精密和超精密加工技术第5章精密加工中的测量技术
精密与超精密加工-机械制造技术
≤0. 1
主轴轴向圆跳动 / μ m
≤0. 1
滑台运动的直线度 / μ m
≤1/150
横滑台对主轴的垂直度 / μ m
≤2/100
主轴前静压轴承(φ100mm)的刚 径向
度 /(N/μm)
轴向
1140 1020
主轴后静压轴承(φ80mm)的刚度 /(N/μm) 640
纵横滑台的静压支承刚度 /(N/μm)
基座
周缘 护板
T形布局的金刚石车床
11
➢ 金刚石车床主要性能指标
金刚石车床主要性能指标
最大车削直径和长度 /mm
400×200
最高转速 r/mm
5000~10000
最大进给速度mm /min
5000
数控系统分辩率 /μm
0. 1~0.01
重复精度(±2σ) / μ m
≤0. 2/100
主轴径向圆跳动 / μ m
3
◆ 精密加工与超精密加工的发展
加工误差(μm)
加工设备
测量仪器
102
普通加工
车床,铣床 精密车床
卡尺 百分尺
磨床
比较仪
101
精密加工
坐标镗床
气动测微仪
坐标磨床
光学比较仪
100
金刚石车床 光学磁尺
10-1 超精密加工
10-2
精密磨床
电子比较仪
超精密磨床 激光测长仪 精密研磨机 圆度仪轮廓仪
超高精密磨床 激光高精度
720
12
◆ 金刚石刀具
➢ 超精切削刀具材料:天然金刚石,人造单晶金刚石
➢ 金刚石的晶体结构:规整的单晶金刚石晶体有八面体、 十二面体和六面体,有三根4次对称轴,四根3次对称轴和 六根2次对称轴(图7-20)。
精密超精密加工技术

精密超精密加工技术精密及超精密加工对尖端技术的发展起着十分重要的作用。
当今各主要工业化国家都投入了巨大的人力物力,来发展精密及超精密加工技术,它已经成为现代制造技术的重要发展方向之一。
本节将对精密、超精密加工和细微加工的概念、基本方法、特点和应用作一般性介绍。
一、精密加工和超精密加工的界定精密和超精密加工主要是根据加工精度和表面质量两项指标来划分的。
这种划分是相对的,随着生产技术的不断发展,其划分界限也将逐渐向前推移。
1.一般加工一般加工是指加工精度在10µm左右(IT5~IT7)、表面粗糙度为R a0.2µm~0.8µm的加工方法,如车、铣、刨、磨、电解加工等。
适用于汽车制造、拖拉机制造、模具制造和机床制造等。
2.精密加工精密加工是指精度在10µm~0.1µm(IT5或IT5以上)、表面粗糙度值小于R a0.1µm的加工方法,如金刚石车削、高精密磨削、研磨、珩磨、冷压加工等。
用于精密机床、精密测量仪器等制造业中的关键零件,如精密丝杠、精密齿轮、精密导轨、微型精密轴承、宝石等的加工。
3.超精密加工超精密加工一般指工件尺寸公差为0.1µm~0.01µm数量级、表面粗糙度R a 为0.001µm数量级的加工方法。
如金刚石精密切削、超精密磨料加工、电子束加工、离子束加工等,用于精密组件、大规模和超大规模集成电路及计量标准组件制造等方面。
二、实现精密和超精密加工的条件精密和超精密加工技术是一项内容极为广泛的制造技术系统工程,它涉及到超微量切除技术、高稳定性和高净化的工作环境、设备系统、工具条件、工件状况、计量技术、工况检测及质量控制等。
其中的任一因素对精密和超精密加工的加工精度和表面质量,都将产生直接或间接的不同程度的影响。
1.加工环境精密加工和超精密加工必须具有超稳定的加工环境。
因为加工环境的极微小变化都可能影响加工精度。
精密与超精密加工技术

精密与超精密加工技术综述0 前言就先进制造技术的技术实质性而论,主要有精密和超精密加工技术和制造自动化两大领域1。
前者包括了精密加工、超精密加工、微细加工,以及广为流传的纳米加工,它追求加工上的精度和表面质量的极限,可统称为精密工程;后者包括了设计、制造和管理的自动化,它不仅是快速响应市场需求、提高生产率、改善劳动条件的重要手段,而且是提高产品质量的有效方式。
两者有密切联系,许多精密和超精密加工要靠自动化技术才能达到预期目标,而不少制造自动化则有赖于精密加工才能达到设计要求。
精密工程和制造自动化具有全局性的、决策性的作用,是先进制造技术的支柱。
精密和超精密加工与国防工业有密切关系。
导弹是现代战争的重要武器,其命中精度由惯性仪表的精度所决定,因而需要高超的精密和超精密加工设备来制造这种仪表。
