数控回转工作台规格参数
XHA715使用说明书
3. 产品工作条件 3.1 机床所处环境温度一般应在 0~40℃。 3.2 机床所处环境相对湿度一般应在 40%~80%,不结冷凝水。 3.3 机床不应在露天环境下使用! 3.4 机床保护地线 PE 要可靠接地,接地电阻必须<4Ω。 机床保护地线的连接要符合 GB5226.1-2002 的要求。
液压系统电机转速 r/min
润滑泵电机功率
W
冷却泵电机功率
kW
冷却泵电机转速 r/min
地
址:北京市顺义区林河开发区双河大街 16 号
邮 政 编 码: 101300
电 话: 0086-10-58691108
0086-10-89451664
传 真: 0086-10-58690354
0086-10-89451779
E-mail 地 址: bjby@
目
1 主要用途与适用范围
XHA715 系列
立式加工中心
使用说明书
(机械部分) C 版
工作台面宽度 出厂编号
500 mm
中华人民共和国
北京第一机床厂
XHA715 系列(C 版) 使用说明书
说明 此文件适用于:XHA715 系列立式加工中心。
欢迎您使用我厂的产品! 为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维 修本产品前,仔细阅读本使用说明书。 我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
2.3 机床运转前的注意事项: 2.3.1 使用指定或同等性质的润滑、液压油,使用温度为室温。 2.3.2 避免对 NC 单元、操作盘或电柜冲击,以免损坏电器元件。 2.3.3 机床使用时,应将所有 NC 单元、操作盘或电柜门关上,以防水、切屑或其它 外来物体进入。 2.3.4 当主轴定向时,不要给主轴施加回转力矩,如拧紧铣刀卡头,否则可能会使主 轴定向元件损坏。 2.3.5 由于切削液、切屑或损坏的刀具可能从机床飞出,因此在机床切削区域要确保 无人靠近。 2.3.6 不许将安全防护装置取消后操作机床。 2.3.7 操作盘上的任何开关和按钮,要看清、确认后再进行操作
数控高速立式车床主要技术参数
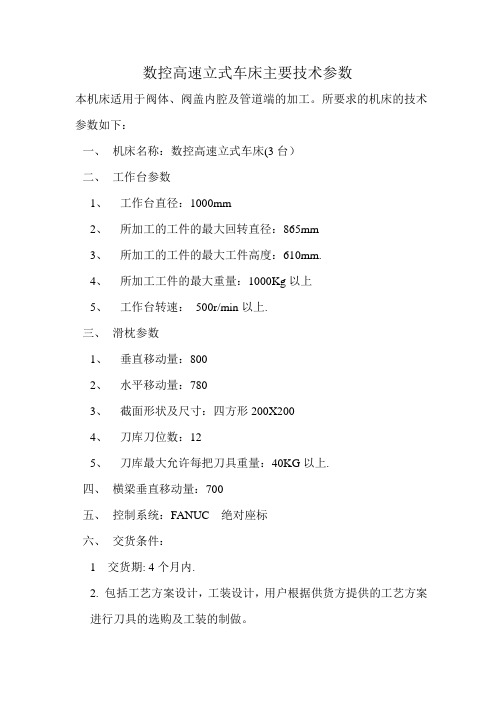
本机床适用于阀体、阀盖内腔及管道端的加工。
所要求的机床的技术参数如下:一、机床名称:数控高速立式车床(3台)二、工作台参数1、工作台直径:1000mm2、所加工的工件的最大回转直径:865mm3、所加工的工件的最大工件高度:610mm.4、所加工工件的最大重量:1000Kg以上5、工作台转速:500r/min以上.三、滑枕参数1、垂直移动量:8002、水平移动量:7803、截面形状及尺寸:四方形200X2004、刀库刀位数:125、刀库最大允许每把刀具重量:40KG以上.四、横梁垂直移动量:700五、控制系统:FANUC 绝对座标六、交货条件:1 交货期: 4个月内.2. 包括工艺方案设计,工装设计,用户根据供货方提供的工艺方案进行刀具的选购及工装的制做。
本机床适用于阀体、阀盖内腔及管道端的加工。
所要求的机床的技术参数如下:一、机床名称:数控高速立式车床(2台)二、工作台参数1、工作台直径:900mm2]、所加工工件的最大回转直径:865mm1、所加工的工件的最大工件高度:610mm.2、所加工工件的最大重量:1000KG以上.3、工作台转速:500r/min以上.4、刀库最大允许每把刀具重量:40KG以上.三、滑枕参数1、垂直移动量:8002、水平移动量:6503、截面形状及尺寸:四方形200X2004、刀库刀位数:12四、横梁垂直移动量:700五、控制系统:FANUC绝对座标六、交货条件:1、交货期: 4个月内.2、包括工艺方案设计,工装设计,用户根据供货方提供的工艺方案进行刀具的选购及工装的制做。
数控回转工作台的回转运动驱动电机的选择计算
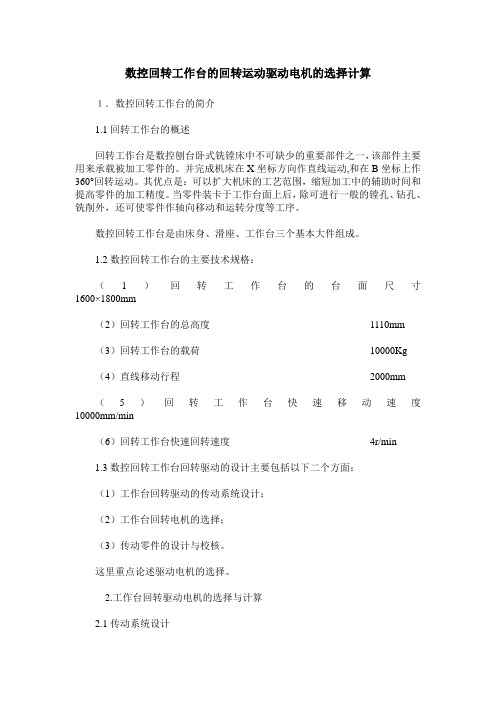
数控回转工作台的回转运动驱动电机的选择计算1.数控回转工作台的简介1.1回转工作台的概述回转工作台是数控刨台卧式铣镗床中不可缺少的重要部件之一,该部件主要用来承载被加工零件的。
并完成机床在X坐标方向作直线运动,和在B坐标上作360°回转运动。
其优点是:可以扩大机床的工艺范围,缩短加工中的辅助时间和提高零件的加工精度。
当零件装卡于工作台面上后,除可进行一般的镗孔、钻孔、铣削外,还可使零件作轴向移动和运转分度等工序。
数控回转工作台是由床身、滑座、工作台三个基本大件组成。
1.2数控回转工作台的主要技术规格:(1)回转工作台的台面尺寸1600×1800mm(2)回转工作台的总高度1110mm(3)回转工作台的载荷10000Kg(4)直线移动行程2000mm(5)回转工作台快速移动速度10000mm/min(6)回转工作台快速回转速度4r/min1.3数控回转工作台回转驱动的设计主要包括以下二个方面:(1)工作台回转驱动的传动系统设计;(2)工作台回转电机的选择;(3)传动零件的设计与校核。
这里重点论述驱动电机的选择。
2.工作台回转驱动电机的选择与计算2.1传动系统设计本文所讨论的大型回转工作台的工作面积为1600×1800mm。
数控回转工作台经过72:36齿形带轮,26:1蜗轮、蜗杆传动,136:17大齿圈和小齿轮的降速,使工作台快速回转速度达到1.5r/min。
2.2工作台回转电机的选择2.2.1工作台回转的传动比计算i=××=4162.2.2所需回转电机额定转速n=4×416=1664r/min2.2.3工作台回转的传动效率的计算η=η×η×η式中:η----轴承的传动效率,取0.98;η----齿轮的传动效率,取0.98;η----蜗轮、蜗杆的传动效率,需进一步计算。
η= (《机械设计》书11-21)式中:γ----普通圆柱蜗杆分度圆柱上的导程角;φ----当量摩擦角,φ=arctanf,其值可根据滑动速度v由《机械设计》书上表11-18或表11-19中选取。
2024-数控机床回转工作台(全)
由于多齿啮合,啮合率高,所以定位刚 度好,承载能力强。
最小分度为360º/Z,分度数目多,适用于 多工位分度。
由于离合过程具有磨合作用,其定位精 度不断提高,使用寿命长。
缺点是鼠齿盘制造相较困难。
鼠齿盘及齿形结构如图
工作过程分为三步:
工作台抬起
工作台回转分度
工作台下降并定位锁紧
为了尽量消除反向间隙和传动间隙,通过调整偏 心环3来消除齿轮2和4啮合侧隙。
齿轮4与蜗杆9是靠楔形拉紧圆柱销5〔A一A剖面〕 来连接。
这种连接方式能消除轴与套的配合间隙。
蜗杆9采用螺距渐厚蜗杆,通过移动蜗杆的轴向位 置来调节间隙。
