焊接材料的选用标准
31-规范-焊材选用标准
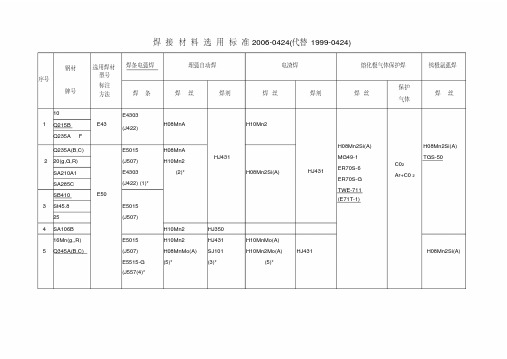
焊接材料选用标准2006-0424(代替1999-0424)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝1 10E43E4303(J422)H08MnAHJ431H10Mn2HJ431H08Mn2Si(A)MG49-1ER70S-6ER70S-GTWE-711(E71T-1)C02Ar+C02H08Mn2Si(A)TGS-50Q215BQ235A·F2Q235A(B,C)E50 E5015(J507)E4303(J422) (1)*H08MnAH10Mn2(2)* H08Mn2Si(A)20(g,G,R) SA210A1 SA285C3 SB410E5015(J507) St45.8254 SA106B H10Mn2 HJ3505 16Mn(g,,R)Q345A(B,C)E5015(J507)E5515-G(J557(4)*H10Mn2H08MnMo(A)(5)*HJ431SJ101(3)*H10MnMo(A)H10Mn2Mo(A)(5)*HJ431 H08Mn2Si(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝6 SA106CE50E5015(J507)E6015-D1(J607 )(6 )*H08MnMo(A)H08Mn2Mo(A)(6)*HJ350SJ101(3)*H10MnMo(A)H10Mn2Mo(A)(5)*HJ431H08Mn2SiMo(A) C02Ar+C02H08MnMo(A)H08Mn2SiMo(A) SA210CSA105SA516Gr70P355GH(19Mn6)7 SA299 E50-A1(11)*E50E7018-A1(11)*E5015(J507)E6015-D1(J607)(6)*E7015-D2(J707)(19)*H08MnMo(A)(S3Mo)H08Mn2Mo(A)(S4Mo)(6)*15Mn2Ni1MoE(18)*SJ101(3)*HJ350 H10Mn2Mo(A)8 SA209T1 E50-A1 E7018-A1E5015-G(J507Mo)MGS-M C02Ar+C02TGS-M 15Mo3序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝915MnV(g,R)E55 E5515-G(J557)E6015-D1(J607)(6)*H08MnMo(A)H08Mn2Mo(A)(6)*HJ350 H10Mn2Mo(A) HJ431H08Mn2SiMo(A)CO2Ar+CO2H08MnMo(A)H08Mn2SiMo(A)15MnVN(R)25Mn10 20MnMo E5515-D3(J557Mo)1113MnNiMoNb(R)E60 E6015-D1(J607)E6015-G(J607Ni)E7015-D2(J707)(7)*(19)*H08Mn2Mo(A)H08Mn2NiMo(A)(7)*15Mn2Ni1MoE(18)*HJ350SJ101H10Mn2NiMo(A)(S3NiMo1)H10Mn2Mo(A)(7)*15Mn2Ni1Mo(20)*HJ431H08Mn2SiMo(A)H08Mn2Mo(A)H08Mn2SiMo(A)DIWA353 (BHW35)12WB36(15NiCuMoNb5)E6015-D1(J607)FOX EV65H10Mn2Mo(A)3NiMo1-UPHJ350BB24H10Mn2Mo(A)H08Mn2Mo(A)(21)*DMO-IG(21)*13 14MnMoVgE70E7015-D2(J707)E7015-G(J707Ni)(8)*(9) *H08Mn2NiMo(A)H10Mn2NiMo(A)(8)*15Mn2Ni1MoE(18)*HJ350H10Mn2NiMo(A)15Mn2Ni1MoE(20)*HJ431 H08Mn2NiSiMo(A) CO2Ar+CO2H08Mn2NiSiMo(A)H08Mn2NiMo(A) 15MnMoV20MnMoNb15MnMoVN(调质状态)HJ250+HJ350(2:1)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝14 12CrMo E55-B1 E5515-B1(R207)H10CrMo(A)HJ350SJ101 PF-200(D) ETC FX 76B H13CrMo(A) HJ431SJ101H08CrMnSiMo(A)MGS-1CMCO2Ar+CO2H08CrMo(A)H08CrMnSiMo(A)15 15CrMo(R,G)E55-B2E5515-B2(R307)CMA96CMA96MBETCPH KV5HRH13CrMo(A)EB2US-511N(D)ETCAS2CrMo1H08CrMo(A)H08CrMnSiMo(A)TGS-1CMER70S-B2L(10)*13CrMo44SA335P12SA387Gr12CL1SA387Gr12CL2SA387Gr11CL1SA387Gr11CL216 SA213T12 E5515-B2(R307)MGS-1CM H08CrMnSiMo(A)TGS-1CM17 12Cr1MoV(G) E55-B2-V E5515-B2-V(R317) H08CrMoV(A) HJ350 H12CrMnSiMoV(A)HJ431H08CrMnSiMoV(A)H08CrMoV(A)H08CrMnSiMoV(A) 13CrMoV4218 21/4Cr-1MoE60-B3E6015-B3(R407)CMA-106NH08Cr3MoMnAEB3US-521SHJ350+HJ250(1:1)PF200(D)H10Cr3MoMnAH08Cr3MoMnAMGS-2CMH08Cr3MoMnATGS-2CMER80S-B3L(10)*SA335P22SA387Gr22CL110CrMo910SA213T22 MGS-2CM TGS-2CM序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝19 SA213T23 E60-B3-WV CM-2CW MGS-2CW TGS-2CW20 12Cr2MoWVTiB(钢102) E55-B3-VWB E5515-B3-VWB(R347) H08Cr2MoWVTiBAr+CO2H08Cr2MoWVTiB21 SA213T91E60-B9CM-9CbCM-96B9Chromet9MV-NMGS-9CbTGS-9CbTGS-90B9H06Cr9Mo1V SA335P91 US-9Cb PF-200S22 1Cr5MoE1-5MoVE5MoV-15(R507)E309Mo-16(A312) (12)*H1Cr5Mo HJ250 H1Cr5Mo 1Cr6SiMo23 0Cr13E410 E410-15(G207)(13)*H0Cr14HJ260H0Cr1424 1Cr13 E410-15(G217) 2Cr1325 1Cr17 E430 E430-16(G302) H0Cr18Mo2 H0Cr18Mo21Cr17Ti260Cr18Ni9E308 E308-16(A102)H0Cr21Ni10ER308(H)(17)*H0Cr21Ni10SiER308SiCO2Ar+CO2H0Cr21Ni10ER308(H)0Cr19Ni91Cr18Ni9SA213TP304(H) SA240TP304(H)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝27 0Cr19Ni9TiE347 E347-16(A132)H0Cr20Ni10NbER347(H)(17)* HJ260H0Cr20Ni10NbSiER347SiCO2Ar+CO2H0Cr20Ni10NbER347(H)1Cr18Ni9Ti1Cr18Ni11TiSA213TP347(H)SA240TP347(H)SA213TP321(H)SA240TP321(H)28 00Cr19Ni10E308LE308L-16(A002)H00Cr21Ni10ER308LH00Cr21Ni10ER308L SA213TP304LSA240TP304L29 0Cr17Ni11Mo2E316 E316-16(A202) H0Cr19Ni12Mo2ER316H0Cr19Ni12Mo2ER316SA213TP316 SA240TP316序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝30 00Cr17Ni11Mo2E316L E316L-16(A022)H00Cr19Ni12Mo2ER316LHJ260H00Cr19Ni12Mo2ER316L SA213TP316LSA240TP316L31 0Cr19Ni13Mo3E317 E317-16(A242)H0Cr20Ni14Mo3ER317H0Cr20Ni14Mo3ER317SA213TP317SA240TP31732 00Cr19Ni13Mo3 E317L E317L-16 H00Cr20Ni14Mo3ER317LH00Cr20Ni14Mo3ER317LSA213TP317LSA240TP317L33 0Cr18Ni12Mo2Ti E318 E318-16(A212)ER318 ER31834 00Cr17Ni14Mo2 E309-MoL E309MoL-16(A042) H00Cr20Ni14Mo3ER309MoLH00Cr20Ni14Mo3ER309MoL35 1Cr20Ni14Si2 E309Mo E309Mo-16(A312) H1Cr24Ni13Mo2 ER309Mo36 0Cr25Ni20E310Mo E310Mo-16(A412) H0Cr26Ni21 ER310SA213TP310S SA240TP310S序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝37阀门密封面堆焊工作温度EDCrNi-A