液压振动功能说明书
液压振动锤的工作原理

液压振动锤的工作原理
液压振动锤是一种利用液压系统产生振动力来进行施工作业的工具。
其工作原理主要包括以下几个方面:
1. 液压系统:液压振动锤内部装有液压系统,由液压泵、液压站等组成。
当液压泵开始工作时,通过管道将液压油输送到液压振动锤的工作腔室。
2. 工作腔室:液压振动锤的工作腔室是振动锤内部的一个密闭腔室,用于容纳液压油和承受液压油的冲击力。
当液压油流入工作腔室时,腔室内的压力会逐渐增大。
3. 偏心重锤:液压振动锤内部设有一个偏心重锤,其位于工作腔室的一端。
当液压油进入工作腔室后,由于压力的增大,会将偏心重锤向另一端推动,产生冲击力。
4. 弹簧系统:液压振动锤还配备了弹簧系统,用于吸收振动冲击力,确保振动锤的稳定工作。
当偏心重锤受到压力推动后,它会受到弹簧系统的约束,产生往复振动。
5. 振动传导:液压振动锤的工作腔室内的振动力会通过振动锤的底座传导到施工对象上。
底座与施工对象接触,使得振动力被传递到施工对象上,实现了对施工对象的振动压实作用。
总的来说,液压振动锤的工作原理是通过液压系统产生压力推动偏心重锤,产生振动冲击力,并通过弹簧系统和底座将振动
力传导到施工对象上,从而实现对土壤或其他施工对象的振动压实。
液压振动锤安全操作规范
液压振动锤安全操作规范1. 前言本文档旨在确保使用液压振动锤时的安全操作。
液压振动锤在建筑、道路施工和其他工程项目中广泛使用,但不正确的操作可能导致事故和伤害。
因此,执行下列规范对于保障工作人员和现场安全至关重要。
2. 设备准备在使用液压振动锤之前,必须进行以下准备工作:- 确保液压振动锤处于良好工作状态,没有任何损坏或故障。
- 检查液压油的水平,并根据需要进行添加或更换。
- 确保所有液压管路连接安全可靠,没有泄漏。
- 充分了解液压振动锤的使用说明书,并将其放置在易于访问的位置。
3. 操作规范在使用液压振动锤时,请遵循以下操作规范:- 只有经过培训和获得操作许可的工作人员才能使用液压振动锤。
- 穿戴适当的个人防护装备,如安全帽、护目镜、耳塞和防护手套。
- 在操作前,清除工作区域内的杂物和障碍物,并确保人员安全撤离。
- 液压振动锤使用过程中,不得使用无线电等干扰设备,以防止发生电磁干扰。
- 执行液压振动锤的启动和停止程序时,请严格按照设备说明书上的要求进行操作。
- 在使用过程中严禁身体部位接触液压振动锤的工作部位。
- 定期清洁和维护液压振动锤,以保持其正常运行状态。
4. 应急处理在发生紧急情况时,请立即采取以下措施:- 停止液压振动锤的操作,并将其关闭。
- 立即向现场主管或安全人员报告事故,并提供相关细节和情况。
- 如有必要,提供医疗援助给受伤人员,并确保他们得到妥善照顾。
- 完成必要的记录和报告,以便事故调查和预防。
以上为《液压振动锤安全操作规范》的要点内容,希望能够提醒和指导工作人员在使用液压振动锤时注意安全,并防止潜在的事故发生。
工作人员应遵守本规范,严格执行操作规程,确保工作场所的安全。
E143液压站说明书
E143液压站说明书目录一、概述二、结构及工作原理三、安装调试四、使用与维护一、概述液压泵站装置是由液控系统和电控系统两部分组合而成。
液压部分由一台液压泵站向工作机构(油缸)提供必须的液压动力,通过液压控制阀使油缸工作,操作程序及相应的工作联锁关系等由电控系统完成。
是一种机、电、液一体化的组合型产品,其形式、尺寸和主要性能参数通用化程度较高。
其主要优点如下:1.液压系统可采用单泵、单机、单源压工作,系统反应灵敏,操作方便,安全可靠。
2.液压泵站布置方式为上置式,便于拆装更换及维修。
3.系统过载自动保护功能。
二、结构及工作原理液压泵站系统是由油箱、阀组、集成块泵机组、液压附件、管路等若干元件组成。
工作原理:电机带动油泵输出压力油,经先导型溢流阀调节系统工作压力,通过液压阀组进行方向和流量控制。
三、安装调试要求1.液压元件的安装:(1)安装前元件应进行质量检查,根据情况进行拆洗,并进行测试,合格后安装。
(2)安装前应将各种自动控制仪表进行检验,以避免不准确而造成事故。
(3)液压泵及其传动要求较高的同心度,一般情况必须保证同心度在0.1mm以下,倾斜角不得大于1°。
(4)在安装联轴器时,不要用力敲打泵轴,以免损伤泵的转子。
(5)液压泵的进、出油口和旋转方向,在泵上均有标志,不得接反。
(6)油箱应仔细清洗,用压缩空气干燥后,再用煤油检查焊缝质量。
(7)泵及各种阀以及指示仪表等的安装位置,应注意使用及维修方便。
(8)安装各种阀时,应注意进油口与回油口的方位。
为了避免空气渗入阀内,连接处应保证密封良好,保证按紧固扭矩值安装。
(9)管路连接密封件或材料不能满足密封时,应更换密封件的形式或材料。
(10)液压缸安装要求:A、液压缸的安装孔应扎实可靠。
B、配管连接不得松弛。
C、在有尘和赃杂物场所,液压缸、活塞杆伸缩部件应予保护。
D、液压缸接油口方向、顺序与电磁阀出口相对应,油缸接油口不能颠倒。
2.管道安装与清洗:管道安装一般在连接的设备及执行的安装完后进行。
液压系统使用说明书
液压系统使用说明书一:产品性能特点本液压系统是专用的液压设备,是根据厂家的技术要求来定制设计,为满足专业厂家在新技术改造中应用新生技术,减少劳动强度,提高效率,确保安全生产。
希望用户在安装调试,使用过程中要高度重视,认真对待,派懂电,懂液压的相关人员负责。
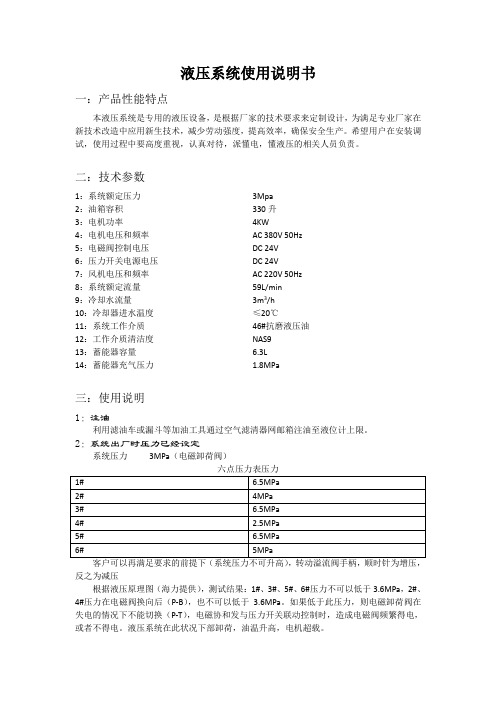
二:技术参数1:系统额定压力3Mpa2:油箱容积330升3:电机功率4KW4:电机电压和频率AC 380V 50Hz5:电磁阀控制电压DC 24V6:压力开关电源电压DC 24V7:风机电压和频率AC 220V 50Hz8:系统额定流量59L/min9:冷却水流量3m3/h10:冷却器进水温度≤20℃11:系统工作介质46#抗磨液压油12:工作介质清洁度NAS913:蓄能器容量 6.3L14:蓄能器充气压力 1.8MPa三:使用说明1:注油利用滤油车或漏斗等加油工具通过空气滤清器网邮箱注油至液位计上限。
2:系统出厂时压力已经设定系统压力3MPa(电磁卸荷阀)客户可以再满足要求的前提下(系统压力不可升高),转动溢流阀手柄,顺时针为增压,反之为减压根据液压原理图(海力提供),测试结果:1#、3#、5#、6#压力不可以低于3.6MPa,2#、4#压力在电磁阀换向后(P-B),也不可以低于3.6MPa。
如果低于此压力,则电磁卸荷阀在失电的情况下不能切换(P-T),电磁协和发与压力开关联动控制时,造成电磁阀频繁得电,或者不得电。
液压系统在此状况下部卸荷,油温升高,电机超载。
3:最适宜的油温为30-60度,由于本系统的特殊性,要求液压站工作时,需要通过循环冷却水进行热交换,水冷却器下口为进水口,上口为回水口。
4:液压油一般为8-10月更换一次,并清洗油箱,去除污垢尘埃。
