(55-50)*80 50*100+40*150+55*80 1050 15400 x 100% x 100%
= 6.81 %
Confidential
Weight ( Cost Down )
3.Weight 計算
100% 95% 90% 85% 80% 75% Jan Feb Mar
Ans:
取不同的 Base,計 當月產出工時 40X100 算出 Base 生產力就 當前生產力= x 100% = x100% =80% 當月投入工時 5000 不一樣
By 2008.11 Base產出工時 50X100 Base生產力= x 100% = x100% =100% 當月投入工時 5000 By 2007.11 Base產出工時 55X100 Base生產力= x 100% = x100% =110% 當月投入工時 5000
Confidential
生 產 力 ( Productivity )
5. 生產力趨勢圖
120
以 2007.11 為 Base 計算得出的 2008 各月 Base 生產力 USD/H 120
110.7 115 110 105 97.4 97.6 93.8 87.9 84.5 81.7 81.1 85.1 78.6 80.8 100 95 90 85 80 75 70 65 108.2 105.7 103.2 100.7 98.2 102.1 96.4 92.8 79.1 80.1 77.1 102
生产力、生产效率及线平衡计算
7
Thank You !
对 应 标 准 工 时
加 班 时 间 异常工时
100%
2
线平衡损失率的计算方法
线 平 衡 损 失 率 损 失 工 时 总 投 入 工 时 1 投 入 工 时 产 品 标 准 工 时 投 入 工 时
1
产 品 标 准 工 时 投 入 工 时
产 品 标 准 工 时 *100% 瓶 颈 时 间 *站 位 数
生产力、生产效率及线平衡损失的计算
生产力与生产效率的计算方法
生 产 力
总 标 准 工 时 总 投 入 工 时
各机种产量
正 常 上 班 时 间
对 应 标 准 工 时 加 班 时 间
100%
总 标 准 工 时 生 产 效 率 有 效 投 入 工 时
各机种产量
正 常 上 班 时 间
25 20 15 10 5 0
瓶颈时间
3 20
2
5
4
空闲时间 有效时间
17
18
15
16
站位 1
站位 2
站位 3
站位 4
站位 5
线平衡损失率=1-(17+20+18+15+16)/(20*5)=14%
3
练习题
某流水生产线生产A产品,A产品的标准工时为0.1小时。各站位标准作 业时间如下表(每站1个作业员):
5
课后习题
T* 线某班上班8小时,加班3小时。共产出TV1600台。下午15:00~16:00因 物料供应异常造成停线1小时。
(该线人力为85人,产品的标准工时为0.5小时)
问题Байду номын сангаас
生产能力计算公式

生产能力计算公式
生产能力的计算公式
生产能力是指在一定时间内,通过一定的设备和生产条件,以一定的技术水平和劳动条件,以满足某种生产要求的产品数量的一种能力。
它是衡量一个企业发展水平和生产能力的重要标志。
生产能力的计算公式一般有三种:
1、机器投入式计算公式:机器投入式生产能力=机器数量×机器产能;
2、劳动投入式计算公式:劳动投入式生产能力=劳动力数量×单位劳动产能;
3、资金投入式计算公式:资金投入式生产能力=资金投入金额×资金投入比率。
生产能力的计算公式是衡量企业生产效率的重要指标,它是依据实际生产情况,综合考虑机器、劳动力和资金投入等多种要素,根据一定的科学原理,分析和推算出来的。
因此,企业在了解生产能力的计算公式时,一定要深入分析,全面考虑各种因素和相关因素,才能更好地提高生产能力。
此外,企业还要不断加强技术的更新,提高劳动力的素质,做好资
金的安排,提高生产能力,这样才能保证生产能力的计算公式的准确性,最终实现企业的可持续发展。
生产力如何计算

1.所謂夠『好』,包括了: 夠『快』(速度)、夠『多』(數量)、 夠『美』(品質)、夠『低』(成本)、 夠『高』(士氣)、夠『小』(迷你化)、 夠『薄』(精細)、夠『儉』(不浪費)、 夠『深』(影響)、夠『準』(正確性)、 等等………,均屬效率問題
2.所謂夠『對』,表示︰
符合工作的『宗旨』、『政策』、
生產力的重心
˙ 生產力是衡量效率的指標(Efficiency)
一、生產力的定義
國內學者專家對生產力的定義 (一)李前總統登輝先生: 生產力是今日比昨日好、明日比今日好, 是一種『茍日新、日日新、又日新』的 精神,也就是一種『要好,還要更好』 之心態。
李前總統登輝先生說:生產力是一種『茍日新、日日新、又日新』的精神
(二)余朝權先生之定義:
『生產力是企業執行資源轉換的效率,
的情況;它主要在引導生產系統之管
理觀念,並用以衡量結果是否成功的