EDCrNi-A-15(D547) 570℃以下38600℃以下EDCrNi-B EDCrNi-B-15(D547Mo)39 650℃以下EDCoCr-AEDCoCr-BEDCoCr-C(14)*EDCoCr-A-03(D802)EDCOCr-B-03(D812)EDCoCr-C-03(D822)(14)*40 TA1TA HTA141 TA2 HTA2 HTA 1 (15)*42 TA3 HTA3 HTA2 (15)*序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝43 16Mn( R), P355GH(19Mn6)SA299+Q235A20(g,G,R) E50E5015 (J507)H08MnAHJ431H08Mn2Si(A)HJ431H08Mn2Si(A) TWE-711(E71T-1)CO 2 Ar+CO 2H08Mn2Si(A)44 15MnV(g,R) 20MnMo+20(g,G,R)St45.8 4515MnV(g,R) 20MnMo +16Mn(R) H10Mn2H10MnMo(A)4620MnMo +SA106B 4720MnMo +P355GH (19Mn6)H08MnMo(A)HJ350 SJ101 (22)*48 20MnMo SA106CSA210CSA105+SA299E50E50-A1 (11)*E5015 (J507) E7018-A1 (11)*序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝49 14MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb+Q235A20(g,G,R)E50 E5015(J507)H08MnAHJ350SJ101(22)*H08Mn2Si(A)HJ431H08Mn2Si(A)TWE-711(E71T-1)CO2Ar+CO2H08Mn2Si(A)50 14MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb+16Mn(R)H10Mn2 H10MnMo(A)51 15CrMo(R,G)13CrMo44SA387Gr12CL2+20(g,G,R)H08MnAH08Mn2Si(A)MGS-50TWE-711(E71T-1)52 Cr5Mo15CrMo(R,G)SA387Gr12CL 2+16Mn(R )H10Mn2 H10MnMo(A) HJ431H08Mn2Si(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝53 P355GH(19Mn6)+WB36(15NiCuMoNb5) E50E5015(J507)H08MnMo(A)HJ350SJ101(22)*H08Mn2SiMo(A)CO2Ar+ CO2H08MnMo(A)H08Mn2SiMo(A)54 14MnMoVg14MnMoVNig13MnNiMoNb(R)DIWA353(BHW35)+20MnMoE55E5515-G(J557)H08MnMo(A)H08Mn2SiMo(A)H08MnMo(A)H08Mn2SiMo(A)55 14MnMoVg+15MnV(g,R) H10Mn2Mo(A) HJ431 H08Mn2SiMo(A) H08MnMo(A)H08Mn2SiMo(A)56 DIWA353(BHW35)+WB36(15NiCuMoNb5) E60 E6015-D1(J607)H08Mn2Mo(A) H08Mn2SiMo(A)H08Mn2Mo(A)H08Mn2SiMo(A)57 14MnMoVg+15CrMo(R,G)13CrMo44SA387Gr12CL2E55-B2 E5515-B2(R307) H13CrMo(A) H13CrMo(A) HJ431H08CrMnSiMo(A)H13CrMo(A)H08CrMnSiMo(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝58 12Cr1MoV(G)+15CrMo(R,G)13CrMo44SA335P12E55-B2 E5515-B2(R307)EB2HJ350SJ101(22)*H08CrMnSiMo(A)MGS-1CMCO2Ar+ CO2H08CrMnSiMo(A)H08CrMo(A)TGS-1CM59 12Cr1MoV(G)+12Cr2MoWVTiB(钢102) E55-B2-VE5515-B2-V(R317)H08CrMnSiMoV(A)H08CrMnSiMoV(A)H08CrMoV(A)60 12Cr1MoV(G)+21/4Cr1MoSA335P22SA213T22H08CrMoV(A) HJ35061 12Cr1MoV(G)+SA213T2362奥氏体 +不锈钢碳钢ENi(16)*E309MoE310(Mo)ENiCrFe-2ENiCrFe-3WELDC182Sanicro71(16)*E309Mo-16E310(Mo)ERNiCr-3WELTIG82Sanicro72HP(16)*H1Cr24Ni13H0Cr26Ni21ER309MoER31063 低合金钢64 耐热钢65 铁素体及马氏体不锈钢锈焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
焊材选用标准0424-2006

焊 接 材 料 选 用 标 准2006-0424(代替1999-0424)焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊 丝焊剂焊 丝保护气体焊 丝10Q215B 1Q235A ·F E43E4303(J422) H08MnAH10Mn2Q235A(B,C)20(g,G,R)SA210A12SA285C E5015(J507)E4303(J422) (1)*SB410St45.8325H08MnAH10Mn2 (2)*HJ431H08Mn2Si(A)HJ4314SA106BE5015(J507)H10Mn2HJ350H08Mn2Si(A)TGS-50516Mn(g,,R)Q345A(B,C)E50E5015(J507)E5515-G(J557(4)*H10Mn2H08MnMo(A)(5)*HJ431SJ101(3)*H10MnMo(A)H10Mn2Mo(A)(5)*HJ431H08Mn2Si(A)MG49-1ER70S-6ER70S-G TWE-711(E71T-1)C02Ar+C02H08Mn2Si(A)焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊 丝焊剂焊 丝保护气体焊 丝SA106CSA210C SA105SA516Gr706P355GH(19Mn6)E50E5015(J507)E6015-D1(J607 )(6 )*H08MnMo(A)H08Mn2Mo(A) (6)*HJ350SJ101 (3)*H10MnMo(A)H10Mn2Mo(A)(5)*H08Mn2SiMo(A)C02Ar+C027SA299E50-A1(11)*E50E7018-A1(11)*E5015(J507)E6015-D1(J607)(6)*E7015-D2(J707) (19)*H08MnMo(A)(S3Mo)H08Mn2Mo(A)(S4Mo)(6)*15Mn2Ni1MoE(18)*SJ101(3)*HJ350H10Mn2Mo(A)HJ431H08MnMo(A)H08Mn2SiMo(A)SA209T1815Mo3E50-A1E7018-A1E5015-G(J507Mo)MGS-MC02Ar+C02 TGS-M焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊 丝焊剂焊 丝保护气体焊 丝15MnV(g,R)15MnVN(R)925MnE5515-G (J557)E6015-D1(J607) (6)*H10Mn2Mo(A)HJ4311020MnMoE55E5515-D3(J557Mo)H08MnMo(A)H08Mn2Mo(A)(6)*HJ350H08Mn2SiMo(A)H08MnMo(A)H08Mn2SiMo(A)13MnNiMoNb(R)11DIWA353(BHW35)E6015-D1(J607)E6015-G (J607Ni)E7015-D2(J707)(7)*(19)*H08Mn2Mo(A)H08Mn2NiMo(A)(7)*15Mn2Ni1MoE (18)*HJ350SJ101H10Mn2NiMo(A)(S3NiMo1)H10Mn2Mo(A)(7)*15Mn2Ni1Mo(20)*HJ431H08Mn2SiMo(A)CO 2Ar+CO 2H08Mn2Mo(A)H08Mn2SiMo(A)12WB36(15NiCuMoNb5)E60E6015-D1(J607)FOX EV65H10Mn2Mo(A)3NiMo1-UPHJ350BB24H10Mn2Mo(A)H08Mn2Mo(A)(21)*DMO-IG(21)*14MnMoVg 15MnMoV 20MnMoNb HJ3501315MnMoVN(调质状态 )E70E7015-D2(J707)E7015-G (J707Ni) (8)*(9) *H08Mn2NiMo(A)H10Mn2NiMo(A)(8)*15Mn2Ni1MoE(18)*HJ250+HJ350(2:1)H10Mn2NiMo(A)15Mn2Ni1MoE(20)*HJ431H08Mn2NiSiMo(A)CO 2Ar+CO 2H08Mn2NiSiMo(A)H08Mn2NiMo (A)焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊 丝焊剂焊 丝保护气体焊 丝1412CrMoE55-B1E5515-B1(R207)H10CrMo(A)H08CrMo(A)H08CrMnSiMo(A)15CrMo(R,G)13CrMo44SA335P12SA387Gr12CL1SA387Gr12CL2SA387Gr11CL115SA387Gr11CL2E5515-B2(R307)CMA96CMA96MB