IE 流程分析表
IE价值流程图简介

IE价值流程图简介价值的认识, 站在客户的立场上,只有四种增值的工作- 使物料变形- 组装- 改变性能- 部分包装价值流的认识講議大綱一、價值流定義二、價值流分析的意義三、價值流圖析1.價值流圖定義2.為什麼與價值流圖析是個基本工具3.材料流和信息流4.價值流經理5.價值流圖析6.價值流圖析常見的錯誤一、價值流定義價值流:是當前產品通過其基本生產過程所要求的全部活動(包括增值和不增值活動)。
(1)從原材料至產品交到顧客手中的生產流與訊息流; (2)從概念到投產的設計流。
我們著重研究精益生產相關聯的從顧客要求追溯到原材料的生產流,它也是我們努力實施精益方法的領域二、價值流分析的意義(一) 只要有一個產品在生產/一個業務在執行它就有一個價值在流動;(二) 大流都是由小流匯流而成,而且有流入也有“漏”出;(三) 我們研究的目的是區分和去掉那些不增值的流; (四) 遵循“生產?耗費?價值轉移?貨幣轉換”的資金運動規律;三、價值流圖析1.價值流圖定義2.為什麼與價值流圖析是個基本工具3.材料流和信息流4.價值流經理5.價值流圖析6.價值流圖析常見的錯誤1、價值流圖析價值流圖[Value Stream Mapping] 以圖形及文字描述整個生產流程,它是一個基本的分析工具,它記錄每一個站及每一個“流” 的:(1)庫存量; (2)總時間; (3)OEE,OPE;(4)TT, CT;(5)AT; (6)WT;(7)VT; (8) NVT2.為什麼與價值流圖析是個基本工具1)它可以幫助你看到不僅僅是生產的單個工藝過程,如裝配、焊接等,而是整個流動。
2)它可以幫助你發現更多的浪費。
圖析幫助你發現價值流中浪費的根源。
3.它談論生產過程提供共同語言。
4.它對價值流的狀況做出判斷,使你能討論它們。
然而在你車間中很多細節問題和判斷恰恰是隨意做出的。
5.它將精益概念和技術結合起來,幫你避免“揀櫻桃”。
6.它是形成實施計劃的基礎。
现代工业工程(IE)技术PPT

工业工程师的素养
Zhaoqing Kidstar Manufatory Co.,Ltd.
什么是工业工程?
Industrial Engineering IE
• 工业工程是对人员、物料、设备、能源和信息所 组成的集成系统, 进行设计、改善和设置的一 门学科。 • 综合运用数学、物理学、社会科学的专门知识、 技术以及工程分析与设计的原理、方法,对由人、 物料、设备、能源、信息组成的集成系统,进行 规划、设计、评价、改进(创新)的一门学科。 • Improve Efficiency 改善效率。
程序分析的特点:生产过程的宏观分析。
程序分析包含:工艺程序分析、流程程序分析、布置和
路径程序分析。
Zhaoqing Kidstar Manufatory Co.,Ltd.
程序分析符号
工序要素
加工 搬运 检查 等待
记 号
说 明
表示材料形状、功能发生变化,装配等。 材料、产品或人员的位置变化。 质量或数量检查。 材料或人员计划外的停滞状态。
Zhaoqing Kidstar Manufatory Co.,Ltd.
□ ▽
检验
等候 持住
第四讲:IE方法研究之动作研究
• 动作分析的含义和目的 • 动作经济性十大原则
Zhaoqing Kidstar Manufatory Co.,Ltd.
动作分析
动作分析:以动作为对象进行的分析,去掉多余动作,降低动 作等级,把必要的动作组合成标准动作系列,以开 发合理、高效的工作方法。
共同工作
单独工作
空闲
人机协作图标
Zhaoqing Kidstar Manufatory Co.,Ltd.