〔图〕测蜗杆的左右两侧具有不同的螺距因此蜗杆 齿厚从头到尾逐渐增厚。 但由于同一侧的螺距是相同的,所以仍能保持正确 的啮合。 调整时松开螺母7的锁紧螺钉8使压块6与调整套松 开。 然后转动调整套11带动蜗杆9作轴向移动。 调整后锁紧调整套11和楔形圆柱销5。 蜗杆的左右两端都有双列滚针轴承支承, 左端为自由端可以伸缩以消除温度变化的影响, 右端装有两个推球轴承能轴向定位。
• TK56系列数控等分转台是数控镗铣床和加工中 心的理想配套附件,可以安装于主机工作台面 上,工作时,在主机相关控制系统控制下,能 够完成以1°为基数的等分分度零件的加工。
• TK14系列数控可倾斜回转工作台,可完 成等分和不等分的角度分度工作。工作台 既可回转,又可倾斜,具有2个自由度。
数控机床回转工作台
电磁铁控制液压阀〔图中未示出〕,使压力油经 孔23进入到工作台7中央的夹紧液压缸下腔10推 动活塞6向上移动,
经推力轴承5和13将工作台7抬起,上下两个鼠齿 盘4和3脱离啮合,
〔图〕当工作台静止时,必须处于锁紧状态。
2500mm数控滚齿机回转工作台结构设计

2500mm数控滚齿机回转工作台设计摘要此次毕业设计的题目是2500mm数控滚齿机回转工作台设计。
通过对数控滚齿机回转工作台的设计,使学生在步入社会之前,不仅能够设计出数控回转工作台,而且能够掌握机械设计的方法和步骤。
本设计研究的主要内容包括:确定数控滚齿机回转工作台的传动方案;数控滚齿机回转工作台静压系统设计;驱动力计算及其他相关计算;零件设计与校核;零件图的绘制与三维模型建立。
绘制装配图。
对于数控回转工作台的设计,首先,进行总体方案设计,传动方案采用齿轮传动和蜗杆传动;然后进行各零件的设计与校核,蜗杆与轴采用整体式结构;蜗轮与工作台采用螺钉连接;工作台的平衡通过止推轴承来保证;箱体由箱座、箱盖和顶盖组成,其中箱体上设计了圆台和加强筋;最后,对各零件进行装配。
数控滚齿机的圆周进给由回转工作台完成,回转工作台可以与X、Y、Z 三个坐标轴联动,从而加工出各种齿轮。
回转工作台可以实现精确的自动分度,提高了数控机床的精度。
目前,数控回转工作台主要用于数控镗床和铣床。
关键词:数控回转工作台;齿轮;蜗杆;箱体;建模DESIGN OF 2500 CNC GEAR HOBBING MACHINEROTARY WORKTABLEABSTRACTThe topic of this graduation design is the design of 2500 CNC gear hobbing rotary worktable . Through the design of CNC gear hobbing rotary worktable, so that before the students entered the community, not only to design a CNC rotary worktable, but also can master the mechanical design of the methods and procedures. The main content of this design include: determining of the transmission scheme of CNC rotary worktable; design of pressure system ,calculation of driving force and the other related;design and check the parts; draw the part drawing and establish 3 d model; Draw the assembly drawing.The design of CNC rotary worktable, first of all, design of the overall , use of transmission scheme and worm gear to drive; then the design and checking of the parts, the whole worm and shaft structure; worm screw connection with the worktable; the balance of worktable through thrust bearings to ensure; box make up of the box seat, lid and cover, the box body is designed a cone and stiffener;finally, all the parts are assembled.The Circular feed of CNC gear hobbing machine is completed by rotary table rotary worktable ,with X, Y, Z three axis linkage to work out all kinds of gears. Precision rotary worktable can realize automatic indexing, so can improve the precision of CNC gear hobbing machine. Currently, the NC rotary table CNC boring and milling machines are mainly used.Keywords: NC rotary worktable; gear; worm; box; modeling符 号 说 明w p 工作所需功率,kWT 工作所需转矩,M N ∙w n 工作台转速,s m /w η 电动机效率,kW0P 电动机功率,kWη 总传动效率i 总传动比m P 电机额定功率,kW1T 小齿轮转矩,M N ∙a 中心距,mmm 模数,mmb 齿宽,mmK 载荷系数1d 分度圆直径,mmh 齿高,mmE Z 弹性影响系数[]H σ 许用应力,MPaS 安全系数Z 齿数v k 动载荷系数Z ρ 接触系数目录第1章绪论 (1)§1.1 前言 (1)§1.2本设计开展的目的及意义 (1)§1.3设计的依据 (2)§1.4国内外同类设计的概况综述 (3)第2章数控回转工作台的原理 (5)§2.1数控回转工作台 (5)§2.2设计准则 (6)§2.3主要技术参数 (6)第3章数控回转工作台的设计 (7)§3.1传动方案的选择 (7)§3.1.1传动方案传动时应满足的要求 (7)§3.1.2传动方案及其分析 (7)§3.2伺服电机的选择及运动参数的计算 (9)§3.2.1驱动方式的选择 (9)§3.2.2选择伺服电机的具体型号和参数 (11)§3.3齿轮传动的设计 (12)§3.3.1 选择齿轮传动的类型与材料 (12)§3.3.2按齿面接触疲劳强度设计 (13)§3.3.3按齿根弯曲强度设计 (15)§3.4蜗轮及蜗杆的选用与校核 (16)§3.4.1 选择涡杆传动类型 (16)§3.4.2 选择材料 (16)§3.4.3按齿面接触疲劳强度进行设计 (17)§3.4.4蜗杆与涡轮的主要尺寸与参数 (18)§3.5轴承的选用 (18)§3.5.1轴承的类型 (19)§3.5.2轴承受到的载荷 (19)§3.5.3验算轴承寿命 (20)§3.6静压系统的结构设计 (21)第4章三维建模 (22)§4.1零件绘制 (22)§4.2 装配 (24)第5章结论 (26)参考文献 (27)致谢 (29)第1章绪论§1.1 前言随着生产力水平的发展,数控技术越来越广泛的应用于各个领域。