一種指標,包括如何有效的利用人力、
資本、物料及能源等。』
Riggs 認為生產力計算公式
產 出(Output)
﹦ 投 入(Input) 實質生產量(產品+服務)
=
勞工+原料+設備+土地+製造費用
產業特性
產出之確認 生產力指標 投入之確認
為企業經營績效指標』。
『生產力是人類追求進步的心態,為並
為提高生活品質及國民生活水準的重
要指標』。
(三)侯堂柱先生認為: ˙ 生產力是合情、合理、合法、加上自動、 自發、自立 ˙ 生產力是花每一分錢要有價值,做每一 件事要有效率 ˙ 生產力是一滴血、一滴汗、辛勤耕耘、 開花結果以利眾生
生產力的定義
4.依管理功能區分︰
• 計劃生產力 • 用人生產力 • 組織生產力
生产力计算

17.01.2020
65
31
Page 31 / 51
產能規畫
確定產能需求
步驟3:計畫實施期間,人力及設備的需求
17.01.2020
65
30
Page 30 / 51
產能規畫
確定產能需求
步驟2:計算滿足所預測的生產線設備和人力需 求量(續)
計算第一年設備和人力的需求:
1.瓶裝機器的總可用產能為: 3部機器*150,000/部=450,000瓶/年, 第一年我們只使用135/450=0.3的可用產能, 或說只用了0.3*3=0.9部機器及0.9*2=1.8個操作員 。
17.01.2020
65
18
Page 18 / 51
產能彈性
彈性工廠:零換線時間(Zero Changeover Time)
可移動的設備,組合式的牆,容易出入且可變更佈線 路徑的公共設施
適應隨時、任意的改變.
彈性製程:彈性製造系統
可簡易地重新配置設備,迅速、低成本轉換生產線 同時製造多樣產品,達到規模經濟
已使用產能(實際達到產能) 產能利用率 =
設計產能(最佳生產水準)
= 83 / 120 = 0.69 = 69%
17.01.2020
65
13
Page 13 / 51
思考方向:經濟與不經濟
規模經濟
產量逐漸增加,產出的單位成本必降低
規模不經濟
產量過大,故需適度降低售價,以維持足夠的需 求(汽車製造商- 供過於求)
生产力公式

生产力公式
生产力主要有三个要素:劳动者、劳动工具和劳动对象(包括自然物经劳动加工后的原材料)。
显然,科学技术被劳动者掌握,便成为劳动的生产力;科学技术物化为劳动工具和劳动对象,就成为物质的生产力。
管理也是生产力。
现代科学为生产管理提供了崭新的科学理论、方法和手段,使生产力诸要素更有效地组成一个整体,从而使其最大限度地发挥作用。
有关专家认为,根据当代科学技术与生产力之间的作用机制,可以将科学技术同生产力各要素的关系,用下列公式表示:
生产力=科学技术×(劳动力+劳动工具+劳动对象+生产管理)上述公式表明,科学技术不仅是现实的直接生产力,而且在生产力诸要素中具有特殊地位。
科学技术的乘法效应,有力地表达了在生产力中的首要地位和作用。
科学技术作为第一生产力,已成为当代经济发展的决定因素。
首先,高科技及其产业促进了劳动生产率的大幅度提高。
据统计,我国现阶段高新科技产业的人均产值,是传统工业人均产值的5~10倍,是手工业的50~100倍。
其次,当代产品中的科技含量高度密集,极大地提高了产品的商业价值。
资料表明,如果以产品的单位重量价格比来计算,钢材为1,小轿车为5,彩电为30,计算机则为1000。
美国国家航空航天局(NASA)1972年发射的地球资源卫星,投资总额为2.7亿美元,而第一年就回收了14亿美元。
TP016-生产力计算方法资料

投入工時(Input Hours)
誰的生產力較高?--------(1)
日期:2001年3月26日
組別 101
102
品名 TH8731
TH8731
投入工時 產出數量 標準工時
500Hrs 3000PCS 160Hrs
Kpcs
500Hrs 3000PCS 150Hrs
Kpcs
答案:一樣高
產出數量*標準工時
Loss Time Meeting
Loss Time Reduction
Loss Time Reduction
Loss Time Reduction
關於Unaccountable Loss
180
160
Tracking
140
120
100
80
60
40
20
0
111 113 115 121 123 129 144 149 152 154 156 158 15B 15D 15F 171 173 178 181B 185 192
prod% loss% unacc%
不知道Loss 的原因 不記錄Loss 的多少
問題持續存在 并日益惡化
相關人員無法采取有 效對策來解決問題
停工啦!(破產)
生產力改善的途徑之二------改善制程,降低標準工時
6秒
7秒
5秒
5秒
5秒
8秒
剪線
預焊 焊錫(1) 焊錫(2) 焊錫(3) 測試
標準工時 = 瓶頸站作業時間*作業人數=8秒*6=48秒
生產力改善(PIT改善)的真正意義是什麼?