ETCPH KV5HRH13CrMo(A) EB2US-511N(D)ETCAS2CrMo1HJ350SJ101PF-200(D)ETC FX 76BH13CrMo(A)HJ431SJ101H08CrMnSiMo(A)MGS-1CMH08CrMo(A)H08CrMnSiMo(A)TGS-1CM ER70S-B2L (10)*16SA213T12E55-B2E5515-B2(R307)MGS-1CMH08CrMnSiMo(A)TGS-1CM 12Cr1MoV(G)1713CrMoV42E55-B2-V E5515-B2-V (R317) H08CrMoV(A)HJ350H12CrMnSiMoV(A)H08CrMnSiMoV(A)H08CrMoV(A)H08CrMnSiMoV(A)21/4Cr-1Mo SA335P22SA387Gr22CL110CrMo910H08Cr3MoMnA EB3US-521S HJ350+HJ250(1:1)PF200(D)H10Cr3MoMnA HJ431H08Cr3MoMnA MGS-2CMH08Cr3MoMnA TGS-2CM ER80S-B3L (10)*18SA213T22E60-B3E6015-B3(R407)CMA-106NMGS-2CMCO 2Ar+CO 2TGS-2CM焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊丝焊剂焊 丝保护气体焊 丝19SA213T23E60-B3-WV CM-2CWMGS-2CWTGS-2CW 2012Cr2MoWVTiB (钢102)E55-B3-VWB E5515-B3-VWB(R347)H08Cr2MoWVTiBH08Cr2MoWVTiBSA213T9121SA335P91E60-B9CM-9Cb CM-96B9Chromet 9MV-N US-9Cb PF-200SMGS-9CbAr+CO 2TGS-9Cb TGS-90B9H06Cr9Mo1V 1Cr5Mo221Cr6SiMo E1-5MoVE5MoV-15(R507)E309Mo-16(A312) (12)* H1Cr5Mo HJ250H1Cr5Mo230Cr13E410-15(G207)(13)*1Cr13242Cr13E410E410-15(G217)H0Cr14H0Cr141Cr17251Cr17TiE430E430-16(G302)H0Cr18Mo2H0Cr18Mo20Cr18Ni90Cr19Ni91Cr18Ni9SA213TP304(H)26SA240TP304(H)E308E308-16(A102) H0Cr21Ni10ER308(H) (17)*HJ260H0Cr21Ni10SiER308SiCO 2Ar+CO 2H0Cr21Ni10ER308(H)焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊丝焊剂焊 丝保护气体焊 丝0Cr19Ni9Ti1Cr18Ni9Ti 1Cr18Ni11TiSA213TP347(H)SA240TP347(H)SA213TP321(H)27SA240TP321(H)E347E347-16(A132)H0Cr20Ni10NbER347(H) (17)*H0Cr20Ni10NbSi ER347SiCO 2Ar+CO 2H0Cr20Ni10Nb ER347(H)00Cr19Ni10SA213TP304L28SA240TP304L E308LE308L-16(A002)H00Cr21Ni10ER308LH00Cr21Ni10ER308L0Cr17Ni11Mo2SA213TP31629SA240TP316E316E316-16(A202)H0Cr19Ni12Mo2ER316HJ260H0Cr19Ni12Mo2 ER316焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊丝焊剂焊丝保护气体焊 丝00Cr17Ni11Mo2SA213TP316L30SA240TP316L E316LE316L-16(A022)H00Cr19Ni12Mo2ER316LH00Cr19Ni12Mo2ER316L0Cr19Ni13Mo3SA213TP31731SA240TP317E317E317-16 (A242)H0Cr20Ni14Mo3ER317H0Cr20Ni14Mo3ER31700Cr19Ni13Mo3SA213TP317L32SA240TP317L E317LE317L-16H00Cr20Ni14Mo3ER317L H00Cr20Ni14Mo3ER317L330Cr18Ni12Mo2TiE318E318-16(A212)ER318ER3183400Cr17Ni14Mo2E309-MoLE309MoL-16(A042)H00Cr20Ni14Mo 3ER309MoL H00Cr20Ni14Mo3 ER309MoL 35 1Cr20Ni14Si2E309Mo E309Mo-16 (A312)H1Cr24Ni13Mo2 ER309Mo 0Cr25Ni20SA213TP310S 36 SA240TP310SE310Mo E310Mo-16(A412)HJ260H0Cr26Ni21 ER310焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊丝焊剂焊丝保护气体焊 丝工作温度37570℃以下EDCrNi- A EDCrNi-A-15(D547)38600℃以下EDCrNi-B EDCrNi-B-15(D547Mo)39阀门密封面堆焊650℃以下EDCoCr-A EDCoCr-B EDCoCr-C (14)*EDCoCr-A-03 (D802)EDCOCr-B-03( D812) EDCoCr-C-03(D822) (14)*40TA1HTA141TA2HTA2HTA 1 (15)*42TA3TAHTA3HTA2 (15)*焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊 丝焊剂焊 丝保护气体焊 丝4316Mn( R),P355GH (19Mn6)SA299+Q235A 20(g,G,R)4415MnV(g,R)20MnMo +20(g,G,R)St45.8H08MnAH08Mn2Si(A)4515MnV(g,R)20MnMo +16Mn(R)H10MnMo(A)4620MnMo +SA106B H10Mn2HJ4314720MnMo +P355GH (19Mn6)E50E5015(J507)4820MnMo SA106C SA210C SA105+SA299E50E50-A1 (11)*E5015(J507)E7018-A1 (11)*H08MnMo(A)HJ350SJ101(22)*HJ431H08Mn2Si(A)TWE-711(E71T-1)CO 2Ar+CO 2H08Mn2Si(A)焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊 丝焊剂焊 丝保护气体焊 丝4914MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb + Q235A 20(g,G,R)H08MnA H08Mn2Si(A)5014MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb+16Mn(R)H10Mn2H10MnMo(A)HJ431H08Mn2Si(A)TWE-711(E71T-1)5115CrMo(R,G)13CrMo44SA387Gr12CL2+20(g,G,R)H08MnA H08Mn2Si(A)MGS-50TWE-711(E71T-1)52Cr5Mo15CrMo(R,G)SA387Gr12CL 2+16Mn(R )E50E5015(J507)H10Mn2HJ350SJ101(22)*H10MnMo(A)HJ431H08Mn2Si(A)CO 2Ar+CO 2H08Mn2Si(A)焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊 丝焊剂焊 丝保护气体焊 丝53P355GH(19Mn6)+WB36(15NiCuMoNb5)E50E5015 (J507)H08MnMo(A)H08Mn2SiMo (A)H08MnMo(A)H08Mn2SiMo(A)5414MnMoVg 14MnMoVNig 13MnNiMoNb(R)DIWA353(BHW35)+20MnMoH08Mn2SiMo(A)H08MnMo(A)H08Mn2SiMo(A)5514MnMoVg+15MnV(g,R)E55E5515-G(J557) H08MnMo(A)H10Mn2Mo(A)HJ431H08Mn2SiMo(A)H08MnMo(A)H08Mn2SiMo(A)56DIWA353(BHW35)+WB36(15NiCuMoNb5)E60E6015-D1(J607)H08Mn2Mo(A)H08Mn2SiMo (A)H08Mn2Mo(A)H08Mn2SiMo(A)5714MnMoVg +15CrMo(R,G)13CrMo44SA387Gr12CL2E55-B2E5515-B2(R307)H13CrMo(A)HJ350SJ101(22)*H13CrMo(A)HJ431H08CrMnSiMo(A)CO 2Ar+ CO 2H13CrMo(A)H08CrMnSiMo(A)焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊序号钢材牌号选用焊材型号标注方法焊 条焊 丝焊剂焊 丝焊剂焊 丝保护气体焊 丝5812Cr1MoV(G) +15CrMo(R,G)13CrMo44 SA335P12E55-B2E5515-B2(R307)EB2HJ350SJ101(22)*H08CrMnSiMo(A)MGS-1CMH08CrMnSiMo(A) H08CrMo(A) TGS-1CM5912Cr1MoV(G)+12Cr2MoWVTiB (钢102)6012Cr1MoV(G)+21/4Cr1Mo SA335P22 SA213T22H08CrMoV(A)HJ3506112Cr1MoV(G) +SA213T23E55-B2-V E5515-B2-V (R317)H08CrMnSiMoV (A)CO 2Ar+ CO 2H08CrMnSiMoV(A)H08CrMoV(A)62碳钢63低合金钢64耐热钢65奥氏体 +不锈钢铁素体及马 氏体不锈钢锈 ENi(16)*E309Mo E310(Mo)ENiCrFe-2ENiCrFe-3WELDC182Sanicro71 (16)*E309Mo-16E310(Mo)ERNiCr-3 WELTIG82Sanicro72HP(16)*H1Cr24Ni13H0Cr26Ni21ER309Mo ER310焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
