棉纺织厂设计管理及工艺管理知识分析计算(DOC 14页)
棉纺织厂生产技术管理要点培训知识课件
设备更新与升级
及时更新和升级设备,提高设备性能和生产 效率。
设备操作培训
加强对设备操作人员的培训,提高操作水平 和技能。
设备经济管理
综合考虑设备的购置、使用、维护和报废等 成本因素,实现经济高效运行。
安全生产管理策略与方法
安全制度建设
建立健全安全生产管理制度和责任制,确保 安全生产的顺利进行。
安全检查与隐患排查
THANKS
详细描述
某棉纺织厂通过对生产技术进行优化,实现了提高效率、降低成本、优化流程的目标。他们采用了现代化的生产 管理系统,对生产数据进行实时分析,并针对各个环节进行优化。同时,他们还注重员工培训,提高员工的技能 和素质,使整个生产过程更加高效、稳定。
案例二:某棉纺织厂工艺流程改进案例
总结词
创新工艺、提高质量、减少浪费
安全规章制度
制定完善的安全规章制度,确保员工遵守安 全操作规程。
安全检查
定期进行安全检查,发现并纠正安全隐患。
应急预案
制定应急预案,确保在突发事件或安全事故 发生时能够及时处理和应对。
安全培训
对员工进行安全培训和教育,提高员工的安 全意识和应急能力。
04 棉纺织厂生产技术管理 策略与方法
术要求, 选择合适的生产设备和配 置方案,确保设备性能满 足生产要求。
设备维护与保养
建立设备维护和保养制度, 定期进行检查、保养和维 修,延长设备使用寿命和 降低故障率。
设备更新与升级
根据技术进步和生产发展 需要,及时更新和升级设 备,提高生产效率和产品 质量。
人员培训与管理
培训计划制定
产品质量管理
质量标准制定
根据市场需求和客户要求,制定合理的产品质量 标准,并在生产过程中严格遵守。
纺织行业及管理知识分析大集合(共65页)

纺织知识大集合1、棉:棉纤维是棉花种籽上覆盖的纤维,简称棉。
除去棉籽的棉纤维被称为皮棉或原棉。
品种:根据纤维的粗细、长短和强度,原棉一般可分为长绒棉、细绒棉和粗绒棉三类。
结构:棉花纤维为一端开口的管状体,成熟枯燥后瘪缩成空心带状。
棉纤维壁的主要组成物质是聚合度很高的纤维素,枯燥的成熟棉纤维中,纤维素的含量在95%以上,是自然界中纯度极高的纤维素资源。
性能:棉纤维一般较细且柔软,皮肤触感较舒适。
它具有较强的吸湿能力。
一般情况下,棉纤维的湿强大于干强。
弹性较差,可对纤维素作防皱整理使之具有较好的保型性。
棉纤维保暖性较好。
高温时,可塑性较好。
棉纤维如长时间与日光接触,强力降低,纤维会发硬变脆:如遇氧化剂、漂白粉或具有氧化性能的染料,纤维强力也会下降,并发脆变硬。
2、麻:麻纤维是人类最早做衣着的纺织原料。
品种:苎麻和亚麻结构:苎麻纤维的化学成分中纤维素一般为65%~75%。
脱胶后的纤维洁白而光泽又好的纤维,称精干麻。
在日本,又称苎麻织物为绢麻织物。
亚麻的纤维素占70%~80%。
性能:麻织物手感硬挺,折皱回复性很差,耐磨差;耐热性差,耐水洗;吸湿放湿性好,透气性好染色性差。
3、毛品种:棉羊毛---在纺织上羊毛的狭义常专指棉羊毛。
山羊绒---又称开司米,是一种贵重的纺织原料。
结构:羊毛纤维属于蛋白质纤维,主要有鳞片层、皮质层和髓质层组成。
性能:羊毛纤维的强力较差,但弹性较好,毛织品挺括、不易皱,可塑性强。
羊毛纤维的保暖性优于其它纤维,吸湿性和透气性都较好。
耐酸性较好,耐碱能较差,日照时间不宜过长。
但易虫蛀和霉变。
4、丝:丝纤维是天然纤维中唯一的长纤维。
品种:桑蚕、柞蚕、蓖麻蚕、木薯蚕等,以桑蚕质量最好。
结构:丝由丝素和丝胶组成。
性能:桑蚕丝---吸湿性、耐水性好,透水性、耐光性和耐热性差。
柞蚕丝---染色性差,易产生水渍。
双宫丝---光泽差,面料厚重,别具风格。
绢丝---以废丝、废茧、茧衣等为原料加工而成,光泽、强力、保暖性和吸湿性好,但洗后易起毛。
纺织厂设计知识点

纺织厂设计知识点一、纺织厂的布局设计纺织厂的布局设计是确保生产流程的高效运作和安全生产的重要环节。
合理的布局设计需要考虑以下几个方面:1. 厂房布局:纺织厂通常分为生产区、仓储区、办公区和设备维护区等不同区域。
各个区域应合理布置,以最小化生产流程中的物流、人流和信息流。
2. 生产线布置:生产线的布置应考虑生产工艺的要求和节省人力资源的目标。
通常会采用流水线式布局或者生产单元式布局。
3. 设备配置:合理配置设备可提高生产效率和产品质量。
需要根据不同工序的要求,选择适当的设备,并合理排列设备之间的距离。
4. 物料流动:物料流动路径应保持简洁明了,以减少物料运输和传递的时间和成本。
同时,应合理安排物料储存和保管设施,使其便于操作和管理。
5. 安全设施:纺织厂应设置适当的安全设施,如紧急停车按钮、报警系统、消防设备等,以确保生产过程中的安全。
二、纺织生产工艺流程纺织生产工艺流程通常包括纺纱、织造和印染三个主要环节。
以下是各环节的关键知识点:1. 纺纱工艺:纺纱是将纤维或纤维束转化成纺织线的过程。
常见的纺纱工艺包括纺纱预备、纺纱和整经。
2. 织造工艺:织造是通过纺织机将纱线交织成织物的过程。
织造工艺包括织造预备、织造和织后处理。
3. 印染工艺:印染是给织物上色或印上图案的工艺。
常见的印染工艺包括布料准备、染色和印花。
三、纺织厂的环境保护与节能措施纺织厂的环境保护与节能措施是符合可持续发展要求的重要内容。
以下是常见的环保与节能措施:1. 废水处理:纺织厂的废水通常含有染料、化学品等有害物质,需要进行适当的处理和排放控制,以保护环境和水资源。
2. 废气治理:纺织生产中常常产生固体颗粒物、有机物和异味等废气。
通过合理的通风设备和废气处理装置,可以有效减少废气的排放。
3. 能源利用:纺织厂可通过提高机械设备的能效、优化生产流程和采用可再生能源等方式,降低能源消耗并减少对环境的影响。
4. 垃圾处理:纺织厂应建立健全的废弃物分类、储存和处理制度,推行资源回收和再利用,减少对环境的负面影响。
纺织行业及综合管理知识分析
T = = T并2 n3
并3
e3
Ttex梳 n1n2 n3 e1e2 e3
T = × × ×1000×1000 M (1A%)
1W公
ቤተ መጻሕፍቲ ባይዱ
并3
L
1W实
n1n2 n3 e1e2 e3
(E)
主要工艺参数设计过程
三.将经过并条加工的棉条喂入细纱机,纺成细纱.
由于纺纱任务中规定的纺纱号数 和第三道并条工序输出棉条的号数
×
28 28
=2.0(倍)
(D=100 T ),也就是说:可以通过提高后区牵伸倍数使总牵
伸得到提高。
AS271型并条机工艺计算
(三)AS271型并条机第一罗拉输出线速度:
V 一 =N电 ×
28 60
×
17 38
× 一 1000
=910×
28 60
×
17 38
×
28 1000
=16.712 (米/分)
置在10圈那一挡上.第二、第三道并条输出卷绕时 应将卷绕圈数扳手放置在20圈那一挡上.