数控回转工作台抖动问题探析

谈文结合实际, 对数控回转工作台 在回转过程中出现的抖动现 象进行分析, 并加以解决, 为以后同类设计提供了 理论及实践依据 。
关键 词: 数控 回 转工作台 回转 抖动 稳定性 加工精度
中图分类号 : T G 6 5 9
文献标识码 : A
文章编号 : 1 6 7 4 - 0 9 8 X( 2 0 1 3 ) 0 2 ( a ) 一 0 0 6 3 — 0 1
=
, 一 q ( R - r ) 4 1 塑 :
… 8 EI
2 . 8×1 0 一 r R
: ! 二 : ! =
8X1 2 0×1 0 9×00 00 8 7 4 8
重物 引起 的 最大变 形为 :
: 一
抖 动 现 象 进 行 了分 析, 并 针 对 性做 了相关 研 装夹 位 置尽 量在 工作 台回转 支 承环 以 里 , 但 究和试验, 给 出了问题 解 决 的办 法 。 该 数 控 在 机 械 加 工过 程 中经 常会有工 作台偏载 情 况 回转 工作 台 的工 作原 理 为 : 伺服 电机 通 过 减 发 生 。 当 工作 台 偏 载 负荷 的 情况 下进 行 回 速 箱, 蜗 轮 蜗杆 机构 , 经 小齿轮 大齿 圈降 速来 转 时也 产生 了抖动 现 象 , 工 作台偏 载时 , 会 引
×1 0 =1 2. 5 Xl 0 m =0. 1 25 m m
起 工 作 台台面 本 身的 变 形 , 偏 载 越 大台 面 变 形越大, 由于 中心 轴 有 推 力卸 荷轴 承 支 撑 ,
1 0 0 0 0 k g } 工作台进给转 速: 0 -1 r / mi n ; 工作 所 以 变 形 量 较 小 , 基 本上可 以 忽 略不 计 。 对 压试 验, 在l 8 0 0 X l 8 0 0 mm 的 工 作 台 一 台快速 回转速 度: 1 r / mi n l 工作台滑座 尺寸: 该 工 作 台在偏 载 的情 况 下进 行校 核 , 并 计 算 角 处 放 一 个 4 0 0 0 k g的重 物, 在 工作 台下 1 40 0X1 40 0 m m ; 其 理论 变形 量。 对工作台校 核如 : 本工作台 台 部打 表, 观 察其变 形量 , 工 作 台 角 处 压 重 面 重量 约4 0 0 0 k g , 工作台的惯 性矩 为 : 物 一 侧 的 变 形 量 为 0. 1 6 m m道 ,未 压 重
cks5116立车技术资料

CKS5116x12/8型数控立式车床技术参考资料齐齐哈尔二机床(集团)有限责任公司2008年1月一、机床主要性能数控立式车床是一种性能优良、工艺范围广泛、生产效率高的先进设备。
我公司自2005年开始研制生产数控车床,在借鉴国内外先进的机床设计制造技术的基础上,采用最新的设计理念,并结合齐二机床深厚的企业文化底蕴,研制出的一种集机电液一体化的精密机床设备。
定位为国内提供具世界一流水平的产品。
本产品主要适用于高速钢、硬质合金刀具及陶瓷刀具,对黑色金属、有色金属和部分非金属零件的内外圆柱面、内外圆锥面、螺纹、圆弧面及复杂曲面的粗精加工。
本产品具有精度高、刚度大、使用寿命长、抗震性好、可靠性高及适于高速切削等特点。
数控系统采用西门子、法那克、发格系统,或由用户选择其它系统。
主电机可以选用交流伺服电机,也可以选用交流变频电机。
二、三、机床结构特点简介本机床为数控单柱立式车床,主要由工作台、工作台底座、立柱、横梁、垂直刀架、电动刀台、数控系统、电柜、操纵站、液压系统、防护装置及排屑装置等部分组成。
机床采用高强度抗拉铸铁制造,工作台、工作台底座、立柱均采用热对称结构。
各主要零件均通过有限元进行优化设计,并进行充分的时效处理,同时采取了有效的隔振措施。
确保本机床具有高的精度、刚度及高的抗振性。
3.1. 工作台及底座工作台及底座为整体热对称结构,采用优质铸铁精密铸造而成。
工作台采用经过预载的高精度滚动轴承做导轨,径向轴承采用高精度双列圆柱滚子轴承做定心轴承。
因此,工作台具有高的旋转精度和较大的承载能力。
主电机采用西门子1PH7交流主轴电机(或交流变频电机)加进口ZF减速器的传动方式,高速旋转零件均做动、静平衡。
控制每转进给量和车螺纹用的编码器装在工作台中心主轴上。
3.2. 立柱和横梁立柱材料采用高强度低应力铸铁件。
立柱座落于工作台底座上,采用刚性连接,提高机床的刚度及精度。
横梁在立柱导轨上作垂直升降运动。
横梁升降采用普通双丝杆升降,通过立柱顶端的双轴电机同时带动两侧的减速箱来实现丝杆同步转动,横梁导轨面上装有防护罩。
数控回转工作台说明书

数控回转工作台说明书摘要数控车床今后将向中高挡发展,中档采用普及型数控刀架配套,高档采用动力型刀架,兼有液压刀架、伺服刀架、立式刀架等品种,预计近年来对数控刀架需求量将大大增加。
但是数控回转工作台更有发展前途,它是一种可以实现圆周进给和分度运动的工作台,它常被使用于卧式的镗床和加工中心上,可提高加工效率,完成更多的工艺,它主要由原动力、齿轮传动、蜗杆传动、工作台等部分组成,并可进行间隙消除和蜗轮加紧,是一种很实用的加工工具。
本课题主要介绍了它的原理和机械结构的设计,并对以上部分运用AUTOCAD做图,最后是对数控回转工作台提出的一点建议。
关键词:数控回转工作台;齿轮传动;蜗杆传动;间隙消除;蜗轮加紧AbstractNumerical control there is in the future lathe to in will develop, the middle—grade to adopt popular numerical control knife rest form a complete set, adopt the motive force type knife rest top-grandly, have such varieties as knife rest of hydraulic pressure, servo knife rest, vertical knife rest, etc. concurrently, it is estimated that it will increase to numerical control knife rest demand greatly数控回转工作台说明书in recent years。
