菲斯特称操作规程
菲斯特(PFISTER)转子秤的使用
菲斯特(PFISTER)转子秤的使用一、现场开机的条件1 中控远程连锁信号必须撤消。
λ2 罗茨风机必须运行。
λ3 现场手自动按钮必须转换到现场位置。
λ4 speed setpoint (0-100%)设定到20%左右,根据现场情况也可调整。
λ5 按start rotor(白色)按钮将会启动转子称。
λ6 按 stop rotor(红色)按钮将会停止运行。
λ7如果需要反转运行,则按rotor reverse(黑色)按钮,此按钮是点动按钮。
λ二、转子秤常见问题:1、转子秤在运行中跳停1)测速编码器坏,在监视设定的时间内,没有速度信号返给处理器。
λ2)误操作紧停开关。
λ3)转子内进异物。
λ4)下密封板磨损严重,有煤粉进入将转子托起,导致上间隙变小跳停。
λ5)电机、变频器保护。
λ2、转子秤不能运行1)长时间停车,壳体有煤粉结露形成煤饼,转子不能运行。
λ2)中控设定低。
λ3)皮带松动或打滑。
λ4)轴密封加油量过大,油煤混合形成煤泥,负荷增大。
λ5)有异物λ3、计量不准确1)零点曲线未标定。
λ2)秤体有杂物或积灰。
λ3)间隙大,煤粉流过间隙未计量。
λ4)传感器保护螺栓与秤体有接触。
λ5)修正系数设置不当。
λ6)煤粉潮湿,转子内室有积料(死料)λ7)均压管失去作用。
λ8)转子秤工作在VFC控制状态。
λ4、转子秤的机械磨损1)转子进异物,磨损转子和密封板。
λ2)间隙大,物料流过间隙。
λ3)壳体清洗压力太小,转子与外壳体之间进煤粉。
λ4)风速太大磨损出料口出料头和耐磨套。
λ5)驱动轴密封缺油,磨损密封环,长时间时磨损驱动轴。
λ6)下料管膨胀节清洗压力太大或清洗时间过长。
λ三、我对转子秤的几点认识:零点曲线标定的重要性λ机旁“反转按钮”的使用λ“远程联锁”信号的使用λ转子秤的停车λ助流时间的调整λ1、零点曲线标定的重要性零点曲线:空秤状态下,转子旋转一周,CSC把转子不同位置的重量作为皮重记录下来,以此计算出转子每个点的物料重量,从而实现前馈控制。
菲斯特转子秤CSC调试手册

Ctrl Z
调用“服务联机”菜单(仅限于 CSC MASTER)
1.1.3 PHT (PFISTER 手操器)的联机 1.) 把 PHT 联到 CSC 的服务接口 X17 插头上。 2.) 设备的标识符和版本号在 PHT 的 1--3 行显示。在第四行将显示“Ctrl Y > Connect”,这
时 PHT 已经准备就绪。 3.) 按“Ctrl Y”键,PHT 与 CSC 的联接就建立了。 4.) 按“Ctrl A” 键,显示主菜单。下面数据将显示在 PHT 上。
F4 的题字和功能 转到主菜单
Ctrl.C Cancel
F5 的题字和功能 放弃
A-Z
F6 的题字和功能
提出用于输入字母和特殊字符的表格或在通电后
进行组态
滚动选择菜单或在选择参数时选择菜单
回车键,用于输入,接收或激活选择
设置光标的位置(输入的位置) - -
0 9 输入十进制数据或直接选择菜单
1.2 操作及其显示的注解
6 / 36
用 1 … 7 键来选择菜单或先把光标定位在你想要的那一行,然后按回车键即可。
1 Language 选择语言 2 Display 1 显示当前的测量值 3 Display 2 显示校验仓的当前测量值。如果没有这个功能,这个菜单不能被选择。 4 Set-points 所提供设定值的缺省值,不是经过控制站或控制系统预置的。 5 System data 一般的系统数据 6 Service 调用服务菜单,用于检测或监测。 7 Configuration 调用组态菜单。
用 Ctrl + A 键可以从任何菜单返回主菜单。回到上一级菜单用“0”键或把光标定位在
<<Exit(0) 并按回车键。
菲斯特转子秤更中心轴教程
菲斯特转子秤更中心轴教程
菲斯特转子秤是一种常用的重量测量设备,它的中心轴在使用过程中需要进行调整。
以下是关于菲斯特转子秤中心轴调整的教程:
1. 准备调整工具:你需要准备一把调整工具,一般来说是一个小型扳手或螺丝刀,具体大小要根据你所使用的转子秤型号来确定。
2. 找到转子秤上的中心轴调整螺丝:转子秤上通常有一个或多个螺丝用于调整中心轴。
这些螺丝可能位于秤盘的底部或边缘,或者可能位于秤盘和秤身之间的连接部分。
通过仔细观察,你应该能够找到这些螺丝。
3. 调整中心轴:使用调整工具,逐步转动螺丝来调整中心轴位置。
通常,顺时针旋转螺丝会使中心轴向右移动,逆时针旋转螺丝会使中心轴向左移动。
根据实际情况,逐渐调整螺丝,直到中心轴位置达到你希望的位置。
4. 进行测试:在进行任何重要测量之前,最好进行一次测试来确定中心轴调整的效果。
使用已知重量进行测试,确保转子秤的测量结果准确无误。
需要注意的是,在进行任何调整操作之前,最好仔细阅读转子秤的使用说明书,并确保你清楚了解调整步骤和注意事项。
如果有任何疑问或困惑,最好联系转子秤的制造商或售后服务部门寻求帮助和指导。
菲斯特转子秤跳停应急预案
一、背景菲斯特转子秤作为水泥煅烧工艺中重要的计量设备,其稳定运行对生产过程至关重要。
然而,在实际使用过程中,由于各种原因,如传感器故障、控制系统故障、机械故障等,可能导致转子秤出现跳停现象,影响生产进度。
为保障生产安全,提高设备稳定性,特制定本应急预案。
二、应急组织机构1. 成立菲斯特转子秤跳停应急处理小组,由生产部、设备部、技术部等部门相关人员组成。
2. 应急处理小组组长负责全面协调、指挥应急处理工作。
3. 成员职责:(1)生产部:负责现场生产调度,确保生产安全;(2)设备部:负责故障设备检查、维修;(3)技术部:负责故障分析、技术支持;(4)安全部:负责现场安全监督,确保应急处理过程中的安全。
三、应急响应程序1. 发现跳停现象时,现场操作人员应立即向应急处理小组组长报告。
2. 应急处理小组组长接到报告后,立即组织相关人员到达现场,进行初步判断和处置。
3. 初步判断故障原因:(1)传感器故障:检查传感器接线是否牢固,更换传感器;(2)控制系统故障:检查控制柜、线路等,必要时更换控制模块;(3)机械故障:检查转子、电机等部件,必要时进行维修或更换。
4. 处理措施:(1)对于传感器故障,更换传感器后,重新启动设备,观察设备运行情况;(2)对于控制系统故障,更换控制模块后,重新启动设备,观察设备运行情况;(3)对于机械故障,维修或更换故障部件后,重新启动设备,观察设备运行情况。
5. 处理完成后,应急处理小组组长组织相关人员对设备进行全面检查,确保设备恢复正常运行。
四、应急处理注意事项1. 在应急处理过程中,现场操作人员应严格遵守操作规程,确保生产安全;2. 处理故障时,应注意保护现场环境,避免污染;3. 应急处理过程中,如发现其他安全隐患,应及时上报,并采取相应措施;4. 处理完成后,应急处理小组组长组织相关人员对故障原因进行分析,总结经验教训,完善应急预案。
五、总结本预案旨在提高菲斯特转子秤跳停应急处理能力,确保生产安全。
菲斯特煤转子秤使用及维护
设计在下料 口均设有均匀搅拌系统 ,现 已取 消。 菲 斯 特 转 子 秤 T作 原 理 是 煤 粉 主 要 通 过 煤 粉 仓及 下料 管 的气动 闸板 阀 ,经 过入 口软 接头进 入转
间 ,后找 出其 根本原 因主要是 由于现煤 磨设计 均 取 消 了专 用 的热风 炉 ,开窑前 ,一 般厂 家均 是采 用
在 冷却机 至煤 磨热 风管 口处烧 柴 提供热 源 ,进磨 温 度 相对 较低 ,加上 冷仓 、冷磨 内空气相 对潮 湿 ,故 容 易造 成仓 内水分 实 际过高 ,从 而造 成此 现象 。后 通 过尽 量提 高烘磨 温度 ,转 动磨 机使 钢球 提前撞 击 预热 ,问题基本解决 。 当 然 在 正 常 生 产 时也 必 加 慢 对 整 个 磨 机 的操
~
25 0 a 0 P 。这 样 ,通 过 磨 机 正 确 管 理 ,也 将 为煤 称
2 使 用 中需 要 注 意 的 问题
21 重 视 转 子 间隙 的 调 整 .