人机操作分析图的构成
现场IE全过程
现场IE 作业流程及相关事项目录前言 (3)一、工厂现状调研 (4)二、教育培训改善人才 (5)三、IE活动的组织建立 (5)3。
1 IE专案部门的成立 (5)3。
2 IE部门职能的确立 (6)3。
3 工程编制表表格的建立 (6)3。
3。
1工程编制表的作用 (7)3。
3。
2工程编制表的格式 (7)3。
3。
3工程编制表的内容及计算方法 (7)3。
4 各单位IE指导文件的建立 (9)四、IE活动的推进(管理) (10)4。
1 作业标准、标准时间的设定 (10)4。
1。
1生产型体导入IE的步骤 (10)4。
1。
2观场观测办法 (11)4。
2 工时效率达成状况的管理 (13)4。
2。
1学习曲线与学习工时 (13)4。
2。
2新型体产能标准 (14)4。
2。
3异常工时的抵扣 (15)五、IE活动的推进(改善) (19)5。
1 相同型体统一作业方法 (19)5。
2机器设备按制程顺序排放 (19)5。
3提案改善制度 (19)5。
4多能工培训实施办法 (21)5。
4。
1何谓多能工? (22)5。
4。
2培训多能工的办法 (22)5。
4。
3多能工鉴定、稽核及奖惩方法 (22)5。
4。
4多能工培训范围 (23)5。
4。
5多能工各工种培训周期 (23)5。
4。
6相关表单 (25)前言工业工程(IE)的发展与广泛应用使社会空前的繁荣与物资富有。
特别是在过去的一百年里,可以说工程师们改变了整个世界,决定了世纪人类生活的基调,对人类社会生存发展起到了深远的影响。
工业工程学科作为推动生产体系彻底变革,在国内外有很多的成功例子,这里就不一一细说。
在作何一个产业里我们都可以将其简单的认为它是一个过程,一个持续的循环过程:改善作业方式----设定新作业方式-----持续的标准作业-----改善……这种思维模式对我们来说并不陌生,这一种简单的却又被广泛的应用的思维。
如我们在做全面品质管理时的PDCA就有异曲同工之效。
那么,什么是IE呢?IE—industrial engineering—工业工程,简称IE。
IE工作手册 而及各类表格

解决方案
动作的浪费
浪费
待料的浪费 加工过剩的
库存的浪费
管理的浪费
5.10.3.JIT生产模式 (Just in time)
5.10.3.1.零库存 看板化 拉动式
5.10.3.2.JIT生产模式布置原则是尽力以产品原则布置
5.10.3.3.一个流生产。
5.10.3.4.U形产线设置。
5.10.4.精益生产七项0。
主要对“ 搬运”或“移动”的路线进行
搬运距 离和改变不合理流向的目的。
5.2.2.作业分析:对同一工作地上的工作进行分析。
5.2.2.1.人机作业分析:借助于人机作业图来分析。
(附《人机作业分析表》)
通过分析寻求合理的操作方法,使人和机器的配合更协调,以充分发挥人和机器的效率
。
5.2.2.2.双手作业分析:借助双手机作业图来分析。
3 ·权责: 以此作为IE工作人员工作依据和方法指引。
4 ·流程: 请见《 工作流程
》 5·內容說明:
5.1.规划与物流分析
5.1.1设施设计内容: 布置设计,是对
建筑物、机器、设备、运输通 作出合理配置。 物料搬运设计,
是对物料搬运的路线、运量、 公用工程设计,
是对电力、煤气、照明、给水 5.1.2设施设计目标:
5.6.1.稼动率=实际作业时间/计划时间
5.6.2.稼动率调查方法:用工作抽样法及在一段较长的时间内,以随机的方式对调查对象进行
间断观察,并按预定的目的整理、分析调查资料,得出需要的结果。
5.6.3.工作抽样步骤和方法:
定调查目的和范围 计调查表格 定观测方法
5.6.3.1 确 5.6.3.2 设 5.6.3.3 确
把动作分类归纳成18种基本的最小单位。
IE七大手法流程分析(ppt 30张)
调查作业人员粗动作的一种分析方法
识别浪费
增值活动
最低 消耗
等待/储存
浪费
工作 构成
加工
最高 效益
附带活动
搬运/检验
除了加工,都有浪费的可能 !
