新产品试制报告表
新产品试产报告
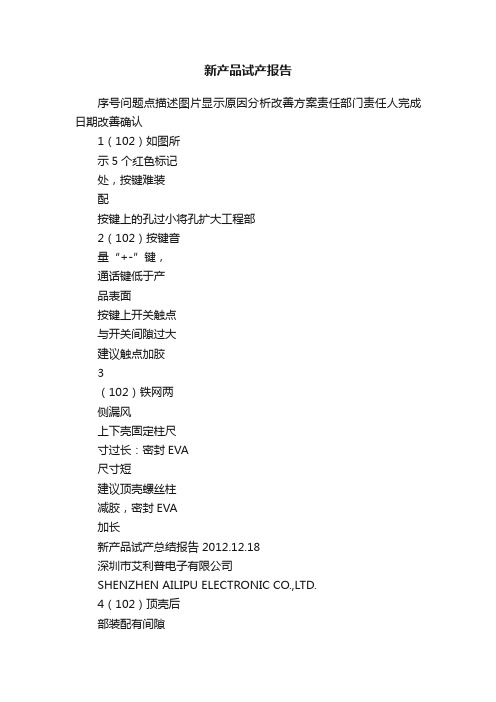
新产品试产报告序号问题点描述图片显示原因分析改善方案责任部门责任人完成日期改善确认1(102)如图所示5个红色标记处,按键难装配按键上的孔过小将孔扩大工程部2(102)按键音量“+-”键,通话键低于产品表面按键上开关触点与开关间隙过大建议触点加胶3(102)铁网两侧漏风上下壳固定柱尺寸过长:密封EVA尺寸短建议顶壳螺丝柱减胶,密封EVA加长新产品试产总结报告 2012.12.18深圳市艾利普电子有限公司SHENZHEN AILIPU ELECTRONIC CO.,LTD.4(102)顶壳后部装配有间隙主板上6脚针过长后续生产将针脚反过来焊5(102)打胶太多,与螺丝柱干涉对密封有影响6(103)箭头所指螺丝柱易滑丝螺丝孔过大建议减小螺丝孔7(103)(侧盖上)箭头四个螺丝孔易裂开初步分析为上盖变形所致已做治具,后续跟进8(103)振膜四周打胶处易翘起固化时间太长建议换胶水9(103)按鍵手感不良主板上元件脚太长顶住上盖将元件脚剪掉(元件脚不能高过开关)10(103)按键处漏风按键处密封EVA尺寸不正确更换EVA11(608)上下壳装配有断差产品尺寸过长,难控制注塑啤塑时多试装12(608)电源开关难装配孔位长批锋有修过膜但效果不明显13(608)胶件卡喇叭线处缺胶,密封效果不好缺胶建议注塑调机改善14(608)PVC贴片处胶件外侧3D图为直角,但生产出的产品确是圆角结构问题将PVC冲成圆角15硅胶垫尺寸太宽16(608)高清板螺丝卡位不对供应商来料问题17(608)播放时主板位胶件发烫(多久才会发烫)18(608)LED灯支架无法固定19(608)包装套珍珠棉难操作珍珠棉摩擦太大20(600)风管盖上两烫点不方便热融被两螺丝柱挡住21(600)左边行位处有批锋行位跑批锋修模22(600)面