运行提供 良好 的条件 。
其 次 ,必须 注意煤 秤 附属设 备的密封 和 防水 , 在 今年 的一 次开 窑 中由于 天气长 期下雨 ,收 、 下 f 器 进 煤仓 前 的输 送 铰刀检 修后 的 盖子密封 不 严实 , H . 岗位 巡 检 发 现 不 及 时 ,使 部 分 积 水 渗 透 进 了煤 粉
另外 ,不 能 忽 略 压 缩 空 气 巾 的 水 分 超 标 的 f a J
会吹入 过 多的气 体 ,气 体过 多将 影 响称重 负荷率 ,
O
现 喂料较 大幅 度 的波 动 ;间 隙过小 ,转 子盘 面间
菲斯特(PFISTER)转子秤的使用
菲斯特(PFISTER)转子秤的使用一、现场开机的条件1 中控远程连锁信号必须撤消。
λ2 罗茨风机必须运行。
λ3 现场手自动按钮必须转换到现场位置。
λ4 speed setpoint (0-100%)设定到20%左右,根据现场情况也可调整。
λ5 按start rotor(白色)按钮将会启动转子称。
λ6 按 stop rotor(红色)按钮将会停止运行。
λ7如果需要反转运行,则按rotor reverse(黑色)按钮,此按钮是点动按钮。
λ二、转子秤常见问题:1、转子秤在运行中跳停1)测速编码器坏,在监视设定的时间内,没有速度信号返给处理器。
λ2)误操作紧停开关。
λ3)转子内进异物。
λ4)下密封板磨损严重,有煤粉进入将转子托起,导致上间隙变小跳停。
λ5)电机、变频器保护。
λ2、转子秤不能运行1)长时间停车,壳体有煤粉结露形成煤饼,转子不能运行。
λ2)中控设定低。
λ3)皮带松动或打滑。
λ4)轴密封加油量过大,油煤混合形成煤泥,负荷增大。
λ5)有异物λ3、计量不准确1)零点曲线未标定。
λ2)秤体有杂物或积灰。
λ3)间隙大,煤粉流过间隙未计量。
λ4)传感器保护螺栓与秤体有接触。
λ5)修正系数设置不当。
λ6)煤粉潮湿,转子内室有积料(死料)λ7)均压管失去作用。
λ8)转子秤工作在VFC控制状态。
λ4、转子秤的机械磨损1)转子进异物,磨损转子和密封板。
λ2)间隙大,物料流过间隙。
λ3)壳体清洗压力太小,转子与外壳体之间进煤粉。
λ4)风速太大磨损出料口出料头和耐磨套。
λ5)驱动轴密封缺油,磨损密封环,长时间时磨损驱动轴。
λ6)下料管膨胀节清洗压力太大或清洗时间过长。
λ三、我对转子秤的几点认识:零点曲线标定的重要性λ机旁“反转按钮”的使用λ“远程联锁”信号的使用λ转子秤的停车λ助流时间的调整λ1、零点曲线标定的重要性零点曲线:空秤状态下,转子旋转一周,CSC把转子不同位置的重量作为皮重记录下来,以此计算出转子每个点的物料重量,从而实现前馈控制。
菲斯特转子秤说明书(依据)3

图 1 吊运点
史密斯菲斯特德国有限公司, D-86068 奥格斯堡
2/8
安装指导书
转子秤 FRW4.10/4.14/4/18/4.20/4.22
TRM/25.10.2005
550.096.60. 04-MA-a-G B 运输支撑
2. 转子秤的安装
图 2: 运输支撑
|注意: |时刻确认转子秤内没有任何外来物。
安装必须保证绝对水平。用水平仪检查转子秤上板两个水平方向的角度,安全角度
为 O.1°-2mm/m 。
史密斯菲斯特德国有限公司, 0-86068 奥格斯堡
4/8
安装指导书
转子秤 FRW4.10/4.14/4/18/4.20/4.22
TRM/25.10.2005
2.2 带框架安装
550.096.60.04-MA-a-GB
TRM/25.10.2005
550.096.60.04-MA-a-GB
垫片 运输横梁
图 5: 带框架安装
在转子秤和预料斗或分配器之间必须装有补偿器,从而补偿震动或者膨胀力。
பைடு நூலகம்
在转子秤正确定位后,框架固定到地基上。膨胀螺栓固定到
16mm 直径, 100mm
深的孔中,位置必须距离最近的水泥地基边缘至少
23cm ,最近的膨胀螺栓至少 46cm 。
来斗仓法兰必须无震动。当安装闸板阀和旋转喂料器时,要注意仔细参考供应商提供 的安装指导书。另外料仓法兰,闸板阀和旋转口畏料器必须设计的支持设备的自身重力和 料仓内物料的压力。
用合适的吊装设备(如叉车)将转子秤固定到旋转喂料器的法兰上。为去掉安装法 兰的负载,转子秤必须通过合适的吊装设备,悬挂在料仓上。
入密斯菲斯特德国有限公司, D-86068 奥格斯堡
菲斯特称的使用与维护
菲斯特称的使用与维护1、秤体的检查1.1秤体不能有积灰和杂物,因为积灰和杂物对秤计量有影响。
每两天用压缩空气对秤体各部位进行清扫。
1.2秤在正常运行时,传感器保护螺杆与秤体应无接触。
否则也会影响计量。
维修转子秤时,必须将保护螺杆拧紧。
使秤上面的传感器不受外力作用,保护传感器。
1.3观察孔应无煤粉流出。
如有煤粉流出,说明出料头已磨损,需停机更换,同时应拆掉上密封板,将上壳体内的煤粉清除,以免影响秤的计量。
1.4秤上各处软联接须经常检查,破损的应及时更换,避免造成煤粉泄漏。
1.5仓下手动闸板和秤上气动闸板的各个部分严禁敲击,油雾器不得缺油,汽水分离器必须工作正常。
各气路、接头应无漏气2、传动机构的检查2.1电机、减速机无杂音无振动,温度正常。
2.2传动皮带张紧度合适,判断标准:加1kg压力皮带垂直位移5mm。
3、助流系统的维护3.1仓、下料管助流压力调整为4~6bar,转子秤壳体清洗压力≤2bar。
3.2下料管膨胀节清洗时间设置为吹2分钟,间隔20分钟。
3.3仓助流、强制助流和下料管助流、强制助流可根据下煤状况自行调整使用。
助流吹气时间的调整应遵循越短越好的原则,因为压缩空气含水量大,吹气时间过长反而不利于煤粉下料。
3.4定期检查压缩空气油雾器的油位,过滤器汽水分离器定期排水、排污、检查过滤膜片,如有堵塞,建议更换过滤膜片。
二、转子秤间隙的调整1、检查并调整转子间隙,说明书要求在0.2mm左右。
厂家要求在0.25-0.3mm之间为最好。
因为上、下密封板和转子磨损导致间隙调整不能达到要求的,原则上是调整得越小越好,能调到0.4mm间隙的,就不能放到0.45mm间隙。
2、正常状态下转子秤间隙的调整:用一把塞尺从观察孔测量间隙,调节定位螺栓上的定位螺母,三个点反复调整,直至将间隙设定在规定范围内。
3、转子或上下密封板表面有磨损的转子秤,间隙调整时要反复进行,转动转子找到最低点和最高点,使上下两点的间隙都符合要求。
菲斯特(PFISTER)转子秤

一、转子秤的基本结构:1、煤粉仓锥体及助流系统2、下料管及助流系统3、秤体4、称重系统5、电气控制系统6、CSC系统二、工作原理(1)喂料转子秤是采用重力计量的水平转子的操作原理(见右图)散状物料直接从仓内卸到转子(分格轮),带入称重区,计量调节后直接进入气力输送管路,然后由罗茨风机提供的输送空气输送到工艺过程中去。
工作原理(2)称量轴A—A跨越物料出入点,气力管道和转子的悬挂轴承.它可以使压力波动造成的反应充分得到补偿,并使物料的计量结果不受影响。
无论什么时候通过转子称重区的物料都由称重装置F计量下来。
物料重量及其所在的位置都储存在秤的控制系统内.在物料卸出之前即已知道转子各部位的荷重情况。
为了跟踪给定值,物料在卸料点处所要求的转子角速度也已预先计算出来,但并不马上调节,在这些物料到出料口前0.4秒时才调到需求的速度.通过这种预期控制原理,转子秤可对任何波动给予校正,实现很高的精确度。
三、巡检与维护1、秤体的检查1.1秤体无积灰、无杂物。
1.2转子秤防爆螺栓(红色)自然松动,螺母垫片能自由活动。
1.3传感器保护螺杆与秤体无接触。
1.4观察孔无煤粉流出。
2、传动机构的检查2.1电机、减速机无杂音无振动,温度正常。
2.2传动皮带张紧度合适,判断标准:加1kg压力皮带垂直位移5mm.3、助流系统的维护3.1仓、下料管助流压力调整为4~6bar,转子秤壳体清洗压力≤2bar.3.2下料管膨胀节清洗时间设置为吹2分钟,间隔20分钟。
3.3环形助流器循环助流时间可根据下煤状况自行调整。
3.4检查压缩空气油雾器的油位,过滤器水分离器定期排水、排污、检查过滤片4、转子秤间隙的调整4.1检查并调整转子间隙,一般要求在0.2mm左右。
4.2正常状态下转子秤间隙的调整:用一把塞尺从观察孔测量间隙,调节定位螺栓上的定位螺母,三个点反复调整,直至将间隙设定在0.20 mm。
4.3转子或上下密封板表面有磨损的转子秤,间隙调整时要反复进行,转动转子找到最低点。
菲斯特转子秤的讲课文档
1122
第十二页,共50页。
结构组成
•上下密封板
22002211//1122//99
第十三页,共50页。
第十三页,共50页。
13
结构组成
主轴及密封
22002211//1122//99
