矿用直流斩波调速器介绍
斩波调速器使用及故障处理

第一部分 斩波司机控制器基本原理及主要部件 一、工作原理
二、主要部件介绍 1、IGBT IGBT是由场效应晶体管与大功
率晶体管相结合的全控功率开
关元件,其开关频率高,驱动 功率小,当栅极施加+15V时, 器件即导通,施加 0V 或 -15V 时,器件即关断。它是目前 世界上优秀的电子功率开关器件,广泛用于调速器和变 频调速器等大功率电力电子设备中。
1、主电路部分 1.1 首先检查主电源:从受电弓 → 空气开关 → 平波电抗 器 → 司控器内防反二极管D0 SK1、SK2接触组 → 主 机箱内+E端是否接通,地线是否与机车接地良好。 1.2 观察电网指示灯(红色)、 24V 指示灯(绿色)是否点 亮。若不亮,则检查限流电阻是否损坏,以及检查相关 的线路是否断开,否则更换辅助电源。 1.3 打开主机箱盖,检查控制驱动盒±15V 、三只绿色指示 灯是否亮。若全亮,则说明控制驱动盒电源正常;若不 亮。则检查CN1脚插座+24V脚有无24V电压,若有,则更 换该控制驱动盒;若无,则检查司机控制器内光电给定 器的微动开关是否正常,相关线路是否断开。 1.4 检查电网电压是否正常,调速器是否因电网欠压或过压, 保护电路动作所致。
3.4 注意事项 3.4.1 控制驱动盒内可调元件在出厂时已用仪器调好, 切不可无根据调试,否则破坏整机性能。 3.4.2 架线式调速器更换控制驱动盒时,CN3与CN4、CN5 与 CN6 绝对不能插错,否则无电流保护,易损坏主功率元 件(IGBT)。 3.4.3 更换控制驱动盒时,应判断 IGBT 正常后,才能更 换。否则,当 IGBT 的G、 C 击穿时,高压将 IGBT 的 G 极串入, 继续损坏新的控制驱动盒。 3.4.4 控制驱动盒应检测完好才能投入使用。特别应测 量 CN5 、 CN6 的 G 、 E端驱动电压,该电压应随给定电压 ADJ 变化而变化,若该电压为高电平不变化,也将其接上使用 的话,将继续损坏IGBT的功率元件。 3.4.5 定期检查控制驱动盒插座是否插接牢靠,若松动, 请及时处理。
I T矿用隔爆型斩波调速器说明书

衡水宏宇电子设备有限公司 地址:河北省衡水市胜利西路 电话:0318-2813298 传真:0318-2813398
二 .型号含义:
1 Z B T - 2 ×( )/( )
2 隔爆型 ExdI
额定电压
额定电流
电机数量
调速器
隔爆型
直流
注:2.5 吨电机车的电机台数为 1 台,调速器的型号是 ZBT-130/48
三..基本参数
1 .本装置适用于下表所列蓄电池机车
型号 ZBT- 130/48 ZBT- 2×120/96 ZBT- 2×150/140 ZBT- 2×150/192
090617HY 090618HY 090619HY 090620HY 090624HY 090625HY 090627HY 090628HY 090629HY 090630HY 090632HY 090633HY 090634HY 090701HY 090721HY
090703HY 090704HY 090705HY 090706HY 090707HY
理实际等同于直流电流通过 IGBT 开关,即可改变电机两端电压,从而改变电机转数
实现调速的目的。为了使调速器正常工作,控制器加装了温度保护,当控制器铝制散
热器温度超过 80 度时,控制器停止工作用于保护功率器件,当温度降到正常时,温
度控制器恢复工作。
五、安装及操作:
1. 箱体的安装 : (1) 接线室及出线端口不要过于靠近机车厢体,否则会使接线及维修时困难。 (2) 控制箱必须与机车驾驶室底板垂直。 (3) 控制器固定角铁必须在适当位置与底板焊接牢固。
1个 2只 1只 2组 1块 2块 1个 1个 1组 2个 15 个 1套 1套 1套 1套
直流电机斩波调速模块使用说明书

直流电机斩波调速模块使用说明书OPERATING INSTRUCTIONS一、产品介绍1、产品用途广泛应用于各种电动车(电动游乐车、电动工具车、电动运输车、电动叉车等)的调速。
2、产品特点(1)主电路采用高速、大电流、低压降MOSFET芯片,与控制电路集成于一体,模块化封装。
给安装、拆卸带来极大方便。
(2)具有短路保护和三倍过载启动功能,有效保护电机和模块安全,延长电机和模块的使用寿命。
是理想的直流电机斩波调速控制器。
(3)电子油门(以下简称油门)控制采用抽拉式结构,便于脚踏式油门控制的安装。
调速平滑,车辆运行平稳。
(4)采用进口高性能芯片,模块压降小、功耗低,效率高,节电效果好。
(5)采用DCB板,经特殊焊结工艺,保证焊接层无空洞。
导热性能好,主电路工作极为可靠。
热循环负载次数超过国家标准10倍,使用寿命长。
(6)采用高级导热绝缘封装材料,防暴、防潮性能优良,外形美观。
3、产品型号、规格(见表1)注:1、表内规格栏中的电流为模块在工作壳温70℃时输出的最大直流电流平均值;电压为额定输入电压。
2、特殊电压或电流规格,可按用户要求协议定做。
二、模块主要参数(见表2)注:1、额定电压为模块工作电压的额定值,其范围为DC43~53V。
2、额定电流为模块控制规定功率电机在正常工作时所通过的电流。
3、最大平均电流为模块控制规定功率电机在起步或堵转时所通过的电流。
4、瞬时最大电流为模块在负载短路时,允许在10μs内所通过的电流。
5、工作壳温为模块运行中允许的模块导热底板几何中心点的最高温度。
6、绝缘电压为模块主端子和控制端子分别对导热底板之间的耐压有效值。
7、模块压降为模块在额定电流工作时的平均通态压降。
三、模块的安装1、模块的外形和安装尺寸(见图1和表3)图 1 直流电机斩波调速模块外形图表 32、模块的安装步骤第一步:把散热器固定于机壳支撑架上。
第二步:在模块导热底板表面与散热器表面各均匀涂覆一层导热硅脂,再用四个螺钉把模块固定于散热器上。
矿用蓄电池电机车斩波调速系统简介及应用
