铝合金基本知识(附专业词汇)
铝及铝合金基础知识
一、铝的基本知识
2、铝的物理和化学性质
2.1金属铝是银白色的,20℃时的密度2.699g/cm3 , 熔融状态密度为2.371g/cm3
2.2铝是较为活泼的金属,属于两性元素,能跟酸碱 等起反应。所以铝制品应该避免在碱、盐酸、卤化 物及碳酸盐等介质中使用。(在化验过程中)
2.3铝及铝合在常温下的空气中即可钝化,产生一层 致密而坚固的氧化膜。所以铝及铝合金的耐腐蚀性 很好。
超强铝合金、锻造铝合金、特殊铝合金。 5.2按热处理特点分类 热处理不可强化 Al-Mn系、Al-Mg系、工业纯铝 热处理可强化 除Al-Mn系、Al-Mg系、工业纯铝以外 5.3按主要合金元素分(表二)
一、铝的基本知识
表二
系列
主合金元素
常用合金
牌号
1 ××× 高纯铝
1070
三、铝熔体中的杂质
3.3洗炉不彻底或未洗炉
用同一炉子转不同成分的合金时,必须经过洗炉再 生产,否则会被前一炉留在炉衬及渣中元素所污染。
3.4原材料带入
各种原材料内含有一定量的金属杂质,尤其是在原 材料控制不严格的情况下更容易污染,甚至造成化 学成分不合格而成为废品。
3.5混料或误加
金属间化合物 FeAl3
1.65%(577℃)
0.05%(20℃) 游离硅
0.0025%(670℃)
几乎不溶(20℃) AlNaSi
作用原理
硬而脆的针状化合物
形成自由硅,硅相硬 而脆
铁和硅的比例 比例不当会使铸件产生裂纹,当铁硅比大于1时,可 缩小结晶温度的范围,减少裂纹的货币性
吸附在枝晶表面或晶 界,热加工时,晶界 上钠形成液态吸附层, 产生脆性开裂,即钠 脆
铝及铝合金的基础知识.

第一章铝及铝合金的基础知识第一节铝及铝合金的性质在有色金属中,铝是应用最广泛的一类金属。
其产量仅次于钢铁。
铝的发现,至目前还只有二百多年的历史。
但由于它具有资源丰富,生产成本低,用途广泛等特点,因此铝工业在近百年的时间内得到了迅猛的发展,随着科学技术的发展及人民生产水平的提高,铝箔应用也越来越广泛。
它已经渗透到了人们的日常生活中。
铝及铝合金的性质,概括起来,主要有以下几个方面:1比重小。
含铝量为99.5%的工业纯铝的比重为2.7克/立方厘米,只有铁和铜的三分之一左右。
2导电性好。
铝箔电阻系数(20℃)为2.67微欧毫米/米,相当于铜导电能力的60-65%。
但相同体积铝的重量只有铜的三分之一,因此按体积计算,铝的导电能力优于铜。
3良好的导热性。
铝箔导热系数(0-100℃)为0.54卡/厘米·秒·度,比铁的导热率约大三倍。
工业上许多热变换器散热材料,如目前很大的空调器散热片,都是铝及铝合金制成。
4强度高。
铝中加入少量的锰、镁、铜、铁等,具有良好的机械性能。
5良好的塑性。
适合于各种加工,可压成薄板可箔,拉成细丝,磨成细粉和挤压成复杂开头的型材。
6良好的抗腐蚀.性能。
纯铝在空气中,其表面会迅速跟氧结合,生成一层致密的氧化铝薄膜(AL2O3),此层致密的薄膜可以防止里面的铝继续氧化,对铝的内部起到保护作用。
7反射能力很强。
铝箔反射率在85%以上。
8铝具有银白色光泽、无毒、保鲜性好、防腐、防温、防干燥、不透气、不透光,因此,铝箔被广泛地用作各种食品、药用、香烟的包装上。
9焊接性能较差。
第二节铝及铝合金的牌号及状态铝及铝合金的牌号及状态以往都是采用国内统一的表示方法,即汉语拼音加顺序号,自96年起,这种表示方法已经停止使用,目前采用的是国际四位数字体系的表示方法。
1合金牌号合金牌号采用的是四位数字体系表示方法,其中:第一位代表合金的系列,如第一位数字为1,则代表为纯铝系列,第一位数字为2-8,则代表不同系列的铝合金。
铝合金基本知识
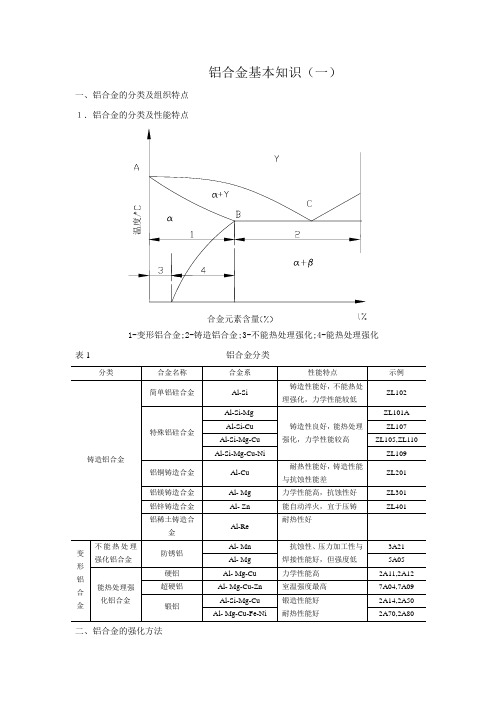
铝合金基本知识(一)一、铝合金的分类及组织特点1.铝合金的分类及性能特点合金元素含量1-变形铝合金;2-铸造铝合金;3-不能热处理强化;4-能热处理强化表1 铝合金分类二、铝合金的强化方法1.固溶强化在纯铝中加入合金元素(Si Cu Mg Zn Mn Ni……等),形成铝基固溶体,从而提高铝合金的力学性能。
2.时效强化合金元素在铝中的固溶度随温度的降低而减少,通过加热到一定温度、保温、淬火而得到过饱和的铝基固溶体,过饱和的铝基固溶体在室温下放置一段时间,或加热到某一温度,其强度、硬度随时间的延长而增高,塑性、韧性降低。
在室温下放置产生时效的现象叫自然时效。
加热产生时效的现象叫人工时效。
3.过剩相强化合金元素超过其极限溶解度时,这些合金元素与铝或元素间形成硬而脆的金属间化合物,在合金中起阻碍滑移和位错运动的作用,使强度、硬度提高,塑性、韧性降低。
4.变质处理加入微量元素(钛、锆、铍、锶、稀土等),在合金结晶时,作为晶核,起细化晶粒作用,提高合金的强度和塑性。
在铝合金液中加入微量钠或钠盐作为变质剂,进行变质处理,细化晶粒可以显著提高其强度和塑性。
5.冷作硬化金属材料在再结晶温度以下变形,变形后材料即被强化,强化的程度随变形程度、变形温度及材料的性质而不同。
同种材料,在同一温度下冷变形时,其变形程度越大,则强度越高。
这是不能热处理的防锈铝合金和纯铝的强化方法。
三、铸造铝合金1.铸造铝合金牌号○1在牌号的最前面用“Z”表示铸造,其后用化学元素符号及数字表示。
例如:ZAlSi7Mg表示该平均含硅量为7%,平均含镁量为1%的铸造镁合金。
○2用合金代号表示。
合金代号由字母“Z”,“L”(它们分别是“铸”、“铝”的汉语拼音第一个字母)及其后的三位数字组成。
ZL后面的第一位数字表示合金系列,1—表示铝硅合金;2—表示铝铜合金;3—表示铝镁合金;4—表示铝锌合金。
其后的两位数字是表示该组合金的顺序。
若为优质合金则在数字后加“A”,例如:ZL101A是铝硅合金,相当于ZAlSi7MgA。
铝合金专业英语词汇