5:外接电源电压必须使控制电压与电磁铁标牌一致。
6:液压站第一次启动时,首先确认电机转向是否与所贴箭头一致。
确认无误后,放可开机。
一般情况下,电机禁止频繁启、闭。
7:系统开机后,应检查各部工作压力是否在工作范围内。
派克液压系统UP3000-100国电使用说明书
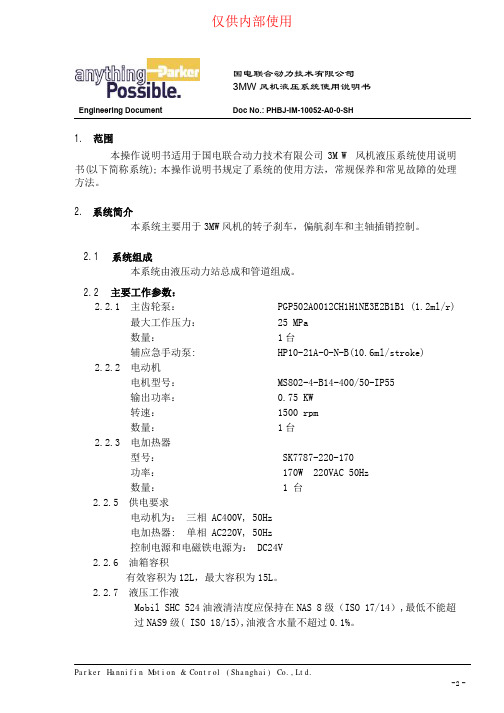
国电联合动力技术有限公司3MW风机液压系统使用说明书Engineering Document Doc No.: PHBJ-IM-10052-A0-0-SH1. 范围本操作说明书适用于国电联合动力技术有限公司3MW风机液压系统使用说明书(以下简称系统); 本操作说明书规定了系统的使用方法,常规保养和常见故障的处理方法。
2. 系统简介本系统主要用于3MW风机的转子刹车,偏航刹车和主轴插销控制。
2.1 系统组成本系统由液压动力站总成和管道组成。
2.2 主要工作参数:2.2.1 主齿轮泵: PGP502A0012CH1H1NE3E2B1B1 (1.2ml/r)最大工作压力: 25 MPa数量: 1台辅应急手动泵: HP10-21A-O-N-B(10.6ml/stroke)2.2.2 电动机电机型号: MS802-4-B14-400/50-IP55输出功率: 0.75 KW转速: 1500 rpm数量: 1台2.2.3 电加热器型号: SK7787-220-170功率: 170W 220VAC 50Hz数量: 1 台2.2.5 供电要求电动机为:三相 AC400V, 50Hz电加热器: 单相 AC220V, 50Hz控制电源和电磁铁电源为: DC24V2.2.6 油箱容积有效容积为12L,最大容积为15L。
2.2.7 液压工作液Mobil SHC 524油液清洁度应保持在NAS 8级(ISO 17/14),最低不能超过NAS9级( ISO 18/15),油液含水量不超过0.1%。
2.3 外形及安装说明外形, 外接管路及地脚螺钉尺寸见所附外形图3. 工况说明:系统液压回路及相关的技术参数见液压系统原理图和附件样本。
系统由电机泵组(6,7,8)提供动力, 系统压力由溢流阀(13.1)调整至170bar,蓄能器(22,23)提供应急动力源, 压力传感器(19.3)监控主系统压力, 压力传感器(19.2)监控偏航刹车压力, 压力传感器(19.1)监控主轴刹车压力,节流阀(24)平时处于关断状态, 在泵卸荷时才需要开启.3.1 转子制动回路转子制动器系统用来停止转子。
液压减震器说明书
摘要液压式减振器是车辆悬架系统中主要的阻尼元件,其性能好坏直接关系到整车的安全性及舒适性。
其中活塞杆是减振器中重要元件,在工作中主要承受上下往复的运动。
由于汽车要在不同工况下工作,活塞杆就要承受不同高度的运动,为了检测活塞杆在工作能承受工作载荷的极限设计了液压式减振器活塞杆拉断试验台。
试验台采用四根立柱做为支撑,并对四根立柱做了强度和刚度的校核满足设计要求。
四根立柱支撑上横梁采用光杠固定式,由上横梁上的液压缸施行拉断实验。
并对试验台中的缸,泵,阀进行了计算选取了标准的元件。
由于它采用液压油做为动力源,因而具有使用灵活和噪声小,性能较高的特点。
此外本设计还应用了较为先进的设计手段,用C语言进行计算编程和用CAXA软件绘图。
关键词:拉断;液压;试验台;减振器AbstractHydraulic shock absorber, vehicle suspension damping system in the main components, the performance cars have a direct bearing on the safety and comfort. In the shock absorber piston rod which is an important component in the work of the major bear reciprocating movement from top to bottom. As car in different conditions, different piston rod to withstand high degree of movement, in order to detect rod in the workplace can withstand the work load limit was designed hydraulic shock absorber piston rod pull off test-bed. Test-bed for a four column support, and four pillars done a strength and stiffness of the check to meet the design requirements. 4 column on the support beams by light bars fixed by the beams on the implementation of hydraulic cylinders pull off experiments. Taichung and test the tanks, pumps, valves were calculated select a standard component. Because it used hydraulic oil as a power source, so they have flexibility in the use of noise and small, high performance characteristics. In addition the design of a more advanced design tools, calculated using C-language programming and graphics software with CAXA.Keywords : pull off; hydraulic; test-bed; shock absorber目录第1章绪论............................................. .. (1)1.1 液压式减振器活塞杆拉断试验台设计......................... . (1)1.1.1 概述............................................. .. .11.1.2 题目任务的内容和要求 (1)1.2试验台的功能设 (2)第2章试验台的性能计算 (3)2.1 试验台的尺寸控制图计算 (3)2.2外购件选择计算 (3)第3章试验台的结构设计 (7)3.1 活塞杆与夹具连接的螺栓强度校核 (7)3.2下底座螺栓强度校核 (7)3.3 试验台上横梁的计算 (8)第4章零件结构设计 (16)4.1 下底座的设计 (16)4.2上横梁的设计 (18)4.3 立柱的设计 (19)4.4 V型块夹具的设计 (22)第5章半轴的设计与计算 (21)5.1 半轴的设计与校核 (21)5.2 半轴的材料及热处理 (22)第6章桥壳的强度校核 (23)第7章制造工艺分析............................................. ..24 第8章轴承的寿命计算. (28)7.1 作用在主减速器主动齿轮上的力 (28)7.2 轴承载荷的计算 (29)7.3 主动齿轮轴承寿命计算 (30)7.4 从动齿轮轴承寿命计算 (30)第9章结论............................................. . (32)参考文献............................................. . (33)致谢............................................. .. (34)附录 A 程序............................................. . (35)附录 B 外文翻译及原文 (49)第1章绪论1.1液压式减振器活塞杆拉断试验台设计1.1.1 概述本设计针对的是汽车减振器活塞杆性能的测试。
yz32-500K液压机说明书
yz32-500K液压机说明书1、没有经过培训的员工,不得单独操作压机。
2、对压机的机、电、液原理,对压机的安装、试车、操作、保养、维修有深入了解,并经现操作培训,经过专门考核,确认其能力可胜任此职,方准操作压机。
3、液压油的质量、洁净度以及工作粘度决定了压机液压系统工作的可靠性,以及压机的效率、寿命、经济性。
必须采用抗磨液压油,这种液压油可使液压系统的压力稳定及减少油温对粘度的影响,增强系统的耐磨和耐蚀能力,对泵和液压阀可靠的工作是极有好处的。
强烈建议采用上述液压油,若采用别种液压油需与上述油特性一致,经可方可使用。
4、向油箱注油时应采用10微米的过滤装置,绝对不允许无过滤装置直接注油。
5、液压机设有回油过滤和单独的过滤冷却系统,过滤精度均为10微米。
为使油液清洁,减少故障,在一般的情况下各过滤系统一年更换4支滤芯是必须的,只准采用新滤芯,不准旧滤芯擦洗使用。
过滤芯必须采用高质量滤芯,如微精的过滤芯。
适用低价劣质的过滤芯,不但不能起到过滤作用,反而或损害压机!6、系统允许的最低油温为25摄氏度,最佳工作温度为35摄氏度到45摄氏度,超过45℃对系统是不利的。
若超过规定值应对系统进行检杳,及时排除。
7、为保证电气系统正常工作,必须保持电压稳定,其波动值不应超过或低于额定电压的百分之5到百分之10。
8、电气柜、接线盒、操作台的门或盖子在机器工作时必须关上或盖上,不准敞开使用,以免积污。
9、当液压系统出现故障时(例如动作不正常、油压不稳、油压太低、系统振动、油温升高过快等),要及时分析原因,排除故障,不允许机器带病工作,造成大事故。
10、注意蓄能器的性能,若发现充气压力不足或胶囊损坏时,应及时处理。
11、经常检查和定期紧固管接头,以防松动漏油。
12、操作者不准对各液压元件私自拆换,当出现故障时,应由设备维修技术人员及时对设备排除故障进行维修。
要想使液压机正常工作,日常的维护和遵守操作规范是十分重要的。
Y41-25T-00液压机说明书

Y41-25T-00液压机说明书目录一.机床用途二.机床结构三.机床主要技术规格四.机床安装五.试车须知六.机床的维修与保养七.安全操作规程八.机床故障的原因和消除方法附图1.液压原理图及清单2.电气原理图3.电器清单4.操作面板图5.设备外型图一. 机床用途Y41系列单柱压装、校正液压机主要用于轴类零件、型材的校正和轴套类零件的压装。
同时能完成板材零件的弯曲、压印、套印、简单零件的拉伸等工艺,也可用来压制要求不严格的粉末、塑料制品。
适用于机床、内燃机、轻纺机械、起重机械、轴类、轴承等行业使用。
该机床可通过更换上下压装模具实现不同机型的产品装配,是一台具有较强通用性的专用压装设备,适用于如下:1、分动箱I输入轴轴承压装2、分动箱I输出轴轴承压装3、分动箱II轴轴承压装4、分动箱III轴轴承压装5、增速箱主动轴轴承压装6、增速箱从动轴轴承压装二. 机床结构该机床是由四部分组成:机身、液压系统、电气系统、工装。
1.机身:机身由钢板焊接而成,呈“[”型结构,机身下部是油箱,油位高低通过油标显示。
电动机、油泵是通过联轴节连成一个整体,便于拆装,机身下面装有四个减震调整垫铁可方便调整水平,电控系统安装在机身右侧的电控柜内,机身后下部即是液压系统,工作台采用HT200材质铸造,工作台与操作者平行的方向中心开一条18mm宽的标准“T”型槽,便于模具装夹。
工作台中间镗孔φ120mmH8以便于工装板的定位,该孔与油缸压头同轴度≤±0.05mm。
2.液压系统:液压系统采用叠加阀方式。
控制电压均采用安全电压DC24V。
系统压力粗显由置于机身头部前端的压力表显示。
液压系统设有压力安全溢流阀,能够在规定范围内无级调节压装力的大小。
在电控系统的指令下电磁换向阀实现换向改变液压油路驱动油缸活塞上下运行。
液压阀件均叠加安装在一个自制的集成式油路块上,整齐有序,可方便设备维护调整。
2.1.油泵电机组件:油泵、电机选用国优品牌。
液压泵使用说明书
液压泵使用说明书使用说明书一、产品概述液压泵是一种将机械能转化为液压能的设备,广泛应用于工程机械、冶金、石油、化工等行业。
本使用说明书将详细介绍液压泵的使用方法、注意事项以及维护保养等细节。
二、使用方法1. 环境准备确保使用环境通风良好,无易燃、易爆等危险物质存在。
同时,保持工作场所干燥、整洁,避免灰尘和异物进入液压泵内部。
2. 连接电源首先,检查液压泵所需的电源电压和频率是否与供电系统相匹配,避免因电源不稳定导致设备损坏。
然后,将电源线连接至电源插座,并确保插头和插座之间连接牢固,避免接触不良或松动。
3. 准备液压液根据液压泵的要求,选择符合规定的液压油,并将其注入液压泵的油箱中。
在注入过程中,应注意不要将杂质混入液压油中,以免影响液压泵的正常工作。
4. 连接液压管路根据工作需求,正确接入液压泵的进出口液压管路。
在连接过程中,需确保管路连接端口的密封性良好,避免漏油或渗漏现象发生。
5. 打开电源在完成以上步骤后,即可打开电源开关,启动液压泵。
此时,应留意液压泵运行是否正常,如有异常情况应立即停机排除故障。
三、注意事项1. 安全操作使用液压泵时,应严格按照操作规程进行操作,避免违规操作导致设备损坏或人身伤害。
在开机前,应确保周围人员远离设备,以免发生意外伤害。
2. 温度监测应定期监测液压泵的工作温度,确保在正常范围内。
若温度异常升高,应立即停机检查原因,并采取相应措施,以避免设备过热损坏。