矿用蓄电池电机车斩波调速系统简介及应用摘要:矿用蓄电池式电机车一直是井下煤矿运输的主要方式,但现有的调速方式主要为串电阻调速,其操作不便、耗能大、对触头冲击大、电机车易损坏,所以用IGBT斩波调速技术代替串电阻调速,节省能源、操作方便。
以IGBT为主开关管的直流斩波调速器,操作灵活、调速性能好、维修方便、经济实用。
会对煤矿的节能和高效率做出很大的贡献,并带来很好的经济效益和社会效益,对于煤矿运输安全起到了积极作用。
关键词:斩波调速司控器;功能;性能;特点;结构;比较;使用与维护0 前言电机车控制器大致经历了电阻凸轮调速、可控硅斩波调速以及IGBT为核心技术的ZBT智能调速三个阶段。
ZBT智能调速司控器,从根本上解决了原电阻调速司控器耗电量大,机械磨损快、启动冲击大、维修量大的弊端,大大提高了机车的牵引力和运行速度,强化了机车的保护功能,使机车变得安全平稳可靠。
ZBT新一代智能调速司控器是电阻调速司控器的升级换代升级产品,是目前国内最先进的矿用电机车调速司控器,也是电机车调速司控器中较理想的产品。
1 ZBT矿用隔爆型斩波司控器的功能概述该调速器是专为防爆特殊型蓄电池电机车设计、开发的新一代无极调速装置,IGBT为主要功率开关元件。
电路采用先进的控制技术,从根本上解决了原电阻调速机车带来的耗电量大、起动冲击、电器元件损坏多、机械磨损大等一系列弊病,此技术给矿山机车运输带来一个飞跃,使运行中更安全可靠、并增添了较大的经济效益。
2 ZBT矿用隔爆型斩波司控器的特点及优点(1)此斩波司控器采用全数字智能控制,主芯片为DSP,保护功能强大,可接受傻瓜式操作;(2)采用绝缘栅双极晶体管斩波,牵引和制动均为斩波控制,可节约电能30%以上;(3)牵引力大,速度快:牵引力比电阻调速提高20%,速度提高30%;(4)主要部件采用模块化结构设计,基本不需要维护,大大提高机车出勤率;(5)电压影响范围宽;(6)安全可靠,起动平稳无冲击,人员安全,性能可靠。
新昕矿用斩波调速湘潭说明书
新昕矿用斩波调速湘潭说明书一、产品概述新昕矿用斩波调速湘潭是一种用于矿山行业的调速设备。
其主要功能是通过斩波调速技术,实现对电动机的调速控制,以适应不同工况下的运行要求。
该设备采用湘潭电机厂生产的电机,具有高效、可靠、节能的特点,广泛应用于矿山生产中的输送机、提升机等设备。
二、产品特点1. 高效节能:新昕矿用斩波调速湘潭采用先进的斩波调速技术,可实现对电动机的精确控制,提高系统效率,降低能耗。
2. 可靠稳定:该设备采用湘潭电机厂生产的电机,质量可靠,运行稳定,可长时间连续工作。
3. 操作简便:新昕矿用斩波调速湘潭配备了人性化的操作界面,操作简单方便,无需专业人员即可进行调速控制。
4. 故障自诊断:设备内置了故障自诊断系统,能够及时发现和报警故障信息,方便维修人员进行及时处理。
三、产品结构与工作原理新昕矿用斩波调速湘潭由电机、控制器和传感器等组成。
其工作原理如下:1. 传感器感知电动机转速,并将转速信号传输给控制器。
2. 控制器根据传感器信号,通过斩波调速技术控制电机的输出功率。
3. 斩波调速技术是通过改变电机供电的波形,改变电机的输出转矩和转速,从而实现对电机的调速控制。
四、产品应用新昕矿用斩波调速湘潭广泛应用于矿山生产中的输送机、提升机等设备。
其主要应用场景包括:1. 煤矿输送机:通过斩波调速控制,实现对输送机的运行速度的精确控制,提高生产效率。
2. 矿山提升机:通过斩波调速控制,实现对提升机的提升速度的精确控制,保证物料的顺畅提升。
3. 矿山风机:通过斩波调速控制,实现对风机的转速的精确控制,保证矿井通风系统的正常运行。
五、使用注意事项1. 在使用新昕矿用斩波调速湘潭前,请仔细阅读本说明书,并按照要求正确操作。
2. 请勿在湿度较高或有腐蚀性气体的环境中使用该设备,以免影响设备正常运行。
3. 请勿将该设备放置在高温或过于潮湿的环境中,以免损坏设备。
4. 在维修和保养设备时,请确保设备已断电,并遵循相关操作规程。
直流斩波器

总述直流斩波器广泛应用于生产、生活等实际情况当中,从中国大面积,多人口,低技术,少能源等国情出发,大力发展直流电技术,结合电力电子技术,这对改善我国科技现状水平,提高经济效益将起着重要作用。
电力投资的持续增长,因此直流斩波器在电力电子行业有着巨大的发展潜力,它的传统领域和新领域节前景非常广阔。
直流斩波器(DC Chopper)是一种把恒定直流电压变换成为另一固定电压或可调电压的直流电压,从而满足负载所需的直流电压的变流装置。
也称为直接直流-直流变换器(DC/DC Converter)。
它通过周期性地快速通、断,把恒定直流电压斩成一系列的脉冲电压,而改变这一脉冲列的脉冲宽度或频率就可实现输出电压平均值的调节。
直流斩波器除可调节直流电压的大小外,还可以用来调节电阻的大小和磁场的大小。
直流传动、开关电源是斩波电路应用的两个重要领域,前者是斩波电路应用的传统领域后者则是斩波电路应用的新领域。
直流斩波器的种类较多,包括6种基本斩波器:降压斩波器(Buck Chopper)、升压斩波器(Boost Chopper)、升降压斩波器(Boost-Buck Chopper)、Cuk斩波器、Sepic斩波器和Zeta斩波器,前两种是最基本的类型。
本设计为直流降压斩波器的设计。
设计总体思路、基本原理及其框图降压斩波电路的设计思想是将电网供电压为三相的交流电变为输出电压U0在50-200V之间可调的电压。
其中用控制电路来实现IGBT管的通断,调节PWM波的输出来改变控制角ɑ,从而调节占空比的大小,进而来调节输出电压的大小。
控制电路采用集成芯片SG3525来设计。
SG3525集成芯片包含了保护电路,驱动电路,只需要将斩波主电路和同步信号产生电路加入其中即可。
另外,采用IGBT作为控制开关,其速度相当高,开关损耗小,在电压1000V以上,IGBT的开关损耗只有GTR的十分之一,与电力MOSFET相当。
在相同的电压和电流的情况下,IGBT的安全电压较大,而且具有耐压脉冲。
CTY2.5使用说明书(斩波)2