利潤
利潤率 = 投入資本 =
Unit Hour
售價、材 料……
生产力的计算

生产力的计算先谈公司的目标到底是什麼? 看法…? 非常简单公司的目标就是在於赚钱“一个组织存在有许多目的” 提供工作机会消费原物料增加销售…等这些都只是达成目标的工具无法保证公司的长期生存能力因此公司必须要有赚钱才能强调其它的目标例如: 员工福利生活区改善…..生产力表达的涵义是什麼?生产力就是把一个组织带向目标的行动。
每个能让公司更接近目标的行动都是有生产力的行动。
每个不能让公司更接近目标的行动都没有生产力!重点:你必须知道目标是什麼,否则生产力就毫无意义可言。
学习重点: 何谓生产力 ? 计算生产力必需参考的范围影响生产力变化主要因素提高生产力的方法运用计算及预估生产力创造价值何谓生产力? 生产力其实就是泛指有效的产能生产力亦是指达成有效的目的生产力也是一种经济成长力计算生产力前先学会生产管理生产力包含:持有、接收、储存、容纳的能力企业观点在特定时间内,系统所能完成的总产量制造业观点在特定时间(一天)内,能产出成品总数服务业观点在特定时间内,能被服务的顾客数作业管理观点强调长期、中期、短期产能不同作业管理阶层有不同产能规划先学会区分生产预测分类设计产能理想状态下之最大产出有效产能在特定的产品组合,排程安排上及品质因素下之最大可能产出。
(扣除保养、休息、排程…后的最高产能) 实际产能指实际的产出率它不能大於有效产能产能效率与产能利用率作业系统的绩效指标效率=实际产出÷ 有效产能产能利用率=实际产出÷ 设计产能设计产能有效产能实际产出设计产能>有效产能>实际产出产能管理有效产能设施环境:厂址布置产品:设计种类制程:量产品质人为:经验能力作业:排程料管物料人力财力限制产能因素影响产能因素应该先求提高有效产能再求实际产出的提高,否则即使效率高但有效产能太低,而导致无法大幅增加实际产出。
产能管理生产力规划的目标产能规画主要是针对现场的生产资源,例如人力或设备资源,加以规画以符合产出需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
產 出 的 平 均 單
位 Underutilization
成 本
Overutilization
最佳生產水準
產量
產能利用的例子
一個工廠在一個星期內產出了83個單位的 產品,該工廠曾經最高或最佳利用效能的 記錄是每個星期120個單位.這間工廠的產 能利用率是多少?
已使用產能(實際達到產能) 產能利用率 =
公司不應期望在所有製造績效都很傑出, 選 擇對公司目標貢獻最大的方向-注重在一個焦 點.
PWP(Plant Within Plant)透過廠內廠的機制來落 實
次級組織-設備,製程政策,人員管理政策 及生產 控制方法.
尋求部門最佳作業標準.
產能利用需有彈性
迅速增加或降低生產水準的能力 快速地從一種產品或服務轉換到另一種
規劃觀念
產能 – 可以達到的產出率 300 輛汽車: 最大產出? 六個月平均值?
最佳生產水準
設計製程時所設定的產能水準 平均單位成本最小的產能水準
固定費用、加班、設備損耗、不良率及其他成本
已使用產能(實際達到產能) 產能利用率 =
設計產能(最佳生產水準)
最佳生產水準 - Best Operating Level
原物料與成品的運輸成本
學習(經驗)曲線來表示變化
學習(經驗)曲線
隨產出量增加,
能獲得較佳的生產方法及經驗,
生產成本會按一定比例下降
每單位成
本或價格 300
每單位成 本或價格
400
250
300
200
200
150
150
100
100
400 800 1200 1600 總累積產量
200 400 800 1600 總累積產量
藉由以下完成
彈性工廠、 彈性製程或 彈性工作者 利用其它組織產能
產能彈性
彈性工廠:零換線時間(Zero Changeover Time)
可移動的設備,組合式的牆,容易出入且可變更佈線 路徑的公共設施
適應隨時、任意的改變.