例如,美国“民兵”型洲际导弹系统的陀螺仪其漂移率为0.03~0.05°/h,加速度计敏感元件不允许有0.05μm的尘粒,它的命中精度的圆概率误差为500m;MX战略导弹(可装载10个核弹头),由于其制导系统陀螺仪精度比“民兵—Ⅲ”型导弹要高出一个数量级,因而其命中精度的圆概率误差仅为50~150m。
对射程4000km的潜射弹道导弹,当潜艇的位置误差对射程偏差的影响为400m、潜艇速度误差对射程偏差的影响为800m、惯性平台的垂直对准精度对射程偏差的影响为400m时,要求惯性导航的陀螺仪的漂移精度为0.001°/h、航向精度在1′以上、10小时运行的定位精度为0.4~0.7海里,因此,陀螺元件的加工精度必须达到亚微米级,表面粗糙度达到Ra0.012~0.008μm。
由此可知,惯性仪表的制造精度十分关键。
如1kg重的陀螺转子,其质量中心偏离其对称轴为0.5nm时,就会造成100m的射程误差和50m的轨道误差;激光陀螺的平面反射镜的平面度为0.03~0.06μm,表面粗糙度要求为Ra0.012μm以上;红外制导的导弹,其红外探测器中接受红外线的反射镜,其表面粗糙度要求达到Ra0.015~0.01μm[2]。
精密与超精密加工技术课件

珩磨效果受到多种因素的影响 ,如磨石的粒度、粘结剂的类 型、珩磨头的转速和压力等。
电解加工工艺
电解加工工艺概述
电解加工是一种利用电化学反应去除 工件材料的加工方法,具有加工精度 高、表面质量好等特点。
电解加工工艺流程
电解加工工艺通常包括工件表面处理 、电解液的选择和调整、电解加工设 备的设置以及加工参数的控制等步骤 。
、汽车和航空领域。
陶瓷材料
陶瓷材料具有高硬度、高耐磨性和 耐高温等特点,常用于制造刀具、 磨具和高温部件。
复合材料
复合材料由两种或多种材料组成, 具有优异的综合性能,如碳纤维复 合材料具有高强度和轻质的特点。
复合材料
玻璃纤维复合材料
玻璃纤维复合材料具有高 强度、高刚性和耐腐蚀等 特点,广泛应用于建筑、 船舶和汽车领域。
抛光效果受到抛光轮的材料、转速、抛光膏或抛光液的成分以及抛光 压力等因素的影响。
珩磨工艺
珩磨工艺概述
珩磨是一种利用珩磨头上的磨 石与工件表面进行摩擦,以去 除表面微小凸起和划痕的加工
方法。
珩磨材料
珩磨头上的磨石由硬质颗粒和 粘结剂组成,具有较高的硬度 和耐磨性。
珩磨工艺流程
珩磨工艺通常包括工件表面处 理、涂敷润滑剂、珩磨头的旋 转运动以及工件的往复运动等 步骤。
碳纤维复合材料
碳纤维复合材料具有高强 度、轻质和耐高温等特点 ,常用于制造航空器和体 育用品。
金属基复合材料
金属基复合材料以金属为 基体,加入增强纤维或颗 粒,以提高材料的强度、 刚度和耐磨性。
04
精密与超精密加工工艺
研磨工艺
研磨工艺概述
研磨材料
研磨是一种通过研磨剂去除工件表面微小 凸起和划痕的加工方法,以达到平滑表面 的效果。
答案精密加工课后习题—黄

.
.
液压喷砂法,用高压泵打出流量为20L/min、压力为150Pa的冷却液,进入喷嘴的漩涡室时,形成低压,从
边孔中吸入碳化硅或刚玉等磨粒及空气,与冷却液形成混合液,并以高速喷嘴喷射到转动的砂轮上。
晶面。
网面最小单元不同,100是正方形,110为矩形,111为三角形,网面密度100:110:111为1:1.414:2.308
网面距不同:100与110为均匀分布,分别为D/4=0.089mm,sqrt(2)D/4=0.126mm,111为宽窄交替宽为
sqrt(3)D/4=0.154mm,窄为sqrt(3)D/12=0.1051mm
光刃的长度对表面加工质量效果不大,对刀不易
圆弧刃容易对刀,半径可取R=2~5mm。可加工高质量的超光滑表面,缺点是刀具制造复杂
2-19试述金刚石刀具的前面应选哪个晶面
选用100面,111面硬度高,而微观破损强度并不高,研磨加工困难。
选用100面的原因:
1)100面耐磨性高于110面,刀具使用寿命长
2)100面微观破损强度高于110面,产生崩刃的机会小
解理现象:111面的面网宽面距比100和110都大,最易解理。
好磨难磨方向可用图表示:
.
.
好磨方向
难磨方向
100磨削率:111磨削率:110磨削率=5.8:1:12.8
2-15金刚石晶体有哪些定向方法?
1)人工目测定向2)X射线定向3)激光定向
2-16试述金刚石晶体的激光定向原理和方法。
利用金刚石在不同晶面方向上,晶体结构不同,对激光反射形成的衍射图像不同而进行。
小后面与加工表面间的摩擦
2-10工件材料的晶体方向对切削变形和加工表面质量的影响如何?