使用说明书CTY2.5/6GB防爆特殊型蓄电池电机车栖霞市大力矿山机械有限公司2015/1/24目录一.产品概述 (1)二.产品用途及使用环境 (1)三.产品特性及结构 (2)四.电机车的运行操纵 (4)五. 电机车的保养和维修 (6)六.故障分析与排除 (10)七.备件、工具及文件 (11)八.订货须知 (11)九.质量保证 (11)1产品概述1.1 产品型号、名称、含义及技术参数1.1.1产品型号、名称产品型号:CTY2.5/6GB产品名称:防爆特殊型蓄电池电机车(以下简称电机车)1.1.2产品型号含义C T Y 2.5/ 6 G B 斩波调速钢轮电机车轨距600mm电机车的粘着重量2.5 t一端司机室防爆特殊型煤矿用电机车1.1.3主要技术参数1.2 产品执行标准行业标准:MT 491-1995《煤矿防爆蓄电池电机车通用技术条件》2 产品用途,功能及使用环境2.1本机车是煤矿特殊型蓄电池式电机车,该车体积小,结构紧凑。
适用于狭小低矮巷道的金属矿山或有爆炸危险的煤矿做为井下运输矿物器材或人员之用。
机车采用了ZBT130-48电池斩波调速控制电机并设有欠压,过压,过热,过流,超速等多种保护电路。
其全程转速控制在起步时能获得更高的扭矩,调速平稳,避免飞车,安全可靠。
2.2 产品使用环境2.2.1海拨高度不超过1200m;2.2.2周围空气最高温度为+40℃,最低温度为-25℃;2.2.3最湿月月平均最大相对湿度为90%(同月月平均最低温度不大于+25℃)。
2.2.4必须符合《煤矿安全规程》的规定,必须配备瓦斯断电报警仪才能使用。
2.3对环境及能源的影响为贯彻《中华人民共和国环境保护法》,控制对环境造成污染,特对本产品在使用维修及产品报废时,提出以下几条环保处理措施:2.3.1 固体废弃物的处理2.3.1.1可回收固体废弃物的处理体废弃物指产品木材包装物、纸质包装物、已损坏的金属零部件、废线圈、维修余废料,装油的废油桶等,应分类回收。
斩波调速器

斩波调速器
斩波调速器产品介绍:
斩波调速器适用于防爆特殊型蓄电池电机车,控制机车前进、后退、启动、调速、运行及制动。
斩波调速器产品特点:
1.起动平稳,无冲击,对电机和机械的损耗小;
2 .起动力矩大,牵引力相对增大;
3.在调速状态下,斩波调速比电阻调速节能,每充完一次电后能延长使用时间30%,即可节电30%以上。
相对来说,可提高蓄电池的使用寿命,节约成本35%;
4.斩波调速司控内无孤通断,无触头损耗,电气机械故障少;
5.斩波调速设有过流、过压和欠压等多重保护,能减少电气设备故障率;
6.采用模块化设计、霍尔速度给定器,操作性能好,线性好,稳定性好,结构简单,维修方便;
7.在不改变司机的操作习惯下,司机操作舒适,降低劳动强度,对机车的安全性能大有提高;
8.照明用灯采用LED模块,使用寿命长,节能,内置有白灯和红灯,白灯作照明,红灯警示。
斩波调速器产品参数:
额定输出功率:2*7.5kw、2*15kw、2*22kw
额定输入电压:96V、140V、192V
额定输出电流:156A、215A、255A
额定输出电压:68V、99V、136V。
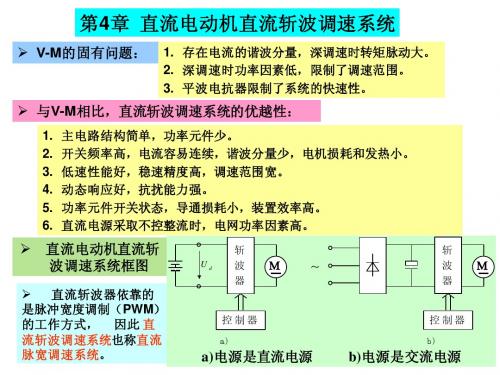
4-直流电动机直流斩波调速系统
u 0 i0
d)
0
t
u0
i0
u0
i0
e)
0
t
图4-7 可四象限运行的斩波调速电路 a) ) 电路图 b)~e)Ⅰ、Ⅱ、Ⅲ、Ⅳ象限波形图 ~ ) f) ) 工作象限
n
f) 0
T
4.2 直流斩波调速系统
1.系统原理图 .
+
* Un
GM
+
∆U n
−
Un
U i* A SR +
u gT 2
Ud
id
u gT 1
u gT 2
uo
La io
+ E − a
u gT 1
T1
T2
T1
T2
T
正向电动工况。当Uo>Ea时,Io>0,电 时 ,
动机正向电动。电路的电压平衡方程为 dio io Ra + La = u o − Ea dt
电动工作时, 并没有参与工作, 电动工作时,VT2、VD1并没有参与工作,去 掉这两个元件后, 掉这两个元件后,电路与单象限工作电路完 全一致,是一个典型的降压斩波电路。 全一致,是一个典型的降压斩波电路。 • 输出电压平均值 •电动机最高空载转速是 电动机最高空载转速是
3) 波形分析及能量传递
uo
Ud
i0
T1
D2
T
T
T1
D2
T1
D2
T1
D2
T1
D2 T2 T T 1 D1 D2 2
D1
T2
D1
T2
D1
T2
D1
PLa
PLa P2 P 1
矿用直流斩波调速器介绍

矿用直流斩波调速器介绍一、工作原理矿用直流斩波调速器的工作原理主要是将输入电压通过整流变换为直流电压,再通过斩波控制电路将直流电压变换为可控的直流电流。
控制电路接收输入的调节信号,并根据信号调节斩波角度,进而控制直流电流的大小,从而实现对电动机转速的调节。
二、特点和优势1.调速范围广:矿用直流斩波调速器可以实现电动机的连续调速,范围广,能够满足矿山作业的不同需求。
2.调速精度高:由于矿用直流斩波调速器采用了先进的电子技术,可以实现对电动机转速的精确调节,调速精度高。
3.转矩特性好:矿用直流斩波调速器可以提供较大的转矩,并且在低速转矩下也能够提供稳定的运行性能。
4.过载能力强:矿用直流斩波调速器具有良好的过载能力,可以承受短时间内的大负载冲击。
5.可靠性高:矿用直流斩波调速器采用可靠的电子元件和控制器,具有较长的使用寿命和稳定的性能。
三、应用领域四、使用方法使用矿用直流斩波调速器需要经过以下步骤:1.连接电源:将矿用直流斩波调速器连接到电源线路上,并确保电源线路的稳定和可靠。
2.连接电动机:将电动机与矿用直流斩波调速器相连,确保连接正确无误。
3.设置参数:根据实际需求,设置矿用直流斩波调速器的参数,包括转速范围、转速精度等。
4.启动调速:按照设定的参数,启动矿用直流斩波调速器,实现对电动机的调速。
五、注意事项使用矿用直流斩波调速器需要注意以下事项:1.确保电源稳定:矿用直流斩波调速器对电源的要求较高,应确保电源的稳定和可靠。