3. 维护保养定期对液压泵进行维护保养,包括清洁和更换液压油等。
清洁时,应使用非腐蚀性溶剂洗净泵体表面和过滤器等部件,确保通风孔畅通。
更换液压油时,应按照规定的时间间隔进行,并注意彻底清洗油箱。
四、故障排除1. 噪音过大若液压泵工作时出现异常噪音过大的情况,首先应检查油泵是否有异常振动,若有则可能是轴承损坏或内部零部件松动。
此时应及时停机检查,并进行维修或更换相关零部件。
2. 泄漏现象若液压泵出现泄漏现象,可能是密封件老化或有损坏部件。
液压系统使用说明书(2)
2800/420可控中高软压光机液压系统使用说明书二OO八年九月第 1 页共15 页目录一、液压系统原理说明二、液压系统调试的注意事项三、液压设备的正确使用四、液压系统操作说明五、液压设备的维护和保养六、液压备件的管理七、液压设备的检修八、重要元件使用注意九、易损件明细表第 2 页共15 页一、液压系统原理说明1、本系统站内设有压力、温度、液位等控制仪表,各仪表的调定值在现场调试时,依据实际情况可以调整。
2、液位信号有2个控制点,用来进行高液位和低液位的检测和控制,在低液位时声光报警,并停泵。
3、油液工作范围35℃≤T≤45℃,温度低于25时,启动加热器加热,待温度升高到25℃时才可启动油泵;当温度达到45℃时,电磁水阀得电,通入冷却水,待温度降低到35℃停止冷却。
温度高、低点由电接点温度计和热电阻调定。
4、压区加压系统设置两台工作泵,一用一备,泵的工作状态由电器线路选择,两泵交替使用。
油泵启动时,电磁溢流阀电磁铁通电,延时5秒后断电压区加压部分为两个压力级,即180bar和20bar 180bar系统向压区油缸活塞侧供油;20bar系统向压区油缸活塞杆侧供油,作为背压。
5、压区控制部分中,单向节流阀、高压球阀、溢流阀等安装在阀块上,组成阀组,在靠近油缸安装,管路安装时,从控制阀组到执行机构之间保证管路对称。
6、电机启动时,先检测吸油口球阀是否打开,确定球阀打开后,对应电机才能通电启动。
7、工作介质为YB-N46#(GB2512)抗磨液压油。
油液清洁度NAS1638,9级。
油箱加油,必须用滤油小车过滤,以保证油液清洁。
8、两台蓄能器主要用于吸收压力波动、稳定系统压力。
9、使用过程中,过滤器堵塞报警后,要及时切换到另一路,并及时更换滤芯,保证系统油液清洁度。
10、中高辊系统设置2台工作泵,一台工作,一台备用,泵的工作状态由电气线路选择,工作泵发生故障,由操作者手动切换三通球阀,启动备用泵。
二、液压系统调试的注意事项1.调试前的检查调试前必须认真检查下列各项:(1)各元件的管路连接和电气线路是否正确、牢固可靠,如泵、阀的进、出口位置、管接头等。
YD-22液压捣固机使用说明书_液压捣固机价格_液压捣固机安装

使用前请仔细阅读说明书YD-22液压捣固机
产品介绍
一、产品概述:
YD-22型液压捣固机是用于铁路工务维修对除道岔外的线路进行枕下道道岔捣固机的一种专用机械,可利用列车间隔时间作业,不需要封锁区间。
配有三种动力形式,分别为汽油型、柴油型和电动型。
设有下道架,下道后不侵“界限”
二、产品特性:
·发动机类型:本田GX390汽油机或SF190柴油机。
·适用于普铁线路新建及线路大、中维修时的捣鼓作业;
·可完成各种型号混凝土轨枕、木枕的捣鼓作业;
·配备自动夹轨装置;
·备有随机下道架,捣固到任何位置时都可以随时下道;
三、技术参数:
·汽油机功率:9.5KW(13Hp)
·振动频率:60~70HZ
·激振力:≥22kn
·工作压力:5.0Mpa
·捣岔下插深度:枕下90-120mm
·生产效率:280~320根/(组-每小时)
·外形尺寸:1420*660*1380mm
·整机净重:390KG
四、特点:
捣固机的捣固原理的基础上改进的一种环保产品。
液压捣固机主要适用于43-75kg/m钢轨,II 型或III型混凝土轨枕,轨距1000-1626mm的铁路线路维修、大、中修及新建线路的道碴捣固作业的机械。
可以利用列车间隔进行作业,不需封锁区间。
两台捣固机为一组,置于同一走行架上作业,备有轻便下道装置,随时可上下道。
并备有手压泵、夹轨钳安全销等安全装置。
翻车机液压系统使用说明书解析
翻车机液压系统使用说明书一、技术参数1、系统压力 5 Mpa(压车梁压力)3.5Mpa(靠车板压力)5Mpa(控制回路压力) 2、油泵排量85ml/r(大泵)56ml/r(次级泵)16ml/r(小泵)3、电动机Y180L-4W P=22KW n=1470r/min4、油箱容积850L5、液压油YB-N46二、原理图及动作说明1原理图1、动作顺序说明1)启动电动机,空转几分钟后,待达到系统内循环平衡。
2)重车在翻车机上定位后,1DT、3DT得电,压车梁开始压车。
1XK发讯号,压车梁压紧到位,1DT、3DT失电。
3)4DT、9DT得电,靠板开始靠车,4XK发讯号,靠板靠紧到位,4DT、9DT失电。
4)翻卸开始,5DT、6DT得电,释放弹簧的弹性势能,待翻车机转到110°时,5DT、6DT同时失电。
5)翻车机回翻到零位后,4DT、8DT、5DT、7DT得电,靠板开始松开,3XK发讯号,靠板松靠到位,4DT、8DT、5DT、7DT失电。
6) 2DT、3DT、5DT、6DT得电,压车梁开始松压。
2XK发讯号,压车梁松压到位,2DT、3DT、5DT、6DT失电。
7)重车调车机推空车,进入下一个循环。
三、启动与调试操作1、油箱注油至油标上限,约为油箱容积2/3(注液压油必须经≤20um滤网过滤后方可注入油箱)。
2、将进油口、回油口管路球阀打开,将所有溢流阀均调至开口最大状态。
3、检测电机绝缘应>1mΩ,接通电源,点动电机,观察电机旋转方向(从电机轴端处看应为顺时针方向旋转)4、启动电机,容载运行5~10min (注此时为排系统内空气)检测电机电流,空转电流约15A左右,判断油泵有无异常噪音、振动以及各阀件管路连接处是否有漏油现象,否则应停机进行处理。
5、调整压车回路,靠车回路,控制回路压力至参考压力值。
调整控制回路压力时需让电磁换向阀处于工作状态,否则无法调定。
6、待系统压力调整正常后,进行平衡油缸回路顺序阀压力整定,其压力设定高于压车回路压力2Mpa左右。
液压马达使用说明

温度变送器
90.294-F89
2
需要时更换
20 577 7112-055
模拟温度传感器 PT100
66RNS1011280213
2
21 577 7113-009
液位开关
HMFDHI-OO O1=300 O2=365
2
需要时更换 需要时更换
22 577 7220-100
线圈
121-00820-8
2
24VDC
四种可以设置的状态显示
警告显示
连锁显示
Spider II
复位 报警/警告复位
驱动 1 驱动 2
或者
或者
驱动 1 驱动 2
更多的报警与警告
<>
面板按钮
1. 设置按钮
< >
<+