第5章 精密、超精密加工技术
• 和表面粗糙度的检验,而且要测量加工设备 的精度和基础零部件的精度。 • 高精度的尺寸和几何形状可采用分辨率为 0.1~0.01µ m,的电子测微计、分辨率为 0.01~0.001µ m的电感测微仪或电容测微仪来 测量。圆度还可以用精度为0.01µ m的圆度仪 来测量。
加工设备必须具有高精度的主轴系统、进给 系统(包括微位移装臵),现在的超精密车 床,其主轴回转精度可达0.02µ m,导轨直线 度可达1000000:0.025,定位精度可达 0.013µ m,进给分辨率可达0.005µ m。其回转 零件应进行精密的动平衡。
• 2)高刚度
• 包括静刚度和动刚度,不仅要注意零件本身
• 精密和超精密磨料加工是利用细粒度的磨粒 和微粉主要对黑色金属、硬脆材料等进行加 工,按具体地加工方法分为精密和超精密磨 削,加工精度可达5~0.5µ m,表面粗糙度 Ra0.05~0.008µ m);精密和超精密研磨(加 工精度可达10~0.1µ m,表面粗糙度 Ra0.01~0.008µ m);
合金等刀具进行精密和超精密切削,这些刀
具材料的切削效果不如金刚石,但能加工黑
色金属。对黑色金属等硬脆材料的精密加工
和超精密加工,一般多采用磨削、研磨、抛
光等方法。
• 精密和超精密磨削时,通常采用粒度240#~W7
或更细的白刚玉或铬刚玉磨料和树脂结合剂
制成的紧密组织砂轮,经金刚石精细修整后
• 进行加工。
• 出现了精密电火花加工、精密电解加工、精
密超声波加工、分子束加工、电子束加工、
离子束加工、原子束加工、激光加工、微波
加工、等离子体加工、光刻、电铸及变形加
工等。
• 4.复合加工
• 复合加工是将几种加工方法叠合在一起,发 挥各种加工方法的长处,达到高质量(加工
《精密和超精密加工技术(第3版)》第5章精密加工中的测量技术
2018/3/11
第1节 精密测量技术概述
四、纳米级精度和表面粗糙度的测量技术
2.光干涉测量技术
光干涉测量技术是利用光的干涉条纹 , 以提高测量分辨力。 可以使用白光 , 但为提高测量分辨力 , 常用波长很短的激光或 X 射线作为光源。光干涉测量法测量尺寸范围大 , 可用于纳米级 精度的长度、形貌和位移的精确测量 , 也可用于表面显微形貌 和表面粗糙度的测量。用这种原理的测量方法有双频激光干涉 测量、激光外差干涉测量、激光移相干涉测量 ( 如美国 WYKO 公 司 NT8000 型非接触式激光干涉形貌测量仪等 ) 、超短波长 ( 如 X 射线等 ) 干涉测量等。这类测量方法是现在纳米级尺寸精度和 表面粗糙度的主要测量方法,并有发展前途。
2018/3/11
第1节 精密测量技术概述
二、精密测量技术的新发展
1.极高精度测量方法和测量仪器的发展
近年发展了多种高精度和新原理的测量方法和仪器,如测量 长度时能达到0.1nm级的双频激光测量系统和X射线干涉仪等, 测量表面微观形貌达0.1nm级的扫描隧道显微镜和原子力显微 镜等,测量角度达到0.01″的精密测角仪等。
第1节 精密测量技术概述
四、纳米级精度和表面粗糙度的测量技术
3.扫描探针测量技术
表面粗糙度是超精密加工表面质量的最重要指标之一 , 我国 标准 GB/T 3505—2009 表面粗糙度指标主要有 Ra 、 Rz 、取样长 度等。硬度较高的零件测表面粗糙度,可用Taylor Hobson公司 Talyscan 3D 、 Talysurf-6 等触针式扫描测量仪。较好的测表 面粗糙度的方法是用光学干涉测量法 , 如 WYKO 公司的移相干涉 显微镜 WYKO TOPO 等 , 该公司的激光移相干涉形貌测量仪 WYKO NT8000可测出自由曲面的表面粗糙度。扫描探针测量法因测量 范围小,只用于极小面积的表面粗糙度检测分析,不适用于一般 的表面粗糙度检测。 超光滑表面有其特殊性 , 这种表面的表面粗糙度的评价理论 正在研究,因为有时同一超光滑表面使用不同原理仪器测量,会 2018/3/11 得到差别很大的表面粗糙度值。
机械制造中的精密加工与测量技术

机械制造中的精密加工与测量技术机械制造在现代工业生产中扮演着至关重要的角色,而精密加工和测量技术则是机械制造领域中需要掌握和应用的重要技能,因为制造高精度零件和产品需要这些技术的支持。
一、精密加工技术精密加工技术包括切削、磨削、抛光、电化学加工等多种加工方式,其中最为常用的是机械切削。
高精度的零件制造需要采用高精度的切削工具和稳定的切削条件,以实现尺寸和表面质量的控制。
此外,高速切削、超声波切削、磁场切削、光学切削等技术也是精密加工领域不断发展的热点,它们可以进一步提高切削效率和工件质量。