焊材选用标准

焊接材料选用标准2006-0424(代替1999-0424)焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)S J101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
(10)ER70S-B2L、ER80S-B3L焊丝分别用于序号15项和序号18项(SA213T22除外)钢号工件的手工氩弧焊打底。
(11)E7018-A1(AWS)焊条用于300MW、600 MW锅炉气包筒体纵、环缝手弧焊封底及气包筒体与下降管的焊接。
(12)当工件不能进行预热时可选用E309Mo-16(A312)焊条。
(13)对0Cr13钢产品若要求高耐蚀性时,可选用E309Mo-16(A312)焊条。
焊接材料的质量标准及检验方法

焊接材料的质量标准及检验方法焊接是工程中常见的连接方法,也是一种重要的加工工艺。
焊接材料的质量标准及检验方法对于保证焊接接头的质量以及工程的安全性具有重要意义。
下面将就焊接材料的质量标准及检验方法进行详细介绍。
焊接材料的质量标准是指焊接材料应满足的技术要求以及验收标准。
焊接材料质量标准通常包括焊接电极、焊接线、焊接药皮等类型的钢铁及非钢材等,这些焊接材料应符合相应的国家或行业标准。
常见的焊接材料质量标准有GB/T 5117的焊接用碳素钢电焊条、GB/T 5117的焊接用碳素钢气焊棒、GB/T 10858的铝和铝合金铸件用焊接线等。
焊接材料的质量检验是指通过一系列检测手段对焊接材料进行全面、准确检验,以确保焊接材料的质量达标。
焊接材料质量检验方法不同于金属材料的其他检验方法,主要包括外观检验、化学成分分析、力学性能测试等。
首先来看焊接材料的外观检验。
外观检验主要是对焊接材料的形态、表面质量、色泽等进行检测,以判断焊接材料是否存在缺陷或不良情况。
外观检验通常通过目测和放大镜等工具进行,检查焊接材料的外观是否平整、光滑,有无裂纹、气孔、夹杂物等缺陷。
其次是焊接材料的化学成分分析。
焊接材料的化学成分分析主要是通过化学分析方法进行,以确定焊接材料是否符合国家或行业标准中规定的化学成分要求。
常见的化学成分分析方法有光谱分析、蠕变法、火焰光谱法等。
通过这些分析方法,可以分析出焊接材料的含碳量、含氮量、含硫量等成分。
最后是焊接材料的力学性能测试。
焊接材料的力学性能是指焊接材料在力学载荷下的变形和破坏性能。
常见的焊接材料力学性能测试有抗拉强度测试、冲击韧性测试、断裂延伸率测试等。
通过这些测试方法,可以评估焊接材料的强度、韧性和延展性等性能。
同时,还可以进行金相组织检验,以检查焊接材料的晶粒尺寸、非金属夹杂物含量等。
综上所述,焊接材料的质量标准及检验方法是保证焊接接头质量的重要环节。
通过外观检验、化学成分分析和力学性能测试等手段,可以全面检验焊接材料的质量,确保其符合国家或行业标准的要求。
焊接材料选用标准
H12CrMnSiMoV
HJ431
H08CrMnSiMoV
MGS-2CM
H08CrMoV
H08CrMnSiMoV
41
13CrMoV42
42
21/4Cr-1Mo
E60-B3
E6015-B3
(R407)
CMB-105
H08Cr3MoMnA
EB3
HJ350
+HJ250
(1:1)
H08Cr3MoMnA
E310Mo
E310Mo-16
(A412)
H0Cr26Ni21
ER310
89
SA213TP310S
90
SA240TP310S
91
阀门密封面堆焊
工作温度
EDCrNi-A
EDCrNi-A-15
(D547)
570℃以下
92
600℃以下
EDCrNi-B
EDCrNi-B-15
(D547Mo)
93
650℃以下
EDCoCr-A
ER316L
HJ260
H00Cr19Ni12Mo2
ER316L
77
SA213TP316L
78
SA240TP316L
79
0Cr19Ni13Mo3
E317
E317-16
(A242)
H0Cr20Ni14Mo3
ER317
H0Cr20Ni14Mo3
ER317
80
SA213TP317
81
SA240TP317
82
哈尔滨锅炉厂
有限责任公司
企业标准
标准号
1999-0424
焊接材料选用标准
焊材选用标准

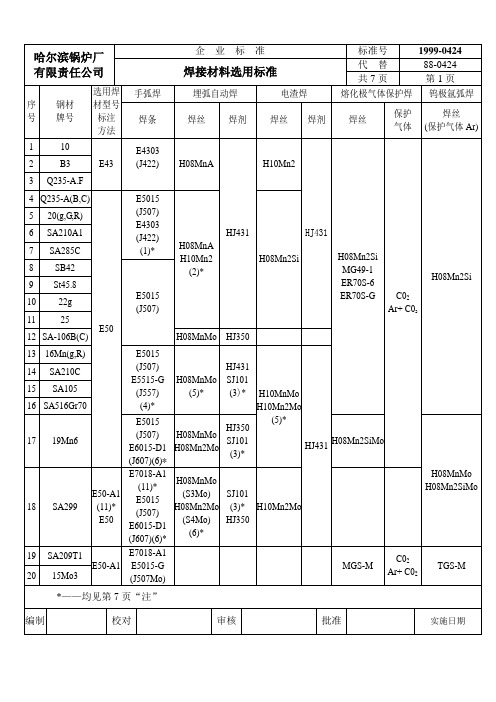
焊接材料选用标准2006-0424(代替1999-0424)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝1 10E43E4303(J422)H08MnAHJ431H10Mn2HJ431H08Mn2Si(A)MG49-1ER70S-6ER70S-GTWE-711(E71T-1)C02Ar+C02H08Mn2Si(A)TGS-50Q215BQ235A·F2Q235A(B,C)E50 E5015(J507)E4303(J422) (1)*H08MnAH10Mn2(2)* H08Mn2Si(A)20(g,G,R) SA210A1 SA285C3 SB410E5015(J507) St45.8254 SA106B H10Mn2 HJ3505 16Mn(g,,R)Q345A(B,C)E5015(J507)E5515-G(J557(4)*H10Mn2H08MnMo(A)(5)*HJ431SJ101(3)*H10MnMo(A)H10Mn2Mo(A)(5)*HJ431 H08Mn2Si(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝6 SA106CE50E5015(J507)E6015-D1(J607 )(6 )*H08MnMo(A)H08Mn2Mo(A)(6)*HJ350SJ101(3)*H10MnMo(A)H10Mn2Mo(A)(5)*HJ431H08Mn2SiMo(A) C02Ar+C02H08MnMo(A)H08Mn2SiMo(A) SA210CSA105SA516Gr70P355GH(19Mn6)7 SA299 E50-A1(11)*E50E7018-A1(11)*E5015(J507)E6015-D1(J607)(6)*E7015-D2(J707)(19)*H08MnMo(A)(S3Mo)H08Mn2Mo(A)(S4Mo)(6)*15Mn2Ni1MoE(18)*SJ101(3)*HJ350 H10Mn2Mo(A)8 SA209T1 E50-A1 E7018-A1E5015-G(J507Mo)MGS-M C02Ar+C02TGS-M 15Mo3序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝915MnV(g,R)E55 E5515-G(J557)E6015-D1(J607)(6)*H08MnMo(A)H08Mn2Mo(A)(6)*HJ350 H10Mn2Mo(A) HJ431H08Mn2SiMo(A)CO2Ar+CO2H08MnMo(A)H08Mn2SiMo(A)15MnVN(R)25Mn10 20MnMo E5515-D3(J557Mo)1113MnNiMoNb(R)E60 E6015-D1(J607)E6015-G(J607Ni)E7015-D2(J707)(7)*(19)*H08Mn2Mo(A)H08Mn2NiMo(A)(7)*15Mn2Ni1MoE(18)*HJ350SJ101H10Mn2NiMo(A)(S3NiMo1)H10Mn2Mo(A)(7)*15Mn2Ni1Mo(20)*HJ431H08Mn2SiMo(A)H08Mn2Mo(A)H08Mn2SiMo(A)DIWA353 (BHW35)12WB36(15NiCuMoNb5)E6015-D1(J607)FOX EV65H10Mn2Mo(A)3NiMo1-UPHJ350BB24H10Mn2Mo(A)H08Mn2Mo(A)(21)*DMO-IG(21)*13 14MnMoVgE70E7015-D2(J707)E7015-G(J707Ni)(8)*(9) *H08Mn2NiMo(A)H10Mn2NiMo(A)(8)*15Mn2Ni1MoE(18)*HJ350H10Mn2NiMo(A)15Mn2Ni1MoE(20)*HJ431 H08Mn2NiSiMo(A) CO2Ar+CO2H08Mn2NiSiMo(A)H08Mn2NiMo(A) 15MnMoV20MnMoNb15MnMoVN(调质状态)HJ250+HJ350(2:1)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝14 12CrMo E55-B1 E5515-B1(R207)H10CrMo(A)HJ350SJ101 PF-200 (D) ETC FX 76B H13CrMo(A) HJ431SJ101H08CrMnSiMo(A)MGS-1CMCO2Ar+CO2H08CrMo(A)H08CrMnSiMo(A)15 15CrMo(R,G)E55-B2E5515-B2(R307)CMA96CMA96MBETCPH