第十四页,共50页。
14
第十四页,共50页。
结构组成
电气柜
22002211//1122//99
第十五页,共50页。
1155
第十五页,共50页。
转子的位置检测
同步开关, 测速编码器 共同确定转 子的位置
22002211//1122//99
第十六页,共50页。
第十六页,共50页。
16
称重系统
2021/12/9 2021/12/9
第十七页,共50页。
第十七页,共50页。
17
工作原理(1)
喂料转子秤是采用重力
计量的水平转子的操作原
第三十五页,共50页。
检查间隙
每三个月检查并调整转 子间隙。在调整间隙之 前紧固下端螺丝,检查 除红色螺丝之外的其他 螺丝不受力。用红色螺 丝调整间隙。间隙要求 0.2-0.4mm.
调整好间隙之后黑色螺 丝底下的垫片调整到刚 好能动的位置。
防暴螺栓
22002211//1122//99
第三十六页,共50页。
5、在运行过程中,转子内堵塞积料(送风比例不当)
6、间隙过大,物料流过间隙
7、荷重传感器过载,物料计量有误
8、下料不均,瞬时荷载过低(煤粉潮湿)
22002211//1122//99
第四十八页,共50页。
第四十八页,共50页。
48
安全巡检
平时注意防火。
菲斯特转子称的静态标定
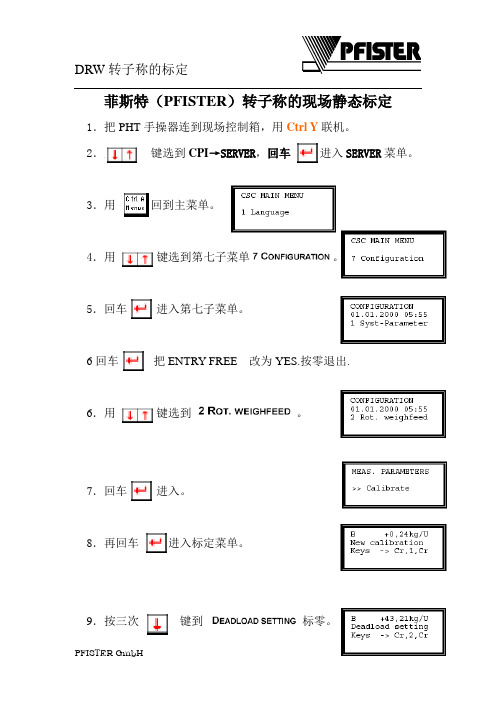
菲斯特(PFISTER)转子称的现场静态标定1.把PHT手操器连到现场控制箱,用Ctrl Y联机。
2.用键选到CPI→SERVER,回车进入SERVER菜单。
3.用回到主菜单。
4.用键选到第七子菜单。
5.回车进入第七子菜单。
6回车把ENTRY FREE 改为YES.按零退出.
6.用键选到。
7.回车进入。
8.再回车进入标定菜单。
9.按三次键到标零。
10.按回车,数字键2,回车。
(标零结束,如果这时负荷显示不为零可重复第10步)
11.按到核对砝码。
(砝码重量=Check Weight)
12.按到Calib. Setpoint 。
13.按到挂砝码标定。
14.挂砝码.
按回车,数字键3,回车。
(标定结束,这时负荷B=Calib. Setpoint)
注:1。
做标定前一定要确认秤内是空的,必要时开风机开秤吹空。
2。
标定后,必需做零点曲线(动态除皮)。
3。
调整称量装置,更换荷重传感器和膨胀节后才需求做标定。
菲斯特秤说明书

· 系上提升元件(16)下面的拉力带(15)。将拉力带挂在提升
元件的叉形头上(17)。转动提升元件的轴直至拉力带轻微拉长。
· 从支承框架上拆去斜撑杆(3)和横向支撑(4)。
· 从定位螺钉(22 红色)和调节螺钉(23 黑色)上拧下定位
螺母(21),松动定位螺母(21):
· 均匀旋转提升元件的手柄,将带传动装置的下部壳体放下。
· 取下叉形头头部的 3 个拉力带。 图1 图2
闸板阀关不严,导致零点 检查闸板阀,做零点 错误
称重轴线平衡不正确
按维修手册调整称重轴线 的平衡
在转子称内有料的情况下 按维修手册 N0. 2.1 拆装 长时间停机,导致转子一 清理 些内室积料
在运行过程中,转子内堵 按维修手册 N0. 9 进行调 塞积料(送风比例不当) 节
பைடு நூலகம்
间隙过大,物料流过间隙 按维修手册 N0. 3 调节转 子间隙
风机提供的输送空气均匀地分布在三排转子室内,18—40m/s 之 间的风速确保物料从各排转子室内卸出。在物料进口和卸料口之间分 隔着许多转子室,密封间隙的轴向可调性确保物料卸出点和空气管线 之间有良好的密封条件。这意味着输送距离可达 200m 以上。
由于有众多的转子室,并按 1:20 的控制范围设置,使转子喂料 秤在喂料量很低的情况下,也可实际获得无脉冲式喂料。
4. 使用说明 转子喂粒秤只能用于订货说明和数据表中规定的散状物料,包括
确定的物料粒度和水份。只有采用气力输送时才能使用压缩空气。
菲斯特转子秤CSC_调试手册

CSC系统调试说明书PFISTER GmbH1.1.2 键的功能 (VT100)移动光标或选择参数 输入数据时设置光标的位置 回车键,用于输入或激活选择或接收数据输入数字或直接选择菜单输入十六进制的数 显示主菜单 刷新当前菜单,并切换到VT100 方式 刷新当前菜单,并切换到PHT 方式 错误确认 功能或指令中止 功能或指令执行 调用“服务联机”菜单(仅限于 CSC MASTER )1.1.3 PHT (PFISTER 手操器)的联机1.) 把PHT 联到CSC 的服务接口X17 插头上。
2.) 设备的标识符和版本号在PHT 的 1--3 行显示。
在第四行将显示“Ctrl Y > Connect”,这时PHT 已经准备就绪。
3.) 按“Ctrl Y ”键,PHT 与CSC 的联接就建立了。
4.) 按“Ctrl A” 键,显示主菜单。
下面数据将显示在PHT 上。
第一行 ->菜单字头 第二行 ->参数说明 第三行 ->技术值或参数设定 第四行 ->错误信息(如果存在)如果有问题,检查与CSC 的联接和设置(波特率,数据格式)1.1.4 手操器 PHT 的按键功能描述F1 的题字和功能 传送PHT 的标识符 F2的题字和功能 执行 F3的题字和功能 错误确认 F4的题字和功能 转到主菜单 F5的题字和功能 放弃 F6的题字和功能 提出用于输入字母和特殊字符的表格或在通电后 进行组态滚动选择菜单或在选择参数时选择菜单回车键,用于输入,接收或激活选择 设置光标的位置(输入的位置)输入十进制数据或直接选择菜单1.2 操作及其显示的注解用 Ctrl + A 键可以从任何菜单返回主菜单。
回到上一级菜单用“0”键或把光标定位在<<Exit(0) 并按回车键。
任何输入和选择都用回车键来取舍。
每个选项会在左侧用“<….”来标记。
用键来选择。
任何一个输入和选择都可用“Ctrl + C ” 放弃,原设置保持不变。
菲斯特喂煤秤日常维护及操作使用
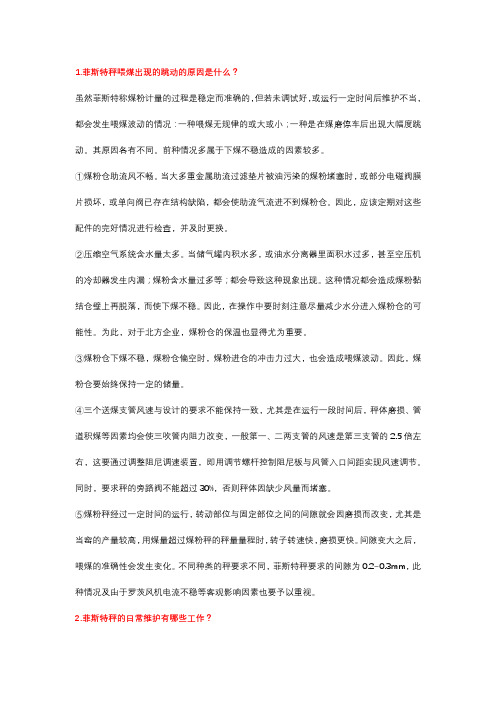
1.菲斯特秤喂煤出现的跳动的原因是什么?虽然菲斯特称煤粉计量的过程是稳定而准确的,但若未调试好,或运行一定时间后维护不当,都会发生喂煤波动的情况:一种喂煤无规律的或大或小;一种是在煤磨停车后出现大幅度跳动。
其原因各有不同。
前种情况多属于下煤不稳造成的因素较多。
①煤粉仓助流风不畅。
当大多重金属助流过滤垫片被油污染的煤粉堵塞时,或部分电磁阀膜片损坏,或单向阀已存在结构缺陷,都会使助流气流进不到煤粉仓。
因此,应该定期对这些配件的完好情况进行检查,并及时更换。
②压缩空气系统含水量太多。
当储气罐内积水多,或油水分离器里面积水过多,甚至空压机的冷却器发生内漏;煤粉含水量过多等;都会导致这种现象出现。
这种情况都会造成煤粉黏结仓壁上再脱落,而使下煤不稳。
因此,在操作中要时刻注意尽量减少水分进入煤粉仓的可能性。
为此,对于北方企业,煤粉仓的保温也显得尤为重要。
③煤粉仓下煤不稳,煤粉仓偏空时,煤粉进仓的冲击力过大,也会造成喂煤波动。
因此,煤粉仓要始终保持一定的储量。
④三个送煤支管风速与设计的要求不能保持一致,尤其是在运行一段时间后,秤体磨损、管道积煤等因素均会使三吹管内阻力改变,一般第一、二两支管的风速是第三支管的2.5倍左右,这要通过调整阻尼调速装置,即用调节螺杆控制阻尼板与风管入口间距实现风速调节。
同时,要求秤的旁路阀不能超过30%,否则秤体因缺少风量而堵塞。
⑤煤粉秤经过一定时间的运行,转动部位与固定部位之间的间隙就会因磨损而改变,尤其是当窑的产量较高,用煤量超过煤粉秤的秤量量程时,转子转速快,磨损更快。
间隙变大之后,喂煤的准确性会发生变化。
不同种类的秤要求不同,菲斯特秤要求的间隙为0.2~0.3mm,此种情况及由于罗茨风机电流不稳等客观影响因素也要予以重视。
2.菲斯特秤的日常维护有哪些工作?①检查秤体。
每班一次,要求秤体无积灰,防跑螺栓(红色0自然松动),螺母垫片能自由活动;传感器保护螺杆与秤体无接触;观察孔无煤粉流出。
转子称的标定
DRW 转子称的标定
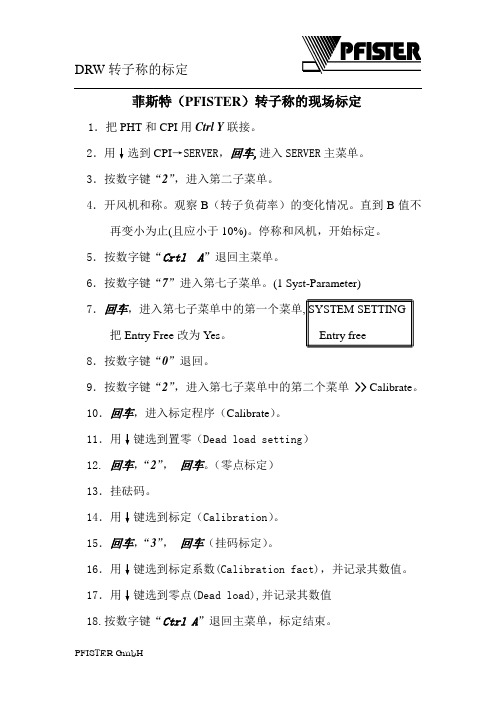
PFISTER GmbH 菲斯特(PFISTER )转子称的现场标定 1.把PHT 和CPI 用Ctrl Y 联接。
2.用↓选到CPI →SERVER ,回车,进入SERVER 主菜单。
3.按数字键“2”,进入第二子菜单。
4.开风机和称。
观察B (转子负荷率)的变化情况。
直到B 值不
再变小为止(且应小于10%)。
停称和风机,开始标定。
5.按数字键“Crtl A ”退回主菜单。
6.按数字键“7”进入第七子菜单。
(1 Syst-Parameter)