The development trend of the Numerical control rotary table is:With the development of numerical control lathe, numerical control knife rest begin to change one hundred sheets , electric liquid is it urge and urge direction develop while being servo to make up fast。
数控回转工作台资料

在目前的机械行业当中只有数控铣床、加工中心和数控镗床都应用回转工作台,并且这三种机床的使用最普遍。与其他的普通回转台相比起来,在外形上看来他们并没有什么区别,只是他们有不同的驱动,一种是手动回转,而数控回转工作台是与其他的数字控制驱动结合。
图1-1闭环内部结构
1-进电机;2-主动齿轮;3-偏心环;4-从动齿轮;5-柱销;6-压块;7-螺母;8-锁紧螺钉、11-轴承盖、套筒;9-蜗杆;10-蜗轮;12、13-加紧瓦;14-压紧液压缸;15-活塞;16-弹簧;17-钢球;18-光栅;
蜗杆传动的特点:
1.结构紧凑蜗杆每旋转一周,蜗轮转过一个齿距,所以可以实现大的传动比。传动比比其他传动方式的大,所需零件数目少,不占用空间,所以结构相对紧凑。
2.冲击载荷小、传动平稳、噪声低因为蜗轮蜗杆在传动过程中是很缓慢的进入啮合然后慢慢地退出啮合的,而且齿对相对来说较多。
3.自锁由于蜗杆的螺旋线升角与当量摩擦角相比较小,所以当蜗杆传动时具有自锁功能。
转工作台主要是与立式铣床配套使用,其精度直接影响到机床的性能。本次设计选择由步进电动机作为动力源,一级圆柱直齿轮减速器进行减速及传递转矩和转速,将其传递给蜗轮蜗杆机构来带动工作台进行回转加工工作。数控回转工作台与数控立式铣床结合使用可进行工件的分度和切削旋转,配合机床X、Y、Z三轴的直线运动可以扩大机床的加工范围,来提高机床的工作效率。配合数控系统的控制,数控回转工作台可以有效提高生产效率,消除人为误差,提高加工精度。本次主要设计方向是数控铣床中的数控回转工作台,我们对主要的零件进行了结构功能设计。装配图、零件图用CAXA软件绘制。
关键词:立式铣床数控回转工作台齿轮蜗轮蜗杆
Abstract
Thedesignof the NC rotary table is mainly with vertical milling machine , Its precision directly affects the performance of the machine. The design choices the stepping motor as a power source. Level of cylindrical spur gear reduce of reduction and transmission torque and rotational speed, pass it to worm and worm wheel mechanism to drive the workbench rotary processing work. NC rotary table with NC vertical milling machine combined with the use of artifacts can be dividing and cutting rotation, cooperate with X,Y,Z three axis machine tool can expand the linear motion of the machine toolprocessing range, to improve the working efficiency of the machine tool. With NC system, the control of NC rotary table can effectively improve the production efficiency, eliminating human error, and improve the machining accuracy. The main design direction is the NC rotary table in CNC milling machine, structure and function of main parts of our design. Assembly drawing and part drawing drawn using CAXA software.
GSK980TDb(带工作台)数控车床综合实验台技术参数

GSK数控车床原理综合实验台一、设备技术性能设备名称GSK数控车床原理综合实验台型号规格GSK-LT-001系列1.设备的主要用途、功能用途:教学实验及科学研究数控原理综合实验台(以下简称实验台)是适合数控技术专业教学的专用实验设备,其功能全、适应性强,可满足数控维修、数控电气设计、故障设计、数控机床电气组装、机床数控化改造等各项实验设置。
2.实验台特点①平面化开放式结构,结构紧凑,体积小;②四脚加装滚轮,便于移动;③布线简明,标志清晰,易观察机床动作及故障诊断;④主轴(正反转、制动),光电编码器检测;⑤X、Z轴联动;⑥四工位回转电动刀架、冷却电动机、标准工业专用电子手轮;⑦X、Z轴手动行程限位,减速回零控制;⑧20个常用故障设置专用区,便于培养学生的故障诊断、数控机床维修能力;⑨备有完善的电气电路图纸、数控电气布线图;⑩漏电保护功能(电流超过30mA将立即自动断电,起到保护作用)。
3.技术参数及指标(不配置光栅尺)(1) 外形尺寸(长×宽×高):1500×1300×1100mm(2) 工作台行程 (X、Z轴) mm:120/120(3) X、Z轴进给速度mm/min: 2000/4000(4) 主轴转速范围rpm:30--2000(带变频)(5) 主轴电机功率Kw:0.75(6) 主轴最大输出扭矩:1.3N.m(7) 刀架位数:4工位(立式)(8) 控制系统: GSK980TDb/DA98A(交流伺服系统)按贵公司情况配置为:X轴为DA98A-110SJT-M040D;Z轴为DY3-13/10BYG3501ASY电机(9) 重量:500kg注:GSK980TDb系统为第三届全国数控技能大赛指定的数控车床系统。
3.实验台可实现实验项目(1) 数控车床的构造、组成原理。
(2) 数控车床各单元的连接、调试、控制实验。
(3) 数控车床的故障和诊断的研究及设计实验(包括机床检测元件、主轴单元、进给单元等)。