AS511A型细纱机工艺计算
(一)AS511A型细纱机基本技术参数 牵伸型式:四罗拉双区超大牵伸 前牵伸区:固定皮圈架式双短皮圈下压式上销,配上开口前区
短纤维
长纤维
1.026 1.7 1.038 0.0486E 66.96/C 0.0101242F
A D E
0.00090036 C
1.013 2.0 1.053 0.0479E 49.34/C 0.0101242F
A D E C
0.00090036
AS271型并条机工艺计算
(二)AS271型并条机牵伸计算(以短纤维为例)
棉纺织厂生产技术管理要点培训知识
路漫漫其修远兮, 吾将上下而求索
4、运转操作技术管理也是运转管理中一项重要工作。 因为纺织原料与纱线是通过设备运转生产,依靠广 大工人的科学操作,才能加工成棉纱和棉布。目前 在纺织生产中手工操作的比重还比较大,而产品质 量又有严格的要求,因此工人操作技术的熟练程度 和水平高低,对产品产、质量、原材料消耗和安全 生产都有直接影响。同时随着纺纱与织布的科技进 步,如老设备的技术改造和新设备的不断推广使用 ,各类新型化纤的使用和原料结构的变化,以及新 技术、新工艺的采用等等,工人操作技术水平必须 不断地提高与改进,才能适应现代纺织生产的要求 。
路漫漫其修远兮, 吾将上下而求索
同时还应看到目前纺织企业职工流动频繁队 伍不够稳定,尤其是从农村招来的新工人已 成为生产中的主要力量,他(她)们工龄短 ,基本功不够扎实,尤其是在生产发生变化 、生活难做时,不能沉着应对,手忙脚乱, 使操作缺乏章法,因此在运转管理如何抓住 操作管理的重要环节,尤其是要抓好对新工 人思想素质的提高和操作技术培训工作,是 当前企业一项十紧迫的任务。
路漫漫其修远兮, 吾将上下而求索
(2)严格工艺纪律与工艺变更的审批制度。 有了合理先进的工艺设计必须有严格的工艺 纪律来保证,才能发挥它应有的效果。同时 工艺设计也不是一成不变的,随着生产条件 的变化和生产过程中出现新情况(如质量波 动用户要求变化)工艺设计中某些参数需作 调正,为防止工艺变动调整时差错发生,必 须建立严格的工艺审批制度,由车间或部门 提出,按级进行审批。
路漫漫其修远兮, 吾将上下而求索
(三)、运转管理要点
1、运转管理的重要性。棉纺织生产是多工序多机台, 多品种和多工人日夜三班连续性大生产,当前又十 分强调多品种,小批量、快交货,对生产管理要求 更高,如何将这样复杂繁重的生产组织好管理好, 是企业生产中一个十分重要的课题。而搞好运转管 理是解决这一重要课题的必不可少的一项管理工作 。只有把广大运转一线员工的积极性调动起来,才 能把各项生产管理工作在班组落实。运转管理内容 很多,在棉纺织厂应重点做好,运转生产管理,交 接班和操作管理三项工作。
棉纺工艺设计简易计算法
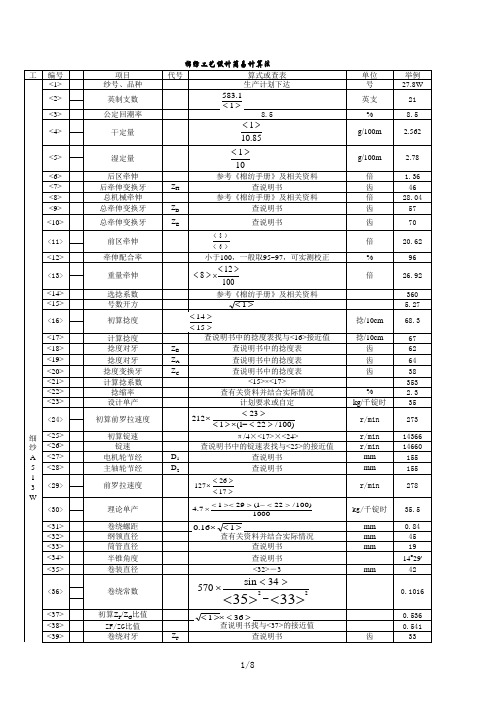
ZF ZG
查说明书找与<37>的接近值 查说明书 查说明书(注意:ZF+ZG=94)
1 66 sin 34
齿 齿 mm mm
0.541 33 61 0.319 0.32 70/2 PG1
查说明书找<41>的接近值
Z
n
n
查说明书中的有关表格
0.524× <26><32>× 10
-4
m/s
1.025(固定) 1.011(固定) 稍大于100,一般取100.2,可实测校正 <115>× <124>/100 40mm(固定) 28mm(固定) 19mm(棉纺用) 35mm(固定) 35mm(固定) 12Kg(固定) 25Kg(固定) 30Kg(固定) 25Kg(固定) 26mm(固定) <78>-26(不得小于1.5) 11mm(固定) <78>-24(不得小于3) 查说明书中的转速表 查说明书中的转速表 查说明书中的转速表
ZF/ZG比值 卷绕对牙 卷绕对牙 计算纲领级升 实际纲领级升 撑头牙每次撑过牙数 钢领型号 钢丝圈线速度 钢丝圈型号、号数 罗拉直径 前罗拉隔距 后罗拉隔距 前罗拉加压 中罗拉加压 后罗拉加压 前皮辊位置 中皮辊位置 钳口隔距 集棉器口径 干定量 设计回潮率 湿定量 粗纱号数 总机械牵伸 总牵伸变换牙 总牵伸变换牙 后区牵伸 后牵伸变换牙 前区牵伸 牵伸配合率 重量牵伸 纤维主体长度 初算捻系数 粗纱 号数开方 初算捻度 计算捻度 捻度变换牙(中心牙) 捻度阶段变换牙(上铁 炮牙) 捻系数 皮圈架长度 纤维品质长度 前罗拉直径 中罗拉直径 后罗拉直径
棉纺织厂设计管理及工艺管理知识分析计算
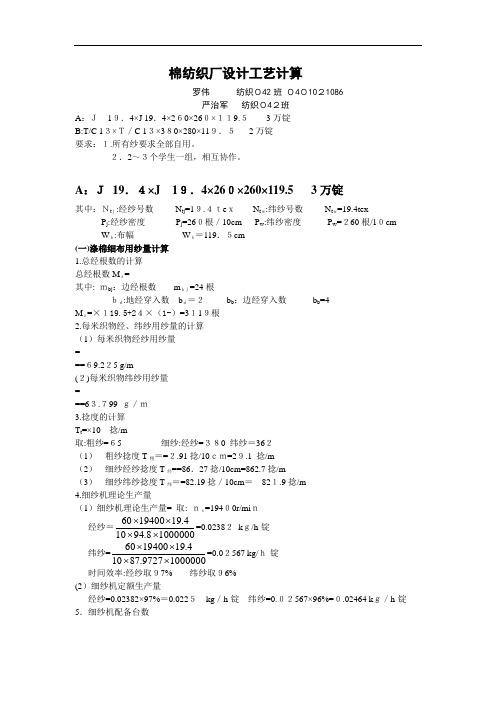
棉纺织厂设计工艺计算罗伟 纺织042班 0401021086严治军 纺织042班A :J 19.4×J 19.4×260×260×119.5 3万锭B:T/C 13×T/C 13×380×280×119.5 2万锭要求:1.所有纱要求全部自用。
2.2~3个学生一组,相互协作。
A :J 19.4×J 19.4×260×260×119.5 3万锭其中:Nt j:经纱号数 N tj =19.4te x N t w:纬纱号数 N t w=19.4texP j :经纱密度 P j =260根/10cm P w :纬纱密度 P w =260根/10cm W b:布幅 W b=119.5cm(一)涤棉细布用纱量计算1.总经根数的计算总经根数M z=其中: mbj :边经根数 m bj=24根bd:地经穿入数 b d=2 b b :边经穿入数 b b =4M z=×119.5+24×(1-)=3119根2.每米织物经、纬纱用纱量的计算(1)每米织物经纱用纱量===69.225 g/m(2)每米织物纬纱用纱量===63.799 g/m3.捻度的计算T t =×10 捻/m取:粗纱=65 细纱:经纱=380 纬纱=362(1) 粗纱捻度T 粗==2.91捻/10cm=29.1 捻/m(2) 细纱经纱捻度T 经==86.27捻/10cm=862.7捻/m(3) 细纱纬纱捻度T 纬==82.19捻/10cm = 821.9捻/m4.细纱机理论生产量(1)细纱机理论生产量= 取: ns=19400r/mi n 经纱=10000008.94104.191940060⨯⨯⨯⨯=0.02382 k g/h·锭 纬纱=10000009727.87104.191940060⨯⨯⨯⨯=0.02567 kg/h·锭 时间效率:经纱取97% 纬纱取96%(2)细纱机定额生产量经纱=0.02382×97%=0.0225 kg /h·锭 纬纱=0.02567×96%=0.02464 k g/h·锭5.细纱机配备台数总台数A=40830000=73.5台 取74台 取:细纱机型为F A506型每米织物纬纱用纱量每米织物经纱用纱量=纬纱定额生产量纬纱台数经纱定额生产量经纱台数⨯⨯ 即:799.63225.69=02567.002382.0⨯⨯纬纱台数经纱台数 又:经纱台数+纬纱台数=74得;经纱配备台数=39 纬纱配备台数=356.细纱机产量(1)经纱产量=经纱定额产量×每台锭数×台数×(1-计划停台率)=0.0225×408×39×(1-3.5%)=345.49 kg/h(2)纬纱产量=纬纱定额产量×每台锭数×台数×(1-计划停台率)=0.02464×408×35×(1-3.5%)=339.54 kg/h(3)细纱机总产量=345.49+339.54=685.03 kg /h7.每小时织物的经、纬纱用纱量 经纱=1000¨每米织物经纱用纱量织物总产量⨯=685.03×69.225/1000=47.42kg/h 纬纱=1000¨每米织物纬纱用纱量织物总产量⨯=685.03×63.799/1000=43.70 kg/h 8.织机产量计算(1)每小时织物生产量=每米织物经纱用纱量每小时织物经纱用纱量=225.6949.345×1000=4.991m/h (2)织机理论生产率=w P 1060⨯⨯织机每分钟转数=2601030060⨯⨯=6.92 m/h·台 (3)织机实际生产率=织机理论生产率×时间效率=6.92×0.9=6.228 m /h·台(4) 织机总产量=织机定额台数×织机实际生产率 织机定额台数=织机实际生产率织物生产量=228.6685.03=109.99 台 (5) 织机配备台数=计划停台率织机定额台数-1=%2199.109-=112.23 台 修正:织机配备台数=113台(二)纺部工艺参数选择1.各工序定量的选定是根据原料种类、性能和细纱特数工序 清棉 梳棉 预并条 条卷 精梳 后并条头道 后并条二道 粗纱 细纱。
纺织工艺设计与计算