2.避免过载:根据实际运行情况,避免超过矿用直流斩波调速器的额定负载,以免损坏设备。
3.定期维护:定期对矿用直流斩波调速器进行检测和维护,确保其正常运行和可靠性。
4.注意安全:在使用过程中,注意电气安全和操作安全,避免发生意外事故。
六、结语矿用直流斩波调速器是矿山工作中不可或缺的重要设备,具有广泛的应用前景。
通过精确调节电动机转速,实现矿山作业的高效运行。
在使用过程中,应根据实际情况选择合适的矿用直流斩波调速器,并注意使用方法和注意事项,以确保其正常运行和可靠性。
斩波调速器使用及故障处理
A
3
1.2IGBT好坏的判断
1.2.1、首先将控制端g、e用铜线接短接,用500型万用表 欧姆档测量,黑表笔(电表内接电池正极)接C极,红笔 表接E极,表针不动。然后,黑、红表笔对调测量,表针 偏转较大(用X1Ω档时,约10~20Ω),然后拆掉短接铜 线,测量控制端,若正反向都不通,即初步判断IGBT正常。
A
8
2.4注意事项
2.4.1光电给定器检修后重新安装时,需进行调试。应使光 电给定器内微动开关在调速手柄转动约40°时吸合(以保 证主电源开关组不带电流切换),微动开关吸合时,给定 输出电压低于1V,操纵件转动到最大位置时,其输出电压 应在3.5V以上,若不对,可适当调节光电给定操纵件的相 对位置。
A
10
3.2 控制驱动盒出线端子说明 CN1:三芯HT508插座 1脚:黄色(V2)欠压、过压取样线,通过取样电阻接+E端 2脚:红色(24V)控制驱动盒24V电源输入。 3脚:黑色(GND)24V电源接地线。 CN2:四芯HT508插座 1脚:黑色(GND)光电给定器接地线 2脚:白色(ADJ)0~4V光电给定器给定电压输出端。 3脚:V1,与4脚短接 4脚:棕色(+15V) 光电给定器电源输入端。 CN3:四芯HT508插座,与主机右边的电流传感器相连。 1脚:红色(+15 V) 电流传感器Ⅱ正电源+ 2脚:黄色(-15V) 电流传感器Ⅱ负电源3脚:绿色(IM2) 电流传感器Ⅱ输出端IM2 4脚:黑色(GND) 电流传感器Ⅱ接地端GND
2.4.5定期检查光电给定器插座是否插接牢靠,若松动,请 及时处理。
A
9
3 控制驱动盒
矿用直流斩波调速器介绍

矿用直流斩波调速器介绍矿用直流斩波调速器介绍由于焦煤集团现阶段多采用斩波调速电机车,故下面针对这种调速方式再作一个专门介绍。
一、简介矿用直流斩波调速器适用于窄轨工矿电机车的直流电机实现启动、调速的配套产品。
本产品在过去可控硅脉冲调速基础上改进、发展而来,斩波器功率管采用比可控硅元件性能更好的进口IGBT绝缘栅双极型大功率晶体管元件,它是世界上最优秀的电力电子功率开关元器件,具有性能佳、开关频率高、驱动功率小、开断可靠、容量大、性能稳定等优点。
因此,采用IGBT斩波调速方案的机车具有无级调速、启动平稳、启动力矩大、保护功能全等特点。
新型的IGBT模块内部都设有过电流限制电路,能很好的保护机车电机和相关电器。
斩波调速机车能在波动大的直流电网正常运行,输入电压允许在+20%至-30%的范围内波动;矿用架线式机车调速器还具有电制动的挡位。
可以在很大程度上减少使用机车手制动的次数,使闸瓦片的磨损降低,减少维修量。
传统的电阻调速是通过改变启动电阻的阻值来调节电机电压,调速过程中启动电阻会大量发热损耗大量电能;而IGBT斩波调速是通过改变IGBT导通和关断时间的比值调节电机平均电压,调速过程中能量损耗极小。
所以在同等工况下斩波调速机车比电阻调速机车节能30%以上。
二、斩波调速器的组成:该调速器分蓄电池机车用调速器和架线式机车用调速器。
蓄电池机车用调速器由外壳、司机控制器、斩波主机组成,斩波主机包括控制驱动盒、光电给定器、IGBT模块(采用进口元器件)、DC/DC辅助开关电源模块、滤波电容共五部分。
架线式机车用调速器由司机控制器、斩波主机箱、平波电抗器及制动电阻器四大部分组成。
每台我公司出产的斩波调速器都印有“韶力牌”标志,谨防假冒产品。
IGBT是由场效应晶体管与大功率晶体管相结合的全控功率开关元件,其开关频率高,驱动功率小,当栅极施加+15V时,器件即导通,施加0或-15V时,器件即关断。
控制驱动盒为斩波调速器的核心部分,由波形发生器、脉宽调制器、给定跟随器、过流放大器、脉冲渐宽电路组成,实现欠压保护、过压保护及IGBT的驱动等功能。
ZKT脉冲调速器说明书

工矿电机车用直流斩波调速器 使 用 说 明 书唐山才德电气设备有限公司(原唐山市现代电器厂)一、产品概述我厂生产的工矿电机车用直流斩波调速器是采用国际上最先进的电力电子器件IGBT 作为主控元件。
IGBT 是全控型功率器件(又称绝缘栅双极晶体管),是通过改变栅极驱动电压(脉冲的宽度)来控制IGBT 的开关来改变加在直流电动机上的平均电压,实现调速。
用本装置可代替原有的“鼓形控制器”和晶闸管调速装置对直流架线电机车进行脉冲调速,它除具有一般脉冲调速装置所具有的节约电能的优点外,还具有以下特点:1、IGBT 是一种电压控制型开关器件,具有自动关断能力,不存在晶闸管装置可能有的“失控”现象。
2、IGBT 的开关速度快,开关频率最高可达几十KHz。
因而可大大减小了滤波电感、电容,减小了体积和重量,免去了换流电感和电容,电流波纹小,电机的温升也较低。
3、该机具有完善的过流、过压、过温等保护功能。
4、本机具有软启动功能,起动平稳调速均匀,深受司机师傅的喜爱。
该调速器已取得国家矿用电气设备合格证和矿用产品安全标志证书,矿用合格证编号:额定电压250V 的为2100042,额定电压550V 的为2100043;安全标志编号:额定电压250V 的为MCF100065,额定电压550V 的为MCF050032。
二、执行标准:Q/XDD02-2008三、型号含义u 本机车IGBT 斩波调速器的维修必须由经我厂培训合格的专业人员进行(A)/输入电压(V)四、适用范围1、海拔高度不超过2000m;2、环境温度:-20~+40℃;3、空气相对湿度<95%(25℃时);4、周围空气中的灰尘、酸、腐蚀性气体或物质不超过正常含量;5、本调速器为矿用一般型,作为电机车部件,可用于煤矿井下无瓦斯、煤尘爆炸危险,通风良好的运输大巷和井底车场。