7.回车,进入第七子菜单中的第一个菜单, SYSTEM SETTING
把Entry Free 改为Yes 。
Entry free
8.按数字键“0”退回。
9.按数字键“2”,进入第七子菜单中的第二个菜单 >> Calibrate 。
10.回车,进入标定程序(Calibrate )。
11.用↓键选到置零(Dead load setting )
12. 回车,“2”, 回车。
(零点标定)
13.挂砝码。
14.用↓键选到标定(Calibration )。
15.回车,“3”, 回车(挂码标定)。
16.用↓键选到标定系数(Calibration fact),并记录其数值。
17.用↓键选到零点(Dead load),并记录其数值
18.按数字键“Ctrl A ”退回主菜单,标定结束。
菲斯特转子秤程序

----------------------------------------------------------------- This data record consists the following Files :Commandfile : kilncom.txtCommentfile: E:\KILNCOM.KOM----------------------------------------------------------------- *7657510*********DRW4.X*STD I*V 1.04_*********RELEASEUE 000 EXT: START RELEASEUNA202 OUTPUT ERROR MESSAGES "TEXT 01"=M 012 START ENABLE*FAILUREOM 041 KEY LOCAL STARTOM 043 KEY SERVICE STARTOM 045 KEY AUTOMATIC LOCAL STARTOE 181 HOST: "START"O(UM 027 START EXTERNUM 255 HF BINARY INTERFACE ON)OM 017 START (ALL OPERATING MODES)UNM012 START ENABLEO(UM 016 AUTOMATIC REMOTE OPERATIONUM 017 START (ALL OPERATING MODES)UM 256 HF RESET REMOTE (BION))SM 033 ADDITIONAL MARKER THAT RESULTS IN GROUP FAULT 1SA 202 OUTPUT ERROR MESSAGES "TEXT 01"*UE 195 INDICATION ERROR ACKNOWLEDGEDRM 033 ADDITIONAL MARKER THAT RESULTS IN GROUP FAULT 1RA 202 OUTPUT ERROR MESSAGES "TEXT 01"*ACKNOWUE 004 EXT: ACKNOWLEDGEUM 255 HF BINARY INTERFACE ONO(UM 013 LOCAL OPERATIONUNE111 LCB1: AUTOMATIC / LOCALUNE113 LCB1: /STOP ROTORUM 021 GROUP FAULT 1UE 254 CAN 2 NETWORK (SYSTEM) OPERATIONAL)=A 190 ACKNOW. ERROR*N*STOPUE 110 LCB1: /QUICK STOP ROTORUE 100 CSC: /EMERGENCY SHUT OFF=A 175 NOT SCALE STOP*N*FAULTUE 101 CSC: /FAULT DRIVE ROTORUE 081 FU READY FOR OPERATION FU DRIVE A1UE 120 LCB1: MAINTENANCE SWITCH ROTOR IS CLOSEDUE 102 CSC: /EXCEEDING TEMPERATURE DRIVE ROTORUNE121 LCB1: THERMISTOR OVERLOAD RELAY DRIVE ROTOR =A 176 NOT MOTOR PROTECTION*LOCAL*********SELECTUNE111 LCB1: AUTOMATIC / LOCAL=M 036 SELECTION OF LOCAL OPERATING MODE*STARTUM 013 LOCAL OPERATIONUE 114 LCB1: START ROTORUNE246 ERROR THAT RESULTED IN A STOPUNE235 DRIVE IS RUNNINGTACHO-MONITOREDOM 252 HF ROTOR REVERSE=M 041 KEY LOCAL START*STOPONE113 LCB1: /STOP ROTORONM013 LOCAL OPERATIONOM 254 HF NOT REVERSE (PULSE)UNM251 HF LOCAL STOP=M 042 KEY LOCAL STOP*UE 111 LCB1: AUTOMATIC / LOCAL=M 251 HF LOCAL STOP*REVERSEUE 112 LCB1: ROTOR REVERSEUNE114 LCB1: START ROTORUNE235 DRIVE IS RUNNINGTACHO-MONITOREDSM 252 HF ROTOR REVERSE*ONE112 LCB1: ROTOR REVERSEONM012 START ENABLEONM013 LOCAL OPERATIONOE 246 ERROR THAT RESULTED IN A STOPRM 252 HF ROTOR REVERSE*UNM252 HF ROTOR REVERSEUNM253 HF NOT REVERSE=M 254 HF NOT REVERSE (PULSE)*UNM252 HF ROTOR REVERSE=M 253 HF NOT REVERSE*SERVICE*AUTOLOC*********STARTUE 107 CSC: SERVICE START/STOPUNE246 ERROR THAT RESULTED IN A STOPUNM010 RESERVED FOR SERVICE / LOCAL START =M 043 KEY SERVICE START=M 045 KEY AUTOMATIC LOCAL STARTSM 010 RESERVED FOR SERVICE / LOCAL START *STOPUM 010 RESERVED FOR SERVICE / LOCAL START UNE107 CSC: SERVICE START/STOP=M 044 KEY SERVICE STOP=M 046 KEY AUTOMATIC LOCAL STOP*ONE107 CSC: SERVICE START/STOPOE 246 ERROR THAT RESULTED IN A STOPO(UNM014 SERVICE OPERATIONUNM015 AUTOMATIC LOCAL OPERATION)RM 010 RESERVED FOR SERVICE / LOCAL START *N*EMPTYUM 015 AUTOMATIC LOCAL OPERATION=M 030 ACTIVATE DO-NOT-EMPTY*RUNNINGOM 014 SERVICE OPERATIONOM 015 AUTOMATIC LOCAL OPERATIONUM 017 START (ALL OPERATING MODES)=A 107 CSC: SERVICE START*AUTOM*REMOTE********UE 002 EXT: AUTOMATIK REMOTE=M 026 REMOTE EXTERN*UE 003 EXT: START / STOP=M 027 START EXTERN*FU A1********UNT 00 START DELAY FU A1=A 080 CONTROLLER INHIBIT / ENABLE FU DRIVE A1 *UM 017 START (ALL OPERATING MODES)LKT030SAT 00 START DELAY FU A1UT 00 START DELAY FU A1=A 081 ENABLE / FAST STOP FU DRIVE A1 *UM 