壳喇叭线走线不方便建议面壳上加卡线柱23(600)网管盖装配不到位胶位太厚(D3图为2.5mm,实际生成产品为3.5mm)修模24(600)风管盖处漏风有杂音密封效果不好选择合适的密封胶25(600)音量旋钮处漏风图片所指处无法密封改模加胶26(600)底面壳有断差尺寸问题已做治具,注塑啤塑时也要注意27(600)铁网装配不够紧:内部结构太显眼卡铁网的胶位不够:铁网孔径过大改模加胶:减小孔径28(600)音量旋钮不要焊歪制成:樊洋审核:批准:。
首批产品试制状况分析表模板
企业管理表格模板大全
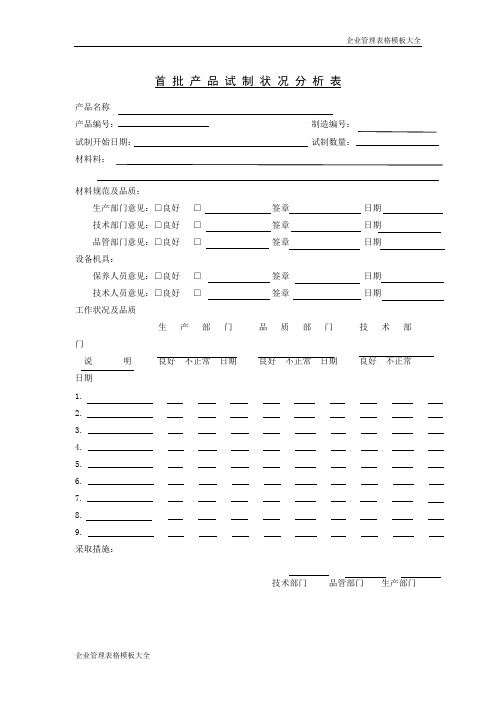
企业管理表格模板大全首批产品试制状况分析表
产品名称
产品编号:制造编号:
试制开始日期:试制数量:
材料料:
材料规范及品质:
生产部门意见:□良好□签章日期
技术部门意见:□良好□签章日期
品管部门意见:□良好□签章日期
设备机具:
保养人员意见:□良好□签章日期
技术人员意见:□良好□签章日期
工作状况及品质
生产部门品质部门技术部门
说明良好不正常日期良好不正常日期良好不正常日期
1.
2.
3.
4.
5.
6.
7.
8.
9.
采取措施:
技术部门品管部门生产部门。
【生产企业】首批产品试制状况分析表
生产管理表格模板
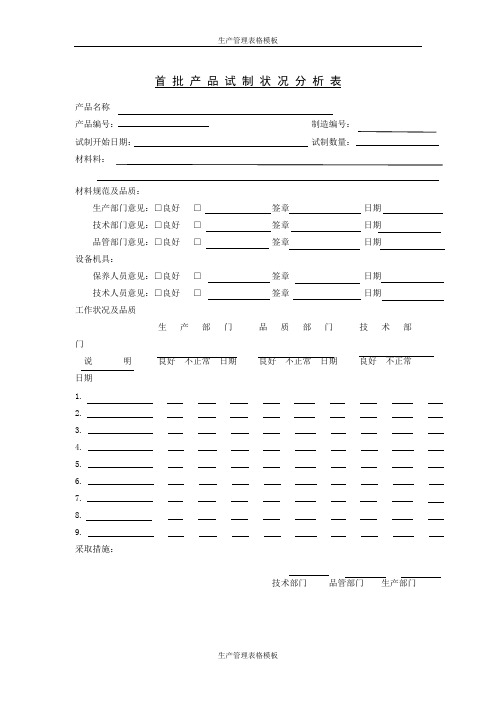
首批产品试制状况分析表
产品名称
产品编号:制造编号:
试制开始日期:试制数量:
材料料:
材料规范及品质:
生产部门意见:□良好□签章日期
技术部门意见:□良好□签章日期
品管部门意见:□良好□签章日期
设备机具:
保养人员意见:□良好□签章日期
技术人员意见:□良好□签章日期
工作状况及品质
生产部门品质部门技术部门
说明良好不正常日期良好不正常日期良好不正常日期
1.
2.
3.
4.
5.
6.
7.
8.
9.