Aquarium facility 水族馆 Cabinet 橱柜 Machinery accessories 机械配件 Grain processing 粮食加工 Purification 净化 Industrial automation equipment 工业自动化设备 Communication equipment 通信器材 Wire 天线 Bathroom 卫浴 Medical equipment 医疗设备 Scanner 扫描仪 Socket panel 插座 Automobile 汽车 Thermal chip 散热片 Nonconforming product 不合格品
专业词汇
Raw materials and semi-products 原材料和半成品: alumina 铝土 bauxite 铝矿土 log 大圆棒 bar 铝棒 billet 小圆棒(铝棒) butt 废料(挤压切头) Magnesium 镁 Silicon 硅 Iron 铁 Mill finish 素材 Industrial profile 工业异型材 Equipment 设备: log conveyor 大圆棒运输机 log furnace 大圆棒加热炉 billet furnace 铝棒加热炉 solvus temperature 溶线温度 solidus temperature 固线温度 log shear 圆棒剪 billet transveyer 铝棒运输机 press loader 挤压机托料架机械手 electrophoresis equipment 电泳设备 profile derrick 锯切机 Assembling packaging machine 组角机 Vertical motion geophone 立式铣床 Radial drilling machine 摇臂钻床 Direct-reading spectrometer 直读式光谱仪 Electronic universal testing machine 电子万能试 验机 UV test 紫外光测试 Q-SUN weathering test machine Q-SUN 耐候试验 机 Vickers hardness Tester 盐雾测试仪 Metallographic micro-hardness tester 金相显微 硬度计 Salt spray test 维氏硬度计 Vacuum heat treatment furnace 真空热处理炉 Round melting furnace 圆形炉 Cooling chamber 冷却炉 In-line degassing 在线除气 Electronic magnetic stir machine 电磁搅拌机 ram 挤压杆 dummy block 压饼(挤压垫) container 盛锭筒 container liner 盛锭筒内衬(内套) runout table 输出台 front platen 前板 main cylinder 主缸 Anodizing equipment 氧化设备 Double-ended cutter 双头切割机床 Double head copy lathe 双头仿铣床 Punching machine 冲床 Vertical drilling machine 立式钻床 Rib circular drilling machine 攻牙机 Colorimeter 色差仪 Gloss meter 光泽计 Scanner 扫描仪 QUV climate simulations tester QUV 气候模拟测 试仪 Cupping tester 杯突试验仪 Webster hardness tester 韦氏硬度计 Rockwell hardness tester 洛式温度计 Shakeout testing machine 落砂试验机 Vortex thickness gauge 涡流测厚仪 Tilting melting furnace 倾翻炉 Homogenizing furnace 均质炉 Air-slip casting table 气模 Automatic cutting machine 自动据台 Optical microscope analyzer 金相分析仪 Steel 钢 Copper 铜 Manganese 锰 Chromium 铬 extrudability 可挤压性 strength-to-weight ratio 强度重量比 quenching 淬火 conductivity 可导电性,导电率 Ingot 铝锭 Flat sheet 铝板 Profile 异型材
铝合金规范术语

铝合金术语和符号1.1 术语2.1.1 强度 strength构件截面材料或连接抵抗破坏的能力。
强度计算是防止结构构件或连接因材料强度被超过而破坏的计算。
3.1.2 强度标准值 characteristic value of strength 国家标准规定的铝材名义屈服强度(规定非比例伸长应力)或抗拉强度。
4.1.3 强度设计值 design value of strength铝合金材料或连接的强度标准值除以相应抗力分项系数后的数值。
5.1.4 屈曲 buckling杆件或板件在轴心压力、弯矩、剪力单独或共同作用下突然发生与原受力状态不符的较大变形而失去稳定。
6.1.5 承载能力 load-carrying capacity结构或构件不会因强度、稳定等因素破坏所能承受的最大内力,或达到不适应于继续承载的变形时的内力。
7.1.6 一阶弹性分析the first order elastic analysis不考虑结构二阶变形对内力产生的影响,根据未变形的结构建立平衡条件,按弹性阶段分析结构内力及位移。
8.1.7 二阶弹性分析 the second order elastic analysis考虑结构二阶变形对内力产生的影响,根据位移后的结构建立平衡条件,按弹性阶段分析结构内力及位移。
9.1.8 弱硬化 weak hardening状态为T6的铝合金材料为弱硬化合金。