二、测量技术测量技术是机械制造中不可或缺的环节,可分为尺寸测量和形位误差测量两大类。
常用的测量工具包括千分尺、衡器、显微镜、高度计、投影仪等。
为了提高测量精度和重复性,汽车、航空、列车等工业领域的精密测量中心使用高精度的测量仪器和系统,例如激光干涉仪、三坐标测量机、精密测量显微镜等,这些仪器的精度可以达到亚微米甚至纳米级。
三、加工与测量技术的应用高精度的机械加工和测量技术是制造高端精密设备的必要条件。
例如,航空航天、汽车制造、半导体制造、生物医药等领域需要制造和检测精度高、质量好的高精度零件和设备,这些行业对高精度制造和测量技术的要求更高。
而金属、玻璃、陶瓷等材料的加工技术也需要涉及精密加工和测量技术。
在中国,高端制造是未来的发展方向,提高企业自主创新能力和研发能力对于推动我国制造业的高质量发展具有至关重要的作用。
因此,加工和测量技术的进一步提高和创新对于推动整个制造业的不断升级与发展有着重要意义。
结语机械制造中的精密加工和测量技术是制造高质量产品的保障,这些技术的应用也促进了机械制造和制造业的进步与发展。
在未来的制造业发展中,需要不断提高和创新这些技术,以满足市场和客户对于精度、质量和效率的不断提高的要求。
精密和超精密加工
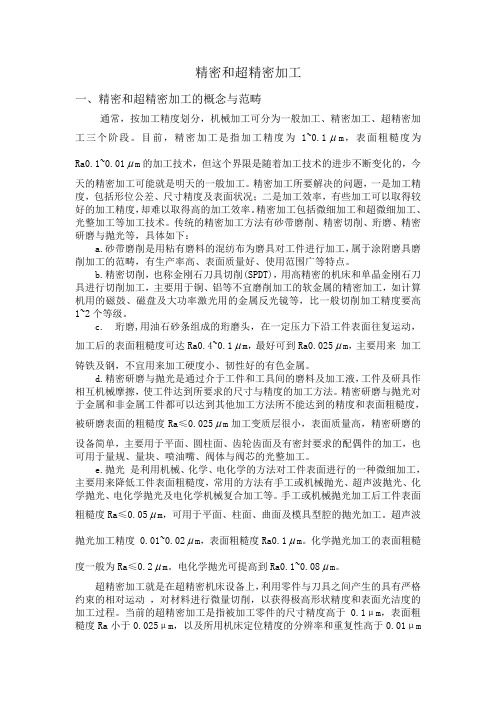
精密和超精密加工一、精密和超精密加工的概念与范畴通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。
目前,精密加工是指加工精度为1~0.1μm,表面粗糙度为Ra0.1~0.01μm的加工技术,但这个界限是随着加工技术的进步不断变化的,今天的精密加工可能就是明天的一般加工。
精密加工所要解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。
精密加工包括微细加工和超微细加工、光整加工等加工技术。
传统的精密加工方法有砂带磨削、精密切削、珩磨、精密研磨与抛光等,具体如下:a.砂带磨削是用粘有磨料的混纺布为磨具对工件进行加工,属于涂附磨具磨削加工的范畴,有生产率高、表面质量好、使用范围广等特点。
b.精密切削,也称金刚石刀具切削(SPDT),用高精密的机床和单晶金刚石刀具进行切削加工,主要用于铜、铝等不宜磨削加工的软金属的精密加工,如计算机用的磁鼓、磁盘及大功率激光用的金属反光镜等,比一般切削加工精度要高1~2个等级。
c. 珩磨,用油石砂条组成的珩磨头,在一定压力下沿工件表面往复运动,加工后的表面粗糙度可达Ra0.4~0.1μm,最好可到Ra0.025μm,主要用来加工铸铁及钢,不宜用来加工硬度小、韧性好的有色金属。
d.精密研磨与抛光是通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。
精密研磨与抛光对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025μm加工变质层很小,表面质量高,精密研磨的设备简单,主要用于平面、圆柱面、齿轮齿面及有密封要求的配偶件的加工,也可用于量规、量块、喷油嘴、阀体与阀芯的光整加工。
e.抛光是利用机械、化学、电化学的方法对工件表面进行的一种微细加工,主要用来降低工件表面粗糙度,常用的方法有手工或机械抛光、超声波抛光、化学抛光、电化学抛光及电化学机械复合加工等。
2.3精密和超精密加工技术
现代制造技术
2. 非机械超精密加工技术——特种精密加工方法
包括精密电火花加工、精密电解加工、精密超声加工、
电子束加工、离子束加工、激光束加工等一些非传统加工方 法;
3. 复合超精密加工方法
传统加工方法的复合 特种加工方法的复合 传统加工方法和特种加工方法的复合
(例如机械化学抛光、精密电解磨削、精密超声珩磨等)。
1~0.1 0.1~ 0.001 0.1~ 0.01 1~0.1 1~0.1 5 5 1~0.1
0.025~ 0.008 0.025~ 0.008 0.025~ 0.008 0.01 0.01 0.01 0.01~ 0.02 0.01~ 0.008
黑色金属、铝合金 黑色金属、非金属 材料 黑色金属、非金属 材料、有色金属 黑色金属、非金属 材料 黑色金属、非金 属材料、有色金属 黑色金属等 黑色金属等 黑色金属、非金属 材料、有色金属
发展:超精密磨削应用比较成熟的首推金刚石微粉砂轮 超精密磨削。