改善方法汇总
•
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
46.凡事不要说"我不会"或"不可能",因为你根本还没有去做! 47.成功不是靠梦想和希望,而是靠努力和实践. 48.只有在天空最暗的时候,才可以看到天上的星星. 49.上帝说:你要什么便取什么,但是要付出相当的代价. 50.现在站在什么地方不重要,重要的是你往什么方向移动。 51.宁可辛苦一阵子,不要苦一辈子. 52.为成功找方法,不为失败找借口. 53.不断反思自己的弱点,是让自己获得更好成功的优良习惯。 54.垃圾桶哲学:别人不要做的事,我拣来做! 55.不一定要做最大的,但要做最好的. 56.死的方式由上帝决定,活的方式由自己决定! 57.成功是动词,不是名词! 28、年轻是我们拼搏的筹码,不是供我们挥霍的资本。 59、世界上最不能等待的事情就是孝敬父母。 60、身体发肤,受之父母,不敢毁伤,孝之始也; 立身行道,扬名於后世,以显父母,孝之终也。——《孝经》 61、不积跬步,无以致千里;不积小流,无以成江海。——荀子《劝学篇》 62、孩子:请高看自己一眼,你是最棒的! 63、路虽远行则将至,事虽难做则必成! 64、活鱼会逆水而上,死鱼才会随波逐流。 65、怕苦的人苦一辈子,不怕苦的人苦一阵子。 66、有价值的人不是看你能摆平多少人,而是看你能帮助多少人。 67、不可能的事是想出来的,可能的事是做出来的。 68、找不到路不是没有路,路在脚下。 69、幸福源自积德,福报来自行善。 70、盲目的恋爱以微笑开始,以泪滴告终。 71、真正值钱的是分文不用的甜甜的微笑。 72、前面是堵墙,用微笑面对,就变成一座桥。 73、自尊,伟大的人格力量;自爱,维护名誉的金盾。 74、今天学习不努力,明天努力找工作。 75、懂得回报爱,是迈向成熟的第一步。 76、读懂责任,读懂使命,读懂感恩方为懂事。 77、不要只会吃奶,要学会吃干粮,尤其是粗茶淡饭。 78、技艺创造价值,本领改变命运。 79、凭本领潇洒就业,靠技艺稳拿高薪。 80、为寻找出路走进校门,为创造生活奔向社会。 81、我不是来龙飞享福的,但,我是为幸福而来龙飞的! 82、校兴我荣,校衰我耻。 83、今天我以学校为荣,明天学校以我为荣。 84、不想当老板的学生不是好学生。 85、志存高远虽励志,脚踏实地才是金。 86、时刻牢记父母的血汗钱来自不易,永远不忘父母的养育之恩需要报答。 87、讲孝道读经典培养好人,传知识授技艺打造能人。 88、知技并重,德行为先。 89、生活的理想,就是为了理想的生活。 —— 张闻天 90、贫不足羞,可羞是贫而无志。 —— 吕坤
IE流程分析与改善
*
工程分析
5、工程分析技巧
5.1、动作经济原则(一个不忘)
程序分析时,应根据动作经济原则建立新方法并不断加以 改进。应用动作经济原则,可在同样或更少的花费下获得 更多的产出 .
检查---着眼点 •是否可以减少检查次数; •是否可以省略检查; •必要的检查能否与加工同时进行,通过同是作业,可似使 工序数、总是时间缩短,同时可节省搬运; •质和量的检查是否在不同的工序进行的,能否同时作业; •检查方法是否适当; •检具是否有改善余地;
*
制品工程分析
停滞---着眼点 •是否可缩短停滞次数; •通过组合加工和检查场所,是否可以取消停滞,特别是停 滞是由前后工序所需时间的不平衡引起的,尽量平衡前后 工序时间,消除滞留; •是否可以缩短停滞时间; 通过以上基准分析,确定改善方案,着手新的: •流程图/布局图/工程分析表/整理表/ •比较改善前后的整理表
•填入〈制品工程(程序)分析表〉并绘制平面布局图
*
制品工程分析
表
题
作业名
制品工程分析表
机 流械 向
日期 年月 日
距 离
时 间
人员
工
程
记
录
1 2 3
合
计
*
制品工程分析
制品工程分析表-平面流向图示例
切断机
研磨机
检验台
检验台
套入 检验台
平面流向图ቤተ መጻሕፍቲ ባይዱ
*
制品工程分析
4)整理调查结果
整理表(改善前)
最全IE七大手法介绍
什么是IE
IE就是指Industrial工业,Engineering工程,是由 二个英文字母的字首结合。
“IE”是应用科学及社会学的知识,以合理化、 舒适化的途径来改善我们工作的品质及效率,以 达到提高生产力,增进公司之利润,进而使公司 能长期的生存发展,个人的前途也有寄托之所在。 因此,简单地说“IE”就是代表“合理化及改善” 的意义,为了顾及记忆的方便,我们就以中文 “改善”来代表“IE”的含义。
依“数学公式”检核方式来完成
以“发音”方式来检核
以“数量”方式来检核
例:开刀手术前后必须点核数量有否符合, 以免有工具遗留在整人理课件体内,忘了拿出来。 22
5、顺序原理