10.1.9 强硬化 strong hardening状态为除T6以外的其他铝合金材料为强硬化合金。
11.1.10 有效厚度 effective thickness考虑受压板件屈曲后强度以及焊接热影响区效应对构件承载力进行计算时,板件的折减计算厚度。
12.1.11 加劲板件 stiffened elements两纵边均与其他板件相连的板件。
13.1.12 非加劲板件 unstiffened elements一纵边与其他板件相连,另一纵边为自由的板件。
铝合金基础知识总结

铝合金基础知识总结(1)铝 Aluminum属于周期系第Ⅲ族主族的一种金属元素。
化学符号Al,原子序数13,具有面心立方晶格。
是一种银白色的轻金属。
有延展性,密度2.6989t/m3,熔点661℃。
导电、导热性好,纯铝可用作超高压电缆。
化学性质活泼,溶于酸或碱而放出氢气。
在空气中表面形成致密的氧化膜,因而起了保护作用。
日用器皿多用铝制成。
铝合金质轻而坚韧,大量用作飞机、汽车、火箭的结构材料和建筑装璜材料。
铝在自然界以复杂的硅酸盐形态存在,在地壳中含量甚丰(8.8%) ,由铝的氧化物与冰晶石(Na3AlF6) 共熔电解制得。
(2)铝加工 Aluminum fabrication用塑性加工方法将铝坯锭加工成各种铝材的生产过程。
主要方法有轧制、挤压、拉伸和锻造等。
产品广泛用于航空、建筑、运输、电气、包装和日用品等工业部门,产量仅次于钢铁。
我国生产的铝材有七个合金系列,有板、带、箔、管、棒、型、线材和锻件等八类产品。
铝加工应保证产品达到稳定一致的尺寸精度、力学性能和良好的表面质量以及内部组织,这些质量要求主要依靠生产工艺和设备保证。
(3)铝合金 Aluminum以铝为基的合金的总称。
加入的主要合金元素为铜、硅、镁、锌、锰,其次为镍、铁、钛、铬、锂等。
品种很多,大都可以通过淬火、时效强化。
铝合金的密度低,单位重量铝合金的强度接近或超过优质钢,加之具有优良的导电性、导热性和抗蚀性,在工业上用途很广。
一般分为两类:(1) 铸造铝合金。
在铸造状态使用,熔化温度低,铸造性能优良,常用来铸造形状较复杂的航空发动机零件等; (2) 变形(压延)铝合金。
能承受压力加工,力学性能高于铸造铝合金,广泛用作航空器材和日常生活器皿、建筑装璜材料等。
(4)铝矿石 Aluminum ore铝在地壳中含量甚多,在自然界中以化合态存在。
含铝的矿物有250余种,其中具有经济意义的有铝土矿、霞石、明矾石和高岭土。
铝土矿是工业上利用最广的铝矿石,其基本成分是含水氧化铝。
简明铝合金手册

简明铝合金手册铝合金是一种重要的金属材料,具有轻质、高强度、抗腐蚀等优点,在汽车、航空航天、建筑等领域广泛应用。
本手册将简明介绍铝合金的基础知识、分类、特性及其在各个领域的应用。
一、铝合金概述铝合金是以铝为主要成分,添加其他金属元素而形成的合金。
铝合金主要由铝、铜、锌、锰等元素组成,其中铝的含量一般在90%以上。
铝合金具有轻质、高强度、导热性好、抗腐蚀、可加工性好等特点,因此受到广泛的关注和应用。
二、铝合金分类根据合金元素的添加方式和铝合金的性能特点,铝合金可以分为几类。
常见的分类有铝铜合金、铝锌合金、铝锰合金、铝镁合金等。
每种合金具有不同的特性和应用范围。
1. 铝铜合金铝铜合金以铜为主要合金元素,具有较高的强度和耐热性,广泛应用于航空航天和汽车制造业。
2. 铝锌合金铝锌合金以锌为主要合金元素,具有良好的耐腐蚀性和可塑性,常用于船舶制造和建筑领域。
3. 铝锰合金铝锰合金以锰为主要合金元素,具有良好的抗锈蚀性和可焊性,常用于食品包装和建筑材料等领域。
4. 铝镁合金铝镁合金以镁为主要合金元素,具有轻质高强度的特点,广泛应用于航空航天、汽车制造和体育用品等领域。
三、铝合金特性铝合金具有许多独特的特性,使其成为各个领域重要的材料。
1. 轻质高强度铝合金相对于其他金属材料来说具有较低的密度,因此重量轻但强度高,特别是铝镁合金具有更高的比强度。
2. 良好的导热性铝合金具有良好的导热性,使其在散热领域得到广泛应用。
例如,在电子设备和汽车发动机等领域,铝合金的散热性能非常重要。
3. 抗腐蚀性铝合金具有良好的抗腐蚀性,可以在潮湿和腐蚀性环境下长期使用。
此外,铝合金还可以通过阳极氧化等处理方法提高其耐腐蚀性能。
4. 可加工性好铝合金可以通过挤压、拉伸、锻造等加工工艺进行塑性变形,制成各种形状的零件和产品。
此外,铝合金还可以进行焊接、铆接等连接工艺。
四、铝合金应用由于铝合金的优良特性,它在各个领域有着广泛的应用。
1. 汽车制造铝合金在汽车制造中被广泛使用,可以降低汽车的自重,提高燃油效率。
铝合金基础知识铝管生产技术培训课件PPT(共 87张)
2.12 要正确使用挤压垫片,保护挤压垫片不被碰伤。当挤 压垫片磨损太大,变成圆角,清缸不干净时,应及时更换新 垫片。 2.13 每次挤压时,都要特别注意垫片是否已放好,防止因 挤压垫片没放好造成设备事故。 2.14 挤压过程中应注意液压油温度的变化:当油温升高到 约45℃时,挤压力会大大下降,挤压机会变得无力,此时应 停机并设法将油温降下来,然后才能再开机挤压。 2.15为了防止挤压死区的气体及脏物流入管材和为了保护挤 压杆不致破坏,限定压余长度不许过厚,也不允许过簿,压 余控制15-30mm厚度。 2.16上模挤压后要根据产品表面质量情况及时更换模具。 2.17为了控制好直拉坯管质量和有特殊要求客户的管材质量 ,要求根据技术要求进行测试晶粒度,每更换一套模具或更 换一种规格的管材都要测试晶粒度。对于大批量的管材,同 一套模具每挤15根铸锭测试一次。这一职责由挤压机中断锯 操作者做,质检员抽检。
工成型但不经冷加工而获得的一些加工硬化产品,该状态对力 学性能有要求。在国标4437.2铝及铝合金热挤压管中O态性能 和H112态性能范围比较接近,故在车间实际生产的挤压管材 中常用H112挤压管代替O态挤压管(但是拉拔不可以) 。
T4态是固溶处理后自然时效至基本稳定的状态。适用于 固溶处理后,不再进行冷加工(可进行矫直、矫平,但不影响 力学性能极限)的产品。