现代制造技术 1)金刚石微粉砂轮 采用粒度为F240~F1000的金刚石微粉作为磨料,树脂、 陶瓷、金属为结合剂烧结而成;也可采用电铸法和气相沉积 法制作。 用筛选法分级,粒度号以磨粒通过的筛网上每英寸长度 内的孔眼数来表示。如60 # 的磨粒表示其大小刚好能通过每 英寸长度上有60孔眼的筛网。对于颗粒尺寸小于40 μ m的磨 料,称为微粉。 • 用显微测量法分级,用W和后面的数字表示粒度号,其W后 的数值代表微粉的实际尺寸。如W20表示微粉的实际尺寸为 20 μ m
• 精密加工是指加工精度达到1~0.1μm,表面粗
糙度Ra在0.1~0.01μm的加工工艺。
• 超精加工则是指加工尺寸精度高于0.1μm,表 面粗糙度Ra小于0.025μm的精密加工方法。
精密与超精密加工技术PPT课件

金刚石的热传导率是矿物中最大的,切削加工中发热量非常小。
23
精密与超精密加工技术
天然金刚石的加工多采用研磨加工方法,通常采用空气轴承 研磨机,由于振动小,可达到很低的粗糙度和极小的刃口半径。
24
ห้องสมุดไป่ตู้
精密与超精密加工技术
1)刀尖的磨损 在切削距离到达100km以前,后刀面磨损急剧上升,以后磨损逐渐减
27
精密与超精密加工技术
(1)超精密磨削表面的形成机制
超精密磨削获得的极低的表面粗糙度,主要靠砂轮精细修整得到的大量的、 等高性很好的微刃来实现微量切削作用。
(1) 对产品高质量的追求 (2) 对产品小型化的追求 (3) 对产品高可靠性的追求 (4) 对产品高性能的追求
10
精密与超精密加工技术
国际知名超精密加工研究单位与企业主要有: 美国LLNL实验室和Moore公司 英国Granfield大学和Tayler公司 德国Zeiss(蔡司)公司和Kugler公司 日本东芝机械、丰田工机和不二越公司等
3
精密与超精密加工技术
世界发达国家均予以高度重视。最近启动的研究 计划包括 :
美国的NNI(National nanotechnologyinitiative)纳米计划 英国的多学科纳米研究合作计划IRC(Interdisciplinary research collaboration in nanote-chnology), 日本的纳米技术支撑计划
精密与超精密加工技术
1
内容
1、超精密加工技术概述 2、超精密加工技术的发展历程 3、超精密加工的范畴 4、超精密加工的主要研究领域 5、超精密加工的主要方法 6、超精密加工的发展趋势
精密机械加工中的测量与检测技术
精密机械加工中的测量与检测技术在当今高度工业化的时代,精密机械加工在各个领域都发挥着至关重要的作用。
从航空航天到汽车制造,从医疗设备到电子通讯,几乎所有的高科技产品都离不开精密机械加工的支持。
而在精密机械加工过程中,测量与检测技术则是保证产品质量和精度的关键环节。
测量与检测技术的重要性不言而喻。
它就像是一双“眼睛”,时刻监控着加工过程中的每一个细节,确保加工出来的零件符合设计要求。
如果没有精确的测量与检测,即使使用了最先进的加工设备和工艺,也无法保证产品的质量和性能。
因此,对于精密机械加工企业来说,掌握先进的测量与检测技术是提高竞争力的核心要素之一。
在精密机械加工中,常用的测量与检测技术包括尺寸测量、形状测量、位置测量、表面粗糙度测量等。
尺寸测量是最基本的测量项目之一,它主要用于测量零件的长度、宽度、高度、直径等尺寸参数。
常用的尺寸测量工具包括卡尺、千分尺、量规等。
这些工具操作简单,精度较高,能够满足大多数常规零件的尺寸测量需求。
然而,对于一些高精度、复杂形状的零件,传统的测量工具可能就无法胜任了,这时就需要使用更先进的测量设备,如三坐标测量机、激光干涉仪等。
三坐标测量机是一种高精度、高效率的测量设备,它可以对零件的三维尺寸进行精确测量。
通过将零件放置在测量机的工作台上,并使用探头对零件表面进行逐点测量,测量机可以快速获取零件的三维坐标数据,并通过软件分析计算出零件的尺寸、形状、位置等参数。
激光干涉仪则是一种基于激光干涉原理的测量设备,它可以用于测量零件的直线度、平面度、垂直度等几何精度。
激光干涉仪具有测量精度高、测量范围大等优点,在精密机械加工中得到了广泛的应用。
形状测量也是精密机械加工中非常重要的一个环节。
零件的形状精度直接影响着其装配性能和工作性能。
常见的形状测量项目包括圆度、圆柱度、平面度、线轮廓度、面轮廓度等。
圆度测量通常使用圆度仪进行,圆柱度测量可以使用圆柱度仪或三坐标测量机,平面度测量则可以使用平板和千分表、三坐标测量机等设备。
精密和超精密加工技术