避免工作之顺序或流程前后倒置,可依编号顺 序排列,可以减少或避免错误的发生。
以“编号”方式来完成
例:流程单上所记载之工作顺序,依数目字之 顺序编列下去。
适用于生活上个人及家庭内之工作改善。 适用于工厂或办公室有关于人体工作方面的改善。 功用 减少操作人员的疲劳 缩短操作人员的操作时间 提高工作效率
整理课件
34
四、功用
减少操作人员的疲劳 缩短操作人员的操作时间 提高工作的效率
整理课件
35
五、有关人体运用原则
原则1:两手同时开始及完成动作 原则2:除休息时间外,两手不应同时空闲 原则3:两臂之动作应反向同时对称。
步骤3:调查人为疏忽的原因
尽可能广泛的收集情报呈数据,设法找出真正的 原因。
整理课件
13
步骤4:提出防错法的改善方案
若掌握了原因,则出创意将其消除。提出创意的技 法有←脑力激荡法↑查核表法→5WIH法↓KJ法等。
步骤5:实施改善方案
只有在自己的战场中进行者,有与其他部门协力进 行者,有依赖其他部门进行者。
IE量表

IE量表以下二十項,依您的平日行為來評量.(1)完全沒有這樣做(5)完全有這樣做請圈選之1. (量測) 我會習慣性的用數據對一對象做量測,並告知平均1234 5數±標準差(m±s).2. (時間) 我知悉IE的起步在於做時間量測,我會將每一步驟1234 5皆註明完成時間.3. (分解) 當我面對一工作任務時,我會用IE第一手法將工作1234 5分析分解, 並成一多層次結構圖-----WBS-Work Break down Structure .4. (計算) 在量測平均時間時,我會用最早(a)/最遲(b)及大多數1234 5時間(c)來計算m±s(平均數±標準差).5. (常態) 我知公式m=a+4c+b/6 及公式S=b-a/6 ,前者除以6 1234 5是來自于正常狀態分佈的中央集中.6. (3 δ) 我知S公式的除以6是來自于±3標準差. 1234 57. (水準) 我知±3標準差是0.9973,即是一萬個中只有27個1234 5不合格.8. (變異) 我會由每一個流程中改變程序,來研判是否應著手1234 5IE改善.9. (流程) 我會將小工作任務設計成作業流程,它稱工作程序1234 5分析圖.10. (改善) 我熟悉RCSE四技巧,使流程效率提升. 1234 511. (裝配) 我會利用PERT計劃評核術設計流程節目表並1234 5達到JIT即時裝配組合,來完成任務.12. (平衡) 我知作業流程上有不平衡現象,我會利用簡易公1234 5式計算不平衡率.13. (價值) 在IE工作分析中,我會用價值分析/工程去評比1234 5功能与成本的關係.14. (動素) 我知自十七種動作元素Therbigs,我雖不會全背, 1234 5但熟悉其中常用4-5項.15. (改善) 我會用工程技術做現場IE的改善,它包括小工1234 5具改善,裝配線輔助設計改善.16. (實驗) 在IE改善中,需以實證方式證明分析的正確, 1234 5並以現場實驗數據DOE實驗計劃的分析.17. (時序) 我會對一任務做簡易的時序表,或是行動計劃1234 5分析表.18. (同步) 我面臨時間不夠時會以同步進行的作業流程1234 5來縮短時程.19. (指標) 我會時時自行設計或采用大眾使用的指標1234 5CA/CP/CPK,來評量IE表現的好壞.20. (相關) 我會活用數據對兩個向度做相關係數分析,並1234 5用統計表查核它是否到臨界值.計分法90分以上IE金牌高手80---90分IE天才熟手70---80分IE合格選手60---70分IE落後爬手60分以下乖乖上課。
【推荐】IE流程分析表
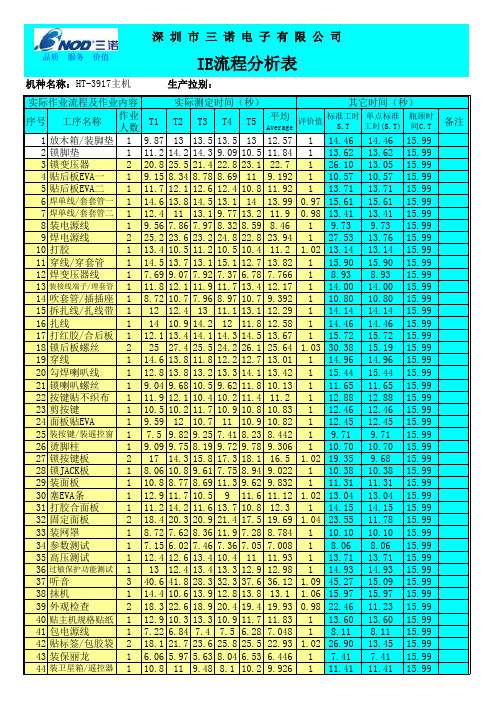
生产拉别:序号工序名称作业人数T1T2T3T4T5平均Average评价值标准工时S.T单点标准工时(S.T)瓶颈时间C.T备注1放木箱/装脚垫19.871313.513.51312.57114.4614.4615.992锁脚垫111.214.214.39.0910.511.84113.6213.6215.993锁变压器220.825.521.422.823.122.7126.1013.0515.994贴后板EVA一19.158.348.788.69119.192110.5710.5715.995贴后板EVA二111.712.112.612.410.811.92113.7113.7115.996焊单线/套套管一114.613.814.513.11413.990.9715.6115.6115.997焊单线/套套管二112.41113.19.7713.211.90.9813.4113.4115.998装电源线19.567.867.978.328.598.4619.739.7315.999焊电源线225.223.623.224.822.823.94127.5313.7615.9910打胶113.410.511.210.510.411.2 