数控维修与装调设备技术参数:

数控维修与装调设备技术参数:产品型号: 0i mate TD数控车床实训设备2018年全国职业院校技能大赛指定设备<需证明材料)一、能完成的实验项目:<1)数控机床编程、操作类实训:数控机床编程、操作<2)数控机床电气部分的实训:数控机床电气组成的学习数控机床电气控制及PMC的学习主轴与进给轴控制的学习数控机床控制电路安装实训电气原理图及装配图的识图与绘制主轴、进给轴、系统、伺服驱动等参数设置数据备份主轴、进给轴、刀架、冷却、润滑等模块的基本功能调试数控机床故障诊断与维修数控机床的整机调试数控机床几何精度检测。
二、基本配置:<1)电气控制单元参数1)电源:三相五线 AC 380V±10% 50Hz;2)数控控制台尺寸:长<mm)×宽<mm)×高<mm)=800×600×1800;3)漏电保护:漏电动作电流≤30mA;4)缺相自动保护、过载保护<2)电气安装实训单元参数1)电源:三相五线 AC 380V±10% 50Hz;2)数控控制台尺寸:长<mm)×宽<mm)×高<mm)=800×600×1800;<3)机床参数ZXTC-151)加工范围最大回转直径:φ400mm最大切削直径<轴/盘):φ165mm/φ200mm最大切削长度: 400mm2)规格卡盘尺寸:6″中实手动主轴型式:ISOA2-5主轴转速范围:50~3500r/min主轴通孔直径:φ46mm最小分辨率:0.001mm快速移动速度:X轴15 m/min Z轴18 m/min切削进给速度:0~5000 mm/minX/Z轴最大行程:X轴 125mm Z轴 410mm3)机床精度标准GB/T16462-1996《数控卧式车床精度检验》<等同于ISO 230/2-1997)定位精度: <X)0.016mm <Z)0.020mm重复定位精度: <X)0.007mm <Z)0.008mm正反差值: <X)0.006mm <Z)0.010mm4)主轴转动系统主轴变频电机功率: 5.5kw主轴润滑:使用进口高级润滑脂润滑,全封闭,免维护5)进给系统交流伺服电机扭矩X/Z轴: 7Nm/7Nm<FANUC)β8i /β8i6)电动刀架刀柄尺寸:20mm×20mm;内孔刀柄尺寸:最大φ25 mm7)机床结构水平布局:X轴导轨与水平面倾角45°,刚性好机床设计制造符合ISO国际标准机床所有零部件和各种计量单位全部符合国际单位<SI)标准X/Z轴导轨形式:线性导轨X/Z轴丝杠形式:滚珠丝杠8)、机床电源电源电压范围:交流三相380V ± 10% 50HZ机床用电总功率:最大15KW9)、正常使用条件环境温度: 0~40°C湿度:≤85%产品型号:华中数控H210A TD数控车床实训设备一、能完成的实验项目<1)数控机床编程、操作类实训:数控机床编程、操作<2)数控机床电气部分的实训:数控机床电气组成的学习数控机床电气控制及PLC接口的学习主轴与进给轴控制的学习数控机床控制电路安装实训电气原理图及装配图的识图与绘制主轴、进给轴、系统、伺服驱动等参数设置数据备份主轴、进给轴、刀架、冷却、润滑等模块的基本功能调试数控机床故障诊断与维修数控机床的整机调试数控机床几何精度检测。
数控回转工作台(最新单位回转的

摘要数控车床今后将向中高挡发展,中档采用普及型数控刀架配套,高档采用动力型刀架,兼有液压刀架、伺服刀架、立式刀架等品种,预计近年来对数控刀架需求量将大大增加。
但是数控回转工作台更有发展前途,它是一种可以实现圆周进给和分度运动的工作台,它常被使用于卧式的镗床和加工中心上,可提高加工效率,完成更多的工艺,它主要由原动力、齿轮传动、蜗杆传动、工作台等部分组成,并可进行间隙消除和蜗轮加紧,是一种很实用的加工工具。
本课题主要介绍了它的原理和机械结构的设计,并对以上部分运用AUTOCAD做图,最后是对数控回转工作台提出的一点建议。
关键词:数控回转工作台齿轮传动蜗杆传动间隙消除蜗轮加紧AbstractNumerical control there is in the future lathe to in will develop, the middle-grade to adopt popular numerical control knife rest form a complete set, adopt the motive force type knife rest top-grandly, have such varieties as knife rest of hydraulic pressure, servo knife rest, vertical knife rest, etc. concurrently, it is estimated that will increase to numerical control knife rest demand greatly in recent years. The development trend of the Numerical control rotary table is: With the development of numerical control lathe, numerical control knife rest begin to change one hundred sheets , electric liquid is it urge and urge direction develop while being servo to make up fast. Some originally design and is it continue electricity to use to four worker location vertical electronic machinery of knife rest mainly- exposed to control system control some designs. And use AUTOCAD to pursue to the above part, have a more ocular knowledge of electronic knife rest. The last proposition has put forward the suggestion and measure to Numerical control rotary table.Keyword:Numerical control rotary table;Gear drive;Worm drive;Gap elimination;The worm gear steps up.目录绪论 (3)第一章:数控回转工作台的原理与应用 (4)1.1 数控回转工作的原理 (4)1.2 设计准则 (5)1.3 主要技术参数 (5)1.4 本章小结 (5)第二章:数控回转工作台的结构设计 (6)2.1 传动方案的确定 (6)2.2齿轮传动的设计 (7)2.3 电液脉冲马达的选择及运动参数的计算 (9)2.4 蜗轮及蜗杆的选用与校核 (10)2.5 蜗杆与蜗轮的主要参数与几何尺寸 (12)2.6 轴的校核与计算 (13)2.7 弯矩组合图 (14)2.8 根据最大危险截面处的扭矩确定最小轴径 (14)2.9 齿轮上键的选择及校核 (15)2.10 轴承的选用 (15)2.11 本章小结 (16)第三章数控技术发展趋势 (16)3.1 性能发展方向 (16)3.2 功能发展方向 (17)3.3 体系结构的发展 (18)3.4 智能化新一代PCNC数控系统 (19)第四章总结 (19)致谢 (20)参考文献 (20)绪论毕业设计主要是培养学生综合应用所学专业的基础理论、基本技能和专业知识的能力,培养学生建立正确的设计思想,掌握工程设计的一般程序、规范和方法。