彈性製程:彈性製造系統
可簡易地重新配置設備,迅速、低成本轉換生產線 同時製造多樣產品,達到規模經濟
作業管理觀點
強調長期、中期、短期產能 不同作業管理階層有不同產能規劃
先學會區分生產預測
分類
設計產能
理想狀態下之最大產出
有效產能
在特定的產品組合,排程安排上及品質因素下之最大可能產 出。(扣除保養、休息、排程…後的最高產能)
實際產能
指實際的產出率它不能大於有效產能
產能
效率與產能利用率
何謂生產力?
生產力其實就是泛指有效的產能 生產力亦是指達成有效的目的 生產力也是一種經濟成長力
計算生產力前先學會生產管理
生產力包含: 持有、接收、儲存、容納的能力
企業觀點
在特定時間內,系統所能完成的總產量
製造業觀點
在特定時間(一天)內,能產出成品總數
服務業觀點
在特定時間內,能被服務的顧客數
幹部訓練課程 :
生產力的計算
教育訓練資料
講師: 李明桓
先談公司的目標到底是什麼? 看法…? 非常簡單
公司的目標就是在於賺錢
“一個組織存在有許多目的”
提供工作機會 消費原物料 增加銷售 …等 這些都只是達成目標的工具 無法保證公司的長期生存能力
因此公司必須要有賺錢才能強調其它的目標 例如: 員工福利 生活區改善…..
效
製 程:量產品質Βιβλιοθήκη 產人 為:經驗能力
能
物料 人力 財力
作 業:排程料管
產能管理
生產力規劃的目標
產能規畫主要是針對現場的生產資源,例如人力 或設備資源,加以規畫以符合產出需求。產能規 畫如有缺陷則會直接影響生產活動,過高的產能 顯然是資源的浪費,是所有企業極力避免的現象; 而若產能過低則會影響交貨日程,降低競爭力而 將商機拱手讓人。然而在做產能規畫時,身為管 理者必須要能認知產能規畫的目標以及定義產能 規畫優劣的衡量指標。事實上,對於各種管理行 為,如果能夠明確定義所要管理的目標以及衡量 指標,則管理將會變得較有效率同時也較有效能。
生產力表達的涵義是什麼?
生產力就是把一個組織帶向目標的行動。 每個能讓公司更接近目標的行動都是有生產力的
行動。
每個不能讓公司更接近目標的行動都沒有生產力!
重點:你必須知道目標是什麼,否則生產力就
毫無意義可言。
學習重點:
何謂生產力 ? 計算生產力必需參考的範圍 影響生產力變化主要因素 提高生產力的方法 運用計算及預估生產力創造價值
作業系統的績效指標
效率=實際產出÷有效產能 產能利用率=實際產出÷設計產能
有效產能
設計產能 實際產出
設計產能 > 有效產能 > 實際產出
產能管理
應該先求提高有效產能再求實際產出的提高, 否則即使效率高但有效產能太低,而導致無法
大幅增加實際產出。
影響產能因素
限制產能因素
設施環境:廠址佈置
有
產 品:設計種類
2. ACS – 及時監控
Daily review
3. Review 產能 per week
產能規畫
增加產能的考慮因素:
維持系統的平衡 產能增加的頻率 使用外部產能
確定產能需求
使用決策樹評估產能方案
產能規畫
增加產能的考慮因素
維持系統的平衡
系統不可能平衡
每一個生產階段的最佳作業水準是不同的 產品需求和製程的變異性
彈性工作者:多能工
工作者擁有多樣技能,可輕易的轉換工作
利用其它組織產能
租設備、轉包廠商代工、加班
產能規劃產能彈性
產能會議
▪ 後勤接單(make-to-order)
▪ 機器設備能力
▪ 人員產能
▪ 其他資源產能
產能配置 – 最佳化
1. 彈性產能
▪ 彈性工廠、
彈性製程或
彈性工作者
利用其它組織產能
設計產能(最佳生產水準)
= 83 / 120 = 0.69 = 69%
思考方向:經濟與不經濟
規模經濟
產量逐漸增加,產出的單位成本必降低
規模不經濟
產量過大,故需適度降低售價,以維持足夠的需 求(汽車製造商- 供過於求)
高度自動、高產出的機器(停機時間最小化)
直接人工費用低 維修人工成本高
規模經濟與學習曲線
較大工廠的成本優勢 – 競爭策略 1.規模經濟 2.學習曲線
建立有潛在規模的大工廠 利用低成本訂定低價格 低價格導致銷售增加(產出量增加) 經驗曲線比競爭者降的更快
成功的條件
產品需符合顧客需求 需求必須大到可以支持產量
焦點
焦點式工廠集中在某些特定工作時,生產設備往往能做的 最好,達成生產目標