1.0213.1413.1415.9911穿线/穿套管114.513.713.115.112.713.82115.9015.9015.9912焊变压器线17.699.077.927.376.787.76618.938.9315.9913装接线端子/理套管111.812.111.911.713.412.17114.0014.0015.9914吹套管/插插座18.7210.77.968.9710.79.392110.8010.8015.9915拆扎线/扎线带11212.41311.113.112.29114.1414.1415.9916扎线11410.914.21211.812.58114.4614.4615.9917打红胶/合后板112.113.414.114.314.513.67115.7215.7215.9918锁后板螺丝22527.425.524.226.125.64 1.0330.3815.1915.9919穿线114.613.811.812.212.713.01114.9614.9615.9920勾焊喇叭线112.813.813.213.314.113.42115.4415.4415.9921锁喇叭螺丝19.049.6810.59.6211.810.13111.6511.6515.9922按键贴不织布111.912.110.410.211.411.2112.8812.8815.9923剪按键110.510.211.710.910.810.83112.4612.4615.9924面板贴EVA 19.591210.71110.910.82112.4512.4515.9925装按键/装遥控窗17.59.829.257.418.238.44219.719.7115.9926烫脚柱19.099.758.199.729.789.306110.7010.7015.9927锁按键板21714.315.817.318.116.5 1.0219.359.6815.9928锁JACK板18.0610.89.617.758.949.022110.3810.3815.9929装面板110.88.778.6911.39.629.832111.3111.3115.9930塞EVA条112.911.710.5911.611.12 1.0213.0413.0415.9931打胶合面板111.214.211.613.710.812.3114.1514.1515.9932固定面板218.420.320.921.417.519.69 1.0423.5511.7815.9933装网罩18.727.628.3611.97.288.784110.1010.1015.9934参数测试17.156.027.467.367.057.00818.068.0615.9935高压测试112.412.613.410.41111.93113.7113.7115.9936过敏保护功能测试11312.413.413.312.912.98114.9314.9315.9937听音340.641.828.332.337.636.12 1.0945.2715.0915.9938抹机114.410.613.912.813.813.1 1.0615.9715.9715.9939外观检查218.322.618.920.419.419.930.9822.4611.2315.9940贴主机规格贴纸112.910.313.310.911.711.83113.6013.6015.9941包电源线17.226.847.47.5 6.287.04818.118.1115.9942贴标签/包胶袋218.121.723.625.825.522.93 1.0226.9013.4515.9943装保丽龙1 6.065.975.638.046.53 6.44617.417.4115.9944装卫星箱/遥控器110.8119.488.110.29.926111.4111.4115.99深 圳 市 三 诺 电 子 有 限 公 司IE流程分析表其它时间(秒)实际作业流程及作业内容机种名称:HT-3917主机实际测定时间(秒)品质 服务 价值注:1、此表格为标准格式,蓝色底色部分是由公式自动运算的部分,不可随意删改;2、如需增加行或删除行,可在第9行开始增加,表格中黄色部分;。
IE作业程序

WI 要清析简洁地描述每个工序的操作内容并用示意图表达清楚. WI 上所有治具编号,所用工具和设备,工程参数,物料料号及用量等项目填写要求准确无误. WI 上应明确标示出 PFMEA 中的产品不良现象,及预防措失.