主要用途:用于要求抗腐蚀、焊接性良好的工业设备上广泛用于 炊具、散热器和工业设备的各个领域,目前客户利用我司纯铝拉 拔管多用于生产储液罐。 2、3***系铝合金 防锈铝合金 Al-Mn系合金
我公司常用的合金牌号有:3003、3A21(LF21)
•3003 主要合金成分如下: Si≤0.6% Fe≤0.7% Cu0.05~0.2% Mn1.0~1.5% Zn≤0.1% 属铝锰系合金,Mn是其主要合金元素,其突出特点是:抗腐蚀性好 ,仅在中性介质中稍次于纯铝,在其它介质中与纯铝相近,强度比 纯铝高,焊接性能优良。
铝合金基本知识
铝合金基本知识(一)一、铝合金的分类及组织特点1.铝合金的分类及性能特点合金元素含量1-变形铝合金;2-铸造铝合金;3-不能热处理强化;4-能热处理强化表1 铝合金分类二、铝合金的强化方法1.固溶强化在纯铝中加入合金元素(Si Cu Mg Zn Mn Ni……等),形成铝基固溶体,从而提高铝合金的力学性能。
2.时效强化合金元素在铝中的固溶度随温度的降低而减少,通过加热到一定温度、保温、淬火而得到过饱和的铝基固溶体,过饱和的铝基固溶体在室温下放置一段时间,或加热到某一温度,其强度、硬度随时间的延长而增高,塑性、韧性降低。
在室温下放置产生时效的现象叫自然时效。
加热产生时效的现象叫人工时效。
3.过剩相强化合金元素超过其极限溶解度时,这些合金元素与铝或元素间形成硬而脆的金属间化合物,在合金中起阻碍滑移和位错运动的作用,使强度、硬度提高,塑性、韧性降低。
4.变质处理加入微量元素(钛、锆、铍、锶、稀土等),在合金结晶时,作为晶核,起细化晶粒作用,提高合金的强度和塑性。
在铝合金液中加入微量钠或钠盐作为变质剂,进行变质处理,细化晶粒可以显著提高其强度和塑性。
5.冷作硬化金属材料在再结晶温度以下变形,变形后材料即被强化,强化的程度随变形程度、变形温度及材料的性质而不同。
同种材料,在同一温度下冷变形时,其变形程度越大,则强度越高。
这是不能热处理的防锈铝合金和纯铝的强化方法。
三、铸造铝合金1.铸造铝合金牌号○1在牌号的最前面用“Z”表示铸造,其后用化学元素符号及数字表示。
例如:ZAlSi7Mg表示该平均含硅量为7%,平均含镁量为1%的铸造镁合金。
○2用合金代号表示。
合金代号由字母“Z”,“L”(它们分别是“铸”、“铝”的汉语拼音第一个字母)及其后的三位数字组成。
ZL后面的第一位数字表示合金系列,1—表示铝硅合金;2—表示铝铜合金;3—表示铝镁合金;4—表示铝锌合金。
其后的两位数字是表示该组合金的顺序。
若为优质合金则在数字后加“A”,例如:ZL101A是铝硅合金,相当于ZAlSi7MgA。
铝合金基础知识介绍共44页文档

谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——得很慢,但是我从不后退。——亚伯拉罕·林肯
39、勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳
40、学而不思则罔,思而不学则殆。——孔子
铝合金基础知识介绍
16、人民应该为法律而战斗,就像为 了城墙 而战斗 一样。 ——赫 拉克利 特 17、人类对于不公正的行为加以指责 ,并非 因为他 们愿意 做出这 种行为 ,而是 惟恐自 己会成 为这种 行为的 牺牲者 。—— 柏拉图 18、制定法律法令,就是为了不让强 者做什 么事都 横行霸 道。— —奥维 德 19、法律是社会的习惯和思想的结晶 。—— 托·伍·威尔逊 20、人们嘴上挂着的法律,其真实含 义是财 富。— —爱献 生
铝合金基础知识
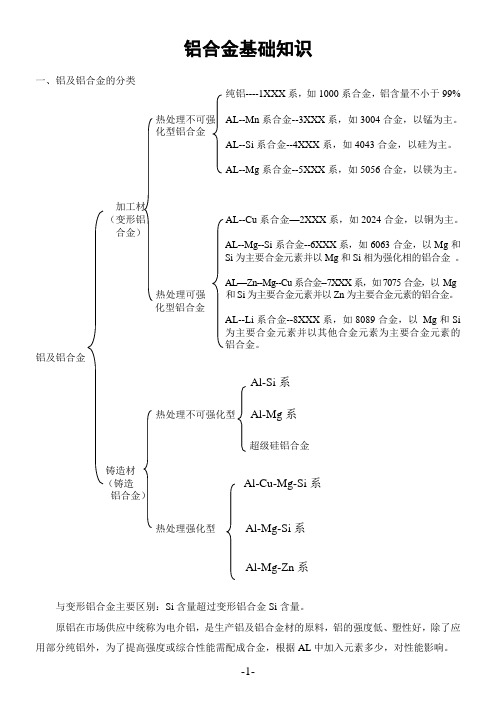
铝合金基础知识一、铝及铝合金的分类纯铝----1XXX 系,如1000系合金,铝含量不小于99%热处理不可强AL--Mn系合金--3XXX 系,如3004合金,以锰为主。
化型铝合金AL--Si系合金--4XXX系,如4043合金,以硅为主。
AL--Mg系合金--5XXX系,如5056合金,以镁为主。
加工材(变形铝AL--Cu系合金—2XXX系,如2024合金,以铜为主。
合金)AL--Mg--Si系合金--6XXX 系,如6063合金,以Mg和Si为主要合金元素并以Mg和Si相为强化相的铝合金。
AL—Zn--Mg--Cu系合金--7XXX系,如7075合金,以Mg热处理可强和Si为主要合金元素并以Zn为主要合金元素的铝合金。
化型铝合金AL--Li系合金--8XXX系,如8089合金,以Mg和Si为主要合金元素并以其他合金元素为主要合金元素的铝合金。
铝及铝合金Al-Si系热处理不可强化型Al-Mg系超级硅铝合金铸造材(铸造Al-Cu-Mg-Si系铝合金)热处理强化型Al-Mg-Si系Al-Mg-Zn系与变形铝合金主要区别:Si含量超过变形铝合金Si含量。
原铝在市场供应中统称为电介铝,是生产铝及铝合金材的原料,铝的强度低、塑性好,除了应用部分纯铝外,为了提高强度或综合性能需配成合金,根据AL中加入元素多少,对性能影响。
在上述分类基础上根据合金性能把AL--Mn、AL--Mg系合金又称作为防锈铝,AL--Cu系实际上是AL--Cu--Mg系又称作为硬铝,AL--Mg--Si系(包括AL--Mg--Si--Cu系)合金称为锻铝,AL—Zn—Mg 系是中等强度的可焊铝合金,AL—Zn—Mg--(Cu)系合金称为超硬铝。
在实际生产中也有把变形铝合金分为工业用铝、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金和超高强度铝合金。
二、变形铝及铝合金状态代号(GB/T16475-1996)1、基本原则:(1)基础状态代号用一个英文大写字母表示,(2)细分状态代号采用基础状态代号后跟一位或多们阿拉伯数字表示。
高一化学铝合金知识点归纳

高一化学铝合金知识点归纳化学是一门重要的科学领域,它不仅与我们日常生活息息相关,也在各个产业领域发挥着重要作用。