采取措施:
技术部门品管部门生产部门
生产管理表格模板。
新产品试产报告
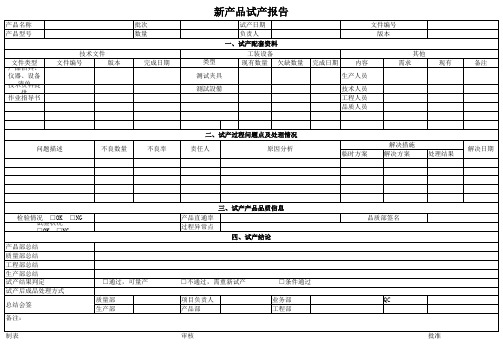
□通过,可量产 □不通过,需重新试产 □条件通过 质量部 生产部 项目负责人 产品部 业务部 工程部文件 文件编号 版本 批次 数量 试产日期 负责人 一、试产配套资料 类型 测试夹具 測試設備 工装设备 现有数量 欠缺数量 完成日期 内容 生产人员 技术人员 工程人员 品质人员 文件编号 版本 其他 需求 现有 备注
文件类型 产品治具、 仪器、设备 清单 技术资料提供 作业指导书
完成日期
二、试产过程问题点及处理情况 问题描述 不良数量 不良率 责任人 原因分析 临时方案 解决措施 解决方案 处理结果 解决日期
三、试产产品品质信息 检验情况 □OK □NG 试验状况
□OK □NG 产品部总结 质量部总结 工程部总结 生产部总结 试产结果判定 试产后成品处理方式 总结会签 备注: 制表 审核 批准 产品直通率 过程异常点 四、试产结论 品质部签名
新产品试产报告-PPT课件

临时:退给客户换料. 长期:建议客户发料 时认真核对发料单
客户
下批前
待 完 成
华路仕科技(深圳)有限公司
四.本次试产问题点汇总:
序号
7
问题累别
来料问题
问题现象
不良数
不良率
100%
问题类别
严重
参考图片
/
原因分 析
来料规 格错误
临时和长期改善建议
临时:经R&D确认此 物料可以上线使用. 长期:建议后续在客 户收料就能发现此问 题,如果可以使用请 文件形式提前通知工 厂.
责任人
客户
完成时 间
下批前
状 态
待 完 成
630205010 90 003来料规 格与BOM不 符,實物規 格為: F1206FA50 00V032T BOM規格為: F1206HI50 00V032T
华路仕科技(深圳)有限公司
报告完毕
感谢您的关注!
71050000 35 0002來料 規格不符, BOM中要 求規格為: NUT M1.40D4XD1.8 -H3.8來料 規格為: NUT M1.40D3.5XD1 .8-H3.8
6
来料问题
5201986800 00来料规格 为0402,BOM 中要求规格 为0805
475pcs
100%
严重
/
客户发 错物料
四.本次试产问题点汇总:
序 号 5 问题累别 来料问题 问题现象 不良数 不良率 100% 问题类别 严重 参考图片 / 原因分 析 来料规 格错误 临时和长期改善建议 临时:经R&D确认此 物料为样品,可以上 线使用. 长期:建议后续在客 户收料就能发现此问 题,如果可以使用请 以文件的形式提前通 知工厂. 责任人 客户 完成时 间 下批前 状 态 待 完 成
新产品试产报表.xls
深圳金陵通讯技术有限公司
Page 1 of 7
深圳金陵通讯技术有限公司
Page 1 of 7
深圳金陵通讯技术有限公司
Page 1 of 7
深圳金陵通讯技术有限公司
Page 1图 试产日期
临时变更通知:
二,试产流程:
三,测试软件版本
Download: BT: FT: TD BT:
Page 1 of 7
深圳金陵通讯技术有限公司
八,问题改进建议:
1)资料问题 2)物料问题 3)设计问题 4)工艺问题 5)其它问题 九,总结:
Page 1 of 7
深圳金陵通讯技术有限公司
受控号:
试产报告
产品名称: 试产阶段: 报 告 人: 时 间:
深圳金陵通讯技术有限公司
Page 1 of 7
一,试产背景:
产品型号 PCB版本 软件版本 SMT资料包 试产地点
项目团队成员:
深圳金陵通讯技术有限公司
新产品试制状况表

不是因为你相信“学习是苦根上长出来的甜果”,所以你总能坚持着努力学习?经过两年的不懈努力,你已成为全校闻名的好学生。新的学习生活已经在你面前展开,愿你驾驶着装满知识的巨轮,树起理想的风帆,擎着奋斗的指南针,抵达成功的彼岸。组织者,支持者和参与者。我们的任务不再是讲解教科书,而是努力创设适宜的活动环境和条件,灵活多样地选用教学活动和组织形式,帮助学生去体验、去探究。为达成这样的目标,我们要放低姿态,与学生平等对话,倾听他们的需要;要尊重学生的体验和判断,不用既定的结论代替学生的产品名称
制造编号
试制开始日期
试制数量试制状况源自部门材料规范及质量工作状况及质量
良好
其他情形
盖章及日期
良好
其他情形
日期
采取措施
产品管理部
生产管理部
质量管理部