KV5HRH13CrMo(A)EB2US-511N(D)ETCAS2CrMo1H08CrMo(A)H08CrMnSiMo(A)TGS-1CMER70S-B2L(10)*13CrMo44SA335P12SA387Gr12CL1SA387Gr12CL2SA387Gr11CL1SA387Gr11CL216 SA213T12 E5515-B2(R307)MGS-1CM H08CrMnSiMo(A)TGS-1CM17 12Cr1MoV(G) E55-B2-V E5515-B2-V(R317) H08CrMoV(A) HJ350 H12CrMnSiMoV(A)HJ431H08CrMnSiMoV(A)H08CrMoV(A)H08CrMnSiMoV(A) 13CrMoV4218 21/4Cr-1MoE60-B3E6015-B3(R407)CMA-106NH08Cr3MoMnAEB3US-521SHJ350+HJ250(1:1)PF200(D)H10Cr3MoMnAH08Cr3MoMnAMGS-2CMH08Cr3MoMnATGS-2CMER80S-B3L(10)*SA335P22SA387Gr22CL110CrMo910SA213T22 MGS-2CM TGS-2CM序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝19 SA213T23 E60-B3-WV CM-2CW MGS-2CW TGS-2CW20 12Cr2MoWVTiB(钢102) E55-B3-VWB E5515-B3-VWB(R347) H08Cr2MoWVTiBAr+CO2H08Cr2MoWVTiB21 SA213T91E60-B9CM-9CbCM-96B9Chromet9MV-NMGS-9CbTGS-9CbTGS-90B9H06Cr9Mo1V SA335P91 US-9Cb PF-200S22 1Cr5MoE1-5MoVE5MoV-15(R507)E309Mo-16(A312) (12)*H1Cr5Mo HJ250 H1Cr5Mo 1Cr6SiMo23 0Cr13E410 E410-15(G207)(13)*H0Cr14HJ260H0Cr1424 1Cr13 E410-15(G217) 2Cr1325 1Cr17 E430 E430-16(G302) H0Cr18Mo2 H0Cr18Mo21Cr17Ti260Cr18Ni9E308 E308-16(A102)H0Cr21Ni10ER308(H)(17)*H0Cr21Ni10SiER308SiCO2Ar+CO2H0Cr21Ni10ER308(H)0Cr19Ni91Cr18Ni9SA213TP304(H) SA240TP304(H)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝27 0Cr19Ni9TiE347 E347-16(A132)H0Cr20Ni10NbER347(H)(17)* HJ260H0Cr20Ni10NbSiER347SiCO2Ar+CO2H0Cr20Ni10NbER347(H)1Cr18Ni9Ti1Cr18Ni11TiSA213TP347(H)SA240TP347(H)SA213TP321(H)SA240TP321(H)28 00Cr19Ni10E308LE308L-16(A002)H00Cr21Ni10ER308LH00Cr21Ni10ER308L SA213TP304LSA240TP304L29 0Cr17Ni11Mo2E316 E316-16(A202) H0Cr19Ni12Mo2ER316H0Cr19Ni12Mo2ER316SA213TP316 SA240TP316序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝30 00Cr17Ni11Mo2E316L E316L-16(A022)H00Cr19Ni12Mo2ER316LHJ260H00Cr19Ni12Mo2ER316LSA213TP316LSA240TP316L31 0Cr19Ni13Mo3E317 E317-16(A242)H0Cr20Ni14Mo3ER317H0Cr20Ni14Mo3ER317SA213TP317SA240TP31732 00Cr19Ni13Mo3 E317L E317L-16 H00Cr20Ni14Mo3ER317LH00Cr20Ni14Mo3ER317LSA213TP317LSA240TP317L33 0Cr18Ni12Mo2Ti E318 E318-16(A212)ER318 ER31834 00Cr17Ni14Mo2 E309-MoL E309MoL-16(A042) H00Cr20Ni14Mo3ER309MoLH00Cr20Ni14Mo3ER309MoL35 1Cr20Ni14Si2 E309Mo E309Mo-16(A312) H1Cr24Ni13Mo2 ER309Mo36 0Cr25Ni20E310Mo E310Mo-16(A412) H0Cr26Ni21 ER310SA213TP310S SA240TP310S序号钢选用焊材型号焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊材牌号标注方法焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝37阀门密封面堆焊工作温度EDCrNi- A EDCrNi-A-15(D547) 570℃以下38600℃以下EDCrNi-B EDCrNi-B-15(D547Mo)39 650℃以下EDCoCr-AEDCoCr-BEDCoCr-C(14)*EDCoCr-A-03(D802)EDCOCr-B-03( D812)EDCoCr-C-03(D822)(14)*40 TA1TA HTA141 TA2 HTA2 HTA 1 (15)*42 TA3 HTA3 HTA2 (15)*序号钢材牌号选用焊材型号 标注 方法焊条电弧焊 埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊 条焊 丝焊剂 焊 丝 焊剂 焊 丝保护 气体 焊 丝 4316Mn( R), P355GH (19Mn6)SA299+Q235A 20(g,G,R) E50 E5015 (J507)H08MnAHJ431H08Mn2Si(A)HJ431H08Mn2Si(A) TWE-711(E71T-1)CO 2 Ar+CO 2H08Mn2Si(A) 44 15MnV(g,R) 20MnMo +20(g,G,R) St45.8 45 15MnV(g,R) 20MnMo +16Mn(R) H10Mn2H10MnMo(A)46 20MnMo +SA106B47 20MnMo +P355GH (19Mn6)H08MnMo(A)HJ350 SJ101 (22)*4820MnMo SA106C SA210C SA105+SA299E50 E50-A1 (11)* E5015 (J507) E7018-A1 (11)*序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝49 14MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb+ Q235A20(g,G,R)E50 E5015(J507)H08MnAHJ350SJ101(22)*H08Mn2Si(A)HJ431H08Mn2Si(A)TWE-711(E71T-1)CO2Ar+CO2H08Mn2Si(A)50 14MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb+16Mn(R)H10Mn2 H10MnMo(A)51 15CrMo(R,G)13CrMo44SA387Gr12CL2+20(g,G,R)H08MnAH08Mn2Si(A)MGS-50TWE-711(E71T-1)52 Cr5Mo15CrMo(R,G)SA387Gr12CL 2+16Mn(R )H10Mn2 H10MnMo(A) HJ431H08Mn2Si(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝53 P355GH(19Mn6)+WB36(15NiCuMoNb5) E50E5015(J507)H08MnMo(A)HJ350SJ101(22)*H08Mn2SiMo(A)CO2Ar+ CO2H08MnMo(A)H08Mn2SiMo(A)54 14MnMoVg14MnMoVNig13MnNiMoNb(R)DIWA353(BHW35)+20MnMoE55E5515-G(J557)H08MnMo(A)H08Mn2SiMo(A)H08MnMo(A)H08Mn2SiMo(A)55 14MnMoVg+15MnV(g,R) H10Mn2Mo(A) HJ431 H08Mn2SiMo(A) H08MnMo(A)H08Mn2SiMo(A)56 DIWA353(BHW35)+WB36(15NiCuMoNb5) E60 E6015-D1(J607)H08Mn2Mo(A) H08Mn2SiMo(A)H08Mn2Mo(A)H08Mn2SiMo(A)57 14MnMoVg+15CrMo(R,G)13CrMo44SA387Gr12CL2E55-B2 E5515-B2(R307) H13CrMo(A) H13CrMo(A) HJ431H08CrMnSiMo(A)H13CrMo(A)H08CrMnSiMo(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝58 12Cr1MoV(G)+15CrMo(R,G)13CrMo44SA335P12E55-B2 E5515-B2(R307)EB2HJ350SJ101(22)*H08CrMnSiMo(A)MGS-1CMCO2Ar+ CO2H08CrMnSiMo(A)H08CrMo(A)TGS-1CM59 12Cr1MoV(G)+12Cr2MoWVTiB(钢102) E55-B2-VE5515-B2-V(R317)H08CrMnSiMoV(A)H08CrMnSiMoV(A)H08CrMoV(A)60 12Cr1MoV(G)+21/4Cr1MoSA335P22SA213T22H08CrMoV(A) HJ35061 12Cr1MoV(G) +SA213T2362奥氏体 +不锈钢碳钢ENi(16)*E309MoE310(Mo)ENiCrFe-2ENiCrFe-3WELDC182Sanicro71(16)*E309Mo-16E310(Mo)ERNiCr-3WELTIG82Sanicro72HP(16)*H1Cr24Ni13H0Cr26Ni21ER309MoER31063 低合金钢64 耐热钢65 铁素体及马氏体不锈钢锈焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