017 START (ALL OPERATING MODES)=A 082 ENABLE / STOP FU DRIVE A1 *UM 231 ERROR MOTOR PROTECTION WAS ACKNOWLEDGED =A 086 RESET ACKNOW. ERROR FU DRIVE A1 *UM 252 HF ROTOR REVERSE=A 170 CHANGE DIRECTION OF ROTATION FU A1*COMPENS********LKT200UM 250 HF RELEASE ADDITIONAL UNITSUNT 04 PAUSE COMPENSATOR AERATIONSIT 03 PULSE COMPENSATOR AERATION*LKT750SLW 04UM 250 HF RELEASE ADDITIONAL UNITSUNT 03 PULSE COMPENSATOR AERATIONSIT 04 PAUSE COMPENSATOR AERATION*UT 03 PULSE COMPENSATOR AERATION=A 111 LCB1: VALVE COMPENSATOR*OCC********UM 017 START (ALL OPERATING MODES)=A 112 LCB1: VALVE OUTER CHAMBER CLEANING*RUNNING********UM 017 START (ALL OPERATING MODES)O(UM 021 GROUP FAULT 1UM 000 SIGNALLING MARKER 1 SECOND CYCLE )=A 110 LCB1: ROTOR IN OPERATION**********GATE*(NO-NO)*********LOCALUE 116 LCB1: OPEN GATESM 262 HF OPEN GATE (LOCAL)*ONE115 LCB1: /CLOSE GATEONM012 START ENABLEONM013 LOCAL OPERATIONOM 174 13 SCALE STOPRM 262 HF OPEN GATE (LOCAL)*AUTOMOM 015 AUTOMATIC LOCAL OPERATIONOM 016 AUTOMATIC REMOTE OPERATIONUM 017 START (ALL OPERATING MODES)UNM031 RUN EMPTY IS RUNNING=M 263 HF OPEN GATE (AUTOM)*FAILURE*CLOSE>OONE122 LCB1: GATE IS OPENONE123 LCB1: GATE IS NOT CLOSEDUA 113 LCB1: VALVE GATE=M 260 HF FAULT AT GATE OPEN*FAILURE*OPEN>CLOE 122 LCB1: GATE IS OPENOE 123 LCB1: GATE IS NOT CLOSEDUNA113 LCB1: VALVE GATE=M 261 HF FAULT AT GATE CLOSE*TIMEOM 260 HF FAULT AT GATE OPENOM 261 HF FAULT AT GATE CLOSELKT300SET 05 GUARDING TIME GATEUT 05 GUARDING TIME GATE=A 200 OUTPUT ERROR MESSAGES "GATE"*VALVEOM 262 HF OPEN GATE (LOCAL)OM 263 HF OPEN GATE (AUTOM)=A 113 LCB1: VALVE GATE**********ADDUNIT********OM 015 AUTOMATIC LOCAL OPERATIONOM 016 AUTOMATIC REMOTE OPERATIONUM 017 START (ALL OPERATING MODES)UNM031 RUN EMPTY IS RUNNINGUE 122 LCB1: GATE IS OPEN=M 250 HF RELEASE ADDITIONAL UNITS**********AERATIO*DOWN*PIPE*********LOCALUE 117 LCB1: AERATION DOWN PIPEUE 103 CSC: /FAULT VOLTAGE LOCAL DEVICES=M 310 HF AERATION DOWN PIPE FROM LOCAL*EXTERNUE 007 EXT: PERMANENT AERATION DOWN PIPEUM 255 HF BINARY INTERFACE ONO(UE 132 HOST: PERMANENT AERATION DOWN PIPEUNM255 HF BINARY INTERFACE ON)UE 103 CSC: /FAULT VOLTAGE LOCAL DEVICESUE 014 CSC: /FAULT AERATION SILOUM 250 HF RELEASE ADDITIONAL UNITS=M 317 HF PERMANENT AERATION DOWN PIPE*RESET*IF MINUE 211 LOAD < LOWER LIMIT TIME-MONITOREDUNM316 HF RESET TIME RELAY FOR SHOCK AERATION DOWN PIPE LKT003SVT 10 RESET TIME RELAY DOWN PIPE AERATIONUT 10 RESET TIME RELAY DOWN PIPE AERATIONSM 316 HF RESET TIME RELAY FOR SHOCK AERATION DOWN PIPE *UNE211 LOAD < LOWER LIMIT TIME-MONITOREDRM 316 HF RESET TIME RELAY FOR SHOCK AERATION DOWN PIPE *TIMERUE 006 EXT: RELEASE AERATION DOWN PIPEUM 255 HF BINARY INTERFACE ONO(UE 131 HOST: RELEASE AERATION DOWN PIPEUNM255 HF BINARY INTERFACE ON)UM 250 HF RELEASE ADDITIONAL UNITSUE 103 CSC: /FAULT VOLTAGE LOCAL DEVICESUE 014 CSC: /FAULT AERATION SILOUNT 10 RESET TIME RELAY DOWN PIPE AERATION=A 015 CSC: RELEASE TIME RELAY AERATION DOWN PIPE*PULSEUE 106 CSC: PULSE DOWN PIPE AERATION=M 311 HF CYCL. AERATION DOWN PIPE*CYCLEUM 311 HF CYCL. AERATION DOWN PIPEUNM312 HF DOWN PIPE AERATION VALVE GROUP 1UNM313 HF DOWN PIPE AERATION 1 --> 2UNM314 HF DOWN PIPE AERATION VALVE GROUP 2SM 312 HF DOWN PIPE AERATION VALVE GROUP 1*UNM311 HF CYCL. AERATION DOWN PIPEUM 312 HF DOWN PIPE AERATION VALVE GROUP 1SM 313 HF DOWN PIPE AERATION 1 --> 2RM 312 HF DOWN PIPE AERATION VALVE GROUP 1*UM 311 HF CYCL. AERATION DOWN PIPEUM 313 HF DOWN PIPE AERATION 1 --> 2SM 314 HF DOWN PIPE AERATION VALVE GROUP 2RM 313 HF DOWN PIPE AERATION 1 --> 2*UNM311 HF CYCL. AERATION DOWN PIPEUM 314 HF DOWN PIPE AERATION VALVE GROUP 2RM 314 HF DOWN PIPE AERATION VALVE GROUP 2*SHOCKUM 311 HF CYCL. AERATION DOWN PIPEUE 