纺织工艺设计与计算目录模块一纺纱工艺设计与计算项目一纱线设计与计算任务一纤维纱线基础知识一、纺织纤维的分类二、纱线的分类任务二纱线的线密度一、纱线的粗细指标二、股线的粗细表征三、复丝粗细的表征任务三纱线的捻度一、加捻的目的和实质二、加捻的量度三、捻向四、纱线加捻对其结构*能的影响任务四纱线的强力与弹*一、纱线的强力二、纱线的弹*任务五纱线的结构特征与毛羽一、毛羽的形成二、纱线毛羽的形态与毛羽指标三、影响纱线毛羽的因素四、新型纱线的结构与毛羽项目二原料的*配与混合任务一原棉的*配一、配棉的目的二、原棉*配的依据三、配棉方法任务二化学纤维的*配一、纤维*配的目的二、化学短纤维的*配三、化学纤维*能的*配与工艺质量关系四、化学短纤维转移对*配的影响五、化学纤维*配应注意的问题任务三原料的混合一、混合方法二、混纺比的计算三、纤维包排列项目三纺纱工艺流程和主要设备的工艺参数确定任务一纺纱工艺流程的确定一、纺纱基本作用二、棉纺系统与工艺流程任务二纺纱各工序主要设备与纺纱流程*择一、纺纱各工序的作用与主要设备二、纺纱各类纱线的工艺流程三、纺纱设备的*择原则任务三纺纱各工序主要工艺原则及工艺设计一、开清棉工艺设计二、梳棉工艺三、清梳联工艺四、精梳准备工艺五、精梳工艺六、并条工艺七、粗纱工艺八、细纱机工艺九、后加工工艺十、结头规格项目四纺纱生产工艺设计与计算任务一纺纱工艺参数的*择与计算一、线密度、并合数、牵伸倍数的*择二、线密度、并合数、牵伸倍数三、捻系数的*择四、纺纱机器速度五、生产涤/棉(65/35)J13tex×2经线的工艺参数计算举例任务二纺纱生产设备的配台计算一、纺纱机器配备计算二、纱锭分配任务三纺纱生产管理及相关计算一、细纱总产量的确定二、用料量和制成率三、各工序生产供应的平衡四、纺纱总牵伸倍数的分配和半制品线密度的计算五、棉纺工场主要技术经济指标项目五纺部纱线的工艺设计与计算举例任务一纺纱工艺和设备配备计算实例一、产品方案及规模二、织物用纱量计算三、纺纱工艺流程(以J13×J13涤/棉纱为例)四、纺纱设备配备计算(以J13×J13涤/棉纱为例)五、纺纱设备配备数量模块二织造工艺设计与计算项目一织物结构参数设计与计算任务一织物种类与风格特征一、织物种类二、常见棉型织物的组织结构特征三、常见棉型织物的风格特征任务二织物几何结构一、织物*能概述二、织物几何结构三、织物的紧度与织物几何结构相的关系任务三织物密度与紧度的设计与计算一、织物密度与紧度的设计方法二、布边设计项目二织物规格设计与计算任务一织物技术设计计算一、经、纬纱线密度二、织物的幅宽与匹长三、经、纬纱织缩率四、浆纱墨印长度五、筘号与筘幅六、总经根数的计算七、织物断裂强度的计算任务二穿经工艺的计算一、开口机构的*择二、综、筘、经停片的*择与计算项目三织造生产工艺与设计计算任务一生产工艺流程与机器*择*、工艺*程的*择原则与依据二、典型织物的生产工艺流程三、织造工艺流程*择过程中考虑的因素四、织造设备的*择原则任务二织造卷装形式与计算一、织造卷装形式和参数二、织造各卷装的计算项目四织造机器参数*择与机器配备计算任务一织造设备工艺参数的确定与计算一、织造各工序设备速度、效率的确定与计算二、计划停台率的确定与计算任务二生产供应的平衡一、各车间生产供应平衡的办法二、织物生产量的计算与确定三、回潮率差异的调整四、各车间生产的供应平衡任务三织造设备配备计算一、织物重量与用纱量计算二、织造各机器定额计算和配备计算附录一白坯织物工艺与设备配备计算实例附录二色织物工艺与设备配备计算实例参考文献。
棉纺织厂设计管理及工艺管理知识分析计算
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载棉纺织厂设计管理及工艺管理知识分析计算地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容棉纺织厂设计工艺计算罗伟 纺织042班 0401021086严治军 纺织042班A :J 19.4×J 19.4×260×260×119.5 3万锭B :T/C 13×T/C 13×380×280×119.5 2万锭要求:1.所有纱要求全部自用。
2.2~3个学生一组,相互协作。
A :J 19.4×J 19.4×260×260×119.5 3万锭其中:N tj :经纱号数 N tj =19.4tex N tw :纬纱号数 N tw =19.4texP j :经纱密度 P j =260根/10cm P w :纬纱密度 P w =260根/10cmW b :布幅 W b =119.5cm(一)涤棉细布用纱量计算1.总经根数的计算总经根数M z =)1(10bd bj Bj b b m W P -⨯+⨯ 其中: m bj :边经根数 m bj =24根b d :地经穿入数 b d =2 b b :边经穿入数 b b =4M z =10260×119.5+24×(1-21)=3119根 2.每米织物经、纬纱用纱量的计算(1)每米织物经纱用纱量 =经纱回潮率)伸长率)(经纱缩率)((加放率)(纱线特数总经根数-+-⨯+⨯⨯1111001 =%)4.01%)(2.11%)(5.121(1000%)9.01(4.193119-+-⨯+⨯⨯=69.225 g/m (2)每米织物纬纱用纱量 =纬纱回潮率)纬纱缩率)((加放率)(纱线特数布幅纬密--⨯⨯+⨯⨯⨯111000101 =))(()(%7.01%41100010%9.014.195.119260--⨯⨯+⨯⨯⨯=63.799 g/m 3.捻度的计算T t =t tN α×10 捻/m取:粗纱t α=65 细纱:经纱t α=380 纬纱t α=362(1) 粗纱捻度T 粗=50065=2.91捻/10cm=29.1 捻/m(2) 细纱经纱捻度T 经=4.19380=86.27捻/10cm=862.7捻/m (3) 细纱纬纱捻度T 纬=4.19362=82.19捻/10cm= 821.9捻/m 4.细纱机理论生产量(1)细纱机理论生产量=10001000Tt 10Nt 60⨯⨯⨯⨯⨯s n 取: n s =19400r/min 经纱=10000008.94104.191940060⨯⨯⨯⨯=0.02382 kg/h·锭 纬纱=10000009727.87104.191940060⨯⨯⨯⨯=0.02567 kg/h·锭 时间效率:经纱取97% 纬纱取96%(2)细纱机定额生产量经纱=0.02382×97%=0.0225 kg/h·锭 纬纱=0.02567×96%=0.02464 kg/h·锭5.细纱机配备台数总台数A=40830000=73.5台 取74台 取:细纱机型为FA506型每米织物纬纱用纱量每米织物经纱用纱量=纬纱定额生产量纬纱台数经纱定额生产量经纱台数⨯⨯ 即:799.63225.69=02567.002382.0⨯⨯纬纱台数经纱台数 又:经纱台数+纬纱台数=74得;经纱配备台数=39 纬纱配备台数=356.细纱机产量(1)经纱产量=经纱定额产量×每台锭数×台数×(1-计划停台率)=0.0225×408×39×(1-3.5%)=345.49 kg/h(2)纬纱产量=纬纱定额产量×每台锭数×台数×(1-计划停台率)=0.02464×408×35×(1-3.5%)=339.54 kg/h(3)细纱机总产量=345.49+339.54=685.03 kg/h7.每小时织物的经、纬纱用纱量经纱=1000¨每米织物经纱用纱量织物总产量⨯=685.03×69.225/1000=47.42kg/h 纬纱=1000¨每米织物纬纱用纱量织物总产量⨯=685.03×63.799/1000=43.70 kg/h8.织机产量计算(1)每小时织物生产量=每米织物经纱用纱量每小时织物经纱用纱量=225.6949.345×1000=4.991m/h (2)织机理论生产率=w P 1060⨯⨯织机每分钟转数=2601030060⨯⨯=6.92 m/h·台 (3)织机实际生产率=织机理论生产率×时间效率=6.92×0.9=6.228 m/h·台(4) 织机总产量=织机定额台数×织机实际生产率织机定额台数=织机实际生产率织物生产量=228.6685.03=109.99 台 (5) 织机配备台数=计划停台率织机定额台数-1=%2199.109-=112.23 台 修正:织机配备台数=113台(二)纺部工艺参数选择1.各工序定量的选定是根据原料种类、性能和细纱特数工序 清棉 梳棉 预并条 条卷 精梳 后并条头道 后并条二道 粗纱 细纱 络筒特数 380000 3600 3200 52000 3700 3300 3300 500 19.4T 19.4W 19.4T 19.4W并合数 1 8 24 4 6 6 1 12.牵伸计算本工序牵伸倍数=本工序半制品特数本工序并合数上工序半制品特数⨯ 梳棉牵伸=380000/3600=105.56预并牵伸=3600×8/3200=9条卷牵伸=3200×24/52000=1.477精梳条牵伸=52000×4/3700=56.216后并条头道牵伸=3700×6/3300=6.727后并条二道牵伸=3300×6/3300=6粗纱牵伸=3300/500=6.6细纱牵伸=500/19.4=25.7733.捻度计算 见P 24.前罗拉速度(1)粗纱机前罗拉转速 n 前=0101000d T n t s π⨯⨯ 其中:d 0:前罗拉直径(mm ) n s :锭子转速(r/min) T t :捻度(捻/10cm )查表可得锭速 n 粗前=600r/min 细纱:n 经前=14500 n 纬前=14300当d 0=28 mm 时,n 前=91.21060037.11⨯⨯=207r/min(2)细纱机前罗拉转速 n 前=%)1(1010000s d T n t s -⨯⨯π 其中:s%:捻缩率 经纱:n 前=%)61.21(2514.327.8610100014500-⨯⨯⨯⨯⨯=219.85 r/min 纬纱:n 前=%)37.21(2514.319.8210100014300-⨯⨯⨯⨯⨯=227.20 r/min (三)纺部各工序产量计算(1)清棉机理论生产量=100000000060t dnN π=10000000003800001223014.360⨯⨯⨯⨯=197.594 kg/h·台 时间效率取85%清棉机定额生产量=197.594×85%=167.955 kg/h·台2.