《精密和超精密加工技术》学习总结11机械1班 2011411011070. 引言精密和超精密加工技术不仅直接影响尖端技术和国防工业的发展,还影响着国家的机械制造业的国际竞争力,因此,全球各国对此十分重视!本文就从超精密切削、精密和超精密磨削、精密研磨与抛光、精密加工的机床设备和外部支撑环境、微纳加工技术等相关的超精密加工技术进行研究与总结。
1. 超精密切削超精密切削是国防和尖端技术中的重要部分,受到了各国的重视和发展。
一、超精密切削的切削速度选择超精密切削所使用的刀具是天然单晶金刚石刀具,它是目前自然界硬度最高的物质,具有耐磨性好、热传导系数高和有色金属间摩擦系数小。
因此,在加工有色金属时,切削温度低,刀具寿命很高,亦可使用1000-2000m/min的高速切削。
而这一点(切削速度并不受刀具寿命的制约)是和普通切削规律不同的。
超精密切削的速度选择是根据所使用的超精密机床的动特性和切削系统的动特性所决定的,即选择振动最小的转速。
换而言之,要高效地切削出高质量的加工表面,就应该选择动特性好,振动小条件下最高转速的超精密机床。
例如沈阳第一机厂圣工场的SI-255液体静压主轴的超精密车床在700-800r/min时振动最大,故要避开该转速范围,选择低于或者高于该速度范围进行切削,则可得到较好的加工表面。
二、超精密切削时刀具的磨损和寿命天然单晶金刚石刀具超精密切削应用于加工铝合金、无氧铜、黄铜、非电解镍等有色金属和某些非金属材料,比如激光反射镜、雷达的波导管内腔、计算机磁盘等。
判断金刚石刀具是否破损或磨损而不能继续使用的标准是根据工件加工的表面粗糙度有无超过规定值。
而金刚石刀具的切削路程的长度则是其寿命长短的标志。
倘若切削条件正常,刀具的耐用度可达数百千米。
但是在实际使用中,金刚石刀具常是达不到这个耐用度,因为加工过程中切削刃会产生微小崩刃而不能继续使用,而这主要是由于切削时的振动或切削刃的碰撞引起的。
因此,金刚石刀具只能使用在机床主轴转动非常平稳的高精度机床上,而刀具的维护对机床的要求亦是如此。
精密和超精密加工技术复习思考题答案
精密和超精密加工技术复习思考题答案第一章1.试述精密和超精密加工技术对发展国防和尖端技术的重要意义。
答:超精密加工技术在尖端产品和现代化武器的制造中占有非常重要的地位。
国防方面,例如:对于导弹来说,具有决定意义的是导弹的命中精度,而命中精度是由惯性仪表的精度所决定的。
制造惯性仪表,需要有超精密加工技术和相应的设备。
尖端技术方面,大规模集成电路的发展,促进了微细工程的发展,并且密切依赖于微细工程的发展。
因为集成电路的发展要求电路中各种元件微型化,使有限的微小面积上能容纳更多的电子元件,以形成功能复杂和完备的电路。
因此,提高超精密加工水平以减小电路微细图案的最小线条宽度就成了提高集成电路集成度的技术关键。
2.从机械制造技术发展看,过去和现在达到怎样的精度可被称为精密和超精密加工。
答:通常将加工精度在0.1-lμm,加工表面粗糙度在Ra 0.02-0.1μm之间的加工方法称为精密加工。
而将加工精度高于0.1μm,加工表面粗糙度小于Ra 0.01μm的加工方法称为超精密加工。
3.精密和超精密加工现在包括哪些领域。
答:精密和超精密加工目前包含三个领域:1)超精密切削,如超精密金刚石刀具切削,可加工各种镜面。
它成功地解决了高精度陀螺仪,激光反射镜和某些大型反射镜的加工。
2)精密和超精密磨削研磨。
例如解决了大规模集成电路基片的加工和高精度硬磁盘等的加工。
3)精密特种加工。
如电子束,离子束加工。
使美国超大规模集成电路线宽达到0.1μm。
4.试展望精密和超精密加工技术的发展。
答:精密和超精密加工的发展分为两大方面:一是高密度高能量的粒子束加工的研究和开发;另一方面是以三维曲面加工为主的高性能的超精密机械加工技术以及作为配套的三维超精密检测技术和加工环境的控制技术。
5.我国的精密和超精密加工技术和发达国家相比情况如何。
答:我国当前某些精密产品尚靠进口,有些精密产品靠老工人于艺,因而废品率极高,例如现在生产的某种高精度惯性仪表,从十几台甚至几十台中才能挑选出一台合格品。
精密加工超精密加工和细微加工

超净:在未经净化的一般环境下,尘 埃数量极大,绝大部分尘埃的直径小 于1µm,也有不少直径在1µm以上甚 至超过10µm的尘埃。这些尘埃如果落 在加工表面上,可能将表面拉伤;如 果落在量具测量表面上,就会造成操 作者或质检员的错误判断。因此,精 密加工和超精密加工必须有与加工相 对应的超净工作环境
则可达0.02µm 金刚石精密切削铜和铝时
v=200~500m/min αp=0.002~0.003mm f=0.01~0.04mm/r。
