外发加工材料明细表
仓库管理表格大全
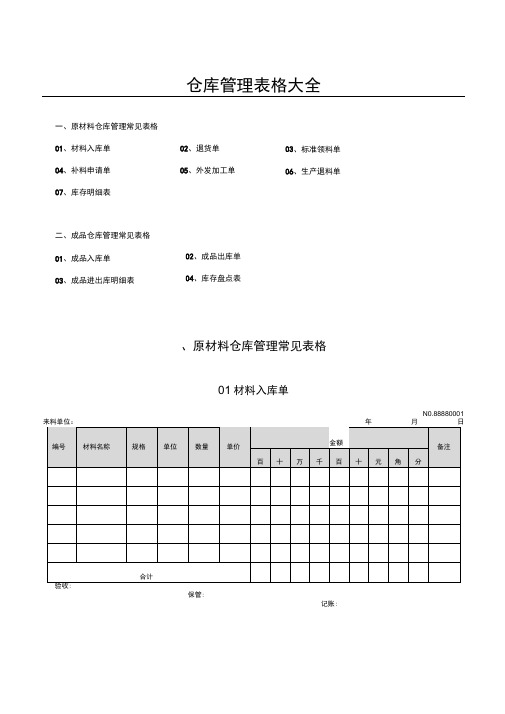
仓库管理表格大全
一、原材料仓库管理常见表格 01、材料入库单 02、退货单 04、补料申请单 05、外发加工单
07、库存明细表
二、成品仓库管理常见表格 01、成品入库单 03、成品进出库明细表
、原材料仓库管理常见表格
01材料入库单
N0.88880001
保管:
记账:
03、标准领料单 06、生产退料单
02、成品出库单 04、库存盘点表
02退货单
03标准领料单
制单员: 物料员: 仓管员:
04补料申请单
05外发加工单
NO.WF/88880001 厂商名称:日期:
06生产退料单
NO.TL/88880001工单号:退料日期:年月日
制表人:审核:接收人:
日期:日期:日期:
07物料出入库明细表
08库存明细表
、成品仓库管理常见表格01成品入库单
02成品出库单
04成品库存盘点表
负责人:监盘:保管:制单:。
加工生产记录明细表

加工生产记录明细表
1. 日期和时间,记录加工生产操作发生的具体日期和时间,以
便进行追溯和分析。
2. 生产批次信息,记录每个生产批次的批号、数量、规格等信息,方便对产品进行追溯和管理。
3. 加工人员信息,记录参与加工生产的人员姓名、工号或其他
标识,以便追溯责任和进行绩效评估。
4. 原材料使用情况,记录所使用的原材料名称、批号、数量等
信息,用于控制原材料的使用和追溯。
5. 加工设备信息,记录所使用的加工设备的设备编号、设备名称、加工参数等信息,用于设备管理和维护。
6. 加工过程记录,详细记录加工过程中的操作步骤、操作人员、加工参数等信息,以便对加工过程进行监控和分析。
7. 质量检验记录,记录产品在加工过程中的质量检验情况,包
括抽样检验结果、检验人员、检验时间等信息。
8. 异常处理记录,记录加工过程中出现的异常情况及处理措施,包括原因分析、处理人员、处理结果等信息。
9. 最终产品信息,记录加工生产得到的最终产品的数量、质量
等信息,用于最终产品的追溯和管理。
这些记录的详细和完整可以帮助企业对加工生产过程进行全面
监控和管理,及时发现和解决问题,确保产品质量和生产效率。
同时,也有助于企业进行质量管理体系认证和监管部门的审核。
外发加工需求计划表格
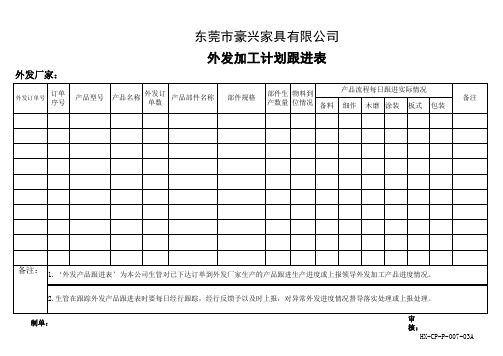
外发加工计划跟进表
外发厂家:
外发订单号
订单 序号
产品型号
产品名称
外发生 物料到
产品流程每日跟进实际情况
产数量 位情况 备料 细作 木磨 涂装 板式 包装
备注