梳棉机理论生产量=100000000060t dnEN π=1000000000360037.12070614.360⨯⨯⨯⨯⨯=13.12 kg/h·台 时间效率取×90% 梳棉机定额生产量=13.12×90%=11.808 kg/h·台3.并条机理论生产量=100000060t VEN 其中:V :输出线速度m/ min 1000000320020060⨯⨯=38.4 kg/h·眼 时间效率取80% 预并条定额生产量:38.4×80%=30.72 kg/h·眼4.条卷机理论生产量=100000060t VN 其中:V :输出线速度m/ min =1000000520006060⨯⨯=187.2 kg/h·眼 时间效率取75% 条卷机定额生产量=187.2 ×75%=140.4 kg/h·眼 5. 精梳机理论生产量=1000000000%)1(60t N c a n l -⨯⨯ =100000000052000%)151(81806.560⨯-⨯⨯⨯⨯=21.386 kg/h·台 时间效率取 87% 精梳机定额生产量=21.386 ×87%=18.606 kg/h·台6.粗纱机理论生产量=10000001060⨯⨯⨯⨯t t s T N n =10000005617.41050085060⨯⨯⨯⨯=0.559 kg/h·锭 时间效率取80% 粗纱机定额生产量=0.559×80%=0.479 kg/h·锭7.细纱机理论生产量 见P 2—P 38.络筒机理论生产量 G L =60v Nt /1000000=60×575×19.4/1000000=0.6693 kg/h·锭时间效率取72% 络筒机定额生产量=0.6693×72%=0.48 kg/h·锭9.混并的理论生产量=60v Nt /1000000=60×170×3300/1000000=33.66 kg/h·眼时间效率取80% 所以混并的定额生产量=33.66×80%=26.928 kg/h·眼(四)纺部各工序总产量工序 清棉 梳棉 预并条 条卷 精梳 后并条头道 后并条二道 粗纱 细纱 络筒消耗率(%)134.2 124.8 124.3 123.6 103.8 102.4 102.4 101.9 100 99.9计划停台数 10 6 5 4 6 6 6 5 3.5 5某工序总产量=细纱总产量×某工序消耗率已求得经纬纱总用纱量为:经纱 345.49 kg/h 纬纱 339.54 kg/h细纱总产量: 685.03 kg/h1.粗纱总产量= 685.03×101.9%=698.05 kg/h2.混并总产量= 685.03×102.4%=701.47 kg/h3.精梳总产量= 685.03×103.8%=711.06 kg/h4.条卷总产量= 685.03×123.6% =846.70 kg/h5.预并总产量= 685.03 ×124.3%=851.49 kg/h6.梳棉总产量= 685.03 ×124.8%=854.92 kg/h7.清棉总产量= 685.03 ×134.2%=919.31 kg/h8.络筒总产量 T=345.49×99%=342.04 kg/hW=339.54×99%=336.14 kg/h(五)纺部各工序定额机台数1.清棉 每台定额生产量总生产量=919.31/167.955=5.47台 2.梳棉 每台定额生产量总生产量=854.92/11.808=72.40台 3. 预并条每眼定额生产量总生产量=851.49/30.72=27.72眼 4.条卷机 每台定额生产量总生产量=846.70/140.4=6.03台 5.精梳机每台定额生产量总生产量=711.06/18.606=38.22台 6.混并=每眼定额生产量总生产量=701.47/26.928=26.05眼 7.粗纱机每锭定额生产量总生产量=698.05/0.479=1457.3锭8.络筒 T=342.04/0.48=712.58锭W=336.14/0.48=700.29锭(六)纺部计算机器台数各工序计算机器台数=计划停台率定额机台数-1 1.清棉机 n=5.47/(1-10%)=6.08台 取7台2.梳棉机 n=72.40/(1-6%)=77.02台 取78台3.预并条n=27.72/(1-5%)=29.18眼 30眼/15台4.条卷机=6.03/(1-4%)=6.28台 取7台5.精梳机=38.22/(1-6%)=40.66台 取41台6.混并机=26.05/(1-6%)=27.71眼 取28眼/14台7.粗纱机=1457.3/(1-5%)=1534.0锭 取13台(120锭/台) FA4018.细纱机经纱:39 纬纱:359.络筒机 T=712.58/(1-5%)=750.08锭 取8台(100锭/台)W=700.29/(1-5%)=737.15锭 取8台(100锭/台)(七)织厂机器配备计算1.每米织物经、纬纱用纱量 见P 1—P 22.织厂各生产工序的产量计算(1)织机理论生产率 见P 3(2)络筒机理论生产率=100000060纱线特数络筒线速度⨯⨯ =10000004.1960575⨯⨯=0.67kg/h·锭 络筒机实际生产率=络筒机理论生产率×时间效率=0.67×70%=0.469 kg/h·锭(3)整经机理论生产率=100000060纱线特数每轴经纱根数整经机速度⨯⨯ =10000004.1942860250⨯⨯⨯=124.55 kg/h·台 整经机实际生产率=整经机理论生产率×时间效率=124.55×50%=62.275 kg/h·台(4)浆纱机理论生产率=1000000纱线特数织轴总经根数浆纱机线速度⨯⨯ =10000004.1931196025⨯⨯⨯=90.76 kg/h·台 浆纱机实际生产率=浆纱机理论生产率×时间效率=90.76×70%=63.5 kg/h·台(5)穿筘架生产率:穿筘的定额一般取1100 根/h·台(6)验布机理论生产率=验布机线速度×60=18×60=1080 m/h·台时间效率:阔幅棉布左右侧各验一遍故为15%验布机实际生产率=验布机理论生产率×时间效率=1080×15%=162 m/h·台(7)折布机理论生产率=折布机线速度×60=54×60=3240 m/h·台折布机际生产率=折布机理论生产率×时间效率=3240×40%=1296 m/h·台(8)中包机生产率:生产定额 12包(7200 m )/ h·台3. 每小时织物的经、纬纱用纱量 见P2-34.织厂各生产工序机器配备台数(1)织机配备台数=844台(2)经络筒机定额锭数=每锭实际生产率织物的经纱用纱量=47.42/0.35=135.49 锭 纬络筒机定额锭数=每锭实际生产率织物的经纱用纱量=43.70/0.35=124.86 锭 设计划停台率为5.5%经络筒机计算配备台数=经络筒机定额锭数/(1-5.5%)=135.49/(1-5.5%)=143.3锭 取2台纬络筒机计算配备台数=纬络筒机定额锭数/(1-5.5%)=124.86/(1-5.5%)=132.1锭 取2台(3)整经机的定额台数=每台实际生产率织物的经纱用纱量=135.49/ 62.275=2.18台 设计划停台率为4%整经机的计算配备台数=整经机的定额台数/(1-4%)=2.18/(1-4%)=2.27台 取3台(4)浆纱机的定额台数=每台实际生产率织物的经纱用纱量=135.49/63.5=2.13台 设计划停台率为7%浆纱机的计算配备台数=浆纱机的定额台数/(1-7%)=2.13/(1-7%)=2.29台 取3台(5)穿筘架的计算配备台数=长度一只织轴绕纱可织布的每筘定额织物的生产量织轴上的总经根数⨯⨯ =7.3536110049913119⨯⨯⨯=11.01台 取12台 (6)验布机的定额台数=验布机的实际生产率织物的生产量= 4991 /162=30.81台 取31 台 (7)折布机的定额台数=折布机的实际生产率织物的生产量=4991/1296=3.85台 取4台 (8)中包机的定额台数=中包机的实际生产率织物的生产量=4991/7200=0.69台 取1台 (9)卷纬机的理论生产率=140×19.4×60/1000000=0.163 kg/h·锭卷纬机的实际生产率=0.163×0.8=0.130 kg/h·锭卷纬机的定额锭数=织物经纱用量/卷纬机的实际生产率=43.70/0.130=336.15锭设计划停台率为3.5%,则卷纬机配备锭数=336.15/(1-3.5%)=348.34锭计划配备台数=348.34/328=1.04台B :T/C 13×T/C 13×380×280×119.5 2万锭其中::经纱号数N tj =13tex :纬纱号数N tw =13tex经纱密度P j =380根/10cm :纬纱密度P w =280根/10cm 布幅W b =119.5 cm(一)纯棉布用纱量计算1.