在高一化学学习中,铝合金是一个重要的知识点。
铝合金因其优异的性能和广泛的应用领域而备受关注。
本文将对高一化学铝合金知识点进行归纳,以帮助学生更好地理解和掌握这一知识。
1. 铝合金的特点和应用铝合金是由铝与其他金属或非金属元素按一定比例混合形成的材料。
铝合金具有优良的力学性能,具有轻质、高强度、抗腐蚀等特点,广泛应用于航空航天、交通运输、建筑、电子等领域。
例如,航空航天领域中的飞机、卫星等都使用了大量的铝合金材料。
2. 铝合金的合金元素铝合金中的合金元素有很多种,常见的有铜、锌、镁、锰等。
这些合金元素的添加可以改善铝合金的性能。
例如,添加铜可以提高铝合金的强度和硬度,添加锌可以提高铝合金的耐腐蚀性能,添加镁可以降低铝合金的密度。
3. 铝合金的热处理铝合金的热处理是指通过加热和冷却等工艺对其进行改性处理,以获得所需的性能。
常见的热处理方法包括固溶处理、时效处理和再结晶退火等。
固溶处理是指将合金加热至固溶温度,使合金元素均匀溶解,然后迅速冷却,以获得高强度和耐腐蚀性能;时效处理是指将固溶处理后的合金在适当温度下保温一段时间,以形成强化相,提高强度和硬度;再结晶退火是指将冷变形的合金加热至一定温度,使晶粒长大并重结晶,消除应力和改善塑性。
4. 铝合金的腐蚀和防护铝合金在大气中容易发生腐蚀,主要是由于氧化膜的形成和湿度等环境因素。
为了延长铝合金的使用寿命,需要采取相应的防护措施。
常见的防护方法包括表面处理、涂层和阳极氧化等。
表面处理可以通过去污、打磨等手段,去除铝合金表面的杂质和氧化物,提高铝合金的耐腐蚀性能;涂层是在铝合金表面涂覆一层耐腐蚀的物质,形成保护层,防止与外界环境接触;阳极氧化是一种电化学方法,通过在铝合金表面生成致密、均匀的氧化膜,提高铝合金的耐腐蚀性能。
5. 铝合金的回收利用铝合金具有良好的可回收性,回收利用可有效减少资源消耗和环境污染。
铝合金加工基本知识
铝合金加工基本知识铝合金是一种广泛应用于工业和日常生活中的金属材料,由于其优良的性能,如强度高、重量轻、耐腐蚀等,在航空航天、汽车制造、建筑、电子等领域都有着重要的地位。
要想充分发挥铝合金的优势,了解其加工的基本知识是至关重要的。
一、铝合金的分类铝合金的种类繁多,常见的分类方式有以下几种:1、按合金成分分类铝硅合金:具有良好的铸造性能和耐磨性。
铝铜合金:强度较高,耐热性好。
铝镁合金:耐腐蚀性好,强度适中。
铝锌合金:强度高,常用于高强度结构件。
2、按加工方式分类变形铝合金:通过压力加工(如轧制、挤压、锻造等)形成各种型材和板材。
铸造铝合金:用于铸造生产各种形状复杂的零件。
二、铝合金的性能特点1、强度铝合金的强度取决于其合金成分和加工工艺。
经过适当的热处理和加工强化,铝合金可以达到较高的强度,满足不同领域的使用要求。
2、耐腐蚀性铝合金表面容易形成一层致密的氧化膜,这层氧化膜能够有效阻止内部金属继续被腐蚀,使其具有良好的耐腐蚀性。
然而,在一些恶劣的环境中,如海洋环境或强酸碱环境,仍需要采取特殊的防护措施。
3、导热性和导电性铝合金具有良好的导热性和导电性,这使得它在电子、电器等领域得到广泛应用。
4、加工性能铝合金具有较好的塑性和可加工性,可以通过各种加工方法制成各种形状和尺寸的产品。
三、铝合金的加工方法1、铸造铸造是将铝合金加热至液态,然后倒入模具中,冷却凝固成型的方法。
常见的铸造方法有砂型铸造、金属型铸造、压力铸造等。
铸造可以生产形状复杂、尺寸较大的零件,但铸件的精度和表面质量相对较低。
2、塑性加工轧制:通过轧机将铝合金坯料轧制成板材、带材等。
挤压:将铝合金坯料放入挤压筒中,通过挤压模具挤出各种型材。
锻造:对铝合金坯料施加压力,使其发生塑性变形,获得所需形状的锻件。
塑性加工可以显著提高铝合金的强度和性能,同时获得较高的精度和表面质量。
3、机械加工使用机床(如车床、铣床、钻床等)对铝合金零件进行切削、钻孔、铣削等加工,以获得精确的尺寸和形状。
产品知识培训1--铝及铝合金基本知识介绍

主要应用领域举例
用于制造飞机、航天器、轨道车辆汽车、 船舶、桥梁、高层建筑、重型机械部件和 质量轻的容器 用于制造桥梁、飞机、压力容器、集装箱、 建筑结构材料、小五金等 受力结构部件框架,一般用品及各种容器, 光学仪器及其他形状复杂的精密零件 建筑用壁板,器具装饰,装饰品,标牌,门 窗,幕墙,汽车和飞机蒙皮,仪器外壳及室 内外装饰材料等 门板、车辆,船舶外部覆盖材料、厨房器具、 化学装置、屋顶瓦板、电动洗衣机、海水淡 化、化工石油、材料、化学药品包装等 用于化学装置、包装及酸和化学制品包装等 电线、母线接头、锅、电饭锅、热交换器、 汽车散热器、电子元件等 照明器具,反射镜、屋顶瓦板、抛物面天线、 冷藏库、冷冻库、投光器、冷暖器的隔热材 料
一、铝合金基础基本特性
基本特性 质量轻 主要特点 铝的密度为2.7g/cm3约为铜或铁的1/3,是 轻量化的良好材料
铝的力学性能不如钢铁,但它的比强度高,可以添加铜、 镁、锰、锌、硅等合金元素,制成铝合金,再经热处理, 而得到很高的强度。铝合金的比强度较普通钢好,也可 以和特殊钢媲美 铝的延展性优良易于挤出性状复杂的中空型材和适于拉 伸加工及其他各种冷热塑性成形 铝及其合金的表面有氧化膜,呈银白色,相当美观,如 果经过氧化处理,其表面的氧化膜更牢固,而且还可以 用着色和喷涂等方法,制造出各种颜色和光泽的表面 铝及其合金,因为表面能生成硬而致密的氧化薄膜,很 多物质对他不产生腐蚀作用,选择不同合金,在工业区, 海岸地区使用,也会有很优良的耐久性 对硝酸、冰醋酸、过氧化氢等化学药品不反应,有非常 好的耐药性 热导率、电导率仅次于铜,约为钢铁的3-4倍
3、过剩相强化 4、细化组织强化及变质处理 在铝合金中添加微量合金元素细化组织是提 高铝合金力学性能的另一种重要手段。 5、冷变形强化 a、冷变形强化亦称冷作硬化,即金属材料在再结 晶温度以下的冷变形。冷变形后材料即被强化, 强化的程度随变形度、变形温度及材料本身的性 质而不同。同一种材料在同一温度下冷变形时, 变形度越大则强度越高。但塑性随变形程度的增 加而降低。 b、不能热处理强化的纯铝、防锈铝合金主要采用 冷变形强化。