五、技术指标1、直流架线电压:250V电压波动范围170-300V; 550V电压波动范围370-660V2、额定输出功率(kW):42kW(250V);48kW(550V)3、调压范围:5-95%UDC4、防护等级:IP215、制动方式:两级能耗制动6、工作频率:6kHz7、工作条件:连续8、体积:500×310×700mm9、重量:75kg六、电气原理电气方框图如图1所示,电气原理如附图所示。
斩波调速器工作原理

斩波调速器工作原理斩波调速器是一种用于调节电机速度的装置,它可以通过改变电机的输入电压或频率来实现对电机转速的控制。
斩波调速器的工作原理基于PWM(脉宽调制)技术,通过控制电源的开关时间和开关频率来改变电机的平均电压和电流,从而达到调节电机转速的目的。
斩波调速器主要由电源模块、PWM调制模块、滤波模块和功率输出模块组成。
电源模块负责将交流电源转换为直流电源,为后续模块提供稳定的电源供应。
PWM调制模块是斩波调速器的核心部分,它根据控制信号和电机的实际转速情况,通过调节开关时间和开关频率来控制电机的输入电压和频率。
滤波模块用于平滑PWM输出信号,减少电机的电磁干扰。
功率输出模块将滤波后的PWM信号转换为电机所需的电流和电压,驱动电机运转。
斩波调速器的工作原理可以简单分为三个步骤:采样、比较和控制。
首先,通过采样电机的转速信号,得到电机当前的实际转速。
然后,将实际转速与期望转速进行比较,得到误差信号。
最后,根据误差信号,通过PWM调制模块控制开关时间和开关频率,调节电机的输入电压和频率,使得误差信号逐渐减小,最终使电机的实际转速接近期望转速。
斩波调速器的优点是调速范围广,控制精度高,响应速度快。
它可以实现电机在不同负载下的恒速运转,提高电机的效率和使用寿命。
此外,斩波调速器还具有过载保护和故障自诊断功能,能够保护电机和调速器本身的安全运行。
斩波调速器在工业生产和家用电器中得到了广泛应用。
在工业生产中,它可以用于控制各种机械设备的转速,如风机、水泵、输送带等。
在家用电器中,斩波调速器可以用于调节洗衣机、空调、电风扇等电器的转速,提供更加舒适和节能的使用体验。
然而,斩波调速器也存在一些局限性。
首先,斩波调速器在调速过程中会产生谐波和电磁干扰,对电机和其他电子设备可能会造成影响。
其次,斩波调速器在低速调节时可能会出现震荡现象,影响电机的平稳运行。
此外,斩波调速器的成本相对较高,需要专业的技术支持和维护。
斩波调速器是一种用于调节电机转速的重要装置,它通过控制电机的输入电压和频率,实现对电机转速的精确控制。
矿用隔爆型斩波调速箱部件介绍
矿用隔爆型斩波调速箱部件介绍首先是外壳部分,矿用隔爆型斩波调速箱的外壳采用高硬度的合金材料制成,具有较好的强度和刚性,可以有效地保护内部的重要部件。
外壳上还设置有进气口、排气口和散热器,用于保持设备的正常工作温度和散热。
内部结构包括减速机、转动装置、润滑装置等。
减速机是矿用隔爆型斩波调速箱的核心部件,主要由齿轮传动装置组成,通过不同齿轮的传动比来实现轴的旋转速度调节。
减速机的齿轮采用合金钢材料,具有较高的强度和硬度,能够承受较大的负载。
转动装置包括轴、轴承等部件,用于支撑和传递动力。
润滑装置包括油泵、油箱等部件,用于将润滑油输送到齿轮和轴承等处,减少磨损和摩擦,提高设备的使用寿命。
隔爆装置是矿用隔爆型斩波调速箱的重要部件,主要是为了防止内部发生爆炸事故。
矿用隔爆型斩波调速箱内部的齿轮和轴承等部件在长时间工作下会产生较大的摩擦热量,如果不及时散热,容易引发爆炸。
因此,隔爆装置主要通过散热器和防爆构件等方式来将热量散发出去,保持设备的正常工作温度。
除了上述部件外,矿用隔爆型斩波调速箱还具备一些附加装置,如传感器、控制系统等。
传感器主要用于检测变速箱的温度、压力、转速等参数,并将这些数据传输给控制系统。
控制系统可以根据传感器的反馈信号来控制设备的运行状态,实现设备的自动控制和调节。
总之,矿用隔爆型斩波调速箱的部件包括外壳、减速机、转动装置、润滑装置、隔爆装置等。
这些部件相互协作,共同实现设备的正常工作和调速功能。
对于矿山行业来说,矿用隔爆型斩波调速箱的可靠性和安全性尤为重要,因为它直接关系到矿山生产的效率和安全。
因此,在设计和制造矿用隔爆型斩波调速箱时,需要注重部件的质量和使用性能,确保设备能够在恶劣的工作环境下可靠运行,提高矿山的生产效益。
I T矿用隔爆型斩波调速器说明书
调压比
0-100%
给定电压
0-5V
控制电源
DC48L-24
DC96L-24
DC140L-24
DC192L-24
安全标志证号
防爆证号
注:欠压、过压保护可定制。
3 、使用条件 :
a. 环境气压 80KPa- - llOKPa b. 周围介质温度 -20°C-- +40° C c. 周围介质湿度不超过 95 士 3%(+25°C) d. 有甲烷和煤尘爆炸性危险的矿井下,但无足以腐蚀金属或破坏绝缘的气体环境
中。
e. 在没有水和其他液体浸泡的场合。
四 . 工作原理:
1.电路方框图
2.电路简介
IGBT 是一种栅极驱动的大功率器件,属于自关断型大功率电力开关器件,栅极 G
上+15V 导通,-5V 关断,本电路 IGBT 与直流串励式电机,串联当 IGBT 导通时电机电
流直线上升,IGBT 关断时,电机通过二极管续流形成回路,电流下降。由于斩波原
090617HY 090618HY 090619HY 090620HY 090624HY 090625HY 090627HY 090628HY 090629HY 090630HY 090632HY 090633HY 090634HY 090701HY 090721HY
090703HY 090704HY 090705HY 090706HY 090707HY
电机车运行时对电池有监控系统,实时监测电池电压,向控制人员提 供电池的工作状态,对电池起到延长使用寿命。