Spider II
在显示菜单中进入下一级 确认参数的改变 接到报警,警告和连锁信号后复位 在显示菜单中进入上一级 不改变参数,退出 选择驱动 1 的滚动条目(短时间摁此按钮) 选择驱动 1 的报警条目(摁此按钮 3 秒)
(1) 液压系统发出 1 个报警信号(Alarm)给中控;
(2) 同时,液压系统发出 1 个主电机连锁信号(Electric Motor Interlock)和 1 个停 止冲洗电机(Flushing Electric Motor Stop)信号,直接控制就地控制柜内 的接触器,控制 1 台主电机与 1 台冲洗电机停止。
需要时更换
16 478 3233-644 过滤器堵塞指示器 VD 2.2 LE.0/-30C 4
需要时更换
17 478 3233-645 过滤器堵塞指示器 VD 5 LE.1/-30C 2
EY-5使用说明书改正.
EY-5液压振动台使用说明书苏州苏试试验仪器股份有限公司目录1. 概述及用途 (1)2. 主要技术指标 (1)3. 控制系统工作原理 (3)3.1 伺服放大器的技术指标及功能键 (4)3.2振动控制系统 (5)4. 起重与安装 (7)5. 使用准备工作 (7)6. 振动台的试验步骤 (9)7. 振动台的停机步骤 (11)8. 使用中的有关注意事项 (12)9. 常见故障及排除方法 (13)10. 电控箱面板示意图(附图7-9) (14)11. 电控箱总图(附图10) (15)1. 概述及用途随着科学技术及工业的发展,对产品性能的可靠性要求越来越高。
各种机电产品、仪器仪表、各种元器件及结构件,在提交使用前要模拟实际使用及运输过程中所遭受的各种振动,检测试件的耐振可靠性;在设计和科研中结构力学动态分析也要振动试验。
因此,都需要振动试验台。
EY-5液压式振动台是进行低频(最低0.5Hz),大推力(50000N),垂直和水平振动试验的试验设备。
它是由KE-2000液压台控制仪、油源泵站、垂直水平振动台体、K2控制测量仪等部分组成。
该液压台垂直和水平试验共用一个油缸及伺服阀,垂直或水平试验通过油缸翻转来实现。
本试验台能在实验室中以频率0.5~160Hz,加速度0~40m/s2的参数对试件重量在1000kg以下的机电产品进行正弦振动、随机振动、地震模拟等试验。
2. 主要技术指标2.1 振动台型号: EY-52.2 最大推力: 50000N2.3 最大试验负载: 1000Kg2.4 额定频率范围: 0.5-160Hz2.5 最大加速度: 40m/s2.6 最大位移: 100mm2.7最大速度: 0.5m/s2.8 台面尺寸: 1000mm*1000mm2.9 系统消耗功率≦75Kw(三相)电源交流50Hz 380V/220V2.10工作条件环境温度 0℃~40℃环境相对湿度 20%~80%以下不结露电源电压 380V±10%环境周围无腐蚀性介质及较强振源2.11 振动方向(翻转切换):垂直、水平2.12 控制测量仪: K2 Sprit包含功能:正弦振动控制、随机振动控制、地震模拟。
液压缸的使用说明书
液压缸的使用说明书一、引言液压缸是一种常见的液压传动装置,广泛应用于工业机械、建筑工程、农业机械等领域。
本使用说明书旨在介绍液压缸的基本原理、安装方法及操作注意事项,以帮助用户正确选择、安装和使用液压缸。
二、液压缸的工作原理液压缸是利用液压力传递力量并产生线性运动的装置。
液压缸由缸筒、活塞、活塞杆、密封件等组成。
当液压油从液压缸的进油口进入缸筒内时,通过液压缸的控制阀控制液压油的进出,从而控制活塞在缸筒内的运动。
液压缸的工作原理是基于压力不可压缩性和流体传力的原理,通过改变液体的流动速度和压力来实现力的传递和线性运动。
三、液压缸的安装方法1. 确保液压缸的安装位置符合要求,避免摆放在过热或易受振动的环境中。
2. 在安装液压缸之前,应先检查液压缸的外观是否完好,是否有磕碰或损坏。
3. 在安装前,应清洁液压缸与其他零部件的连接面,并涂抹适量的润滑油。
4. 确保安装过程中液压缸与其他零部件的连接是稳固可靠的,并按照正确的方式连接油管。
5. 安装完成后,应进行液压缸的调试和检查,确保液压缸能够正常工作。
四、液压缸的操作注意事项1. 在使用液压缸之前,应检查液压系统的工作压力是否在规定范围内,并确认液压系统的油温适宜。
2. 液压缸在工作过程中,应避免超载操作,以防止损坏液压缸或其他机械设备。
3. 液压缸的操作必须符合安全生产规范,切勿进行违规操作或超范围使用。
4. 定期检查液压缸的密封件和活塞杆表面是否有磨损或泄漏现象,如有必要,及时更换或修理。
5. 液压缸的保养应按照规定的周期和方法进行,包括清洗液压缸、更换液压油等。
五、故障排除和维护1. 当液压缸无法正常工作时,应及时排除故障。
常见的故障原因包括液压缸泄漏、活塞杆无法回弹、活塞杆运动不顺畅等。
2. 若发现液压缸有泄漏现象,应检查密封件是否老化或损坏,并及时更换密封件。
3. 若活塞杆无法回弹或运动不顺畅,可能是由于活塞杆表面积碰撞或被污染导致的,应及时清洁或更换活塞杆。
板坯液压振动离线操作台操作说明书
液压振动离线操作台操作说明
一、离线控制系统完成功能
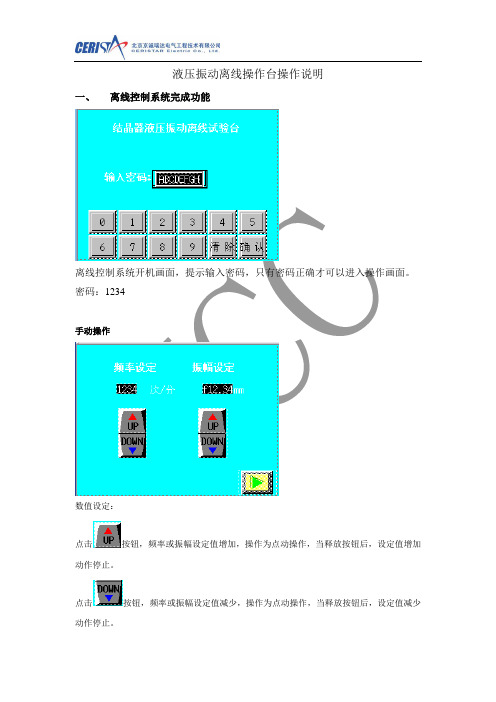
离线控制系统开机画面,提示输入密码,只有密码正确才可以进入操作画面。
密码:1234
手动操作
数值设定:
点击按钮,频率或振幅设定值增加,操作为点动操作,当释放按钮后,设定值增加动作停止。
点击按钮,频率或振幅设定值减少,操作为点动操作,当释放按钮后,设定值减少动作停止。
频率设定范围50~150;振幅设定范围0.5~3mm。
校准操作
第一步:振动单元操作升降。
点击按钮,指示灯变绿,条件具备。
点击按
钮,驱动振动装置上升到最高位,到位后指示灯变绿。
点击按钮,驱动振动装置下降到最低位,到位后指示灯变绿。
反复几次,排气。
第二步:振动装置上升到最高位后,在四个角放置标准垫块,然后操作振动装置压下压紧垫
块,待显示的脉冲数不再变化后,点击按钮,将测量的实际值将作为“振动起始零位(中位)”的参考值进行存储。
完成零位标定工作。
第三步:撤掉垫块后,点击按钮后,如果振动装置自动提升并稳持在“振动起始位(液压缸行程中位)”,到位后指示灯变绿,脉冲数变化幅度不大,那么表明校准成功;否则, PLC将不能进行振动。
振动测试操作
位置控制:
点击按钮,振动装置按照设定好的频率和振幅,做正弦振动。
点击按钮,振动装置停止振动。
点击按钮,退出操作系统。
备注:
离线振动操作台,只针对一个振动装置单元作振动测试。
TK液压站说明书DOC
为了确保该液压站在使用过程中的安全和可靠性,各阀的动作还要满足联锁要求。
(a).产生安全制动时,G3阀、G3’阀、油泵电机、电液调压装置均应断电,在井口附近产生紧急制动时,还要满足G4阀通电的要求,以便解除二级制动。