211 LOAD < LOWER LIMIT TIME-MONITORED=M 315 HF DOWN PIPE SHOCK AERATION*DELAYUNE012 EXT: /INERT GASUM 255 HF BINARY INTERFACE ONO(UE 135 HOST: INERT GASUNM255 HF BINARY INTERFACE ON)UNM303 HF TIME DELAY AIR-GASLKT030SVT 12 TIME DELAY AIR->GAS DP/PRE AERATION*UT 12 TIME DELAY AIR->GAS DP/PRE AERATIONSM 303 HF TIME DELAY AIR-GAS*UE 012 EXT: /INERT GASUM 255 HF BINARY INTERFACE ONO(UNE135 HOST: INERT GASUNM255 HF BINARY INTERFACE ON)RM 303 HF TIME DELAY AIR-GAS*VALVEOM 310 HF AERATION DOWN PIPE FROM LOCALOM 312 HF DOWN PIPE AERATION VALVE GROUP 1OM 315 HF DOWN PIPE SHOCK AERATIONOM 317 HF PERMANENT AERATION DOWN PIPEUNT 12 TIME DELAY AIR->GAS DP/PRE AERATION=A 052 LCB1: VALVE AERATION DOWN PIPE GROUP 1 *OM 310 HF AERATION DOWN PIPE FROM LOCALOM 314 HF DOWN PIPE AERATION VALVE GROUP 2OM 315 HF DOWN PIPE SHOCK AERATIONOM 317 HF PERMANENT AERATION DOWN PIPEUNT 12 TIME DELAY AIR->GAS DP/PRE AERATION=A 053 LCB1: VALVE AERATION DOWN PIPE GROUP 2 *OE 006 EXT: RELEASE AERATION DOWN PIPEOE 007 EXT: PERMANENT AERATION DOWN PIPEUM 255 HF BINARY INTERFACE ONO(OE 131 HOST: RELEASE AERATION DOWN PIPEOE 132 HOST: PERMANENT AERATION DOWN PIPEUNM255 HF BINARY INTERFACE ON)UM 250 HF RELEASE ADDITIONAL UNITSUE 235 DRIVE IS RUNNINGTACHO-MONITOREDUNT 12 TIME DELAY AIR->GAS DP/PRE AERATIONUE 103 CSC: /FAULT VOLTAGE LOCAL DEVICESUE 014 CSC: /FAULT AERATION SILO=M 307 HF MAIN AND DEAERATION VALVE DOWN PIPE *UM 307 HF MAIN AND DEAERATION VALVE DOWN PIPE =A 054 LCB1: MAIN VALVE AND DEAERATION VALVE *TEXTONE103 CSC: /FAULT VOLTAGE LOCAL DEVICES=A 205 OUTPUT ERROR MESSAGES "TEXT 04"**********ADDITIO*GATE II*(NO-NO)*********LOCALUE 053 LCB1: OPEN ADDITIONAL GATESM 266 HF OPEN ADD. GATE (LOCAL)*ONM012 START ENABLEONM013 LOCAL OPERATIONONE052 LCB1: /CLOSE ADDITIONAL GATEOM 174 13 SCALE STOPRM 266 HF OPEN ADD. GATE (LOCAL)*AUTOMUNE005 EXT: EMPTY DOWN PIPEUM 255 HF BINARY INTERFACE ONO(UNE130 HOST: EMPTY DOWN PIPEUNM255 HF BINARY INTERFACE ON)UM 250 HF RELEASE ADDITIONAL UNITS=M 267 HF OPEN ADD. GATE (AUTOM)*FAILURE*CLOSE>OONE050 LCB1: ADDITIONAL GATE IS OPENONE051 LCB1: ADDITIONAL GATE IS NOT CLOSEDUA 050 LCB1: VALVE ADDITIONAL GATE=M 264 HF FAULT AT ADD. GATE OPEN*FAILURE*OPEN>CLOE 050 LCB1: ADDITIONAL GATE IS OPENOE 051 LCB1: ADDITIONAL GATE IS NOT CLOSEDUNA050 LCB1: VALVE ADDITIONAL GATE=M 265 HF FAULT AT ADD. GATE CLOSE*TIMEOM 264 HF FAULT AT ADD. GATE OPENOM 265 HF FAULT AT ADD. GATE CLOSELKT300SET 06 GUARDING TIME ADD. GATE*TEXTUT 06 GUARDING TIME ADD. GATE=A 201 OUTPUT ERROR MESSAGES "ADDITIONAL GATE" *VALVEOM 266 HF OPEN ADD. GATE (LOCAL)OM 267 HF OPEN ADD. GATE (AUTOM)=A 050 LCB1: VALVE ADDITIONAL GATE**********AERATIO*SILO*********CSC TO*SCHIELEUE 010 EXT: RELEASE AERATION SILOUM 255 HF BINARY INTERFACE ONO(UE 133 HOST: RELEASE AERATION SILOUNM255 HF BINARY INTERFACE ON)UE 014 CSC: /FAULT AERATION SILO=A 100 CSC: RELEASE AERATION*UE 011 EXT: PERMANENT AERATION SILOUM 255 HF BINARY INTERFACE ONO(UE 134 HOST: PERMANENT AERATION SILOUNM255 HF BINARY INTERFACE ON)UE 014 CSC: /FAULT AERATION SILO=A 101 CSC: PERMANENT AERATION*UE 012 EXT: /INERT GASUM 255 HF BINARY INTERFACE ONO(UNE135 HOST: INERT GASUNM255 HF BINARY INTERFACE ON)ONE014 CSC: /FAULT AERATION SILO=A 102 CSC: NOT GAS*UE 054 LCB1: AERATION SILO=A 103 CSC: LCB AERATE SILO*OM 266 HF OPEN ADD. GATE (LOCAL)OM 267 HF OPEN ADD. GATE (AUTOM)UE 051 LCB1: ADDITIONAL GATE IS NOT CLOSED UE 014 CSC: /FAULT AERATION SILO=A 104 CSC: OUTLET 1 ACTIVE*UE 211 LOAD < LOWER LIMIT TIME-MONITORED UE 014 CSC: /FAULT AERATION SILO=A 105 CSC: LOADING ROTOR MIN.