焊接材料选用原则
焊接材料选用原则
焊接材料的选用是焊接工艺设计中非常重要的一环。
正确选择合适的焊接材料可以确保焊接接头的质量,提高焊接工艺的效果。
以下是焊接材料选用的原则。
1.焊接材料的力学性能要与母材相匹配:焊接接头的强度应该与母材的强度相适应,以确保焊接接头的强度满足设计要求。
2.焊接材料的化学成分要与母材相适应:焊接材料的化学成分应与母材相似,以降低焊接接头中的化学不均匀性,减少焊接接头的脆性。
3.焊接材料的热处理性能要符合要求:焊接材料的热处理性能包括热稳定性、热膨胀系数和回火脆性等。
这些性能应与母材相符,以确保焊接接头在焊接后的热处理过程中不发生变形、裂纹等问题。
4.焊接材料的焊接性能要好:焊接材料的焊接性能包括熔化性、延展性、流动性等。
焊接材料的选用应使得焊缝容易形成,并且在焊接过程中能够保持良好的流动性和延展性,以确保焊接接头的质量。
5.焊接材料的耐腐蚀性要好:焊接接头常常暴露在恶劣的环境中,容易受到腐蚀的影响。
因此,焊接材料的耐腐蚀性应该与母材相适应,以提高焊接接头的耐腐蚀性能。
6.焊接材料的可靠性要高:焊接接头的质量直接关系到焊接件的可靠性。
焊接材料的选用应保证焊接接头能够满足设计寿命和安全可靠性的要求,以确保焊接件能够长时间使用而不发生断裂、脱焊等问题。
综上所述,焊接材料的选用原则主要包括与母材匹配的力学性能、化学成分的适应性、热处理性能的符合要求、良好的焊接性能、良好的耐腐
蚀性和高可靠性。
选用合适的焊接材料可以确保焊接接头的质量和焊接工艺的效果,提高焊接件的可靠性和安全性。
焊接材料采购指南标准
焊接材料采购指南标准下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!焊接材料在工业生产中起着举足轻重的作用,它们关乎到产品的质量、使用寿命以及安全性。
焊材选用标准

焊材选用标准焊接是一种常见的金属连接工艺,而焊材作为焊接过程中不可或缺的一部分,对于焊接质量和效果起着至关重要的作用。
在选择焊材时,需要考虑多种因素,包括焊接材料的种类、焊接环境、焊接要求等。
本文将从这些方面为大家介绍焊材选用的标准。
首先,焊材的选择应考虑焊接材料的种类。
不同种类的金属材料需要选择不同的焊材,以确保焊接的牢固性和稳定性。
一般来说,碳钢应选用碳钢焊材,不锈钢应选用不锈钢焊材,铝合金应选用铝合金焊材,而铜、镍、钛等特殊材料也需要相应的特殊焊材。
因此,在选择焊材时,首先要明确焊接材料的种类,以便选择相应的焊接材料。
其次,焊接环境也是选择焊材的重要考虑因素。
焊接环境可能包括室内焊接、室外焊接、高温焊接、低温焊接等不同情况。
不同的焊接环境对焊材的性能和要求也有所不同。
例如,在高温环境下,焊接材料需要具有良好的耐热性和抗氧化性;在低温环境下,焊接材料需要具有良好的低温韧性和抗冷脆性。
因此,在选择焊材时,需要根据具体的焊接环境来选择适合的焊接材料,以确保焊接质量和效果。
此外,焊接要求也是选择焊材的重要考虑因素之一。
不同的焊接要求可能包括焊接强度、焊接密封性、焊接外观等不同方面。
根据不同的焊接要求,需要选择具有相应性能的焊接材料。
例如,对于要求焊接强度高的情况,需要选择具有高强度的焊接材料;对于要求焊接密封性好的情况,需要选择具有良好密封性能的焊接材料。
因此,在选择焊材时,需要根据具体的焊接要求来选择适合的焊接材料,以满足焊接的实际需求。
综上所述,焊材选用的标准包括焊接材料的种类、焊接环境和焊接要求等多个方面。
在选择焊材时,需要全面考虑这些因素,以确保选择的焊接材料能够满足焊接的实际需求,保证焊接质量和效果。
希望本文的介绍能够帮助大家更好地选择适合的焊材,提高焊接质量和效果。
焊接材料的选用

焊接材料的选用
二、工作环境
1. 温度
在高温或低温环境下工作,应选择具有相应耐热或耐寒性能的焊接材料。例如,在高温环 境下工作,应选择耐热钢焊条或焊丝;在低温环境下工作,应选择低温钢焊条或焊丝
2. 腐蚀环境
在腐蚀环境下工作,应选择具有良好耐腐 蚀性能的焊接材料,如不锈钢焊条或焊丝
焊接材料的选用
三、焊接工艺
1. 手工焊接与自动焊接 手工焊接时,应选择便于操作的 细直径焊丝或焊条;自动焊接时 ,应选择相应规格的实心或药芯 焊丝
2. 埋弧焊与气体保护焊 埋弧焊时应选择高强度的焊丝或 焊剂;气体保护焊时应根据保护 气体的种类选择相应的焊丝或焊 条
焊接材料的选用
四、经济效益
在满足使用要求的前提下,应尽 量选性和环 保性
焊接材料的选用
随着智能材料的发展,一些具有自适应、自修复功能 的焊接材料被开发出来,可以自动适应外部环境的变 化,提高焊接结构的稳定性和可靠性
焊接材料的选用
七、总结
焊接材料的选用是保证焊接质量 和经济效益的关键。在实际生产 中,应根据母材的化学成分、力 学性能、工作环境和焊接工艺等 因素选择合适的焊接材料。同时 ,应关注焊接材料的新发展,不 断引入新的技术和材料,以提高 焊接质量和效率。通过合理的选 用焊接材料,可以实现高质量、 高效益的焊接工程
-
1 一、母材的化学成分和力学性能 2 二、工作环境
3 三、焊接工艺
4 四、经济效益
5 五、实例分析
6 六、焊接材料的新发展
7 七、总结
焊接材料的选用
在焊接过程中,正确选择焊接材料是至 关重要的,它直接关系到焊接质量、焊 缝强度、焊接效率以及焊接成本等方面
焊接材料的选用需要考虑多个因素,如 母材的化学成分、力学性能、工作环境 以及焊接工艺等
焊接材料选用原则
焊接材料选用原则焊接是一种常见的金属连接方法,广泛应用于工业生产中。
而焊接材料的选择对焊接质量和焊接工艺起着决定性的作用。
本文将从几个方面介绍焊接材料选用的原则。
1. 化学成分匹配原则焊接材料的化学成分应与被焊接材料相近,以确保焊缝的性能与母材相匹配。
如果焊接材料的成分与母材差异较大,容易产生不均匀的组织结构和化学成分,从而降低焊缝的强度和耐腐蚀性。
2. 熔点匹配原则焊接材料的熔点应适中,既不能过低导致焊缝强度低和变形大,也不能过高导致焊接难度增加。
一般来说,焊接材料的熔点应与被焊接材料接近,以确保焊接过程中两者能够充分熔化并形成良好的焊缝。
3. 热膨胀系数匹配原则焊接材料的热膨胀系数应与被焊接材料接近,以避免焊接后的残余应力和变形。
如果焊接材料的热膨胀系数与母材差异较大,焊接后易产生应力集中和裂纹,影响焊缝的质量和使用寿命。
4. 物理性能匹配原则焊接材料的物理性能应与被焊接材料相匹配。
例如,焊接材料的硬度应与母材相近,以确保焊接后的硬度分布均匀。
另外,焊接材料的延伸率和抗拉强度等性能也应与母材相匹配,以确保焊缝的可靠性和耐久性。
5. 耐腐蚀性匹配原则焊接材料的耐腐蚀性应与被焊接材料相近或更好。
如果焊接材料的耐腐蚀性差于母材,焊缝易受到腐蚀而导致失效。
因此,在选择焊接材料时,应根据被焊接材料的腐蚀环境和要求,选择具有良好耐腐蚀性的焊接材料。
6. 工艺性匹配原则焊接材料的工艺性能应与焊接工艺相匹配。
例如,焊接材料的液态流动性、湿润性和涂敷性等应适合所采用的焊接方法和设备。
选用工艺性能匹配的焊接材料,可以提高焊接效率和焊接质量。
7. 经济性原则焊接材料的选用还应考虑经济性。
在满足焊接质量和性能要求的前提下,应选择价格合理、易获取的焊接材料,以降低焊接成本。
总结起来,焊接材料选用的原则包括化学成分匹配、熔点匹配、热膨胀系数匹配、物理性能匹配、耐腐蚀性匹配、工艺性匹配和经济性原则。
通过遵循这些原则,可以选择合适的焊接材料,提高焊接质量和效率,确保焊接连接的可靠性和耐久性。
常用焊接材料标准及选用
常用焊接材料标准及选用常用焊接材料标准及选用表不锈钢焊条新旧牌号对照表及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干温度、时间适用于焊接钢材型号0Cr19Ni10;0Cr19Ni10;00Cr19Ni11(304L) A002 E00-19-10-16 E308L-16 150℃×1 h 00Cr17Ni14Mo2(316L);0CR17Ni14Mo2(316) 00Cr18Ni11;00Cr17Ni13Mo2Ti0Cr18Ni5Mo3Si2;00Cr17Ni14M2(316L) A022 E00-18-12Mo-16 E316L-16 150℃×1 h 0Cr17Ni14Mo2(316);0Cr18Ni12MoTi(316Ti) 00Cr17Ni13Mo3 A032 A042 A062 A101 A102 A107 A122 A132 E0-19-10Nb-16 E347-16 150℃×1 h E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 E00-23-13Mo2-16 E00-23-13-16 E0-19-10-16 E0-19-10-16 E0-19-10-15 150℃×1 h 150℃×1 h 150℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 0Cr18Ni12Mo2Cu2 00Cr23Ni13Mo2;00Cr22Ni5Mo3N 00Cr23Ni13 0Cr19Ni11;1Cr19Ni9;Cr19Ni10系列0Cr19Ni9(304);0Cr19Ni11Ti 