总经根数的计算总经根数M z =)1(10bd bj Bj b b m W P -⨯+⨯ 其中: m bj :边经根数 m bj =48根b d :地经穿入数 b d =2b b :边经穿入数 b b =4M z =)421(48105.119380-⨯+⨯=4565根 修正为2的倍数,取45662.每米织物经、纬纱用纱量的计算(1)每米织物经纱用纱量 =经纱回潮率)伸长率)(经纱缩率)((加放率)(纱线特数总经根数-+-⨯+⨯⨯1111001 =%)3.01%)(2.11%)(81(1000%)9.01(134566-+-⨯+⨯⨯=64.52 g/m (2)每米织物纬纱用纱量 =纬纱回潮率)纬纱缩率)((加放率)(纱线特数布幅纬密--⨯⨯+⨯⨯⨯111000101 =))(()(%6.01%5.71100010%9.01135.119280--⨯⨯+⨯⨯⨯= 47.73 g/m 3.捻度的计算T t =t tN α×10 捻/m取:粗纱t α=65 细纱:经纱t α=380 则其捻缩率=2.61%纬纱t α=320 则其捻缩率=2%(1) 粗纱捻度T 粗=72065=2.42捻/10cm=24.2捻/m(2)细纱经纱捻度T 经=13380=105.40捻/10cm=1054捻/m(3)细纱纬纱捻度T 纬=13320=88.75捻/10cm= 887.5捻/m4.细纱机理论生产量 (1)细纱机理论生产量=10001000Tt 10Nt 60⨯⨯⨯⨯⨯s n 取: n s =15000r/min 经纱=100000040.10510131500060⨯⨯⨯⨯=0.011 kg/h·锭 纬纱=100000075.8810131500060⨯⨯⨯⨯=0.013 kg/h·锭 时间效率:经纱取95% 纬纱取95%(2)细纱机定额生产量经纱=0.011×95%=0.010kg/h·锭 纬纱=0.013×95%=0.0124 kg/h·锭5.细纱机配备台数总台数A=40820000=49.02台 停台率=3.5% 则实际应配备台数=49.02/(1-3.5%)=50.80 取51台每米织物纬纱用纱量每米织物经纱用纱量=纬纱定额生产量纬纱台数经纱定额生产量经纱台数⨯⨯ 又:经纱台数+纬纱台数=51 得:经纱配备台数=31台 纬纱配备台数=20台6.细纱机产量(1)经纱产量=经纱定额产量×每台锭数×台数×(1-计划停台率)=0.010×408×31×(1-3.5%)=122.05 kg/h(2)纬纱产量=纬纱定额产量×每台锭数×台数×(1-计划停台率)=0.0124×408×20×(1-3.5%)=97.64 kg/h(3)细纱机总产量=122.05+97.64=219.69 kg/h7.每小时织物的经、纬纱用纱量(1)每小时织物经纱用纱量=经纱产量=122.05 kg/h(2)每小时织物纬纱用纱量=408×20×(1-3.5%)×0.0124=97.64 kg/h8.织机产量计算(1)每小时理论生产率=每米织物经纱用纱量每小时织物经纱用纱量=52.6469.219×1000=3405 m/h (2)织机理论生产率=w P 1060⨯⨯织机每分钟转数=2801040060⨯⨯=8.571m/h·台 (3)织机实际生产率=织机理论生产率×时间效率=8.571×86%=7.37 m/h·台(4)织机的实际产量=织机实际生产率×每小时织物用纱量/1000=7.37×(64.52+47.73)/1000=0.827 kg/h.台织机定额台数=织机实际产量细纱总产量=827.064.9705.122+=265.65 台(5)织机配备台数=计划停台率织机定额台数-1=%2165.265-=272台 (二)纺部工艺参数选择1.各工序定量的选定是根据原料种类、性能和细纱特数涤 棉 涤棉混纺FA142 FA201 FA141 FA201 FA302 FA401 FA502定量 460000 4100 450000 4772.4 4200 720 282.牵伸计算本工序牵伸倍数=本工序半制品特数本工序并合数上工序半制品特数⨯ (1)梳棉牵伸 涤=460000/4100=112.2 棉=450000/4772.4=94.3(2)混一并牵伸=4100×4+4772.4×2/4200=6.18(3)混二并牵伸=4200×6/4200=6(4)粗纱牵伸=4200/720=5.83(5)细纱牵伸=720/28=25.73.捻度计算 见P 144.前罗拉速度(1)粗纱机前罗拉转速 n 前=0101000d T n t s π⨯⨯ 其中:d 0: 前罗拉直径(mm ) n s : 锭子转速(r/min)T t :捻度(捻/10cm )当d 0=28 mm 时,n 前=2814.342.2101000800⨯⨯⨯⨯=376 r/min (2)细纱机前罗拉转速 n 前=%)1(1010000s d T n t s -⨯⨯π 其中:s%:捻缩率 经纱:n 前=%)61.21(2514.340.10510100015000-⨯⨯⨯⨯⨯=186.15 r/min 纬纱:n 前=%)21(2514.375.8810100015000-⨯⨯⨯⨯⨯=219.70 r/min (三)纺部各工序产量计算1.清棉机理论生产量=100000000060t dnN π T=10000000004600001323014.360⨯⨯⨯⨯=259.1 kg/h·台C=10000000004500001323014.360⨯⨯⨯⨯=253.5 kg/h·台时间效率取85% 清棉机定额生产量:T=259.1×85%=220.3 kg/h·台C=253.5×85%=215.5 kg/h·台2.梳棉机理论生产量=100000000060t dnEN π T=100000000037.141002870614.360⨯⨯⨯⨯⨯=20.9 kg/h·台 C=100000000037.14.47722870614.360⨯⨯⨯⨯⨯=24.35 kg/h·台 时间效率取90% 梳棉机定额生产量:T=20.9×90%=18.81 kg/h·台C=24.35×90%=21.9 kg/h·台3.并条机理论生产量=100000060t VN 其中:V :输出线速度m/ min =1000000420030060⨯⨯=75.6 kg/h·眼 时间效率取80% 并条机定额生产量:75.6×80%=60.5 kg/h·眼4.粗纱机理论生产量=10000001060⨯⨯⨯⨯t t s T N n =100000042.21072080060⨯⨯⨯⨯=1.43kg/h·锭 时间效率取75% 粗纱机定额生产量=1.43×75%=1.07 kg/h·锭5.细纱机理论生产量 见P 14(四)纺部各工序总产量已求得经纬纱总用纱量为:经纱122.05 kg/h 纬纱97.64 kg/h细纱总产量:219.69 kg/h1.粗纱总产量= 219.69×101.9%=223.86kg/h2.并条总产量= 219.69×102.4%=224.96kg/h3.棉梳棉总产量= 219.69×37.9%=83.26 kg/h涤梳棉总产量=219.69×66.01%=145.02 kg/h4.棉清棉总产量=219.69×40.37%=88.69kg/h涤清棉总产量=219.69×66.63%=146.38 kg/h(五)纺部各工序定额机台数1.清棉机定额机台数=每台定额生产量总生产量 T=146.38/220.3=0.66 台 C=88.69/215.5=0.4116台2.梳棉机定额机台数=每台定额生产量总生产量 T=145.02 /18.81=7.71 台 C=83.26/21.9=3.80台3.并条机定额机器眼数=每眼定额生产量总生产量=224.96/60.5=3.72 眼 4.粗纱机定额机锭数=每锭定额生产量总生产量=223.86/1.07=209.21锭 (六)纺部计算机器台数各工序计算机器台数=计划停台率定额机台数-1 1.清棉机 T=0.66/(1-10%)=0.733台 取1台C==0.4116/(1-10%)=0.457台 取1台2.梳棉机 T=7.71/(1-6%)=8.20 取9台C=3.79/(1-6%)=4.04 取5台3.并条机=3.72/(1-5%)=3.92眼 取4眼/2台4.粗纱机=209.21/(1-5%)=220.22锭 取2台/(120锭/台)5.细纱机 经纱:31台 纬纱:20台(七)织厂机器配备计算1.每米织物经、纬纱用纱量 见P 132.织厂各生产工序的产量计算(1)织机理论生产率 见P 15(2)络筒机理论生产率=100000060纱线特数络筒线速度⨯⨯ =10000002860575⨯⨯=0.966 kg/h·锭 络筒机实际生产率=络筒机理论生产率×时间效率=0.966×70%=0.676 kg/h·锭(3)整经机理论生产率=100000060纱线特数每轴经纱根数整经机速度⨯⨯⨯ =10000002850060350⨯⨯⨯=294 kg/h·台 整经机实际生产率=整经机理论生产率×时间效率=294×50%=147 kg/h·台(4)浆纱机理论生产率=100000060纱线特数织轴总经根数浆纱机线速度⨯⨯⨯ =10000002839946030⨯⨯⨯=201.3 kg/h·台浆纱机实际生产率=浆纱机理论生产率×时间效率=201.3×70%=140.9 kg/h·台(5)穿筘架生产率:穿筘的定额一般取1100 根/h·台(6)验布机理论生产率=验布机线速度×60=18×60=1080 m/h·台时间效率:阔幅棉布左右侧各验一遍故为15%验布机实际生产率=验布机理论生产率×时间效率=1080×15%=162 m/h·台(7)折布机理论生产率=折布机线速度×60=80×60=4800 m/h·台折布机际生产率=折布机理论生产率×时间效率=4800×40%=1920 m/h·台(8)中包机生产率:生产定额 12包(7200 m/ h·台)3. 