*UM 250 HF RELEASE ADDITIONAL UNITSUE 014 CSC: /FAULT AERATION SILO=A 106 CSC: DOSING ROTOR*TEXTOA 205 OUTPUT ERROR MESSAGES "TEXT 04"ONE014 CSC: /FAULT AERATION SILO=A 205 OUTPUT ERROR MESSAGES "TEXT 04"**********INTER*FACE*********BINARYUE 100 CSC: /EMERGENCY SHUT OFF=A 000 EXT: /EMERGENCY SHUT OFF ACTIVE*UNM186 23 HOST COMMUNIC.=A 001 EXT: /FAULT COMMUNICATION*UM 016 AUTOMATIC REMOTE OPERATION=A 002 EXT: REMOTE INTERLOCKED*UM 017 START (ALL OPERATING MODES)UE 235 DRIVE IS RUNNINGTACHO-MONITORED=A 003 EXT: ROTOR IN OPERATION*UNE214 CONTROL DEVIATION UNDERDOSAGEUNE213 CONTROL DEVIATION OVERDOSAGEUNE210 LOAD > UPPER LIMIT TIME-MONITOREDUNE211 LOAD < LOWER LIMIT TIME-MONITOREDUNM165 06 SLIP CONTROLUNM194 29 ERROR GATEUNM195 30 ERROR ADDITIONAL GATEUE 103 CSC: /FAULT VOLTAGE LOCAL DEVICES=A 004 EXT: /MESSAGE ROTOR*UNM021 GROUP FAULT 1=A 005 EXT: /FAULT ROTOR*UE 102 CSC: /EXCEEDING TEMPERATURE DRIVE ROTORUNE121 LCB1: THERMISTOR OVERLOAD RELAY DRIVE ROTOR =A 006 EXT: /EXCEEDING TEMPERATURE DRIVE ROTOR*UNE123 LCB1: GATE IS NOT CLOSED=A 007 EXT: GATE CLOSED*UNE051 LCB1: ADDITIONAL GATE IS NOT CLOSED=A 010 EXT: ADDITIONAL GATE CLOSED*UE 014 CSC: /FAULT AERATION SILO=A 011 EXT: /FAULT AERATION SILO*UE 241 MATERIAL QUANTITY PULSE 1=A 012 EXT: TOTALIZER PULSE 1**HOSTUM 012 START ENABLE=A 120 HOST: START RELEASE*UM 255 HF BINARY INTERFACE ON=A 121 HOST: BINARY INTERFACE ON*UNE123 LCB1: GATE IS NOT CLOSED=A 123 HOST: GATE IS CLOSED*UE 122 LCB1: GATE IS OPEN=A 124 HOST: GATE IS OPEN*UNE051 LCB1: ADDITIONAL GATE IS NOT CLOSED=A 125 HOST: ADDITIONAL GATE IS CLOSED*UE 050 LCB1: ADDITIONAL GATE IS OPEN=A 126 HOST: ADDITIONAL GATE IS OPEN*UM 307 HF MAIN AND DEAERATION VALVE DOWN PIPE=A 127 HOST: DOWN PIPE AERATION IS ACTIVE*UNE100 CSC: /EMERGENCY SHUT OFF=A 130 HOST: EMERGENCY SHUT OFF ACTIVE*OE 214 CONTROL DEVIATION UNDERDOSAGEOE 213 CONTROL DEVIATION OVERDOSAGEOE 210 LOAD > UPPER LIMIT TIME-MONITOREDOE 211 LOAD < LOWER LIMIT TIME-MONITOREDOM 165 06 SLIP CONTROLOM 194 29 ERROR GATEOM 195 30 ERROR ADDITIONAL GATEONE103 CSC: /FAULT VOLTAGE LOCAL DEVICES=A 131 HOST: MESSAGE ROTOR*ONE102 CSC: /EXCEEDING TEMPERATURE DRIVE ROTOROE 121 LCB1: THERMISTOR OVERLOAD RELAY DRIVE ROTOR =A 132 HOST: EXCEEDING TEMPERATURE DRIVE ROTOR*UE 104 CSC: AERATION SILO ACTIVEUE 014 CSC: /FAULT AERATION SILO=A 150 HOST: SILO AERATION IS ACTIVE*UNE014 CSC: /FAULT AERATION SILO=A 151 HOST: FAULT SILO AERATION**********COMM*SELECT*********RES REMUNM255 HF BINARY INTERFACE ONUM 016 AUTOMATIC REMOTE OPERATIONUM 186 23 HOST COMMUNIC.OM 256 HF RESET REMOTE (BION)RM 016 AUTOMATIC REMOTE OPERATION*COMMSELUNM255 HF BINARY INTERFACE ON=M 025 HOST MODE SELECTION=A 183 ACTIVATE HOST MONITORING*BIN.INT*ON-OFFUE 001 EXT: BINARY INTERFACE ONUNM255 HF BINARY INTERFACE ONO(UNE001 EXT: BINARY INTERFACE ONUM 255 HF BINARY INTERFACE ON)=M 256 HF RESET REMOTE (BION)*UE 001 EXT: BINARY INTERFACE ON=M 255 HF BINARY INTERFACE ON*********INTERNASPAF00SPAF01********BE[2J[01;01HSEND F[01;21H CSC N[02;28Hlenght[03;01H1 SPS [04;01H2 PRT [05;01H3 VAR [06;01H4 SPS [07;01H[01;21H CSC N[02;28Hlenght[03;01H1 SPS [04;01H2 PRT [05;01H3 VAR [06;01H4 SPS [07;01H[02;28Hlenght[03;01H1 SPS [04;01H2 PRT [05;01H3 VAR [06;01H4 SPS [07;01H [03;01H1 SPS [04;01H2 PRT [05;01H3 VAR [06;01H4 SPS [07;01H[04;01H2 PRT [05;01H3 VAR [06;01H4 SPS [07;01H[05;01H3 VAR [06;01H4 SPS [07;01H[06;01H4 SPS [07;01H[07;01H[07;01H0 Exit[09;01HCTRL A[03;01H[09;01HCTRL A[03;01H[03;01H[01;40H[7mScale stop[0m[0m[03;01H[01;60H[7mstop Servi[0m[0m[03;01H。
电子称操作规程
电子称操作规程
《电子称操作规程》
一、前言
电子称是一种精密的仪器设备,使用时需要按照一定的操作规程进行操作,以确保称量的准确性和操作的安全性。
本规程旨在规范电子称的操作流程,提高工作效率,保障称量的准确性。
二、操作人员
1. 操作人员需要经过专业培训,掌握电子称的操作技能和安全知识,方可进行操作。
2. 操作人员需具备较好的仪器设备的维护保养意识,保持设备的清洁和完好。
三、操作流程
1. 开机准备:接通电源,等待电子称自检完成,确保设备正常工作。
2. 校准操作:进行称量前,进行校准操作确保设备准确的工作状态。
3. 称量过程:将待称量物品放到称台上,等待数据稳定后记录称量结果。