FANUC数控全参数一览表
FANUC系统参数一览表系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1. SETTING 参数(与设定相关的参数)参数号符号意义 16-T 16-M0000/0 TVC 代码竖向校验 O:不进行 1:进行0000/1 ISO EIA/ISO代码 O:EIA代码 1:ISO代码0000/2 INI MDI方式公/英制 O:米制 1:英制0000/5 SEQ 自动加顺序号 O:不进行 1:进行0002/0 RDG 远程诊断 O不进行 1进行0002/7 SJZ 手动参考位置返回 0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定 0关闭 1开启0012/4 AIC 轴命令的移动距离 0依照指定的地址 1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定 0不拆除受控轴 1拆除受控轴3216 自动加程序段号时程序段号的间隔 O 12.RS232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1 RS-232-C串行端口1 2 RS-232-C串行接口2 3遥控缓冲器接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
(X)方台面数控回转工作台设计方案

封面作者:PanHon gliang仅供个人学习专业课课程设计设计说明书设计题目:数控X-Y工作台设计学生:学号:班级:指导教师:(200X200) 方台面数控回转工作台设计目录序言 (3)摘要 (4)设计目地 (4)设计要求 (4)总体方案设计 (5)机械系统设计计算 (6)1、确定脉冲当量 (6)2、确定传动比 (6)3、滚珠丝杠螺母副地选型和校核 (7)4、步进电动机地选型和计算 (11)5、导轨地选型和计算 (13)&启动矩频特性校核 (14)控制系统设计 (18)第一节控制系统硬件地基本组成 (18)第二节步进电机控制电路 (18)步进电机控制程序设计 (20)其它电路辅助设计 (24)设计总结 (24)参考文献 (25)序言据资料介绍, 我国拥有400 多万台机床, 绝大部分都是多年累积生产地普通机床. 这些机床自动化程度不高, 加工精度低,要想在短时期内用自动化程度高地设备大量更新,替代现有地机床, 无论从资金还是从我国机床制造厂地生产能力都是不可行地. 但尽快将我国现有地部分普通机床实现自动化和精密化改造又势在必行. 为此, 如何改造就成了我国现有设备技术改造迫切要求解决地重要课题.亲, 由于某些原因, 没有上传完整地毕业设计(完整地应包括毕业设计说明书、相关图纸CAD/PROE中英文文献及翻译等),此文档也稍微删除了一部分内容(目录及某些关键内容)如需要地朋友, 请联系我地叩扣:2215891151, 数万篇现成设计及另有地高端团队绝对可满足您地需要在过去地几十年里,金属切削机床地基本动作原理变化不大,但社会生产力特别是微电子技术、计算机技术地应用发展很快. 反映到机床控制系统上,它既能提高机床地自动化程度又能提高加工地精度,现已有一些企业在这方面做了有益地尝试. 实践证明,改造后地机床既满足了技术进步和较高生产率地要求,又由于产品精度提高,型面加工范围增多也使改造后地设备适应能力加大了许多. 这更加突出了在旧机床上进行数控技术改造地必要性和迫切性.由于新型机床价格昂贵,一次性投资巨大,如果把旧机床设备全部以新型机床替换,国家要花费大量地资金,而替换下地机床又会闲置起来造成浪费,若采用改造技术加以现代化,则可以节省50%以上地资金.从我国地具体情况来讲,一套经济型数控装置地价格仅为全功能数控装置地1/3到1/5,一般用户都承担得起. 这为资金紧张地中小型企业地技术发展开创了新路,也对实力雄厚地大型企业产生了极大地经济吸引力,起到了事半功倍地积极作用.据国内资料统计订购新地数控机床地交货周期一般较长,往往不能满足生产需要. 因此机床地数控改造就成为满足市场需求地主要补充手段.在机械工业生产中,多品种、中小批量甚至单件生产是现代机械制造地基本特征,占有相当大地比重. 要完成这些生产任务,不外乎选择通用机床、专用机床或数控机床,其中数控机床是最能适应这种生产需要地.从上述分析中不难看出数控技术用于机床改造是建立在微电子现代技术与传统技术相结合地基础之上.通过理论上地推导和实践使用地证明,把微机数控系统引入机床地改造有以下几方面地优点:1)可靠性高;"柔性强;#易于实现机电一体化;2)经济性可观.为此在旧地机床上进行数控改造可以提高机床地使用性能,降低生产成本,用较少地资金投入而得到较高地机床性能和较大地经济效益.摘要本课程设计是对铣床进行改造,目地在于培养对机电一体化产品地设计能力,重点是对所学知识地巩固和加强,为毕业设计及将来地工作打下坚实地基础.本课程设计由序言、设计要求、总体方案、进给系统设计、控制系统设计, 以及相应元件地选择与确定和主程序框图、数控化电路原理组成. 由于本人经验不足, 以及对知识掌握程度地限制,设计过程还存在某方面地错漏, 敬请老师提出宝贵意见.设计目地数控机床课程设计是机电一体化专业教案中地一个重要地实践环节, 学生学完技术基础课和专业课, 特别是“数控技术及应用”课程后应用地, 它是培养学生理论联系实际、解决实际问题能力地重要步骤. 本课程设计是以机电一体化地典型课题--- 数控系统设计方案地拟定为主线, 通过对数控系统设计总体方案地拟定、进给伺服系统机械部分设计, 计算以及控制系统硬件电路地设计, 使学生能够综合应用所学过地机械、电子和微机方面地知识, 进行一次机电结合地全方面训练, 从而培养学生具有初步设计计算地能力以及分析和处理生产过程中所遇到地问题地能力.设计要求课程设计是机床数控系统课程地十分重要实践环节之一. 