18
2.精密磨削及金刚石超精密磨削 精密磨削是指加工精度为1~0.1m,
Ra为0.16~0.006m的磨削方法;而 超精密磨削则是指加工精度高于 0.1m,Ra<0.04 ~0.02m的磨削方 法
25
细微加工技术是指制造微小尺寸零 件、部件和装置的加工和装配技术, 属精密、超精密加工的范畴。其工 艺技术包括:精密和超精密的切削 与磨削方法;绝大多数的特种加工 方法;与特种加工有机结合的复合 加工方法等三类
26
常用的细微加工方法及其应用参见 表5-15
电子束曝光光刻加工过程
27
返回
28
制和工艺过程优化等生产自动化技术
11
四、常用的精密加工和超精密加工和细 微加工方法
采用金刚石刀具对工件进行超精密的微 细切削和应用磨料磨具对工件进行珩磨、 研磨、抛光、精密和超精密磨削等
采用电化学加工、三束加工、超声波加 工等特种加工方法及复合加工
微细加工是指制造微小尺寸零件的生产 加工技术
IT5以上)、Ra<0.1µm的加工方法, 如金刚石车削、高精密磨削、研磨、 珩磨、冷压加工等
3
3.超精密加工 指加工精度在0.1µm ~0.01µm、Ra
精密与超精密加工技术

刀具种类:金刚石刀具; 超精密磨削砂轮
金刚石刀具
1、金刚石刀头的特性: 颜色:有红色和绿色等多种颜色,其硬
度随颜色而不同; 硬度:显微硬度值比其他物质高许多; 热传导率:在矿物中最大。
金刚石刀具
2、金刚石刀头的制造: 成形:采用研磨加工方法; 研磨方法:用空气轴承的研磨机; 特殊刀头的形状
第三章 先进制造工艺技术
第一节 精密与超精密加工技术
一、 精密与超精密加工技术概述
1、精密加工与超精密加工定义
精密加工是指加工精度在0.1~lμm之间, 表面粗糙度Ra在0.lμm以下(称微米加工)
超精密加工的加工精度在0.lμm以下,表面 粗糙度在0.02μm以下(称为亚微米加工)
2、精密加工与超精密加工的特点
光纤测微仪 更小测量范围的测量仪器:扫描隧道显微
镜 、扫描电子显微镜、原子力显微镜
激光干涉仪
SPA-400 多功能扫描探针显微镜
回顾
一、 精密与超精密加工技术概述 二、 超精密加工方法 三、 超精密加工刀具 四、 超精密加工设备 五、 精密加工环境 六、 超精密加工精度的在线检测及计量测试
五、精密加工环境
超精密加工必须在超稳定的环境下进 行。
超稳定环境:恒温、超净和防振。
六、超精密加工精度的在线检测及计量测试
对加工误差进行在线检测,实时建模与 动态分析预报,再根据预报数据对误差 源进行补偿,从而消除或减少加工误差。
六、超精密加工精度的在线检测及计量测试
大距离的测量仪器:双频激光干涉仪 小距离的测量仪器:电容式、电感式测微仪、
超精密磨削砂轮
超精密磨削质量控制方面的首要因素: 砂轮磨料:应与工件材料选配适当; 磨料粒度:具备形成微刃的粒度; 砂轮硬度:硬度中软。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.软件功能的完善和测量功能的扩展
现在微电子技术、计算机技术已广泛应用在精密测量中,新测 量仪器都有很强的软件功能,使一些复杂的测量结果经数据处理 后可以很直观地显示在计算机屏幕上,并打印出来。例如测量表 面平面度,测量数据处理后,可以得出平面度的三维曲线图和数 据结果。测量自由曲面,数据处理后不仅可直观地给出该曲面的 宏观形状轮廓,也可同时给出该曲面各处的表面粗糙度值,明显 扩202大0/3/了22 仪器的测量功能。
第1节 精密测量技术概述
四、纳米级精度和表面粗糙度的测量技术
3.扫描探针测量技术
表面粗糙度是超精密加工表面质量的最重要指标之一,我国标 准GB/T 3505—2009表面粗糙度指标主要有Ra、Rz、取样长 度等。硬度较高的零件测表面粗糙度,可用Taylor Hobson公 司Talyscan 3D、Talysurf-6等触针式扫描测量仪。较好的测 表面粗糙度的方法是用光学干涉测量法,如WYKO公司的移相 干涉显微镜WYKO TOPO等,该公司的激光移相干涉形貌测量 仪WYKO NT8000可测出自由曲面的表面粗糙度。扫描探针 测量法因测量范围小,只用于极小面积的表面粗糙度检测分析, 不适用于一般的表面粗糙度检测。
第5章 精密加工中的测量技术
5.1 精密测量技术概述 5.2 生产单位的长度基准和测量基准平台 5.3 直线度、平面度和垂直度的测量 5.4 角度的测量 5.5 圆度和回转精度的测量 5.6 激光测量 5.7 自由曲面的测量
2020/3/22
第1节 精密测量技术概述