高一化学铝合金知识点汇总
高一化学铝合金知识点汇总铝合金是由铝及其他金属或非金属元素组成的合金。
它具有轻质、耐腐蚀、强度高等特点,广泛应用于航空、汽车、建筑等领域。
在高一化学学习中,对于铝合金的了解是非常重要的。
本文将对高一化学中涉及到的铝合金知识点进行汇总。
一、铝合金的成分及特性铝合金中的主要成分是铝,其余成分可以是铜、镁、锌等。
不同成分的铝合金具有不同的特性。
例如,铜可以提高铝合金的硬度和强度;镁可以提高铝合金的塑性和耐蚀性;锌可以提高铝合金的热处理性能。
铝合金的轻量化、高强度、耐腐蚀等特点使其成为现代工业中不可或缺的材料。
二、铝合金的制备方法铝合金的制备方法主要包括熔炼法和粉末冶金法。
熔炼法是将金属原料加热至熔点,使其融化混合,然后通过冷却凝固得到铝合金。
粉末冶金法是将金属粉末和其他添加剂混合均匀,然后通过压制、烧结等工艺得到铝合金制品。
不同的制备方法可以得到不同性能的铝合金。
三、铝合金的应用领域1. 航空航天领域:铝合金的轻量化和高强度使其成为航空航天领域的理想材料,用于制造飞机、火箭等航天器件。
2. 汽车领域:铝合金可以减轻汽车的自重,提高燃油效率和行驶性能。
现代汽车中的发动机、车身结构等多处应用了铝合金。
3. 建筑领域:铝合金的耐腐蚀性和轻质性能使其成为建筑领域的重要材料。
铝合金门窗、幕墙等产品在建筑中得到广泛应用。
4. 电子领域:铝合金具有良好的导电性和散热性,适用于电子产品的外壳、散热器等部件。
5. 运动器材领域:铝合金制造的自行车、高尔夫球杆等运动器材具有轻量、坚固的特点,受到运动爱好者的欢迎。
四、铝合金的改性方法改性是指通过掺杂、合金化等方法改变铝合金的性质。
常见的改性方法有固溶处理、时效处理、冷变形等。
固溶处理是将铝合金加热至一定温度,使合金中的原子溶解在铝基体中,然后通过快速冷却固定其位置,以改善合金的强度和硬度。
时效处理是在固溶处理后将合金加热至较低温度,使合金中的原子重新排列,增加合金的强度和韧性。
铝合金材料知识大全
铝合金材料知识大全铝合金是一种广泛应用于各个领域的材料,具有轻、强、耐腐蚀等特点。
本文将为您提供一份铝合金材料的知识大全,包括以下几个方面的内容:1. 铝合金的组成和分类铝合金是由铝与其他金属元素共同合金化而成的材料。
根据不同的金属合金元素,铝合金可以分为几个不同的分类,如铜铝合金、锌铝合金、镁铝合金等。
每种不同的合金元素组成会赋予铝合金不同的特性和用途。
2. 铝合金的特性和优势铝合金具有许多优秀的特性和优势。
例如,它具有高强度、低密度,可以减轻结构负荷;具有优良的导热性和导电性;具有良好的耐腐蚀性,能够在恶劣环境下长时间使用。
3. 铝合金的应用领域铝合金广泛应用于各个领域。
例如,汽车工业中使用铝合金制造车身和发动机零部件,以减轻车辆重量提高燃油效率;航空航天领域中使用铝合金制造飞机结构件,具有良好的强度和耐蚀性;建筑领域使用铝合金制造门窗、幕墙等,具有美观轻便的特点。
4. 铝合金的加工和制造铝合金的加工和制造方法有很多种,包括铸造、锻造、轧制、拉伸等。
不同的加工方法可以获得不同形状和性能的铝合金制品。
5. 铝合金的维护和保养铝合金制品在使用过程中需要进行适当的维护和保养,以延长其使用寿命。
维护和保养方法包括清洁、涂层保护、定期检查等。
以上是关于铝合金材料的知识大全,希望能对您有所帮助。
如有任何疑问,请随时与我们联系。
谢谢!(总字数:XXX)Please note that the word count placeholder (XXX) should be replaced with the actual word count of the document.。
铝合金基础知识.docx

铝合金基础知识一、常用术语1.1合金:由基体元素、合金元素和杂质元素组成的一种金属物质。
1.2杂质:存在于金属屮但并非是有意加入或保留的金属或非金属元索。
1.3变形铝合金:主要通过塑性变形加工成产品的合金。
1.4纯铝:铝含量至少为99.0%且Si和Fe含量不大于1%,其余元素含量不大于0.1%。
1.5型材:延其纵向全长,横断面均一,且横断面形状不同于棒材、管材、线材、板材等压力产品,型材乂可分为空心型材和实心型材。
1.6热处理:将金属材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部的金相组织结构来控制其性能的一种热加工工艺。
1.7加工硕化:金属材料在再结晶温度以下发生塑性变形时強度和硕度升高,而塑性和韧性降低的现象。
1.8变质处理:在铝合金液屮加入微量钠或钠盐作为变质剂,进行变质处理,细化晶粒可以显著提高其强度和塑性。
1.9淬火:将加热到高温的合金置入液态或气态介质中或与固体相接触,使合金快速冷却的一种热处理方法。
1.10固溶处理:通过高温加热使铝合金中的强化相溶入基体,随后快速冷却以抑制强化相在冷却过程中重新析出,以获得铝基过饱和固溶体的过程。
1.11均质(均匀化退火):均匀化退火是通过高温下常时间保温,原子充分扩散而使铸锭枝晶偏析消除达到成分、组织均匀,改善室温下塑性以及冷、热加工工艺性能, 降低铸锭热轧开裂的危险。
同时,均匀化退火可降低变形抗力,提高设备生产效率。
均匀化退火的工艺制度,包括退火温度、加热速度、保温时间及冷却速度。
1.12时效处理:在一定的温度下,保持一定的时间,过饱和固溶体发生分解(称为脱溶),引起铝合金强度和硕度大幅度提高,这种热处理过程称之为时效。
在室温下自然停放一定的时间,铝合金强度及硬度提高的方法称为自然时效。
人为的将铝合金制品在高于室温下的某一温度,保温一定的时间,以提高铝合金强度及硕度的方法称人工时效。
时效强化的实质是从过饱和固溶体中析岀许多非常细小的沉淀物颗粒(一般是金属化合物,也可能是过饱和固溶体中的溶质原子在许多微小地区聚集), 形成一些体积很小的溶质原子富集区。
铝合金基本常识.