保护系统:对电机车过压、欠压、过流、过载及温度有着完善的保护 功能,延长了控制系统和动力传输系统的寿命。
速度给定,采用磁性霍尔元件,速度给定为无接触速度给定,线性好 寿命长。
基于直流斩波的矿用电机车调速系统改造_王铖

第36卷第5期2014年10月甘肃冶金GANSU METALLURGYVol.36No.5Oct.,2014文章编号:1672-4461(2014)05-0121-03基于直流斩波的矿用电机车调速系统改造王铖(陕西铅硐山矿业有限公司,陕西凤县721707)摘要:针对ZK7-6/250型矿用直流电机车串电阻调速易拉弧烧坏触头和接触组,生产效率低,维修成本高等诸多问题,通过采用直流斩波调速系统的成功改造,不仅有效解决了上述问题,而且改造简单、运行可靠、调速性能平稳、节能效果显著,对其它工矿企业电机车升级改造和设备购置选型均具有很好的参考价值和借鉴作用。
关键词:电机车;直流斩波;IGBT模块;改造中图分类号:TD524.3文献标识码:BTransformation of Speed Control System Electric Locomotivefor Mining Based on the DC ChopperWANG Cheng(Shaanxi Qiandongshan Mining Co.Ltd.,Fengxian721707,China)Abstract:ZK7-6/250type mine DC locomotive series resistance speed burn easily arcing contacts and the contact group,low productivity,high cost of maintenance of many problems,through the use of a DC chopper controlled successful trans-formation,not only effective solution to the above problem,and the transformation is simple,reliable,steady speed per-formance,energy-saving effect is remarkable,for motor vehicles other industrial and mining enterprises to upgrade and pur-chase of equipment selection are a good reference value and reference.Key Words:motor vehicle;DC chopper;IGBT module;transformation1引言目前,电机车是矿山企业主要运输设备,工矿企业80%电机车都是采用串电阻调速,虽然采用串电阻调速操作简单、维修方便,但由于该调速系统平滑性差,机械传动不能实现软起动,起动时不仅对机车的齿轮和电机有较大的冲击,而且司控器带负荷切换,触头承受冲击电流较大,易短路烧损触头或者触头架,增加了维修量和成本消耗,严重影响矿山运输,同时该调速系统电力损耗大、效率低,降低了电动机的出力。
斩波调速器工作原理

斩波调速器工作原理斩波调速器是一种常用于电力系统中的电力设备,其作用是通过控制转速来调节电力设备的输出功率。
斩波调速器基于电力系统中的斩波调节原理,通过控制电力设备的电压波形,从而实现转速调节。
下面将详细介绍斩波调速器的工作原理。
一、斩波调速器的基本原理斩波调速器基于电力系统中的斩波调节原理,即通过改变电力设备的电压波形来调节转速。
在斩波调速器中,电力设备的输入电压经过斩波调节器进行处理,然后输出给电力设备。
斩波调节器可以通过控制开关管的导通和关断来改变电压波形。
当开关管导通时,电压波形为高电平;当开关管关断时,电压波形为低电平。
通过改变开关管的导通和关断时间,可以改变电压波形的占空比,从而实现转速调节。
二、斩波调速器的工作过程斩波调速器的工作过程可以分为三个步骤:采样、处理和控制。
1. 采样:斩波调速器首先对输入电压进行采样。
采样电路将输入电压进行采样,并将采样信号传递给处理电路。
2. 处理:处理电路对采样信号进行处理,得到控制信号。
处理电路根据采样信号的大小和频率,计算出控制信号的幅值和频率,并将其传递给控制电路。
3. 控制:控制电路根据处理电路传递过来的控制信号,控制开关管的导通和关断。
当控制信号为高电平时,开关管导通;当控制信号为低电平时,开关管关断。
通过改变控制信号的幅值和频率,可以改变开关管的导通和关断时间,从而改变电压波形的占空比,实现转速调节。
三、斩波调速器的优势和应用斩波调速器具有以下优势:1. 精度高:斩波调速器采用数字控制技术,具有精度高、响应速度快的特点。
可以实时监测和控制电力设备的转速,保证电力设备的稳定运行。
2. 转速范围广:斩波调速器可以实现宽范围的转速调节,适用于各种不同转速要求的电力设备。
3. 节能环保:斩波调速器可以根据负载的需求来调节电力设备的输出功率,从而实现节能减排的效果。
斩波调速器广泛应用于电力系统中,主要用于调节发电机和电动机的转速。
在发电机中,斩波调速器可以根据电网的负荷需求来调节发电机的输出功率,保证电网的稳定运行。
矿井窄轨铁路运输与直流斩波调速器研究

矿井窄轨铁路运输与直流斩波调速器研究作者:张云峰来源:《数字化用户》2013年第11期【摘要】近年来,随着我国社会经济的快速发展和工业化建设进程的不断加快,矿井开发事业也取得了很大的成就,尤其是矿井运输方式和设备有了很大的进步。
本文将对矿井窄轨铁路运输与直流斩波调速器进行研究,并在此基础上谈一下自己的观点,以供参考。
【关键词】矿井运输机矿井轨道直流斩波调速器一、矿井窄轨铁路运输(一)矿井机车与供电方式对于矿井而言,机车是矿井轨道车辆运输的主要牵引设备,根据动力不同可将其分成电机车、内燃机车两种。
牵引电机通过驱动车轮转动,利用轨面之间所产生的摩擦力促使机车在预定的轨道上行进。