一、精密加工对测量技术的要求
精密测量是精密加工中的重要组成部分,精密加工的精度和表面 质量要依靠测量精度来保证。精密加工机床设备和零件的精度 和表面质量的检测要求有: 1)尺寸精度,精加工现在可达到微米级和纳米级精度。 2)几何精度,含直线度、平面度、垂直度、圆度、回转误差、角 精度、自由曲面的形状误差等。 3)表面粗糙度,含表面波度等中频加工误差。 4)表面变质层,含金相组织的变化、表面层残留应力等。
第1节 精密测量技术概述
二、精密测量技术的新发展 3.精密在线自动测量技术的发展
在批量和大量生产中使用多种在线专用的自动量仪,有些能自 动监控加工尺寸,有些还能反馈控制加工尺寸,不仅提高了测量 精度和效率,而且保证了加工精度。新的三坐标测量机都有精密 数控系统,可以自动完成复杂零件的全部测量,已是FMS中常用 的测量装备,并能反馈控制零件加工尺寸
2020/3/22
第1节 精密测量技术概述
四、纳米级精度和表面粗糙度的测量技术
纳米级测量技术包括尺寸和位移的纳米级精度测量,表面形貌 和粗糙度的纳米级测量。这时常规的量仪已不易达到要求的测 量分辨力和测量精度,现在纳米级测量技术主要的应用和发展方 向如下:
1.接触法测量
接触法测量主要是用测头或探针检测。现在虽有高分辨力的 测头式测微仪和触针式纳米级表面粗糙度测量仪,但因前者测量 尺寸范围小,后者容易损伤被测表面,故使用受到限制。
2020/3/22
第1节 精密测量技术概述
四、纳米级精度和表面粗糙度的测量技术
3.扫描探针测量技术
扫描探针测量技术的原理是用极尖的探针对被测表面进行不 接触扫描,利用隧道电流或原子力测出试件表面的三维微观立体 形貌。用该原理的测量方法有扫描隧道显微镜(STM)、原子显 微镜(AFM)、磁力显微镜(MFM)、激光力显微镜(LFM)和光 子扫描隧道显微镜(PSTM)等。这类测量方法的分辨力和测量 精度可达0.1nm以上,但测量范围很小。适用于精密测量极小 尺寸和极小面积的微观表面形貌(粗糙度)。
2020/3/22
第1节 精密测量技术概述
四、纳米级精度和表面粗糙度的测量技术
2.光干涉测量技术
光干涉测量技术是利用光的干涉条纹,以提高测量分辨力。可 以使用白光,但为提高测量分辨力,常用波长很短的激光或X射线 作为光源。光干涉测量法测量尺寸范围大,可用于纳米级精度的 长度、形貌和位移的精确测量,也可用于表面显微形貌和表面粗 糙度的测量。用这种原理的测量方法有双频激光干涉测量、激 光 外 差 干 涉 测 量 、 激 光 移 相 干 涉 测 量 ( 如 美 国 WYKO 公 司 NT8000型非接触式激光干涉形貌测量仪等)、超短波长(如X射 线等)干涉测量等。这类测量方法是现在纳米级尺寸精度和表面 粗糙度的主要测量方法,并有发展前途。
2020/3/22
第1节 精密测量技术概述
三、长度基准
我国长度标准采用米制。 米制是18世纪法国最早提出的,当时把法国敦寇克港到西班牙 巴塞罗那之间的子午线长度定为1 000 000m。1875年5月20 日巴黎召开的国际米制会上确定米为国际长度基准,制成“国际 米的原器”(用90%的铂和10%的铱制造,在0℃测量),各国可复 制“米原器”作为各国长度基准,但需定期复检。 由于复制的“米原器”复检困难,1960年10月14日在巴黎通 过用氦Kr86在真空中的波长作为长度基准:1m=1650763.73 * Kr86的波长。
综上所述,现在纳米级精度的尺寸、形貌和位移的测量,较好的 是光干涉测量法,其优点是测量精度高,测量尺寸范围大,非接触 测量。这类量仪有双频激光干涉测量仪、Taylor Hobson公司 CCI2000型表面测量干涉仪、美国WYKO公司NT8000型非接 触202式0/3/激22 光干涉形貌测量仪等。
测量精度一般应比被测件的精度高一数量级。由于技术发展,现 在加工精度不断提高,这就需要新的测量方法和更高精度的测量 仪器。精密测量的基础技术和常用测量仪器过去已经学过,本章 仅讲述和精密加工有关的并有特点的测量技术。
2020/3/22
第1节 精密测量技术概述
二、精密测量技术的新发展
1.极高精度测量方法和测量仪器的发展
2020/3/22
第1节 精密测量技术概述
三、长度基准
1983年第17届国际计量大会上,通过新的、更稳定、测量更 准确的国际长度基准,即
1m=光在真空中在/299 792 458 s内所行走的长度 以上是国家的米制基准。省部级计量站或行业集团的长度基 准,即标准米定义的长度测量基准由国家计量院(NIM)核准标定, 再依次进行市区或企业计量站的长度基准传递。