(b).解除安全制动时,电液调压装置的动线圈的电流为零时才允许G3阀、G3’阀通电。
3.在紧急制动时,液压站应具有良好的二级制动性能:
(a).一级制动油压值P1应在油压3.922MPa至0.98MPa(40Kg/cm2至10Kg/cm2)之间任意调节。
(b).一级制动时间应在10秒内可调。
(c).在一级制动延时时间10秒内,其一级制动油压下降值不大于0.392MPa(4Kg/cm2)。
四.调试:
调试的目的是TY3-D(S)液压站的各种性能达到如下的要求:
1.油压稳定:即油压P=3.923MPa(40Kg/cm2)以上时,其波动值不大于±0.392MPa(±4Kg/cm2),P=3.923MPa(40Kg/cm2)以下时,其波动值不大于±0.196MPa(±2Kg/cm2)。
2.油压—电流特性在P=0.49~3.922MPa(5~40Kg/cm2)之间应近似直线关系,即线性部分上任意两点的油压与电流的比值之差的绝对值不大于0.8,油压滞后电流的时间不大于0.1秒;对应于同一电流值其油压随电流上升特性线和下降特性线上两点的油压值之差不大于0.294MPa(3Kg/cm2)在这一特性中,当电流为零时,其残压值不得大于0.49MPa(5Kg/cm2);最大油压值对应的最大电流值不大于250毫安。
另一套工作制动调试过程同上。
图 三 图四:二级制动特性图
5.安全制动部分的调试:
电磁阀G3、G3’仍不通电,此时制动手柄推至松闸位置通过拧动减压阀6的手柄,使蓄力器油压(即小表油压)达到产品所需要的一级制动油压值P1,然后将油泵电机断电,观察小油压表,若小表油压值停住不动,再将溢流阀7慢慢松开直到小油压表指针开始下降为止,随后将溢流阀手柄拧紧半圈,使该阀的调节油压等于小油压表表压才能获得稳定值,一级制动油压值被确定后,根据提升系统减速度的要求确定减速时间所需值,通过反复调整延时阀9的手柄,使之在确定的延时时间完成一级制动,随之一级制动油压迅速回到零,完成二级制动。(P1和t1的确定详见后述)
液压使用说明书
YBZ-F1.1C3F/W 液压动力单原使用说明书使用说明书YBZ-F1.1C3F/W液压动力单原使用说明书液压系统组成YBZ-F1.1C3F/W液压动力单原四局部组成,其中包括:油泵机组局部;液压油路控制局部;油箱及油箱附件;液压油缸油泵机组局部一台1.1KW电动机和一只排量为1.1ml的齿轮泵构成,齿轮泵具有压力高、构造紧凑、重量轻、噪音小、等特点。
在低于额定转速运转时有一定的自吸能力。
电机和泵都采用非标构造,因此具有构造紧凑,安装空间小等优点。
液压油路控制局部包括压力控制局部、方向控制局部、流量控制局部和集成块构成。
压力控制局部由一只插装式直动型溢流阀构成,该阀不容易堵塞,压力调节稳定,不会因为液压控制油路的压力突然升降引起振动等优点。
方向控制局部由一只电磁换向阀及接头组成,电磁换向阀为引进德国力士乐公司产,具有动作可靠,性能稳定等优点,流量控制局部由一只叠加式双向单向节流阀组成,液压油路局部还包括压力显示局部,压力表采用耐振压力表,不用时可撤除,以防损坏。
油箱采用封闭式构造,外界的污染源不容易进入。
油箱的有效容积为8L,油箱附带加油口。
液压系统原理图YBZ-F1.1C3F/W系统原理图见〔图1〕液压系统原理图明细表7 Z2FS6 叠加式单向节流阀 1 XX8 HSGL01-80-40-265 液压油缸 1 自产9 F-08-01 加油器 110 F-08-02 油箱 1 自产〔图1〕YBZ-F1.1C3F/W液压动力单原原理图外形构造图外形构造图见〔图二〕〔图1〕YZ-10/31.5MPa外形构造图外形构造图明细1:电动机、2:叠加式双向单向节流阀、3:电磁换向阀、4:油箱、5:溢流阀、6:控制集成块、7:加油计8:齿轮泵、9:压力表技术参数泵排量:1.1mL/rpm电动机功率:1.1KW电机转速:1440r/min公称压力:20MPa计算流量1.2L/min工作原理及使用说明电动机得电后带动齿轮泵转动,齿轮泵从油箱吸入液压油进入液压集成块,通过集成块进入电磁换向阀,当电磁得电时换向,通过叠加式双单向节流阀进展流量控制,再进入液压操纵系统—液压缸,液压缸动作,当系统过载时,通过溢泫阀平安溢流,电磁恢复中位时回油卸载。
APVSeries杠杆振动轿车液压器说明书
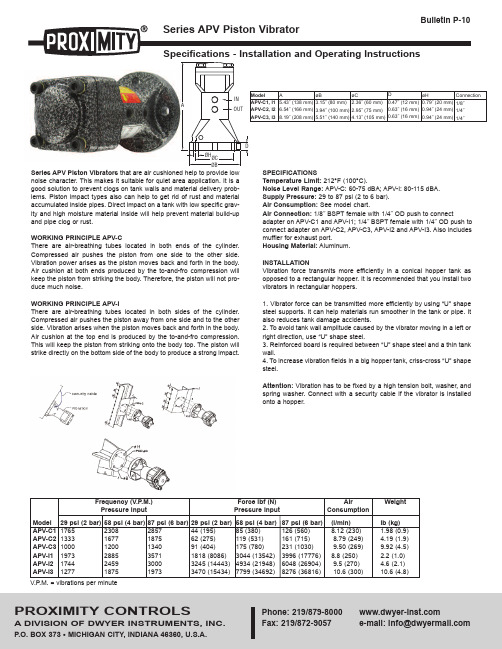
Series APV Piston Vibratorsthat are air cushioned help to provide low noise character. This makes it suitable for quiet area application. It is a good solution to prevent clogs on tank walls and material delivery prob-lems. Piston impact types also can help to get rid of rust and material accumulated inside pipes. Direct impact on a tank with low specific grav-ity and high moisture material inside will help prevent material build-up and pipe clog or rust.WORKING PRINCIPLE APV-CThere are air-breathing tubes located in both ends of the pressed air pushes the piston from one side to the other side.Vibration power arises as the piston moves back and forth in the body.Air cushion at both ends produced by the to-and-fro compression will keep the piston from striking the body. Therefore, the piston will not pro-duce much noise.WORKING PRINCIPLE APV-IThere are air-breathing tubes located in both sides of the pressed air pushes the piston away from one side and to the other side. Vibration arises when the piston moves back and forth in the body.Air cushion at