一般而言,该条件下的牵引力通常既要受到牵引电机自身功率之限制,同时还要受摩擦制约。
机车实际运输过程中,可行驶坡度通常是限制的,轨道坡度大约为千分之三左右,而且局部坡度应当控制在千分之三以内。
当前国内矿井开发过程中所采用的运输机车以电机车为主,采用的多是直流串激型的电动机,按其直流电源的具体供给方式可以将其氛围架线式、蓄电池式。
其中,架线式供电方式如下图所示。
在变电所中将交流电进行整流,其正极与架空线相连接,而负极在应当接在轨道之上。
对于架空线而言,其主要是沿轨道的上空架设的一条裸导线,当机车受电弓和架空线相接触时,电流会随之进入到车内,经牵引电动机、控制器和轨道流回。
其中,1代表牵引变流所、2代表馈电线、3代表架空线、4代表受电弓、5代表的是矿车,6代表轨道以及7代表回电线。
矿井电机车巷道运输过程中,具有如下优点:首先,牵引力比较大。
实践中,机车采用的是直流串激方式对电动机进行牵引,其特性可使机车获得非常大的牵引力。
同时,维护费用比较少。
电机车实际运行过程中,一般速度都比较高,据测算每小时可达26公里,并且只需一人操作即可。
其次,可有效改善井下劳动操作条件。
实践作业过程中,电机车不受气候条件的影响,因采用的是电力拖动方式,一般不产生废气,这样可以有效地避免造成空气污染,对于有效改善作业条件、确保井下工人的操作安全性具有非常重要的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿用直流斩波调速器介绍由于焦煤集团现阶段多采用斩波调速电机车,故下面针对这种调速方式再作一个专门介绍。
一、简介矿用直流斩波调速器适用于窄轨工矿电机车的直流电机实现启动、调速的配套产品。
本产品在过去可控硅脉冲调速基础上改进、发展而来,斩波器功率管采用比可控硅元件性能更好的进口IGBT绝缘栅双极型大功率晶体管元件,它是世界上最优秀的电力电子功率开关元器件,具有性能佳、开关频率高、驱动功率小、开断可靠、容量大、性能稳定等优点。
因此,采用IGBT斩波调速方案的机车具有无级调速、启动平稳、启动力矩大、保护功能全等特点。
新型的IGBT模块内部都设有过电流限制电路,能很好的保护机车电机和相关电器。
斩波调速机车能在波动大的直流电网正常运行,输入电压允许在+20%至-30%的范围内波动;矿用架线式机车调速器还具有电制动的挡位。
可以在很大程度上减少使用机车手制动的次数,使闸瓦片的磨损降低,减少维修量。
传统的电阻调速是通过改变启动电阻的阻值来调节电机电压,调速过程中启动电阻会大量发热损耗大量电能;而IGBT斩波调速是通过改变IGBT导通和关断时间的比值调节电机平均电压,调速过程中能量损耗极小。
所以在同等工况下斩波调速机车比电阻调速机车节能30%以上。
二、斩波调速器的组成:该调速器分蓄电池机车用调速器和架线式机车用调速器。
蓄电池机车用调速器由外壳、司机控制器、斩波主机组成,斩波主机包括控制驱动盒、光电给定器、IGBT模块(采用进口元器件)、DC/DC辅助开关电源模块、滤波电容共五部分。
架线式机车用调速器由司机控制器、斩波主机箱、平波电抗器及制动电阻器四大部分组成。
每台我公司出产的斩波调速器都印有“韶力牌”标志,谨防假冒产品。
IGBT是由场效应晶体管与大功率晶体管相结合的全控功率开关元件,其开关频率高,驱动功率小,当栅极施加+15V时,器件即导通,施加0或-15V时,器件即关断。
控制驱动盒为斩波调速器的核心部分,由波形发生器、脉宽调制器、给定跟随器、过流放大器、脉冲渐宽电路组成,实现欠压保护、过压保护及IGBT的驱动等功能。
光电给定器通过调速手柄主轴凸轮联动,当调速手柄进入牵引位时,接通控制驱动盒24V工作电源,通过调节光电给定器操纵件角度变化,输出0~4V给定电压,实现机车无级调速功能。
辅助开关电源模块将输入电压转换成24V直流电,为控制驱动盒等提供24V稳定工作电源。
三、工作原理:在电源与电机之间接入一个IGBT斩波调速器,它像通断极快的高速开关,通过改变导通和关断时间的长短的比值即占空比,来改变电机端平均电压值,以达到调速的目的。
四、操作规程:观察机车周围,无障碍及轨道信号灯允许通行的情况下,发出行车指令。
确定行车方向,移动司机控制箱反向手柄,反向手柄共有三个工作位,即“0”位、“向前”位、“向后”位,由于主回路未接通,操作反向手柄时触点是不带电转换的,为了做到无弧转换,主手柄与反向手柄之间设有机械联锁。
将反向手柄置于“向前”位或者“向后”位,同时松开闸瓦,准备启动机车。
司机操作主手柄由“0”位移至“合闸”位(约转动到30°)。
继续操作主手柄由“合闸”位移至“调节”位(约40°),待三秒后继续操作。
操作主手柄由“调节”位继续向前移动时(40°至于120°之间)机车处于调压位运行,主手柄驱动光电给定器光盘移动,即可改变VT1、VT2的导通脉宽,司机控制箱输出电压(即加在电动机上的端电压)也随着主手柄的前移不断提高到最大调节电压(其调压范围为0—98%输入电压),机车速度也不断提高。
主手柄从130°移至终点位置(约150°)时,机车全电压运行。
主手柄由全压位退回“0”位时的工作过程与上过程相反。
司机可根据实际需要调解调速手柄在40°至150°之间来控制机车速度。
当需要减速时,可将调速手柄在全压位逆时针方向移到合适位置,直至退回到“合闸”位或“0”位,司控器停止工作,机车靠惯性运行。
主手柄由“全压”位返回“0”位,机车速度减小直至停止。
当机车要换向运行时,必须将主手柄回“0”位后,待机车停稳之后,方可操作方向手柄实施换向操作。
若机车在运行过程中出现轮子打滑时,可适当降低机车速度,并按运行方向扳动撒沙筒开关撒沙。
当机车在运行中出现故障,应及时处理。
严禁在无调速情况下,将调速手柄扳至机械全速位运行。
司控器不使用时,方向手柄应置于“0“位。
司机离开机车时应取出方向手柄。
五、用户保养及注意事项:1、定期检查各部件紧固螺丝是否松动,尤其是滤波电容、IGBT、续流二极管、防反二极管紧固螺丝。
若松动,应及时拧紧。