6.8 作业指导书上内容的修正与记录. 6.8.1 试产版 WI 由主管核准后由本部门盖工程章后发行回收, 量产版 WI 由主管核准后交文控盖章发行及回收. 6.8.2 经文管发行的新 WI 或须修正的 WI,须填写封面【文件制定/改定/废弃申请书】提出修正原因,并在封面上记录变 更内容及修正的版次.修正日期,经相关部门会签后并提供相应电子文件给文管正式发行. 6.8.3 据工程变更通知单 ECN 或制程变更及时更新 WI 上的相关内容. 6.9 重工作业指导书制作: 6.9.1 根据品保部开出的不合格报告,依据报告内容制定重工流程,并随线进行作业指导. 6.9.2 对重工产品批量较多的(1 个工作日以上)需编写好重工 WI 和重工流程,并随线进行作业指导. 6.10 标准工时的测量方法: 6.10.1 标准工时(Standard Time 简记为 S/T) : 所谓标准工时,是指在一定的标准状况下 (工作环境 舒适,无压力,操
xxx 有限公司
文件編號 文件名稱 IE 作業管理程序 版 流程图 新機種導入 次 B
TX-Q-2-047 頁 次 2/5
機種移轉小組成立
機種移轉進度表
提供完整資料及樣品
IE 制做
試產發行
試產檢討
正式發行
Process change
ECN
WI/ST 修訂更新
存檔結案
xxx 有限公司
文件編號 文件名稱 IE 作業管理程序 版 6.0 作业内容. 6.1 流程说明: 次 B
IE7大手法

IE七大手法1、工程分析2、动作研究3、价值分析4、现场改善5、工厂布置6、搬运分析7、时间研究人机法﹑五五法﹑動改法﹑雙手法﹑防錯法﹑抽查法﹑流程法IE七大手法是以下几种:工程(程序)分析法、动作分析法、动作经济原则、时间研究法、工作抽查法、人机配置法、工作简化法才能是刻苦的忍耐!7大手法详解:1、程序分析(整个制造程序分析--------工艺程序图;产品或材料或人的流程分析;布置与路线分析------线路图、线图;闲余能量分析-------联合程序分析;工作时双手的移动操作者程序图)2、操作分析(人机操作分析、联合操作分析-----就是在生产现场中,两个或两个以上操作人员同时对一台设备进行操作;双手操作分析)3、动作分析(17个基本动作)4、作业测定(运用各种技术来确定工人按照标准完成基本工作所需的时间)5、时间研究6、工作抽样(调查操作者或机器的工作比率与空闲比率,制定时间标准)7、预定时间标准(主要是用MOD法)*5W1H法.*防呆法.*流程分析法(包括产品流程分析,加工路线分析,搬运分析,管理及事务流程分析).*作业分析法(包括工序作业分析,工组作业分析,人机分析)*动作分析法(动作要素分析,瞬时动作分析,微动作分析).*时间研究(秒表测时法,工作抽样法,PTS法,标准资料法).*抽样检查法.IE七大手法定义较广1.動改法改善人體動作的方式,減少疲勞使工作更為舒適、更有效率,不要蠻干.2.防錯法如何避免做錯事情,使工作第一次就做好的,精神能夠具體實現.3.五五法藉著質問的技巧來發掘出改善的構想.4.雙手法研究人體雙手在工作時的過程,藉以發掘出可資改善之地方.5.人機法研究探討操作人員與機器工作的過程,藉以發掘出可資改善的地方.6.流程法研究探討牽涉到幾個不同工作站或地點之流動關係,藉以發掘出可資改善的地方.7.抽查法藉著抽樣觀察的方法能很迅速有效地了解問題的真象._________________真實的七大手法1.程序分析2.動作分析3.時間研究4.人機配比5.生產線平衡6.作業測定7.工作抽樣IE七大手法介紹一、什麼是IEIE就是指Industrisal工業,Engineering工程,是由二個英文字母的字首結合。