每小时织物的经、纬纱用纱量 见P 154.织厂各生产工序机器配备台数(1)织机配备台数=272台(2)络筒机定额锭数=每锭实际生产率织物的经纱用纱量=122.05/0.676=180.55锭 设计划停台率为5.5%络筒机计算配备台数=络筒机定额锭数/(1-5.5%)=180.55/(1-5.5%)=191.06锭 取2台(3)整经机的定额台数=每台实际生产率织物的经纱用纱量=122.05/147=0.83台 设计划停台率为4%整经机的计算配备台数=整经机的定额台数/(1-4%)=0.865台 取1台(4)浆纱机的定额台数=每台实际生产率织物的经纱用纱量=122.05/140.9=0.86台 设计划停台率为7% 浆纱机的计算配备台数=浆纱机的定额台数/(1-7%)=0.93台 取1台(5)穿筘架的计算配备台数=长度一只织轴绕纱可织布的每筘定额织物的生产量织轴上的总经根数⨯⨯ =1300110034054565⨯⨯=10.87台 取11台 (6)验布机的定额台数=验布机的实际生产率织物的生产量=3405/162=21.02台 取22台 (7)折布机的定额台数=折布机的实际生产率织物的生产量=3405/1920=1.77台 取2台 (8)中包机的定额台数=中包机的实际生产率织物的生产量=3405/1200=2.84台 取3台 (9)络筒机的定额台数=每锭的实际生产率织物的纬纱用纱量=97.64/0.676=144.44 锭 设计划停台率为5.5%络筒机的配备台数=定额台数/(1-5.5%)=152.85 锭请删除以下内容后使用本资料一、互联网的诞生1.互联网诞生的历程2.互联网与信息化社会二、知识经济的发展1.知识经济出现的时代背景2.知识经济的内涵及发展概况3.知识和信息对社会的影响三、工作和生活方式的革命四、面临的问题重点:信息化社会的主要内容及影响难点:知识经济的内涵【教学方法】由于本课的内容更加贴近于学生生活的实际,资料容易搜集,并且也很有趣味性,因此在教学前应该引导学生搜集网络发展的资料,以锻炼学生收集整理资料的能力,不断加深对历史和现实的理解。
纺织工业及基地管理知识分析规划

纺织工业及基地管理知识分析规划纺织工业是世界范围内居民日常生活用品和工业原料的主要产业之一。
而纺织基地的管理是纺织工业生产和发展的重要保障。
由于纺织工业涉及到产品多样化、工艺复杂化等问题,因此,纺织工业及基地管理涉及到各种知识和技能。
一、关于纺织工业的知识分析纺织工业的生产过程可以简单地分为三个阶段:原材料加工阶段、纺织加工阶段以及后整理阶段。
这个过程还包括了检验、质量控制、物流、销售以及管理等方面。
首先,原材料加工阶段包括了纤维、贡缎、毛织品、羽绒等的加工,这个阶段的主要目的就是将这些原材料加工成可进行纺织产品生产的原材料。
在此阶段,需要掌握纤维物理学、纤维化学、纤维特性、纤维加工工艺以及机器运行等知识。
其次,纺织加工阶段是将原材料进行加工,包括了线、织物、针织等的生产。
这个阶段需要掌握纺织机械学、纤维/线特性、纤维加工工艺、纺纱、织造、针织、染色、印花等知识。
同时,还需要了解产品开发、质量控制、加工效率等方面的知识。
最后,后整理阶段是将纺织产品印花、染色、整烫等处理,这个阶段需要掌握产品质量检验、整烫、染色、特色加工、印花、质量控制等方面的知识。
同时,还需要了解生产线排列、物流等知识。
二、关于纺织基地管理的知识分析纺织基地管理涉及到了市场分析、计划制定、生产管理、质量控制、库存管理、人员管理以及资金管理等方面的知识。
首先,市场分析是指对市场需求情况、竞争对手分析、消费者需求的研究。
通过市场分析,可以制定合适的销售策略,保持公司的市场地位。
与此同时,需要了解消费者的需求趋势以及相关产业市场发展趋势。
其次,计划制定是指根据市场需求情况和公司的生产能力制定合理的生产计划。
计划制定涉及到了原材料采购、生产线调度、质量控制等方面。
再次,生产管理是指对纺织工厂进行生产过程管理的一种方法。
生产管理涉及到了资源分配、生产流程规划、生产效率等方面。
对于纺织工业这样的产品,生产管理需要结合产品生命周期、生产技术和市场需求等方面进行管理。
棉纺织厂设计资料
棉纺织厂设计资料开清设备:超短流程和模块化发展势在必行随着电子计算机、传感、变频调速等高科技在清梳联上的逐步应用,清梳联设备在开清棉、梳棉及清梳联联合环节不仅实现了各单机的简单联合,而且清梳联的开清棉与梳棉机联合正在逐渐走向成熟。
上世纪90年代形成的第一代新清梳联设备除了包括往复精细抓取抓包机、自由打击的轴流式开棉机、高效除杂的多仓混棉机、精细开棉的多刺辊、自动匀匀给棉机和高效高产的梳棉机等装置以外,整套设备还配有金属探测仪、异纤清除机及微除尘机等部分。
这种短流程开清系统,能充分发挥各单机的作用,最高单产可达120公斤/台?时;生条重不匀可改善到2%以下,生条短绒及棉结都能够明显降低。
进入21世纪以后,德国特吕茨勒公司又在20世纪第一代清梳联的基础上开发了新式超短流程开清棉机组,比原有设备有了更大的发展。
新式超短流程开清棉机组具有作用柔和、高效除杂及清除异物、异纤并减少短绒及棉结的特点。
四大装备造就超短流程设备超短流程开清棉机组充分体现了对原棉渐增柔和开松、除杂功能,可保证设备在实现良好开松清棉效果的同时减少对纤维的损伤。
往复式抓包机是新型超短流程清梳联设备流程中的第一台机器,担负着对原棉精细抓取、初步开松、混棉的任务。
由于该机的主要任务是向下工序输送经过初步开松、混合的精细抓取原棉,因此往复式抓棉机下降动程最小为0.1毫米,抓取棉束重量为30毫克,60毫克。
为了降低抓棉双打手的速度,尽量减少打手对纤维的损伤,新设备还将抓棉机机幅适当加宽。
超短流程设备的第一道重要装备是抓包机。
德国BLENDOMATBO-A自动抓包机由电子计算机程序控制,抓棉动作可保持连续不间断;机幅加宽后横向排包可由3,4包增加到5,6包,抓棉机排包长度可达50米,排包量已超过200个大包,可控制生产8组配棉棉包、供应1,3条开清棉生产线(每条生产线为1000,2000公斤/时);BLENDOMATBO-A抓包机反向抓棉罗拉在抓包机向前运行时可自动升高10毫米,不会因刀片方向与抓棉移动方向相同而出现抓取较大棉块的现象。
纺织行业及工作管理知识分析法
纺织行业及工作管理知识分析法纺织行业是指以纺织品制造为主要经营活动的行业,包括纺纱、织造、印染、服装制造等环节。
在纺织行业中,工作管理是确保生产效率和产品质量的重要环节。
本文将介绍纺织行业工作管理的知识分析法。
一、目标管理目标管理是纺织行业工作管理的核心方法之一、在制定工作目标时,可以采用SMART原则,即目标应当具备以下特点:具体(Specific)、可衡量(Measurable)、可实现(Attainable)、相关(Relevant)、时限(Time-bound)。
例如,一个具体的目标可以是在一个月内提高产量10%,并且通过生产数据进行衡量和监控,以确保目标的实现。
二、流程管理流程管理是纺织行业工作管理的另一个重要方法。
通过分析和优化生产流程,可以提高生产效率和产品质量。
可以使用PDCA循环法(计划、实施、检查、改进)来管理流程,不断循环改进。
例如,在纺织品生产流程中,可以通过减少等待时间、提高设备利用率、优化员工分工等来提高效率。
三、绩效管理绩效管理是纺织行业工作管理的重要手段之一、通过设定关键绩效指标(KPIs),对员工的绩效进行监控和评估,并在必要时进行调整。
在制定绩效指标时,可以采用“平衡计分卡”(balanced scorecard)方法,包括财务、顾客、内部业务流程和学习与成长等维度,从而全面评估员工的绩效。
四、团队管理团队管理在纺织行业中也很重要。
有效的团队管理可以提高团队的凝聚力和合作性,从而提高生产效率和员工满意度。
可以采用团队建设、目标共享、有效沟通等方法来提高团队管理水平。
例如,可以通过定期团队会议、团队建设活动和奖励机制等方式来促进团队合作。
五、质量管理质量管理是纺织行业工作管理中不可或缺的一环。
通过建立严格的质量控制体系,可以提高产品的质量和稳定性。
可以采用ISO国际质量管理体系认证等方法来规范和监控质量管理工作。
例如,可以建立质量检验流程,制定质量标准,并培训员工进行质量控制。
棉纺织厂设计管理及工艺管理知识分析计算

棉纺织厂设计管理及工艺管理知识分析计算棉纺织厂是指专门生产棉纺织品的工厂。
设计管理与工艺管理是棉纺织厂生产过程中的重要环节,由于制造过程复杂,涉及到一系列技术问题,因此需要进行设计管理与工艺管理知识的分析计算。
一、棉纺织厂设计管理1.1 布局设计棉纺织厂布局设计需要考虑到生产流程和场地的限制。
通过分析生产流程,确定不同生产环节的布置方式,使生产过程顺利进行。
同时,考虑散热和管道的布置,以保证生产环境的稳定和安全。