2、定期检查电机线圈的绝缘强度,应在2MΩ以上,若达不到,则应及时处理。
测量电机绝缘强度时,电机线圈与斩波器主机回路必需断开。
3、定期检查给定器内微动开关工作是否正常,给定器输出电压是否在0~4V之间线性变化。
4、定期用500型万用表欧姆档检测电容的充放电情况(最好用电容表测量其容量值),当电容容量不足时,应及时更换,否则将危及IGBT工作安全。
5、定期检查各接插件是否插接牢靠,若松动,应及时处理。
司机在操作机车时,请尽量使机车工作在全速位,不宜长时间在调速位工作。
司控器散热板设有85℃的温度开关,如果机车出现频繁停机的现象,则司机及维修人员需对机车进行检查,检查机车是否长期处于调速位拖重载的工况,检查司控器的散热情况及全速位旁路开关接触状况。
在进行机车维护时,请注意检查IGBT模块是否紧贴散热底板,司控器散热铝板是否紧贴司控器外壳,紧贴是指两个面紧贴接触,而非点接触。
机车在运行过程中,如温度过高(司控器外壳背面有烫手的感觉)而停机,则稍等一段时间,待温度下降后,将主手柄归零复位,机车即能恢复工作,不需做任何处理,不属于故障现象。
若操作手柄扳倒调速位,机车不动时,严禁继续扳到全速位使用,否则将引起全速开关烧坏,同时对电机以及齿轮均会有冲击,甚至损坏。
停车时一般将主手柄归零,再用制动手轮刹车,禁止采用打反方向的方法停车。
主手柄未归零时严禁使用制动手轮强制刹车。
贮存期超过一年使用时,应先做轻载试车。
在更换电机或者大修后,请注意在试车时,要确保两台电机旋转方向一致,否则一开车电机就会严重过载。
六、常见问题及解决方法(1)控制电路部分:观察控制盒±15V绿色指示灯和红色故障指示灯。
控制盒指示绿灯亮:说明控制盒供电电路(辅助电源、给定器内微动开关)正常。
控制盒指示绿灯不亮:检查给定器内微动开关及给定器输出插座是否接触良好,相关连线是否断开,给定器有无0~4V电压输出。
检查给定器及给定器插座、线路、传动装置是否松动或断开,将其修复或更换。
若控制盒驱动指示红灯亮或闪烁,则可能是控制驱动盒坏,也可能是IGBT损坏;IGBT损坏则更换,控制驱动盒坏则更换控制驱动盒,若确实判断控制盒损坏,更换之前先检查IGBT是否损坏,只有确保IGBT正常后,才能通电试车。
检查辅助电源输入(红色)和输出(绿色)的指示灯是否都亮,若都不亮,则更换辅助电源。
若给定器和辅助电源都正常,则控制盒坏,需更换。
(2)主电路部分:主电路未接通。
IGBT开路(此时控制盒驱动指示红灯会闪烁),更换IGBT。
(3)电机电路部分:反向鼓接触不良,电机线圈开路或相应线路断开,碳刷磨损过多。
将其修复或更换。
(4)车能调速但速度不够1、机车超载,减轻负载。
2、机械故障,制动闸瓦未完全松开。
检查机械部分,将其修复。
3、更换控制盒或电流传感器。
4、给定电压(ADJ)不够,低于3.5V,检查给定器,将其修复或更换。
5、单电机工作,检查电机及换向鼓。
(5)机车失控司控器调速手柄刚进入合闸位,机车突然进入全速,即为失控。
1、电容松动或电容无容量,引起IGBT击穿。
紧固或更换电容,更换IGBT。
2、给定器损坏,给定电压在3.5V以上,或为某一固定值。
更换给定器。
3、电机线圈S1-2或C2-2接地。
将其修复或紧固。
4、全速开关粘结。
将其修复或更换接触头。
(6)主手柄刚吸合,便烧主电源保险1、电机线圈绝缘强度不够、短路或搭铁。
将其修复或更换。
2、电容击穿或电源正负极短路。
更换电容或检查电源电路。
3、IGBT和续流二极管击穿。
更换IGBT和续流二极管。
维修注意事项:1、检修前务必先断开电源,同时将储能电容放电完后,方可操作。
即在电源断开情况下将电机车调速手柄推到“全速”位,使电容上储存的电量放完后,才能开箱维修。
2、维修时,切忌盲目更换元件,应根据电气原理分析,找出故障部位,分析损坏原因。
在确认需更换元件时,请选用同规格、型号的配件,最好选用制造厂家配件,以确保机器正常运行。
3、控制盒是整个调速系统的核心部位,其要求较严格,请不要随便乱动其元件,控制盒原则上不要求用户维修,能判断其好坏即可。
4、更换IGBT和防反二极管时,务必使其散热面平整、光滑,并均匀涂上导热硅脂。
紧固时应对角拧紧螺丝,确保其工作温度能有效地传到散热板上。
5、电容属易损件,更换时应注意其极性,其正负极螺丝要上紧,不能松动,且定期检查。
若不能紧固,则应更换,否则将危及IGBT工作安全。
6、应判断IGBT正常后,才能更换控制盒。
否则,IGBT(G、C)击穿后,高压将从IGBT的G串入控制盒,继续损坏新的控制盒。
7、维修主机时,应注意铝板底部平整,无划痕、灰尘及其它物质;更换主机时,应注意铝散热板与司控器外壳接触面完全接触(无缝隙),使铝板温度能有效地通过司控器外壳散热。
8、维修结束后,将维修情况记录清楚。
(7)IGBT好坏的判断:1、首先将控制端g、e用铜线短接,用500型万用表欧姆档测量,黑表笔(实际电表内接电池正极)接C极,红表笔接E级,表针不动。
然后,黑、红表笔对调测量,表针偏转较大(用X1Ω档时,10~20Ω),最后拆掉铜线,测量控制端,若正反向都不通,则初步判断IGBT正常。
2、用表X10K档(内接有9V电池)黑表笔接G,红表笔接E,即在控制端加正向电压,再将黑表笔移接C,此时万用表读数很小。
然后将红表笔接G,黑表笔接E,即在控制端加反向电压,再将黑表笔接C,红表笔接E,此时万用表读数为无穷大,则证明该IGBT控制特性正常。
否则,则不正常。
3、万用表X10K档测试C、E、G对底板绝缘电阻时,万用表指针应不动。
为无穷大时为正常,否则为不正常。
(8)控制驱动盒好坏判断控制驱动盒正常与否,可以通过观察+/-15V绿色指示灯和驱动指示红灯T1、T2来判断。
当CN1的2(红色)、3(黑色)脚有24V电压输入时,绿灯全亮,而红灯不亮时,则一般为正常;红、绿灯全不亮时,则控制驱动盒坏了;绿灯亮,红灯也亮时,应检查IGBT或IGBT驱动线中隔离二极管是否开路,若IGBT或IGBT驱动线中隔离二极管均正常,则控制驱动盒坏。