备注: 1.‘外发产品跟进表’为本公司生管对已下达订单到外发厂家生产的产品跟进生产进度或上报领导外发加工产品进度情况。
2.生管在跟踪外发产品跟进表时要每日经行跟踪,经行反馈予以及时上报,对异常外发进度情况督导落实处理或上报处理。
制单:
审 核:
HX-CP-P-007-03A
加工件明细统计模板
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
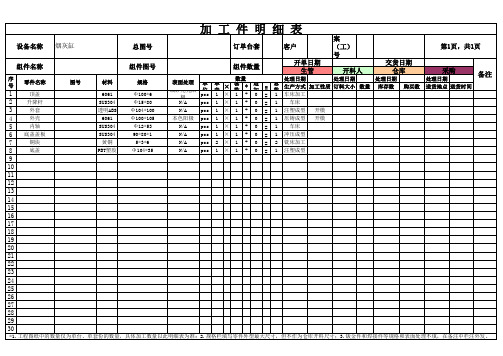
*1.工程图纸中的数量仅为单台、单套份的数量,具体加工数量以此明细表为准; 2.规格栏填写零件外型最大尺寸,但不作为仓库开料尺寸;3.钣金件和焊接件等规格和表面处理不填,在备注中栏注外发。
核准:
审核:
申请人:
领料人:
加工件明细表
案
设备名称 烟灰缸
总图号
订单台套
客户
(工)
第1页,共1页
号
组件名称
序 号
零件名称
1
顶盖
2
升降杆
组件图号
组件数量
开单日期 生管
开料人
交货日期 仓库
采购
备注
图号
材料 6061
规格 Φ100*6
表面处理 单
细砂光亮阳 极
位 pcs
数量
单 套
×
套 数
+
1×1 +
追 加 0
= =
处理日期
处理日期
处理日期
总 数
生产方式 加工性质 订料大小
数量
库存数
1 车床加工
购买数
处理日期 送货地点 送货时间
SUS304
Φ15*80
N/A pcs 1 × 1 + 0 = 1 车床
3
外套
透明ABS Φ104*100
N/A pcs 1 × 1 + 0 = 1 注塑成型 开模
4
外壳
加工贸易保税货物外发加工审批表及填表说明doc
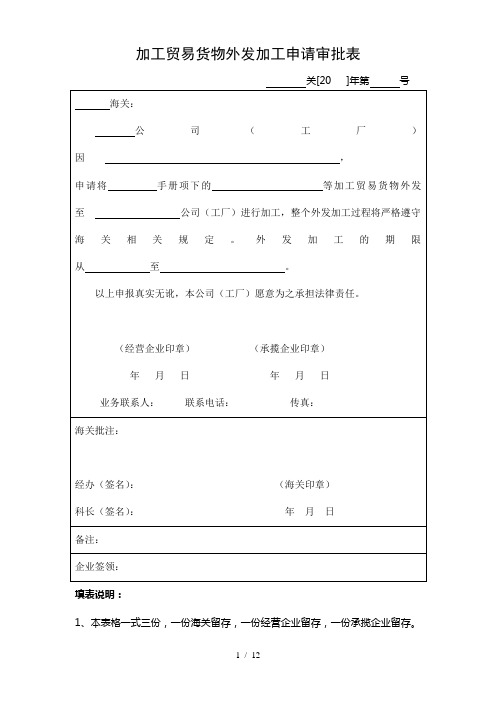
加工贸易货物外发加工申请审批表
填表说明:
1、本表格一式三份,一份海关留存,一份经营企业留存,一份承揽企业留存。
2、需说明外发加工货物的原因。
附表1-2 加工贸易外发加工货物外发清单企业名称:某某企业手册号:
3 / 12
填表说明:本表格一式三份,一份海关留存,一份经营企业留存,一份承揽企业留存。
4 / 12
附表1-3 加工贸易外发加工货物运回清单企业名称:手册号:
5 / 12
注:本表格一式三份,一份海关留存,一份经营企业留存,一份承揽企业留存。
6 / 12
附表2-1
加工贸易货物外发加工集中备案申请审批表
关[20 ]年第号
注:本表格一式三份,一份海关留存,一份经营企业留存,一份承揽企业留存。
附表2-2 加工贸易外发加工货物集中备案清单企业名称:
注:本表格一式三份,一份海关留存,一份经营企业留存,一份承揽企业留存。
9 / 12
附表3
加工贸易货物外发加工核销申请表