基础工业工程(IE)教材:程序分析(附有空白流程图表格,可供大家直接下载使用,齐二石版本)

01
从流程上入手
可以发现工艺流程中是否存在不经济、 不合理、停滞和等待等现象。
02 03
从工序上入手
可以发现加工顺序是否合理,流程是否 畅通,设备配备是否恰当,搬运方法是 否合理。
从作业入手
可以发现工序中的某项作业是否一定 必要,是否可以取消,是否还有更好 的方法。
2:常用符号
程序分析的工作流程一般由加工、检查、搬运、等待和储存五种活动构成。 为了能方便、迅速、正确地表示工作流程,便于分析研究,美国机械工程师学 会规定了用表4-1所示的5种符号分别表示这5种活动:
简图,绘出用50mm的棒料加工成套筒的流程程序图。
1.绘出流程程序图 根据给定的工艺路线,绘出50棒料加工成套筒的流程程序如
图4-15左列图形所示,改善后的流程程序如图4-15右列图形所示。
教材说明
本教材主要针对易树平、郭 伏主编的《基本工业工程》(第 2版)为蓝本。
其他版本《基础工业工程》 亦可参考通用。
备注: 在本教材的最后一页附上EXCEL
版的《程序流程图表》,可供已入 职场的工业工程师(IE)直接下载使 用。
工业工程系列课程
四、程序分析
CONTENTS
目 录
1 程序分析概述 2 工艺程序分析 3 流程程序分析 4 布置和经路分析 5 管理事务分析
是最基本也是最普遍的一种分析方法。
• 工具
流程程序图
2:流程程序分析种类
流程程序根据研究对象不同可以分为以下两种: 材料和产品流程程序分析(物料型)。主要用于记录生 产过程中材料、零件、部件等被处理、被加工的全部 过程。 人员流程程序分析(人流型)。主要用于记录工作人员 在生产过程中的一连串活动。
02 章节 PART
IE换线流程分析图

6 36 13 8 56.7 8 31 10 3 67.4 6 26 12 5
10 ○ 11 ○ 12 ○ √ 13 ○ 14 ○ √ 15 ○ √ 16 ○ √ 17 ○ 18 ○ 19 ○ √ √ √ √ 20 ○ 21 ○ 22 ○
▽ 取胶带&贴于上下底片(上下 三边) ▽ 对位位置,底片对位 ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ 重新贴附上底片 确认上下底片准确对位 取清洁工具 清洁底片 大于8mil板加导气条 启动曝光机,做第1、2片板 时对位 调整前定位及靠边定位 关闭曝光机 3 3 1
√
11 6
31
○
□
▽
撕粘尘纸
1 690 11.5
9 486 8.1
Total time(s) Total time(min)
PS: 1,底片、酒精、清洁剂、无尘纸、胶带、粘尘滚轮就近放置,以减少换线 使用过程中的移动距离,缩短换线时间; 2,相邻机台作业员编为一组配合换线; 3,底片清洁采取线外作业 4,清洁剂壶可以改进以减少取清洁剂时按压次数;
Process
工作站别:W1-Expourse 工作名称:Expourse换料(以A机台为研究对象) 开始: 结束: 研究者: 审阅者:
Analysis
Chart
统计表 现行方法 ○ 改良方法 减少
项别 操作次数 运送次数 检验次数 等待次数 储存次数 ▽ □