一、鋁合金基本常識1.分類純鋁─1000系非熱處理合金鋁錳系合金─3000系鋁矽系合金─4000系展伸材料鋁鎂系合金─5000系鋁銅鎂系合金─2000系熱處理合金鋁鎂矽系合金─6000系鋁鋅鎂系合金─7000系2.合金編號我國目前通用的是美國鋁業協會〈Aluminium Association〉的編號。
茲舉例說明如下:1070-H14(純鋁)2017-T4(熱處理合金)3004-H32(非熱處理合金)2.1第一位數:表示主要添加合金元素1:純鋁2:主要添加合金元素為銅3:主要添加合金元素為錳或錳與鎂4:主要添加合金元素為矽5:主要添加合金元素為鎂6:主要添加合金元素為矽與鎂7:主要添加合金元素為鋅與鎂8:不屬於上列合金系的新合金2.2第二位數:表示原合金中主要添加合金元素含量或雜質成分含量經修改的合金0:表原合金1:表原合金經第一次修改2:表原合金經第二次修改2.3第三及四位數:純鋁:表示原合金合金:表示個別合金的代號〝-〞:後面的Hn或Tn表示加工硬化的狀態或熱處理狀態的鍊度符號-Hn :表示非熱處理合金的鍊度符號-Tn :表示熱處理合金的鍊度符號二、鋁及鋁合金的熱處理2.1鍊度符號若添加合金元素尚不足於完全符合要求,尚須藉冷加工、淬水、時效處理及軟燒等處理,以獲取所需要的強度及性能。
這些處理的過程稱之為調質,調質的結果便是鍊度。
2.2軟燒處理2.2.1目的:展伸用材料包括壓延用材料,擠壓用材料及鍛造用材料,通常其製程序為:熔鑄→熱加工→冷加工→材料成品在熱加工或冷加工的過程中,材料發生加工硬化的情況,使強度變大或導致加工硬化的情況,使強度變大或導致加工性減低。
為消除這些加工硬化,於冷加工前,中或後所施的熱處理即為軟燒處理,其目的在使材料具有使用上所需要的程度。
2.2.2分類2.2.2.1部分軟燒:僅消除部份加工硬化,處理溫度在再結晶溫度以下,實際溫度則視強度而定,強度愈高則處理溫度較低。
2.2.2.1部分軟燒:僅消除部份加工硬化,處理溫度在再結晶溫度以下,實際溫度則視強度而定,強度愈高則處理溫度較低。
铝合金基本知识(附专业词汇)
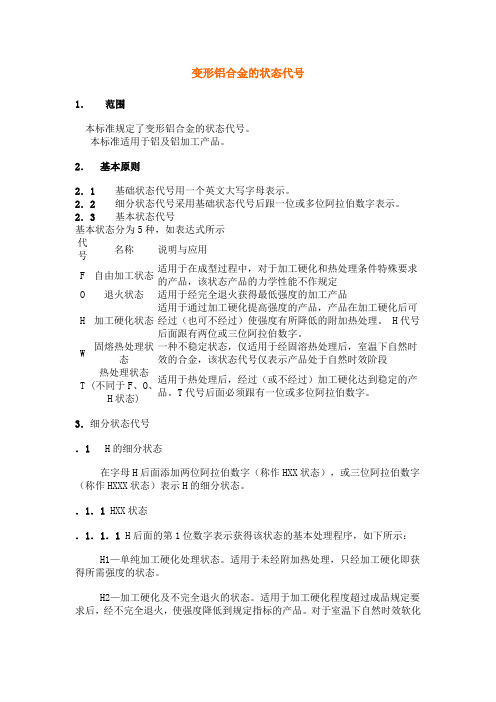
变形铝合金的状态代号1.范围本标准规定了变形铝合金的状态代号。
本标准适用于铝及铝加工产品。
2.基本原则2.1基础状态代号用一个英文大写字母表示。
2.2细分状态代号采用基础状态代号后跟一位或多位阿拉伯数字表示。
2.3基本状态代号基本状态分为5种,如表达式所示代号名称说明与应用F 自由加工状态适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作规定O 退火状态适用于经完全退火获得最低强度的加工产品H 加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理。
H代号后面跟有两位或三位阿拉伯数字。
W 固熔热处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段T热处理状态(不同于F、O、H状态)适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。
T代号后面必须跟有一位或多位阿拉伯数字。
3.细分状态代号.1 H的细分状态在字母H后面添加两位阿拉伯数字(称作HXX状态),或三位阿拉伯数字(称作HXXX状态)表示H的细分状态。
.1.1 HXX状态.1.1.1 H后面的第1位数字表示获得该状态的基本处理程序,如下所示:H1—单纯加工硬化处理状态。
适用于未经附加热处理,只经加工硬化即获得所需强度的状态。
H2—加工硬化及不完全退火的状态。
适用于加工硬化程度超过成品规定要求后,经不完全退火,使强度降低到规定指标的产品。
对于室温下自然时效软化的合金,H2与对应的H3具有相同的最小极限抗拉强度值;对于其它合金,H2与对应的H1具有相同的最小极限抗拉强度值,但延伸率比H1稍高。
H3—加工硬化及稳定化处理的状态。
适用于加工硬化后经热处理或由于加工过程中受热作用致使其力学性能达到稳定的产品。
H3状态仅适用于在室温下逐渐时效软化(除非经稳定化处理)的合金。
H4—加工硬化及涂漆处理的状态。
适用于加工硬化后,经涂漆处理导致了不完全退火的产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变形铝合金的状态代号1.范围本标准规定了变形铝合金的状态代号。
本标准适用于铝及铝加工产品。
2.基本原则2.1基础状态代号用一个英文大写字母表示。
2.2细分状态代号采用基础状态代号后跟一位或多位阿拉伯数字表示。
2.3基本状态代号基本状态分为5种,如表达式所示代号名称说明与应用F 自由加工状态适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作规定O 退火状态适用于经完全退火获得最低强度的加工产品H 加工硬化状态适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理。
H代号后面跟有两位或三位阿拉伯数字。
W 固熔热处理状态一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段T热处理状态(不同于F、O、H状态)适用于热处理后,经过(或不经过)加工硬化达到稳定的产品。
T代号后面必须跟有一位或多位阿拉伯数字。
3.细分状态代号.1 H的细分状态在字母H后面添加两位阿拉伯数字(称作HXX状态),或三位阿拉伯数字(称作HXXX状态)表示H的细分状态。
.1.1 HXX状态.1.1.1 H后面的第1位数字表示获得该状态的基本处理程序,如下所示:H1—单纯加工硬化处理状态。
适用于未经附加热处理,只经加工硬化即获得所需强度的状态。
H2—加工硬化及不完全退火的状态。
适用于加工硬化程度超过成品规定要求后,经不完全退火,使强度降低到规定指标的产品。
对于室温下自然时效软化的合金,H2与对应的H3具有相同的最小极限抗拉强度值;对于其它合金,H2与对应的H1具有相同的最小极限抗拉强度值,但延伸率比H1稍高。
H3—加工硬化及稳定化处理的状态。
适用于加工硬化后经热处理或由于加工过程中受热作用致使其力学性能达到稳定的产品。
H3状态仅适用于在室温下逐渐时效软化(除非经稳定化处理)的合金。
H4—加工硬化及涂漆处理的状态。
适用于加工硬化后,经涂漆处理导致了不完全退火的产品。
3.1.1.2 H后面的第2位数字表示产品的加工硬化程度。
数字8表示硬状态。
通常采用O状态的最小抗拉强度与表2 规定的强度差值之和,来规定HX8的最小抗拉强度值。
对于O(退火)和HX8状态之间的状态,应在HX代号后分别添加从1到7的数字来表示,在HX后添加数字9表示比HX8加工硬化程度更大的超硬状态,各种HXX细分状态代号及对应的加工硬化程度如表3所示:表2 HX8状态与O状态的最小抗拉强度差值O状态的最小抗拉强度/Mpa HX8状态与O状态的最小抗拉强度差值/Mpa≤40 45~60 65~80 85~100 105~120 125~160 165~200 205~240 245~280 285~320 ≥32555 65 75 85 90 95 100 105 110 115 120表3 HXY细分状态代号与加工硬化程度细分状态代号加工硬化程度HX1 抗拉强度极限为O与HX2状态的中间值HX2 抗拉强度极限为O与HX4状态的中间值HX3 抗拉强度极限为HX2与HX4状态的中间值HX4 抗拉强度极限为O与HX8状态的中间值HX5 抗拉强度极限为HX4与HX6状态的中间值HX6 抗拉强度极限为HX4与HX8状态的中间值HX7 抗拉强度极限为HX6与HX8状态的中间值HX8 硬状态HX9 超硬状态最小抗拉强度极限值超HX8状态至少10Mpa 注:当按上表确定的HX1~HX9状态的抗拉强度值,不是以0或5结尾的。