通过课程设计可以初步树立正确地设计思想, 了解有关地工业政策, 学会运用手册、标准、规范等资料;培养学生分析问题解决问题地实际能力,并在教师地指导下, 系统地运用课程和选修课程地知识, 独立完成规定地设计任务.课程设计地内容是改造设备, 实现以下几部分内容地设计训练.如精密执行机构(或装置)地设计、计算机I/O 接口设计和驱动电路以及数控化电气原理设计等.说明书地内容应包括:课程设计题目总体方案地确定、系统框图地分析、电气执行元件地选用说明、机械传动设计计算以及机械和电气及其他部分(如环形分配器等)地说明.该课程设计地内容及方法, 可以归纳如下:1.采用微型计算机(包括单片机)进行数据处理、采集和控制. 主要考虑计算机地选择或单片机构成电路地选用、接口电路、软件编制等.2.选用驱动控制电路, 对执行机构进行控制. 主要考虑计算机地选择或单片机构成电路地选用,考虑电机选择及驱动力矩地计算, 控制电机电路地设计.3.精密执行机构地设计. 主要是考虑数控机床工作台传动装置地设计问题:要弄清机构或机械执行元件地主要功能(传动运动、动力、位置装置、微调、精密定位或高速运转等), 进行力矩、负载功率、惯性(转动惯量)、加(减)速控制和误差计算.4.学会使用手册及图表资料.总体方案设计一般来讲, 普通铣床地数控改造主要有两部分, 一是设计一套简易微机数控X-Y 工作台, 固定在铣床地工作台上. 二是将控制铣刀上、下运动地手柄拆去, 改用微机控制步进电机通过一级减速装置使铳头上下运动•本设计只对X-Y工作台进行设计.取铳床步进电机地脉冲当量可选为0.01mm/脉冲,步进电机地步距角0.9° .1.系统运动方式地确定数控系统按运动方式可分为点位控制系统, 点位直线系统, 连续控制系统. 如果工件相对于刀具移动过程中不进行切削, 可选用点位控制方式. 数控铣床在工作台移动过程中铣头并不进行铣孔加工, 因此数控装置可采用点位控制方式. 对点位系统地要求是快速定位, 保证定位精度.2.伺服系统地选择伺服系统实现位置伺服控制有开环、闭环、半闭环3种控制方式. 开环控制地伺服系统存在着控制精度不能达到较高水平地基本问题, 但是步进电机具有角位移与输入脉冲地严格对应关系, 使步距误差不会积累;转速和输入脉冲频率严格地对应关系, 而且在负载能力范围内不受电流、电压、负载大小、环境条件地波动而变化地特点. 并且步进电机控制地开环系统由于不存在位置检测与反馈控制地问题, 结构比较简单, 易于控制系统地实现与调试. 并且随着电子技术和计算机控制技术地发展, 在改善步进电机控制性能方面也取得了可喜地发展.因此,在一定范围内,这种采用步进电机作为驱动执行元件地开环伺服系统可以满足加工要求, 适宜于在精度要求不很高地一般数控系统中应用. 虽然闭环、半闭环控制为实现高精度地位置伺服控制提供了可能, 然而由于在具体地系统中, 增加了位置检测、反馈比较及伺服放大等环节, 除了在安装调试增加工作量和复杂性外, 从控制理论地角度看, 要实现闭环系统地良好稳态和动态性能, 其难度也将大为提高. 为此, 考虑到在普通立式铣床上进行改造, 精度要求不是很高, 为了简化结构, 降低成本, 本设计采用步进电机开环伺服系统.3.执行机构传动方式地确定为确保数控系统地传动精度和工作平稳性, 在设计机构传动装配时, 通常提出低摩擦、低惯量、高刚度、无间隙、高谐振以及有适宜阻尼比地要求. 故在设计中应考虑以下几点:1 )尽量采用低摩擦地传动和导向元件. 如采用滚珠丝杠螺母传动副、滚动导轨等.2)尽量消除传动间隙. 如步进电机上地传动齿轮采用偏心轴套式消隙结构.3)缩短传动链. 缩短传动链可以提高系统地传动刚度, 减小传动链误差. 可采用预紧以提高系统地传动刚度. 如应用预加负载地滚动导轨和滚珠丝杠传动副, 丝杠支承设计成两端轴向固定, 并加预拉伸地结构等提高传动刚度. X-Y 工作台传动采用滚珠丝杠螺母传动副和滚动导轨.4.计算机系统地选择计算机数控系统一般由微机部分、I/O接口电路、光电隔离电路、伺服电机驱动电路、检测电路等几部分所组成.在简易数控系统中,大多采用8位微处理器地微型计算机.如何采用Z80CPU或MCS-51单片机组成地微机应用系统.Z80CPU 有芯片价廉, 通用性强, 维修方便等特点. MCS-51 单片机具有集成度高、可靠性好、功能强、速度快和很高地性能价格比等特点. 通过比较, 对于简易数控机床推荐采用MCS-51 系列单片机作为主控制器.5.实施保留原机床主传动链, 保留铣床工作台和控制工作台移动手柄, 在原工作台上安装一套微机数控地X-Y工作台.由于X-Y工作台地运动部件重量和切削力不大,因此选用有预加载荷地滚珠导轨. 采用滚动导轨可减小两个相对运动面地动、静摩擦系数之差, 从而提高运动平稳性,减小振动.考虑到电机步距角和丝杠导程只能按标准选取,为达到分辨率0.01mm要求,需采用齿轮降速传动.综上所述, 本文改造地总体方案确定为:采用MCS-51 单片机对数据进行计算处理, 由I/O接口输出步进脉冲步进电机经一级齿轮减速后,带动丝杠转动,从而实现工件地纵向、横向运动,同时为了防止意外事故,保护微机及其它设备,还设置报警,急停电路等,机械系统设计设计参数系统分辩率为0.01mm,其它设计参数见下表:要求:设计一台数控回转工作台并开发其控制、驱动系统,工作台面200X200mm,分辨率为=5分/step,承受最大轴向载荷Tmax=800Nm.机械系统设计计算1.脉冲当量地确定根据机床精度要求确定脉冲当量,考虑到机械传动系统地误差存在.脉冲当量值必须小于定位精度值.本次设计确定脉冲当量为0.01mm/步.二.铣削力分析与计算铣削运动地特征是主运动为铣刀绕自身轴线高速回转,进给运动为工作台带动工件在垂直于铣刀轴线方向缓慢进给(键槽铣刀可沿轴线进给).铣刀地类型很多,但以圆柱铣刀和端铣刀为基本形式,此选用圆柱铣刀,铣刀材料选择高速钢.根据工件材料为碳钢可确定铣削力地计算公式:0.86 0.72 - -0.86F z=9.81C FZ• a e • a f • d o • a p • Z式中各参数如下:C FZ----- 铣削力系数,C FZ=68.2 (表2-3)a e ------------- 最大铣削宽度,本设计为8mma p ------------- 背吃刀量,本设计为3mmZ ---- 铣刀齿数,齿数取3d0 ------------- 圆柱铣刀直径,查得d0=20mm技术指导)a f ------------- 每齿进给量(mm/齿),即铣刀每转一个齿间角时,工件与铣刀地相对移动量查得a f=0.10mm/齿(技术指导)故:F Z=9.81 X 68.2 X 80.86 X 0.100.72 X 20-0.86 X 3X 3=547 N2.齿轮传动比计算进给齿轮箱传动比计算已确定进给脉冲当量=0.01mm滚珠丝杠导程L=4mm初选步进电机步距角0.9.可计算出传动比i:i==0. 9X4/360 X 0.01=1因传动比为1,这时可以使步进电机直接与丝杆联接,有利于简化结构,提高精度.3.