运输距离 /m 共需时间/S 情况 步 骤 工作说明 操 运 检 等 储 作 送 验 待 存 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ ▽ 上板 生产21*18以下尺寸的基 板时{含21*18},调放板 机吸盘距离 启动放板机,设定两片检 知 关闭曝光机&撕胶&取下底 片 送底片至清洁桌&取新底 片 下板 取清洁工具 清洁镜片(2遍) 取底片 定位上下底片 吸附 对位位置,底片对位 取胶带&贴于上下底片 对位位置,底片对位 绕至曝光机对面 贴胶于对边 回至机台正面 重新贴附上底片 确认上下底片准确对位 写个人代码于镜片 取清洁工具 清洁底片 输入料号尺寸,板厚 大于8mil板加导气条 3 9 3 需 时 ( s ) 48 10 12 2 11 3 4 21 11 42 20 26 14 165 16 36 13 8 63 8 12 18 12 31 10 8
IE布置和路线分析及分析步骤、分析种类、案例应用

析
布 置 和 经 路 分 析
图4-28 空间物流线路图
布
置
线图
是按比例绘制的平面布置图模型或线路图。用线条表示并度量工
和
人或物料在一系列活动中所移动的路线。
经
绘图时,首先找个画有方格的软质木板或图纸,将与研究对象相
关的及可能影响移动线路的物件均按比例剪成硬纸片,将其按实际位
路
置钉于软质木板或图纸上,再用线从图钉起点始,按加工顺序依次绕 过各点,最后将线段取下,测其长度,并按比例扩大,这样就较准确
分
析
习题
请画出你所做的某项工作的流程程序图。 进行程序分析时可用哪些分析工具?每
种分析工具适用对象是什么? 什么是作业分析的5W1H技术和
4ECRS技术?实际工作中如何应用? 请各绘出一种你工作中某项工作的工艺
程序图、流程程序图以及线路图,并用 5W1H和4ECRS技术分析改进?
图4-33 改进后外购件检查和点数流程程序图
布
图4-34
改
置
进 后
和
外 购
件
经
接
收
路
、 检
分
验 入
库
析
线
路
图
布 4.改进效果 从图4-33的统计表可知,改进后操作次数从原来的5次减少
置
为3次,搬运从原来的10次减少为5次,等待从原来的6次减少2
次,检查从原来的3次减少为1次,运输距离从59.5m减为28.5m。
置
表4-17 线路图和线图改善分析表
和
经
路
分
析
4.4.4 布置和经路分析的应用
布
例1:某汽车制造公司发动机装配所需的螺栓、螺帽都是从外
工业工程IE流程分析

添加标题
找出最经济的移动方法;
添加标题
尽可能地减少在制品的贮存。
操作
搬运
考虑下列因素,哪些搬运可以取消、合并、重排、简化 取消某些操作; 改变物品存放的场所或位置; 改变工厂布置; 改变搬运方法; 改变工艺过程或工作顺序; 改变产品设计; 改变原材料或零部件的规格。
由于预定的次一行动(主要是操作、检验可搬运)即刻产生之时间空档为非必要,或非控制情况之下。
工序图示记号(JIS)
大类
说 明
小类
说 明
说 明 例
类
物品受到本质或位置变化的单位工序
加 工
物品被变形、变质装配、分解的单位工序
第3加工工序 B零件的第5加工工序 加工中同时做产品检验
B.运
指材料、零件、半成品、成品从某一位置被子移动至另一位置。 记号:约为加工的大圆记号的1/2大小的小圆,内侧可注明搬运的机器或工具。 ……指用卡车搬运。 有时因与大圆的记号不易区别,也有使用箭头记号( 或 )
C.查
指材料、零件、半成品或成品的品质特性或数量用方法加以检测,并将其结果与基准比较作为判别合格或秒合格。 记号: ……品质检查 ……数量检查 ……品质与数量的检查
程序分析的目的
取消不必要的程序(工艺、操作、动作)。 合并一些过于细分或重复的工作。 改变部分操作程序,以避免重复。 调整布局,以节省搬运。 重排和简化剩余的程序,重新组织一个效率更高的程序
工序系列组合是否合于目的性、经济性。 别工序前后的关连性。
程序分析的主要意义
人型的流程程序图 物型的流程程序图
搬 运
变化物品位置的单位工序
男工搬运 卡车搬运
类
物品检验的单位工序