1.2 设备选型棉纺织厂生产设备的选择应根据生产需求和技术要求,因此在设备选型方面需要进行严密的分析和计算。
核心设备包括梳棉机、牵伸机、织机、卷绕机等。
1.3 能源消耗棉纺织厂生产需要消耗大量的能源,因此需要对能源使用情况进行分析计算,采取节约能源的措施。
主要包括应用高效节能设备,优化工艺流程等。
二、棉纺织厂工艺管理2.1 原料与品质管理棉纺织厂生产的关键环节是从原料到成品的制造过程,因此要对原料的品质进行认真的掌控。
进口棉纱质量普遍较好,而国内产棉纱质量相对较差,因此应用尽可能多的进口棉纱进行生产。
2.2 工艺流程管理棉纺织厂生产的效率和成品品质受工艺流程的影响,因此需要严格控制工艺流程。
主要工艺流程包括纺纱、织造、整理等。
2.3 质量管理棉纺织品的质量对消费者有很大的关注度,制造商需要严格控制质量。
质量管理应从原料选择、工艺流程、设备管理、操作者素质等方面入手,制定科学严谨的质量标准,对生产过程进行严密把控,确保产品质量。
综上所述,设计管理与工艺管理是棉纺织厂生产过程中不可忽视的环节。
在设计管理方面,需要合理布局,选择合适设备和加强能源管理;在工艺管理方面,需要对原料进行品质管理,优化工艺流程,加强质量管理。
只有充分考虑这些关键环节,棉纺织厂的生产过程才能更加完善,提高产品质量,增加市场竞争力。
现代纺织行业及工艺设备管理知识分析
δ——纱的体积重量(克/cm3),棉纱的体积重量一般 为0.8~0.9克/ cm3或800~900kg/m3
Nt:棉纱特数 其它还可通过英制支数、公制支数Nm或其它关系式求 出纱线直径。
注意:目前国际上通用的细度:特数制 我国目前也已推广特数制,原来(早期)广泛使用英制支 数,后少部分地试用过公制支数Nm。
棉纱长度米 公制支数Nm= 棉纱在公定回潮时的重量 克
纱线越粗,其公制支数Nm越小。
英制支数:在英制回潮率(9.89%)时重1磅的纱,其长度为 多少个840码,其英制支数就是多少支。
英制支数Ne=
棉纱长度码
棉纱在英制回潮率时的重量磅 840
注:1磅(pound)=0.4536kg=453.6g=0.907斤
条干均匀度是反映细纱短片段的粗细不匀情况(见《纺织工艺学P4》)
测试方法:将纱绕在小黑板上,与样照对比,确定粗细均匀、疵点等 情况(P4下段)
4、棉纱的强力与品质指标 单纱强力:拉断一根单纱所需的力。单位常用厘牛
(CN= 102 N )
由于单纱强力不匀比较大,测试次数必须较多才有代表性,一般测试 次数不应少于50次。
5、棉纱的棉结杂质
通常用1克棉纱所含有的外观棉结杂质粒数来作为棉 纱分级的依据之一,故是棉纱质量检验的一个重要指标。 (《纺织工艺学》P5)
棉结的形式:棉纺加工过程中,部分长度短、成熟度 差、卷曲纱、弹性差的薄壁纤维,由于机械作用和工艺处 理不当而纠缠,聚集形成棉结。
棉花的杂质:附有或不附有纤维的籽屑、碎叶、碎枝 杆、棉籽软皮,毛发及麻草等杂物。
纺纱过程包括以下一些加工过程:
1、开清工程(opening and cleaning blowing) 2、梳理工程(carding, combing) 3、并条工程(drawing) 4、粗纱工程(roving) 5、细纱工程(spinning) 6、后加工工程(down stream processing)包括络纱
棉纺织厂生产技术管理要点培训知识

棉纺织厂生产技术管理要点培训知识1. 引言棉纺织厂生产技术管理是确保生产过程高效、优质的重要环节。
本文档旨在介绍棉纺织厂生产技术管理的要点,包括生产计划管理、设备维护管理、质量控制管理等方面的知识。
2. 生产计划管理生产计划管理是棉纺织厂生产技术管理的基础,它涉及生产计划制定、物料供应、生产进度控制等方面。
•生产计划制定:生产计划应根据市场需求、设备能力和原材料供应情况制定,合理安排生产顺序和产能,确保生产能够按时交付。
•物料供应:对于棉纺织厂来说,原材料的供应十分重要。
在生产计划中,需要明确物料的类型、规格、数量,并及时与供应商进行沟通,确保原材料能够按时到达。
•生产进度控制:生产进度控制是保证生产计划执行的关键。
需要通过监控生产进度、与各生产部门进行及时沟通和协调,及时解决生产中的问题,确保生产进度不受影响。
3. 设备维护管理设备维护管理是保障棉纺织厂正常生产运行的重要环节。
合理的设备维护管理可以延长设备的使用寿命,提高生产效率。
•定期预防性维护:定期预防性维护是指按照设备制造商的要求和实际生产情况,制定设备定期保养和检修计划。
这样可以及时发现设备的故障和问题,并加以修复,防止设备故障对生产造成影响。
•设备故障处理:设备故障时,需要及时进行处理,以减少对生产的影响。
应该设立故障处理流程,明确责任人,并建立设备维修记录,以便分析设备故障的原因,采取相应的措施。
•设备更新升级:随着科技的进步,设备更新升级是不可避免的。
对于过时的设备,需要及时评估其继续使用的可行性,并进行适当的更新升级,以提高生产效率和产品质量。
4. 质量控制管理质量控制管理是确保棉纺织厂产品质量符合标准的关键环节。
质量控制管理应涵盖从原材料采购到产品交付的整个生产过程。
•质量标准制定:制定符合国家标准和企业要求的产品质量标准,以指导生产过程中的各个环节。
•原材料检验:对采购的原材料进行检验,确保其符合质量标准。
可以采用抽检的方式进行,也可以与供应商进行合作,建立长期的合作关系。
棉纺厂计算部分
四万锭棉纺厂设计摘要:本设计根据任务书的相关要求,以工艺设计为主要内容,讨论了棉纺织厂设计的厂址选择、总平面设计、产品方案、产品种类、原料选配、工艺流程、机器选择和空气调节等环节。
本设计根据产品的特性及机器性能,计算出各道工序所需的机器配备台数,根据算出的配备台数,结合书本《棉纺织工厂设计》,运用AutoCAD 画出棉纺厂车间机器排列图和总平面布置图。
同时在此基础上,也对棉纺织厂设计的研究前景进行了展望,归纳了在研究中其存在的关键问题,指出了其研究的主要进展,并对其中的主要问题进行了讨论。
关键词:棉纺厂设计工艺流程机器配备机器排列Design of Spinning Mill with 40,000 SpindlesAbstract:This design according to the relevant requirement of commitments to process design as the main content, and discusses the design of cotton textile factory site choice total plane design products products kinds raw material selection process machine selection and air conditioning and other links to this design according to the characteristics of the product and the machine performance, calculated for each procedure of the machine is equipped with the Numbers, according to work out with the Numbers, combined with the cotton plant design books, using AutoCAD draw cotton mills workshop machine arrangment diagram and the general layout and based on this, also on the textile factory design research prospect, summarizes the research in the key problems, and points out the research progress of the main, and one of the main problems are discussedKey words:textile mill;design;technical process;equipment shaping;machine arrangement1前言在我国国民经济中,纺织工业是一个发展较早、基础比较坚实的工业部门,是我国传统支柱产业之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
棉纺织厂设计工艺计算罗伟 纺织042班 0401021086严治军 纺织042班A :J 19.4×J 19.4×260×260×119.5 3万锭B :T/C 13×T/C 13×380×280×119.5 2万锭要求:1.所有纱要求全部自用。
2.2~3个学生一组,相互协作。