1Cr19Ni9; 0Cr18Ni9(SuS304) E308-15 0Cr19Ni9(304);1Cr19Ni9 0Cr18Ni9(SuS304) Cr19Ni11Ti系列;0Cr18Ni11Ti;0Cr18Ni10Ti 1Cr18Ni9Ti(321); 0Cr18Ni9(SuS304) A137 A201 A202 E0-19-10Nb-15 E0-18-12Mo2-16 E0-18-12Mo2-16 E347-15 E316-16E316-16 250℃×1 h 0Cr18Ni11Ti;0Cr18Ni11Nb ;0Cr18Ni10Ti; 1Cr18Ni9Ti(321) 250℃×1 h 0Cr18Ni12Mo2(SuS316) (禁反复烘) 150℃×1 h 0Cr17Ni12Mo2(316);00Cr17Ni13Mo2Ti 0Cr18Ni12Mo2(SuS316) A207 A212 A242 A232 A302 A307 A312 A402 A407 A412 A422 说明:15、25―碱性,直流反接;E1-23-13-16 E1-23-13-15 E1-23-13Mo2-16 E2-26-21-16 E2-26-21-15 E1-21-21Mo2-16 E0-19-13Mo3-16 E0-18-12Mo2-15 E316-15 E318-16 E317-16 E318V-16 E309-16 E309-15 E309 Mo -16 E310 -16 E310 -15 E310Mo -16 150℃×1 h 250℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 0Cr17Ni12Mo2(316);0Cr18Ni12Mo2;Cr1300Cr17Ni13Mo2Ti;Cr17系列00Cr17Ni13Mo2Ti;0Cr18Ni12MoTi(316Ti) Cr19Ni13Mo3系列0Cr17Ni13Mo2Ti;0Cr18Ni9Ti;1Cr18Ni9Ti Cr23Ni13系列; 0Cr18Ni5Mo3Si2 Cr23Ni13系列Cr23Ni13Mo2系列; 0Cr18Ni5Mo3Si2 Cr25Ni20系列Cr25Ni20系列Cr26Ni21Mo2系列Cr25Ni20Si2系列16、17、26―钛钙型,交流或直流反接。
焊接材料选用标准
企业标准共 13 页第1页新乡锅炉制造有限公司焊接材料选用2008—0424编制:校对:审核:审定:2008——发布2008——实施技术部发布总工程师批准:前言本标准是根据CE冶金和ASME法规第Ⅰ卷C篇《焊接材料》(2001版)、《蒸汽锅炉安全技术监察规程》(96版)进行编制。
本标准自实施之日起开始执行。
本标准于2008年首次制定。
本标准由技术部提出并归口。
本标准由技术部起草并解释。
本标准主要起草人:1范围本标准适用于依据ASME法规第Ⅰ卷及《蒸汽锅炉安全技术监察规程》制造的锅炉受压部件的焊接。
2引用标准XG30.2003.005 锅炉及压力容器承压元件焊接技术条件3 焊接材料的选用大容量锅炉受压部件焊接材料选用按下表。
注(1)E4303(J422)焊条只适合用于第一类压力容器中的非重要结构件。
(2)序号4~11项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101焊剂可用于序号13~18项钢号工件壳体纵、环逢窄间隙埋弧自动焊。
(4)E5515-G(J557)焊条适用于焊后需进行正火温度范围内热加工的13~16项钢号的工件。
(5)序号13~16项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMo焊丝。
(6)序号17~18项、序号21~24项钢号工件,如果焊后需进行正火温度范围内热加工时,焊条电弧焊选用E6015-D!(J607)焊条,埋弧生动焊选用H08Mn2Mo焊丝。
(7)序号25、26项钢号工件如果焊后需进行正火温度范围内热加工时,焊条电弧焊选用E7015-D2(J707)焊条,,埋弧自动焊焊丝选用H08Mn2NiMo。
(8)序号27~31项钢号工件,如果焊后需进行正火温度范围内热加工时,焊条电弧焊选用E7015~G(J707Ni)焊条,埋弧自动焊选用H08Mn2NiMo焊丝。
(9)E7015~G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的很需要结构。
焊材选用标准

焊材选用标准焊接是一种常见的金属加工工艺,而焊材作为焊接的重要组成部分,对焊接质量和效果起着至关重要的作用。
因此,正确选用焊材是保证焊接质量的关键之一。
本文将就焊材的选用标准进行详细介绍,希望能够对大家有所帮助。
首先,焊材的选用应符合国家标准和行业规范。
国家对于不同类型的焊接工艺和材料制定了相应的标准,这些标准包括了焊接材料的种类、性能、规格、质量要求等内容,因此在选用焊材时,首先要确保所选用的焊材符合国家标准和行业规范,以保证焊接质量和安全。
其次,根据焊接材料的种类和用途进行选择。
根据不同的焊接工艺和要求,焊接材料可以分为焊条、焊丝、焊剂等多种类型,而不同的焊接材料适用于不同的焊接方式和材料。
例如,对于碳钢的焊接,可以选择碳钢焊条或者碳钢焊丝;对于不锈钢的焊接,可以选择不锈钢焊条或者不锈钢焊丝。
因此,在选用焊材时,要根据具体的焊接材料和要求进行选择,以确保焊接质量和效果。
另外,还需要考虑焊接材料的性能和质量。
焊接材料的性能和质量直接影响着焊接的质量和效果,因此在选用焊材时,要重点考虑焊接材料的抗拉强度、延伸率、冲击韧性、焊缝成形性等性能指标,以及焊接材料的质量认证和检测报告。
只有确保选用的焊接材料具有良好的性能和质量,才能够保证焊接质量和安全。
最后,还需要考虑成本和经济性。
在选用焊材时,除了考虑焊接材料的性能和质量外,还需要考虑其成本和经济性。
有时候,高性能的焊接材料并不一定是最合适的选择,因为过高的成本可能会增加焊接成本,影响整体经济效益。
因此,在选用焊材时,要综合考虑其性能、质量和成本,以找到最合适的选择。
总之,正确选用焊材是保证焊接质量和效果的关键之一。
在选用焊材时,要符合国家标准和行业规范,根据焊接材料的种类和用途进行选择,重点考虑焊接材料的性能和质量,以及综合考虑成本和经济性,才能够确保焊接质量和安全。
希望本文的介绍能够对大家有所帮助,谢谢阅读!。
焊接材料选用
焊接材料选⽤2.1 材料选⽤2.1.1 母材材料选⽤2.1.1.1 钢结构对材料的要求[5]钢结构所⽤的钢必须符合下列要求:1)较⾼的抗拉强度f u和屈服点f yf y是衡量结构承载能⼒的指标,f y⾼则可减轻结构⾃重、节约钢材和降低造价。
f u是衡量钢材经过较⼤变形后的抗拉能⼒,它直接反映钢材内部组织的优劣,同时f u⾼可以增加结构的安全保障。
2)较⾼的塑性和韧性塑性和韧性好,结构在静载和动载作⽤下有⾜够的应变能⼒,既可减轻结构脆性破坏的倾向,⼜能通过较⼤的塑性变形调整局部应⼒,同时⼜具有较好的抵抗交变荷载作⽤的能⼒。
3)良好的⼯艺性能良好的⼯艺性能不但能保证通过冷加⼯、热加⼯和焊接加⼯成各种形式结构,⽽且不致因加⼯⽽对结构的强度、塑性、韧性等造成较⼤的不良影响。
此外,根据结构的具体⼯作条件,有时还要求钢材具有适应低温、⾼温和腐蚀性环境能⼒。
按以上要求,钢结构设计规范具体规定:承重结构的钢材应具有抗拉强度、伸长率、屈服点和碳、硫、磷含量的合格保证;焊接结构尚应具有冷弯试验的合格保证;对某些承受动⼒荷载的结构以及重要的受拉或受弯的焊接结构尚应具有常温或负温冲击韧性的合格保证。
2.1.1.2 钢结构⽤钢的分类[5]在钢结构中采⽤的钢材主要有两种:碳素结构钢(或称普通碳素钢)和低合⾦结构钢。
1)碳素结构钢根据国家标准《碳素结构钢》(GB700-88)的规定,将碳素结构钢分为Q195、Q215、Q235、Q255和Q275等五种牌号,钢的牌号有屈服强度字母(Q)、屈服强度值、质量等级符号(A、B、C和D)、脱氧⽅法符号等四部分顺序组成。
常见⽤钢具体参数见表2-1-1。
2)低合⾦钢根据《低合⾦⾼强度结构钢》(GB1591-94)的规定,低合⾦⾼强度结构钢分为Q295、Q345、Q390、Q420和Q460等五种,其中Q345、Q390为钢结构常⽤钢种,Q420已在九江长江⼤桥中成功使⽤。
具体参数见表2-1-1。
焊接材料选用标准

焊接变形与收缩率
焊接变形与收缩率是指在焊接过程中,由于 热胀冷缩和材料特性的差异,导致焊缝及其 周围的金属发生变形和收缩的现象。
焊接变形与收缩率的大小直接影响到焊接接 头的形状、尺寸和性能。过大的变形与收缩 率可能导致装配困难、结构失稳等问题;过 小的变形与收缩率则可能影响焊缝的成形和 外观质量。因此,在选用焊接材料时,应考 虑其变形与收缩率特性,并采取相应的工艺 措施,以减小变形与收缩对焊接质量和接头
04 焊接材料的工艺性能
焊接流动性
焊接流动性是指焊接材料在熔化后,在重力和表面张力的作用下,熔融金属能够顺畅地流动并均匀地 铺展在焊缝中的能力。焊接流动性好的材料能够形成光滑、均匀的焊缝,有利于提高焊接质量和接头 性能。
焊接流动性差的材料可能导致焊缝不均匀、有气孔、夹渣等缺陷,影响焊接接头的强度和致密性。因 此,在选用焊接材料时,应考虑其流动性,并根据所需的焊接工艺和焊缝要求进行选择。
零部件修复
对于机械设备的损坏部分,采用耐磨 、耐腐蚀的焊接材料进行修复,延长 设备使用寿命。
压力容器行业
压力容器制造
选用符合相关标准的高质量焊接材料,如不 锈钢、低合金钢等,确保压力容器的安全性 和密封性。
压力管道焊接
根据管道材质和压力等级,选用合适的焊接 材料,确保管道的强度和耐压性能。
航空航天行业
焊接材料如铝、镁等具有质量轻、强度高等优点,能够满足制造业对轻
量化的需求。
环保型焊接材料的研发与应用
低烟尘焊接材料
传统的焊接工艺会产生大量的烟尘,对环境和操作者的健康造成危害。因此,低烟尘焊接 材料的研发已成为环保型焊接材料的重要方向。这种材料在焊接过程中产生的烟尘较少, 能够减少对环境的污染和操作者的危害。
焊接材料如何选择?