滚珠丝杆螺母副地计算和选型1)计算进给牵引力(N)滚珠丝杠上地工作载荷F m(N)是指滚珠丝杠副在驱动工作台时滚珠丝杠所承受地轴向力, 也叫做进给牵引力. 直线滚动导轨地计算公式:F m=KF L+f ,(F v+F c+G)式中K ----- 考虑颠覆力矩影响地实验系数,矩形导轨K=1.1------ 滚动导轨摩擦系数:0.0025〜0.005 ;这里取0.005G ---- 移动部件地重力(N): G=600NF L----- 工作台纵向进给方向载荷Fc --- 工作台横向进给方向载荷Fv -- 工作台垂直进给方向载荷由表2-4 查得,F L/F Z=0.90,F L=0.9F Z=493 N F c /F Z=0.80,F c =0.8F Z=438NF v /F z=0.40,F v =0.4F z=219 N故:R=1.1 X 493+ 0.005 X( 438+ 219+ 600) =548N (2)计算最大动负载C 滚珠丝杠最大动载荷可用下式计算C=f m FL=n=v=a f zn式中:L—工作寿命、以106转为单位.fm —运转系数,按一般运转取fm =1.2〜1.5。
XH765A卧式加工中心工作台尺寸:500×500×2mm主轴最高转速6000转
XH765A卧式加工中心工作台尺寸: 500×500×2 mm 主轴最高转速 6000转(数控系统 FANUC-Oi MC)XH765A卧式加工中心技术描述一、机床主要技术参数二、机床结构及性能特性说明:1.基本结构及传动部件1)机床的床身、立柱、主轴箱等重要结构件均采用高强度铸铁,铸件经二次回火,以满足工件的强力切削及精度要求;2)机床采用先进的结构设计,底座为整体结构,刚性强,承载大,精度保持性好,滑鞍在底座上作X向(左右)运动,立柱在滑鞍上作Z向(前后)运动,主轴箱在立柱门框中作Y向(上下)运动,回转工作台为固定位置,可配置双交换工作台;3)三向导轨均采用德国STAR公司进口的直线滚动导轨,精度保持性很好,承载大;4)X、Y、Z直线轴均采用台湾银泰公司的经预加载荷的高精度双螺母滚珠丝杠,该丝杠两端的支撑为日本NSK公司的高精度成组轴承,形成双推结构配置,且对滚珠丝杠进行预应力拉伸安装,从而提高了进给传动系统的刚度并避免快速移动带来的热变形,定位精度高;5)X、Y、Z直线轴由AC伺服电机驱动,并通过德国KTR联轴器直接与滚珠丝杠直接连接,从而消除了传动链的间隙,提高了位置精度;6)X、Y、Z直线坐标轴可选配德国heidenhain高精度的光栅尺位置检测系统,以提高机床的定位精度和重复定位精度;7)三向导轨、滚珠丝杠均有防护罩,防止铁屑及切削液进入。
2.回转交换工作台部件配置台湾产500规格双托盘180°回转形式交换工作台,交换时间短,效率高,可靠性高,定位精度高,工作台为AC伺服电机驱动,实现四轴四联动;可选配鼠牙盘定位结构,1°×360分度,实现四轴三联动。
3.主轴部件1)整体精密主轴部件选用台湾旭泰主轴制造公司的产品,主轴具有卸荷结构,保护主轴轴承免受外力冲击,保证了主轴的高精度,延长了主轴的使用寿命,具有高的刚性和抗震性;2)主轴轴承采用德国FAG公司的高精度精密主轴轴承,回转精度高,精度的保持性长久;3)主轴采用FANUC的AC 11/15KW主轴电机驱动,主轴恒功率范围宽,扭矩大,转速高;4)主轴具备刚性攻丝功能,配置恒温冷却系统,保证了精度热稳定性;5)主轴配置外冷却装置,可进行大流量加工。
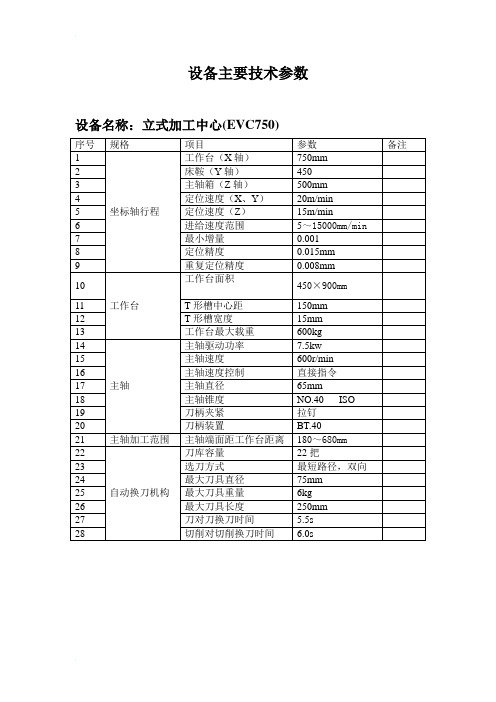
设备主要技术参数
车刀刀杆截面尺寸(宽×高)
20×20mm
12
尾座套内孔锥度
莫氏4号
13
尾座套筒最大移动距离
95mm
14
主轴电机功率
4kw
15
冷却泵电机功率
0.125kw
16
步进电机输出扭距
8N.m
17
机床外形尺寸
2290×1100×1590mm
18
机床净重
1600kg
19
刀架电机功率
0.12kw
20
机床的数控进给量
Φ52
10
主轴轴端形式
凸轮锁紧型
11
主轴最大输出扭矩(N.m)
240
12
主轴锥孔
莫氏6号
13
刀架
刀位数
4
14
刀具规格(mm×mm
20×20
15
尾座
套简直径(mm)
Φ55
16
套筒行程(mm)
120
17
顶尖锥孔
莫氏4号
18
其它
丝杠螺距(mm)
Z向6,X向5
19
X轴、Z轴快速移动速度
X轴6m/min
Z轴12m/min
13
Z向3m/min
14
顶尖套内孔锥度
莫氏3号
15
顶尖套最大移动距离
100 mm
16
主电机功率
1.5 kw
17
纵向(Z)步进电机
12 N.M
18
横向(X)步进电机
6 N.M
19
机床外形尺寸(长X宽X高)
1315×790×1310mm
20
机床净重
340 KG(DC500)
回转工作台设计讲解
回转工作台设计说明书论文题目 四工位回转工作台设计学 院 机械工程学院学 号 11004020406姓 名 何凯星教 师 杨岩2014年1月摘要本次课程设计的题目是回转工作台设计。
通过对回转工作台的设计,使大学生在步入社会之前,不仅能够设计出数控回转工作台,而且能够掌握机械设计的方法和步骤。
本课题研究的主要内容包括:确定回转工作台的传动方案;驱动力计算及其他相关计算;步进电机的选型;零件设计;零件图的绘制与三维模型建立;绘制装配图及运动仿真。
对于回转工作台的设计,首先,进行总体方案设计,传动方案采用齿不完全轮传动、槽轮传动或者直接采用步进电机实现分度;然后进行各零件的设计与校核;偏心轮与机架采用螺钉连接固定不动;工作台的平衡通过止推轴承来保证;采用直线导轨以实现夹紧与工件的定出;直线导轨端部用滚动轴承;工作太平面上设计了圆孔;最后,对各零件进行装配。
关键词:回转工作台;步进电机;直线导轨;滚动轴承;建模目录一、课程设计任务书1、概述 (3)2、回转工作台设计要求 (3)3、设计任务 (5)二、设计步骤1、夹紧机构的设计 (5)2、定位装置的设计 (6)3、偏心轮设计 (7)4、直线导轨的选型 (8)5、轴承的选择 (8)6、转动圆盘的设计 (8)7、装配图 (9)8、零件图的绘制 (10)三、心得体会 (13)四、参考文献 (15)一、课程设计任务书1、概述回转工作台是检测仪器的主体部件,同时,它也是诸多设备如万能工具显微镜、坐标测量机、坐标镗、铣、磨、加工中心等重要部件或附件。
检测仪主要由一个四工位回转工作台和一个显微镜组成。
显微镜固定在机架上部的竖直杆上,回转工作台主要由回转平台、回转台主轴及夹紧定位装置组成。
工作台水平安置,台上装夹加工对象,回转运动由步进电机直接驱动。
传动部分要能自锁,消除侧隙以保证精度要求,并有一定的传动精度和刚度,工作台上亦要有圆孔,以减轻工作台质量及材料成本。
2、回转工作台设计要求1、性能参数(1)主参数工件质量:小于10g。