the top end is produced by the to-and-fro compression.This will keep the piston from striking onto the body top. The piston will strike directly on the bottom side of the body to produce a strong impact.87 psi (6 bar)126 (560)161 (715)231 (1030)3996 (17776)6048 (26904)8276 (36816)(l/min)8.12 (230)8.79 (249)9.50 (269)8.8 (250)9.5 (270)10.6 (300)lb (kg)1.98 (0.9)4.19 (1.9)9.92 (4.5)2.2 (1.0)4.6 (2.1)10.6 (4.8)AirConsumption Weight Model APV-C1APV-C2APV-C3APV-I1APV-I2APV-I329 psi (2 bar)17651333100019731744127758 psi (4 bar)23081677120028852459187587 psi (6 bar)28571875134035713000197329 psi (2 bar)44 (195)62 (275)91 (404)1818 (8086)3245 (14443)3470 (15434)58 psi (4 bar)85 (380)119 (531)175 (780)3044 (13542)4934 (21948)7799 (34692)Frequency (V.P .M.)Pressure InputForce lbf (N)Pressure Input V.P .M. = vibrations per minuteSPECIFICATIONSTemperature Limit:212°F (100°C).Noise Level Range:APV-C: 60-75 dBA; APV-I: 80-115 dBA.Supply Pressure:29 to 87 psi (2 to 6 bar).Air Consumption:See model chart.Air Connection:1/8˝ BSPT female with 1/4˝ OD push to connectadapter on APV-C1 and APV-I1; 1/4˝ BSPT female with 1/4˝ OD push to connect adapter on APV-C2, APV-C3, APV-I2 and APV-I3. Also includes muffler for exhaust port.Housing Material:Aluminum.INSTALLATIONVibration force transmits more efficiently in a conical hopper tank as opposed to a rectangular hopper. It is recommended that you install two vibrators in rectangular hoppers.1. Vibrator force can be transmitted more efficiently by using “U” shape steel supports. It can help materials run smoother in the tank or pipe. It also reduces tank damage accidents.2. To avoid tank wall amplitude caused by the vibrator moving in a left or right direction, use “U” shape steel.3. Reinforced board is required between “U” shape steel and a thin tank wall.4. To increase vibration fields in a big hopper tank, criss-cross “U” shape steel.Attention:Vibration has to be fixed by a high tension bolt, washer, and spring washer. Connect with a security cable if the vibrator is installed onto a hopper.APV-C SERIESAPV-I SERIESNOTES:Various tanks are based on application requirement. Customers chooseappropriate vibrator typesto meet with various application demands (tank shape, material, applied material, etc). Suitable vibrators will not only prevent obstruction problems but won’t damage the tank rge amplitude and low frequency piston types fit in granule with small S.G. applied material. It is recommended to use multiple vibrators in serious clog situations or large tank surroundings.According to various clog situations, required vibrations and suitable install positions (usually 1/2 L or 1/3 L) are shown above.VIBRATION FORCE CALCULATIONTaking the accumulated situation into consideration, the appropriate vibrator will give 0.2~0.5 G accelerated vibration onto the target object.F=0.2-0.4GWF: Vibration force (N)G: Acceleration of gravity W: Material weight (KG)MATERIAL WEIGHT CALCULATIONGenerally speaking, the hopper portion of the tank should be taken into consideration.MAINTENANCEUpon final installation of the Series APV Piston Vibrator, no routine main-tenance is required. A periodic check of the system calibration is recom-mended. The Series APV is not field serviceable and should be returned if repair is needed (field repair should not be attempted and may void warranty). Be sure to include a brief description of the problem plus any relevant application notes. Contact customer service to receive a return good authorization number before shipping.(1)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
结晶器液压振动功能说明书
1 计算值和技术规格 y 根据拉速计算振频和振幅并定期发送到振动控制系统。更新时间<1 秒钟。 y 通过人工方式从 HMI 获取波形曲线(正弦曲线/非正弦曲线曲线等)。 y 控制系统对属于参数表中所列波形的伺服参数(根据系统存储器中 存储的公式)连续更新,以便使结晶器振动系统的波形输出值能迅 速将拉速的微小变化计入在内。 y 从一种波形成到另一种波形的转换可以从通过网络利用 HMI 进行。 y 当拉速改变时,根据 2 级系统或 HMI 上设定的曲线在振幅和振频方 面改变波形
在“浇注”或“尾坯”模式下,当结晶器发生意外停振时,可以通过OS1 上的灯光按钮“结晶器振动:开始”,再次尝试启动结晶器。
3.2 自动启动/停机 前提: -选择“浇铸”或“拉尾坯”方式 -液压缸校准 -振动液压系统就绪 -振动系统通讯正常 -振动系统状态良好 -OS1 上的事故停机按钮没有启动
2
功能: 结晶器将随着拉矫机的启动而自动启动(即浇注开始),除非结晶器已在运行之 中。 在选择“拉尾坯”方式5分钟后或尾坯长度超过1.5m后结晶器振动将停止。
2 操作要求 y 波形:正弦、非对称正弦波形。 y 振频:50~350 次/分钟。(范围 50~280 次/分钟) y 振幅:0~±7mm。(允许范围 0~±5.0mm) y 非对称性:根据波形曲线,其范围为 0.0~0.4。
3 波形定义 y 由于液压振动控制的灵活性,可利用不同的波形(正弦或余弦)来 优化振动操作。 y 也可在浇铸过程中改变波形,但为了操作安全,建议在系统未振动 时(即开浇前)改变波形,当然,最好在结晶器中没有钢水时先行 进行检测。 y 在浇注过程中也可改变非对称性系数,但为了操作安全,建议在开 浇前对其进行改变或先行试运行。
4
振动停止功能用于中止结晶器的振动并且只有当尾坯跟踪提示板坯已出 结晶器 1.5m,在拉尾坯模式下才能启动;同时在检测模式下的振动随时 可以被停止。
振动器的启动/停止功能可通过 HMI 或通过铸机 OS1 波形转换 振动波形之间的转换采用一种交错的方式进行。当曲线跨过零时,便从一种波形 转换成另一种波形 3.5.2 测试功能
在测试方式下,将采用来自测试系统的振动设定值(频率、行程和非正弦因数)。
− 液压缸对中(补偿位置); − 人工升/降; − 液压缸检测; − 振动启动; − 振动停止。
3.3 方式选择和参数调整 操作员可通过L1-HMI 设定下列方式: -选择一级参数表
3.3.1 一级参数表的设定 前提: -在L1-HMI 上设定参数表
以下列振动设定值为基础,振动系统将产生正弦/非正弦模拟输出信号。 -行程 -频率 -非正弦因数
功能: 在该方式下,操作员可通过键盘编辑10 个振动设定表。 每个表都包含了下列参数: -A1 在零浇铸速度时的行程: 0到11 -A2 行程/浇铸速度因数: -11 到+11 -F1 在零浇铸速度时的频率: 0到250 -F2 频率/浇铸速度因数: -300 到+300 -As 非正弦因数(0. 0~0.4): 0到0.4(0. 0=正弦) 参数输入仅在所列范围内有效,且计算后的振幅和频率不能大于允许值。有效的 数据将被控制系统接受并在L1-HMI上显示。
3.4 设定值计算 以上述参数为基础,1 级PLC 将计算振动设定值并将其发送到振动系统。 计算的设定值将限定在PLC 内,以便调节最大/最小值。 限制值如下: 浇铸速度:0.1~2.0m/min 行程: 4~11mm 频率: 50~350cpm 根据下列等式计算振动设定值: 行程=A1+[A2*浇铸速度] 频率=F1+[F2*浇铸速度] 非正弦因数=As
3.操作 3.1 手动开始/停机 前提: -选择“维护”方式 -HMI上离线测试工具窗口中选择“测试允许“方式 -液压缸校准完毕 -振动液压系统就绪 -振动系统通讯正常 -振动系统状态良好 -OS1 上的事故停机按钮没有启动 -阀门通电 -位置传感器无故障
功能: 通过按HMI的“启动“按钮或OS1 上的灯光按钮“结晶器振动:开始”,启动结 晶器。 通过按HMI的“停止“按钮或OS1 上的灯光按钮“结晶器振动:停止”,停止结 晶器。 OS1 上的灯光按钮“结晶器振动:开始”的连续发光显示振动器的“运行”状 况。 注意:(参考操作)
1
1. 操作员站 -OS1 “浇铸平台操作箱OS1” -L1-HMI “主操作室”
2. 操作方式 -从OS1 手动开始/停机 -从L1-HMI 手动开始/停机 -从L1-HMI手动设定调节设定值 -从L1-HMI 手动开始校准 -自动开始/停机 -选择一级参数表 -从L1-HMI 上进行一级参数调整
液压缸对中(振动起始位置)—可在离线维修台和上线安装后操作
振动起始位置是振动台整个振幅的中间位置,结晶器的振动就是在 这个位置的附近,该位置由振动装置所带的标准垫块确定,选定为 7mm, 即从此位置到精确调整的上、下极限机械限位,为±7mm。当执行启动 指令时,振动装置将会以斜面曲线运动到达振动起始位置。液压缸对中 应在离线维修台和上线安装后进行。对中通过使振动台上升到上极限位, 插入 4 块标准垫块,再使振动台压紧垫块,此时振动台处于振动起始位 置;记录下此时位移传感器的读数。当在线对中时,铸机处于维修模式 而不是准备、浇铸或拉尾坯模式下时,在检测模式下可实现这种功能。