焊接材料如何选择?焊接材料选择基本原则一.定义焊接材料:焊接时所消耗材料(包括焊条、焊丝、焊剂、保护气体、电极、熔剂等)的通称。
焊条:涂有药皮的供电弧焊用的熔化电极。
焊丝:焊接时作为填充金属,或同时用来导电的金属丝。
焊剂:焊接时,能够熔化形成熔渣(有的也有气体),对熔化金属起保护和冶金作用的一种颗粒状物质。
保护气体:焊接过程中用于保护金属熔滴、焊接熔池和焊接区高温金属,防止外界有害气体进入焊接区的气体。
电极:熔焊时,用以传导电流并使填充材料和母材熔化或本身也作为填充材料而熔化的金属丝(焊丝、焊条)、棒(石墨棒、钨棒)、管、板等。
电阻焊时,指用以传导电路和传递压力的金属极。
熔剂:气焊时用以去除焊接过程中形成的氧化物、改善熔池的润湿性的粉状物质。
焊接材料选用的一般原则1. 焊条对焊条的基本要求:(1)焊条的熔敷金属应具有良好的力学性能(2)焊条的熔敷金属应具有规定的化学成分,以保证其使用性能的要求(3)焊条应具有良好的工艺性能(4)要求焊条具有良好的抗气孔、抗裂纹能力(5)焊条应具有良好的外观(表皮)质量焊条的组成:焊条由焊芯和药皮两部分组成。
焊条中被药皮包覆的金属芯是焊芯,其主要作用是导电,在焊条端部形成电弧,同时焊芯靠电弧热熔化后,冷却形成具有一定成分的熔敷金属。
焊条中涂在焊芯表面上的涂料称为药皮。
其主要作用是机械保护作用、冶金处理作用和改善焊接工艺性能。
焊条的分类:按熔渣的碱度分为酸性焊条和碱性焊条;按药皮的主要成分分为钛型、钛钙型、钛铁矿型、氧化铁型;按用途分类分为结构钢焊条(J)、钼及铬钼耐热钢焊条(R)、不锈钢焊条(铬不锈钢G,铬镍不锈钢A)、堆焊焊条(D)、低温焊条(W)、铸铁焊条(Z)、镍及镍合金焊条(Ni)、铜及铜合金焊条(T)、铝及铝合金焊条(L)、特殊用途焊条(Ts)。
焊条的型号和牌号:焊条的牌号应包括以下含义:焊条、焊条类别、焊条特点(如熔敷金属的抗拉强度、使用温度、焊芯金属类型、熔敷金属化学组成类型等)、药皮类型及焊接电源。
焊接材料的选用及引用标准
焊接材料选用的基本原则1.编制说明1.1本标准作为工厂产品设计,工艺文件编制和焊接材料定额制定的主要依据。
2.焊接材料选用标准依据以下原则制定。
①结构钢焊接材料的选用主要考虑其熔敷金属的强度等于或略高于母材。
但对于淬硬倾向较大的钢种,其底层焊缝或非主要受力焊缝,可以选用其熔敷金属强度略低于母材的焊接材料。
②对于耐热钢或不锈钢的焊接材料,主要考虑其熔敷金属的化学成份应与母材基本接近。
③同时要考虑到产品的工作条件和刚度大小。
④同时要考虑到焊接工艺性能的因素。
⑤为了便于工厂对焊接材料的采购和管理,尽量简化品种。
⑥低合金钢与碳钢的异种钢焊,焊接材料选用基本原则是以机械性能达到较低一侧,而焊接工艺应按要求较高一侧。
⑦不锈钢与其他的异种钢焊接,焊接材料选用的基本原则是考虑过渡层的焊接特性。
⑧由于异种钢焊接情况比较复杂,某些情况下亦应通过焊接工艺试验或其它原则选定。
3.考虑到供应工作的困难及其它特殊原因,在选用标准中,专列一项“允许代用焊条(焊丝)”。
在一般情况下均应选用“应选用焊条(焊丝)”一栏中拟定的牌号。
4.对于我厂第一次使用的新钢种,必须经过焊接工艺评定表1常用钢材焊接材料选用表表2常用钢材焊接材料选用表表4铬\铬镍不锈钢与其它钢焊接材料选用表注:1)碳钢包括Q235-A 20 20g2)低合金钢包括:16Mn 16Mng 16MnR 20MnMo 19Mn6 15MnV 14MnMoV 18MnMoNb BHW-35 3)耐热钢包括:12CrMo 15CrMo 12Cr1MoV 12Cr2MoWVTiB4)奥氏体不锈钢包括:0Cr18Ni9 1Cr18Ni9 0Cr18Ni9Ti 1Cr18Ni9Ti Cr20Ni14Si2 Cr25Ni13 Cr25Ni20 5)铁素体不锈钢包括:0Cr13 1Cr136)马氏体不锈钢包括:2Cr13 3Cr13 1Cr6Si2Mo碳钢(GB5117),低合金钢(GB5118)不锈钢GB983)焊条新旧对照表焊接材料选用标准2006-0424代替1999-0424)焊接材料选用表中的注解⑴E4303(J422焊条只适用于第一类压力容器中的非重要结构件⑵序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用12焊丝。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接材料的选用
1、本标准适用于锅炉、压力容器焊材的选用
2、引用标准
GB324-88《焊缝符号表示法》
GB985-88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》
GB986-88《埋弧焊焊缝坡口的基本形式和尺寸》
3、焊接材料的选择
3.1.焊条的选择原则
3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)
1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条
2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条
⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:
①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊
条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充
金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性
⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条
⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面
在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。
3.2埋弧焊、电渣焊用焊丝的选择原则
3.2.1埋弧焊、电渣焊用焊丝应根据所焊钢材的类别几对接接头性能的要求加以选择,并与适当的焊剂配合使用。
3.2.2低碳钢和低合金钢高强钢焊接应选择与钢材强度相匹配的焊丝。
3.2.3 耐热钢和不锈钢的焊接应选择与钢材成分相近的焊丝。
3.3气焊及气体保护焊焊丝的选择原则
3.3.1气焊及气体保护焊焊丝的选择应选择与母材化学成分相一致、并含有一定量的脱氧元素,如锰硅等,使焊缝具有一定的机械性能,同时应考虑焊丝在焊接时不应强烈的飞溅和蒸发。
3.4 常用的焊丝的化学成分参见表三
3.5焊剂的选择
3.5.1低碳钢的焊剂可选用高锰高硅型焊剂。
3.5.2低合金高强度钢的焊接可选用中锰中硅或低锰中硅型焊剂。
3.5.3对于耐热钢、不锈钢、低温钢的焊接可选用中硅低碳硅型焊剂。
3.5.4对于某写高合金钢的焊接,可选用碱度高的中硅、低硅焊剂或陶质型焊剂。
从而降低合金元素的烧损或对焊缝进行掺合金。
3.5.5常用焊剂组成成分参见表
3.6根据上述原则,各类钢材焊接材料选用表(参见表一)作为我厂锅炉、压力容器焊接材料选用的参考依据
3.7受压元件焊接在选择焊材时应注意根据厂里目前的焊接工艺评定情况进行,对变换了焊材牌号应按照《蒸汽锅炉安全技术监察规程》等有关焊接工艺评定标准进行评定,评定合格方可选用。
4焊材消耗定额制定方法
4.1手工电弧焊:G条耗=2 G填充
埋弧自动焊:G丝耗=1.18G填充G剂耗=1.25G丝耗
电渣焊:G丝耗=1.05G填充G剂耗=0.5Kg/m
钨极氩弧焊:G丝耗=1.25G填充
氧乙炔焊:G丝耗=1.1G填充
熔化极气体保护焊:G丝耗=1.05G填充
4.2本定额标准指定的焊接方法,其定额有互换性。
如因焊接方法改变,其定额可按下列公式换算:
G条耗=1.7G丝耗
4.3填充金属的计算方法如下:
G填充=FL P×10-6
式中 F:焊缝金属的横截面积
L:焊缝实际长度
P:焊材金属的比重
常见焊缝填充金属比重
5焊条规格的选择应根据焊件壁厚、结构、接头形式、焊缝尺寸以及性能要求加以选择
5.1焊条规格的选择应根据焊件壁厚、结构、接头形式、焊缝尺寸以及性能要求加以选择
5.2对于焊件壁厚≤5MM和小管径钢管焊接时应尽量选择小于焊件厚度以及与焊缝尺寸相适应的规格焊条,对于壁厚》5MM且焊缝尺寸大(角焊缝尺寸大于5)的焊件,在满足性能和操作的前提下应尽量选用规格大的焊条。
5.3对于有焊缝根部质量要求的多层焊,打底层应选择小直径焊条焊接(Φ2.5-Φ3.2)中间层和盖面层根据破口宽度选择稍大规格的焊条(Φ3.2-Φ5)
5.4对于无焊缝根部质量要求的受压件和非受压件,焊条的选择根据焊缝尺寸,并考虑生产效率可选择焊缝尺寸相适应规格的焊条
6常用接头单位长度的焊材定额实例(以下实例中的接头形式应符合GB985和GB986标准.。