4. 关机准备:称量完成后,将待称量物品从称台上取下,关闭电源,清理工作台面。
四、操作注意事项
1. 操作人员需穿戴工作服和防护用具,确保操作安全。
2. 操作人员需小心轻放待称量物品,避免对设备和物品造成损
坏。
3. 操作过程中禁止随意更改仪器的参数设置和校准数值。
4. 操作结束后,及时清理工作台面和设备周围的杂物,确保操作环境整洁。
五、设备维护
1. 定期对电子称进行检查和保养,确保设备的良好状态。
2. 每日使用后,进行简单的清洁工作,保持设备干净。
六、结语
电子称是企业生产过程中不可或缺的仪器设备,正确的操作和保养对于称量的准确性和设备寿命都至关重要。
希望通过本规程的制定和执行,能够有效提高称量效率,保障生产质量。
菲斯特转子秤CSC调试手册
<<Exit(0) 并按回车键。
任何输入和选择都用回车键来取舍。每个选项会在左侧用“<….”来标记。用
键来选择。任何一个输入和选择都可用“Ctrl + C ” 放弃,原设置保持不变。
1 .2.1 菜单的选择
2 / 36
B
10.76 kg/U
载荷
B
90.0 %
载荷
1) f2 , YY 和 xx 只能在有喂料控制组态的设备里才能显示。
S 1 18734 kg 累 计 量 1 显示喂料称的当前数据,每 200 ms 刷新一次。可用“0”或“回车键”离开菜单。
累计量 1 可以用 “Ctrl” + “G” 两键的组合来清零。
Version x.x Ctrl Y > Connect
F1 F2 F3
F4 F5 F6
789
456
123
0 -
-
Ctrl.Y PHT
F1 的题字和功能 传送 PHT 的标识符
Ctrl.G Exec
F2 的题字和功能 执行
Ctrl. F3 的题字和功能 Quit 错误确认
Ctrl.A Menue
CSC Node No. 01
<……………………..OFF 预选操作方式
0003.00 t/h 最大喂料率
Y 80.0 % 1)当设备带有喂料控制时才显示。 W1 0002.70 % 2)当设备带有称校验和定量控制时才显示。
输出 现场设定值
W2 0002.90 2.4.1 预选操作方式 用来预选服务方式或现场自动方式
菜单头标
CSC 节点号
操作状态
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
菲斯特秤操作规程
一、转子秤检查维护
1、秤体的检查
1.1秤体无积灰和杂物,每两天用压缩空气对秤体各部位进行清扫。
1.2秤在正常运行时,传感器保护螺杆与秤体无接触,否则也会影响计量;维修转子秤时,必须将保护螺杆拧紧;秤上面的传感器不受外力作用,保护传感器。
1.3观察孔无煤粉流出,如有煤粉流出,说明出料头已磨损,需停机更换,同时应拆掉上密封板,将上壳体内的煤粉清除,以免影响秤的计量。
1.4秤上各处软联接须经常检查,破损的应及时更换,避免造成煤粉泄漏。
1.5仓下手动闸板和秤上气动闸板的各个部分严禁敲击,油雾器不得缺油,汽水分离器必须工作正常,各气路、接头应无漏气。
2、传动机构的检查
2.1电机、减速机无杂音无振动,温度正常。
2.2传动皮带张紧度合适,判断标准:加1kg压力皮带垂直位移5mm。
3、助流系统的维护
3.1仓、下料管助流压力调整为4~6bar,转子秤壳体清洗压力≤2bar。
3.2下料管膨胀节清洗时间设置为吹2分钟,间隔20分钟。
3.3仓助流、强制助流和下料管助流、强制助流可根据下煤状况自行调整使用;助流吹气时间的调整应遵循越短越好的原则,因为压缩空气含水量大,吹气时间过长反而不利于煤粉下料。
3.4定期检查压缩空气油雾器的油位,过滤器汽水分离器定期排水、排污、检查过滤膜片,如有堵塞,建议更换过滤膜片。
二、转子秤间隙的调整
1、检查并调整转子间隙,说明书要求在0.2mm左右。
厂家要求在0.25-0.3mm 之间为最好。
因为上、下密封板和转子磨损导致间隙调整不能达到要求的,原则上是调整得越小越好,能调到0.4mm间隙的,就不能放到0.45mm间隙。
2、正常状态下转子秤间隙的调整:用一把塞尺从观察孔测量间隙,调节定位螺栓上的定位螺母,三个点反复调整,直至将间隙设定在规定范围内。
3、转子或上下密封板表面有磨损的转子秤,间隙调整时要反复进行,转动转子找到最低点和最高点,使上下两点的间隙都符合要求。
否则需重新加工转子或密封板。
4、间隙调整过程中转动转子时最好采用手动盘车,需机旁开车时要用手操器监视电机电流,电流小于1.5A且平稳方可。
5、转子间隙之所以不能放得过大,一是防止转子和上、下密封板过多磨损,因为煤粉流过转子间隙必然会加剧转子各部位的磨损。
二是防止窜风,间隙过大,罗茨风机送煤时的气流必定会窜入转子秤体内部,托住下料口,使下煤不畅,还会使煤一股一股的涌入秤体内,使转子秤电机电流产生波动。
下煤不畅和下煤不稳还会使电机转速过快,电流过高,达到一定程度后,转子秤就会跳停。
转速过快反过来又会加剧秤的磨损,形成恶性循环。
6、拆秤、装秤时使用的三个摇杆应由三个人同时摇,摇时最好喊口号,使三人同步动作。
间隙三个月调整一次,减少对密封板的磨损。
三、转子秤的定期润滑
1、驱动轴润滑密封,每周5毫升
2、驱动轴轴承润滑,每年一次
3、油阻尼器换油,每二年一次
4、减速机换油,每二年一次
5、油雾气加油(随时)
减速机和阻尼器需用美孚高级齿轮润滑油,型号为:220
四、操作注意事项
1、现场手动开秤时,当转速过快需停车时,应旋动调节旋钮,使转速慢下来后再按停车按钮。
转速过高时停车会对电机变频器和它的制动电阻产生影响,减短它们的使命寿命。
严重时会烧掉变频器和制动电阻。
2、机旁操作箱上的反转操作按钮,属点动控制。
菲斯特转子秤不允许反转运行,反转运行物料无法计量。
因此反转是一种非正常操作,一般在紧急故障下使用,(例:秤内有异物)但不能频繁点动,以免损伤电机。
一般建议手动盘车。
3、严禁启动秤时设定值超过1t/h,应设定0.5t/h为启动值。
4、严禁调整每次给煤量>1t/h,应<0.5t/h。
5、严禁未开送煤风机给煤就开秤。
6、严禁先停送煤风机,后停秤。
7、严禁超值给定或转子电动机转速>2000r/min。
8、必须将转子秤中的煤送空后,再停秤。
9、当秤卡死时,严禁用工具强行盘动同步带轮。
10、严禁敲击转子秤秤体和传动部分。
11、严禁各秤的气动闸板半开半关,必须全开或全关。
12、转子秤配电柜上电和断电一定要按照正常顺序,不要总是断总闸,这样对柜子内部的元件会造成损坏。
上电步骤:Q1-Q2-Q3-F1-F2-F3-F4-F5-F6-F7-F10,断电步骤和上述步骤相反。
13、遇到总降跳闸或停电时,请及时将秤的电源断掉,来电后再送上电。
14、为了维修人员或是巡检人员安全上下秤框架上维修或是清洁卫生,在转子秤框式机架上可以焊一部简易有效的小爬梯。
15、在转子秤上的管道上电焊作业时,必须关掉转子秤电源。
必须在作业点附近搭地线,严禁用转子秤体当地线用。
五、常见故障处理
1、下料不畅
1>仓内煤粉料位偏高、偏低,一般在系统正常时应保持仓有效容积40%的料位。
2>消风管道堵塞。
调整消风管上的阀开度并敲击消风管,使消风管保持畅通,消风管上的阀并不是开度越大越好,而是根据现场情况,适当调节开度,使煤粉仓内的气压和转子秤内的气压保持一种平衡,在阀某一开度下,敲击消风管感觉管道空了,阀的开度也就调好了,如再遇到堵塞,说明煤粉仓内压力或是转子秤内的压力发生了变化,需再次调节阀开度。
3>适当使用助流装置,这样对下料会起到很大的帮助。
也可适当敲击仓锥体部分,使下料通畅。
4>调整好转子间隙,防止秤内窜风。
5>将煤粉仓内的结壁清理干净。
2、转子秤在运行中跳停
1>测速编码器坏,在监视设定的时间内,没有速度信号返给处理器。
2>误操作紧停开关。
3>转子内进异物。
4>下密封板磨损严重,有煤粉进入将转子托起,导致上间隙变小跳停。
5>电机、变频器因电流和温度过高保护停机。
3、转子秤不能运行
1>长时间停车,壳体有煤粉结露形成煤饼,转子不能运行。
2>皮带松动或打滑。
3>轴密封加油量过大,油煤混合形成煤泥,负荷增大。
4>秤体内有异物卡住。
4、计量不准确
1>秤体有杂物或积灰。
2>间隙大,煤粉流过间隙未计量。
3>传感器保护螺栓与秤体有接触。
4>煤粉潮湿,转子内室有积料(死料)。
5、转子秤的机械磨损
1>转子进异物,磨损转子和密封板。
2>转子间隙大,物料流过间隙。
3>壳体清洗压力太小,转子与外壳体之间进煤粉。
4>风速太大磨损出料口出料头和耐磨套。
5>驱动轴密封缺油,磨损密封环,长时间后磨损驱动轴。
6>下料管膨胀节清洗压力太大或清洗时间过长。
备注:一些参数根据实际运行情况做出相应调整。