应修约至以0或5结尾的相邻较大值。
3.1.2 HXXX状态HXXX状态代号如下所示:a)H111适用于最终退火后又进行了适量的加工硬化,但加工硬化程度又不及H11状态的产品。
b)H112适用于热加工成型的产品。
该状态产品的力学性能有规定要求。
c)H116适用于镁含量≥4.0%的5XXX系合金制成的产品。
这些产品具有规定的力学性能和抗剥落腐蚀性能要求。
d)花纹板的状态代号花纹板的状态代号和其对应的、压花前的板材状态代号如表4所示:表4 花纹板和其压花前的板材状态代号对照花纹板的状态代号压花前的板材状态代号H114 OH124 H224 H324 H11 H21 H31H134 H234 H334 H12 H22 H32H144 H244 H344 H13 H23 H33H154 H254 H354 H14 H24 H34H164 H264 H364 H15 H25 H35H174 H274 H374 H16 H26 H36H184 H284 H384 H17 H27 H37H194 H294 H394 H18 H28 H38H195 H295 H395 H19 H29 H393.2T的细分状态在字母T后面添加一位或多位阿拉伯数字表示T的细分状态。
3.2.1 TX状态在T后面添加0~10的阿拉伯数字,表示细分状态(称作TX状态)如表5所示。
T后面的数字表示对产品的茶杯处理程序。
表5TX细分状态代号说明与应用状态代号说明与应用TO固溶热处理后,经自然时效再通过冷加工的状态。
适用于经冷加工提高强度的产品T1 由高温成型过程冷却,然后自然时效至基本稳定的状态。
适用于由高温成型过程冷却后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品。
T2 由高温成型过程冷却,经冷加工后自然时效至基本稳定的状态。
适用于由高温成型过程冷却后,进行冷加工、或矫直、矫平以提高强度的产品T3 固溶热处理后进行冷加工,再,经自然时效至基本稳定的状态。
适用于在固溶热处理后,进行冷加工、或矫直、矫平以提高强度的产品T4 固溶热处理后自然时效至基本稳定的状态。
适用于固溶热处理后,不在进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品T5 由高温成型过程冷却,然后进行人工时效的状态。
适用于由高温成型过程冷却后,不经过冷加工(可进行矫直、矫平,但不影响力学性能极限),予以人工时效的产品。
T6 由固溶热处理后进行人工时效的状态。
适用于由固溶热处理后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品。
T7 由固溶热处理后进行人工时效的状态。
适用于由固溶热处理后,为获取某些重要特性,在人工时效时,强度在时效曲线上越过了最高峰点的产品,T8 固溶热处理后经冷加工,然后进行人工时效的状态。
适用于经冷加工、或矫直、矫平以提高产品强度的产。
T9 固溶热处理后人工时效,然后进行冷加工的状态。
适用于经冷加工提高产品强度的产品。
T1O 由高温成型过程冷却后,进行冷加工,然后进行人工时效的状态。
适用于经冷加工、或矫直、矫平以提高产品强度的产品。
注:某些6XXX的合金,无论是炉内固溶热处理,还是从高温成型过程急冷以保留可溶性组分在固溶体中,均能达到相同的固溶热处理效果,这些合金的T3、T4、T6、T7、T8和T9状态可采用上述两种处理方法的任一种。
3.2.2 T状态及TXXX状态(消除应力状态外)在TX状态代号后面再添加一位阿拉伯数字(称作TXX状态),或添加两位阿拉伯数字(称作TXXX状态),表示经过了明显改变产品特性(如力学性能、抗腐蚀性能等)的特定工艺处理的状态,如表6所示。
表 6TXX及TXXX细分状态代号说明与应用状态代号说明与应用T42 适用于自O或F状态固溶热处理后,自然时效达到充分稳定状态的产品,也适用于需方对任何状态的加工产品热处理后,力学性能达到了T42状态的产品T62 适用于自O或F状态固溶热处理后,进入人工时效的产品,也适用于需方对任何状态的加工产品热处理后,力学性能达到了T62状态的产品T73 适用于固溶热处理后,经过时效以达到规定的力学性能和抗应力腐蚀性能指标的产品T74 与T73状态定义相同。
该状态的抗拉强度大于T73状态,但小于T76状态T76 与T73状态定义相同。
该状态的抗拉强度分别高于T73、T74状态,抗应力腐蚀断裂性能分别低于T73、T74状态,但其抗剥落腐蚀性能仍较好T7X2 适用于自O或F状态固溶热处理后,进行人工时效处理,力学性能及抗腐蚀性能达到了T7X状态的产品T81 适用于固溶热处理后,经1%左右的冷加工变形提高强度,然后进行人工时效的产品T87 适用于固溶热处理后,经7%左右的冷加工变形提高强度,然后进行人工时效的产品3.2.3消除应力状态在上述TX或TXX或TXXX状态代号后面添加“51”、或“510”、或“511”或“52”或“54”表示经历了消除应力处理的产品状态代号,如表7所示。
表7消除应力状态代号说明与应用状态代号说明与应用TX51 TXX51 TXXX51 适用于固溶热处理或自高温成型过程冷却后,按规定量进行拉伸的厚板、轧制或冷精整的棒材以及模锻件、锻环或轧制环,这些产品拉伸后不再进行矫直。
厚板的永久变形量为1.5%~3%;轧制或冷精整棒材的永久变形量为1%~3%;模锻件锻环或轧制环的永久变形量为1%~5%TX510 TXX510 TXXX510 适用于固溶热处理或自高温成型过程冷却后,按规定量进行拉伸的挤制棒、型和管材,以及拉制管材,这些产品拉伸后不再进行矫直。
挤制棒、型和管材的永久变形量为1%~3%;拉制管材的永久变形量为1.5%~3%TX511 TXX511 TXXX511 适用于固溶热处理或自高温成型过程冷却后,按规定量进行拉伸的挤制棒、型和管材,以及拉制管材,这些产品拉伸后可微略行矫直以符合标准公差。
挤制棒、型和管材的永久变形量为1%~3%;拉制管材的永久变形量为1.5%~3%TX52 TXX52 TXXX52 适用于固溶热处理或自高温成型过程冷却后,通过压缩来消除应力,以产生1%~5%,永久变形量的产品TX54TXX54TXXX54适用于在终锻模内通过冷整形来消除应力的模锻件4.3W的消除应力状态正如T的消除应力状态代号表示方法,可在W状态代号后面添加相同的数字(51、52、54),以表示不稳定的固溶热处理及消除应力状态。
附录A (提示的附录)原状态代号相应的新代号旧代号新代号旧代号新代号M R Y Y1 Y2 Y4 T CZ CSOH112或FHX8HX6HX4HX2HX9T4T6CYSCZYCSYMCSMCZCGS1CGS2CGS3RCSTX51、TX52等T0T9T62T42T73T76T74T5注:原以R状态交货的、提供CZ、CS试样性能的产品,其状态可分别对应新代号T62、T42。
铝及铝合金腐蚀的基本类型1.点腐蚀点腐蚀又称为孔腐蚀,是在金属上产生针尖状、点状、孔状的一种为局部的腐蚀形态。
点腐蚀是阳极反应的一种独特形式,是一种自催化过程,即点腐蚀孔内的腐蚀过程造成的条件既促进又足以维持腐蚀的继续进行。
2.均匀腐蚀铝在磷酸与氢氧化钠等溶液中,其上的氧化膜会溶解,发生均匀腐蚀,溶解速度也是均匀的。