填表说明:
①本表格一式两份,一份海关留存,一份经营企业留存。
②适用分批申请制的企业,应在《加工贸易手册》有效期内(最迟在手册报核时)向主管海关办理外发加工核销手续;适用集中备案制的企业,应在《加工贸易货物外发加工集中备案
申请审批表》到期后30日内,向主管海关办理外发加工核销手续。
外协加工统计表

135
1350
3
XCQ1150-01-30
转轴
φ121×1370×1630
10
95
950
4
RYZ1050-04-01-137
版辊
φ108×1050
3
240
720
5
XCQ1150-01-07
弹簧辊
φ74×1150×1468
10
155
1550
6
RY1100-04-01-118
印刷版辊
φ102.97×1100×1348
10
135
1350
9
XCQ1150-04-15
胶辊
φ95×1150×1268
10
75
750
10
11
12
13
14
15
本页合计
6480
外协加工统计表
序号
图号
名称
规格
数量
单价(元)
总价(元)
1
XCQ1150-04-03
牵引辊
φ60×1150×1649
10
135
1350
2
XCQ1150-01-33
过辊
φ112×1150×1242
1
90
90
2
XCQ1150-01-30
转轴
10
110
1100
3
RY850-19-24
进纸下过辊
φ89×850×892
1
65
65
4
RY850-19-12
立过辊
φ89×900×932
1
65
65
5
RY850-19-19
劳务分包辅材清单
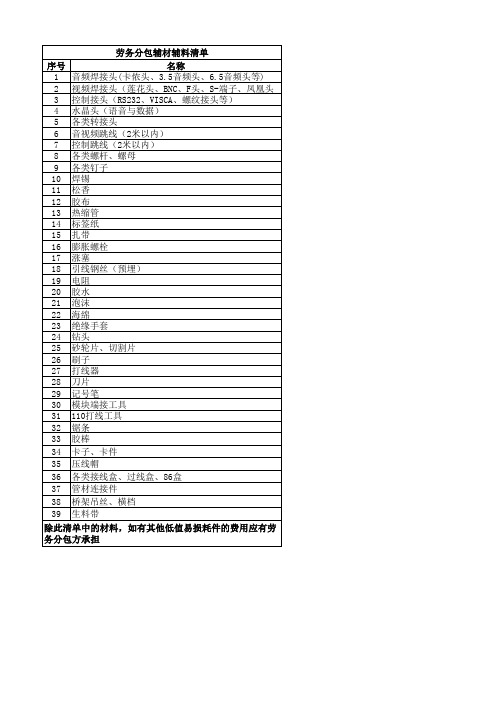
劳务分包辅材辅料清单 序号 名称 1 音频焊接头(卡侬头、3.5音频头、6.5音频头等) 2 视频焊接头(莲花头、BNC、F头、S-端子、凤凰头等) 3 控制接头(RS232、VISCA、螺纹接头等) 4 水晶头(语音与数据) 5 各类转接头 6 音视频跳线(2米以内) 7 控制跳线(2米以内) 8 各类螺杆、螺母 9 各类钉子 10 焊锡 11 松香 12 胶布 13 热缩管 14 标签纸 15 扎带 16 膨胀螺栓 17 涨塞 18 引线钢丝(预埋) 19 电阻 20 胶水 21 泡沫 22 海绵 23 绝缘手套 24 钻头 25 砂轮片、切割片 26 刷子 27 打线器 28 刀片 29 记号笔 30 模块端接工具 31 110打线工具 32 锯条 33 胶棒 34 卡子、卡件 35 压线帽 36 各类接线盒、过线盒、86盒 37 管材连接件 38 桥架吊丝、横档 39 生料带 除此清单中的材料,如有其他低值易损耗件的费用应有劳 务分包方承担