A :J 19.4×J 19.4×260×260×119.5 3万锭其中:N tj :经纱号数 N tj =19.4tex N tw :纬纱号数 N tw =19.4texP j :经纱密度 P j =260根/10cm P w :纬纱密度 P w =260根/10cmW b :布幅 W b =119.5cm(一)涤棉细布用纱量计算1.总经根数的计算总经根数M z =其中: m bj :边经根数 m bj =24根b d :地经穿入数 b d =2 b b :边经穿入数 b b =4M z =×119.5+24×(1-)=3119根2.每米织物经、纬纱用纱量的计算(1)每米织物经纱用纱量===69.225 g/m(2)每米织物纬纱用纱量===63.799 g/m3.捻度的计算T t =×10 捻/m取:粗纱=65 细纱:经纱=380 纬纱=362(1) 粗纱捻度T 粗==2.91捻/10cm=29.1 捻/m(2) 细纱经纱捻度T 经==86.27捻/10cm=862.7捻/m(3) 细纱纬纱捻度T 纬==82.19捻/10cm= 821.9捻/m4.细纱机理论生产量(1)细纱机理论生产量= 取: n s =19400r/min经纱=10000008.94104.191940060⨯⨯⨯⨯=0.02382 kg/h·锭 纬纱=10000009727.87104.191940060⨯⨯⨯⨯=0.02567 kg/h·锭 时间效率:经纱取97% 纬纱取96%(2)细纱机定额生产量经纱=0.02382×97%=0.0225 kg/h·锭 纬纱=0.02567×96%=0.02464 kg/h·锭5.细纱机配备台数总台数A=40830000=73.5台 取74台取:细纱机型为FA506型每米织物纬纱用纱量每米织物经纱用纱量=纬纱定额生产量纬纱台数经纱定额生产量经纱台数⨯⨯ 即:799.63225.69=02567.002382.0⨯⨯纬纱台数经纱台数又:经纱台数+纬纱台数=74得;经纱配备台数=39 纬纱配备台数=356.细纱机产量(1)经纱产量=经纱定额产量×每台锭数×台数×(1-计划停台率)=0.0225×408×39×(1-3.5%)=345.49 kg/h(2)纬纱产量=纬纱定额产量×每台锭数×台数×(1-计划停台率)=0.02464×408×35×(1-3.5%)=339.54 kg/h(3)细纱机总产量=345.49+339.54=685.03 kg/h7.每小时织物的经、纬纱用纱量经纱=1000¨每米织物经纱用纱量织物总产量⨯=685.03×69.225/1000=47.42kg/h纬纱=1000¨每米织物纬纱用纱量织物总产量⨯=685.03×63.799/1000=43.70 kg/h8.织机产量计算(1)每小时织物生产量=每米织物经纱用纱量每小时织物经纱用纱量=225.6949.345×1000=4.991m/h(2)织机理论生产率=w P 1060⨯⨯织机每分钟转数=2601030060⨯⨯=6.92 m/h·台(3)织机实际生产率=织机理论生产率×时间效率=6.92×0.9=6.228 m/h·台(4) 织机总产量=织机定额台数×织机实际生产率织机定额台数=织机实际生产率织物生产量=228.6685.03=109.99 台(5) 织机配备台数=计划停台率织机定额台数-1=%2199.109-=112.23 台修正:织机配备台数=113台(二)纺部工艺参数选择1.各工序定量的选定是根据原料种类、性能和细纱特数工序 清棉 梳棉 预并条 条卷 精梳 后并条头道 后并条二道 粗纱 细纱 络筒特数 380000 3600 3200 52000 3700 3300 3300 500 19.4T 19.4W 19.4T 19.4W并合数 1 8 24 4 6 6 1 12.牵伸计算本工序牵伸倍数=本工序半制品特数本工序并合数上工序半制品特数⨯ 梳棉牵伸=380000/3600=105.56预并牵伸=3600×8/3200=9条卷牵伸=3200×24/52000=1.477精梳条牵伸=52000×4/3700=56.216后并条头道牵伸=3700×6/3300=6.727后并条二道牵伸=3300×6/3300=6粗纱牵伸=3300/500=6.6细纱牵伸=500/19.4=25.7733.捻度计算 见P 24.前罗拉速度(1)粗纱机前罗拉转速 n 前=0101000d T n t s π⨯⨯ 其中:d 0:前罗拉直径(mm ) n s :锭子转速(r/min) T t :捻度(捻/10cm )查表可得锭速 n 粗前=600r/min 细纱:n 经前=14500 n 纬前=14300当d 0=28 mm 时,n 前=91.21060037.11⨯⨯=207r/min (2)细纱机前罗拉转速 n 前=%)1(1010000s d T n t s -⨯⨯π 其中:s%:捻缩率 经纱:n 前=%)61.21(2514.327.8610100014500-⨯⨯⨯⨯⨯=219.85 r/min 纬纱:n 前=%)37.21(2514.319.8210100014300-⨯⨯⨯⨯⨯=227.20 r/min (三)纺部各工序产量计算(1)清棉机理论生产量=100000000060t dnN π=10000000003800001223014.360⨯⨯⨯⨯=197.594 kg/h·台 时间效率取85%清棉机定额生产量=197.594×85%=167.955 kg/h·台2.梳棉机理论生产量=100000000060t dnEN π=1000000000360037.12070614.360⨯⨯⨯⨯⨯=13.12 kg/h·台 时间效率取×90% 梳棉机定额生产量=13.12×90%=11.808 kg/h·台3.并条机理论生产量=100000060tVEN 其中:V :输出线速度m/ min1000000320020060⨯⨯=38.4 kg/h·眼时间效率取80% 预并条定额生产量:38.4×80%=30.72 kg/h·眼4.条卷机理论生产量=100000060tVN 其中:V :输出线速度m/ min=1000000520006060⨯⨯=187.2 kg/h·眼时间效率取75% 条卷机定额生产量=187.2 ×75%=140.4 kg/h·眼5. 精梳机理论生产量=1000000000%)1(60tN c a n l -⨯⨯=100000000052000%)151(81806.560⨯-⨯⨯⨯⨯=21.386 kg/h·台时间效率取 87% 精梳机定额生产量=21.386 ×87%=18.606 kg/h·台6.粗纱机理论生产量=10000001060⨯⨯⨯⨯t ts T N n =10000005617.41050085060⨯⨯⨯⨯=0.559 kg/h·锭时间效率取80% 粗纱机定额生产量=0.559×80%=0.479 kg/h·锭7.细纱机理论生产量 见P 2—P 38.络筒机理论生产量 G L =60v Nt /1000000=60×575×19.4/1000000=0.6693 kg/h·锭时间效率取72% 络筒机定额生产量=0.6693×72%=0.48 kg/h·锭9.混并的理论生产量=60v Nt /1000000=60×170×3300/1000000=33.66 kg/h·眼时间效率取80% 所以混并的定额生产量=33.66×80%=26.928 kg/h·眼(四)纺部各工序总产量工序 清棉 梳棉 预并条 条卷 精梳 后并条头道 后并条二道 粗纱 细纱络筒消耗率(%)134.2 124.8 124.3 123.6 103.8 102.4 102.4 101.9 10099.9 计划停台数 10 6 5 4 6 6 6 5 3.55某工序总产量=细纱总产量×某工序消耗率已求得经纬纱总用纱量为:经纱 345.49 kg/h 纬纱 339.54 kg/h细纱总产量: 685.03 kg/h1.粗纱总产量= 685.03×101.9%=698.05 kg/h2.混并总产量= 685.03×102.4%=701.47 kg/h3.精梳总产量= 685.03×103.8%=711.06 kg/h4.条卷总产量= 685.03×123.6% =846.70 kg/h5.预并总产量= 685.03 ×124.3%=851.49 kg/h6.梳棉总产量= 685.03 ×124.8%=854.92 kg/h7.清棉总产量= 685.03 ×134.2%=919.31 kg/h8.络筒总产量 T=345.49×99%=342.04 kg/hW=339.54×99%=336.14 kg/h(五)纺部各工序定额机台数1.清棉 每台定额生产量总生产量=919.31/167.955=5.47台 2.梳棉 每台定额生产量总生产量=854.92/11.808=72.40台 3. 预并条每眼定额生产量总生产量=851.49/30.72=27.72眼 4.条卷机 每台定额生产量总生产量=846.70/140.4=6.03台 5.精梳机每台定额生产量总生产量=711.06/18.606=38.22台 6.混并=每眼定额生产量总生产量=701.47/26.928=26.05眼 7.粗纱机每锭定额生产量总生产量=698.05/0.479=1457.3锭 8.络筒 T=342.04/0.48=712.58锭W=336.14/0.48=700.29锭(六)纺部计算机器台数各工序计算机器台数=计划停台率定额机台数 1 1.清棉机 n=5.47/(1-10%)=6.08台 取7台2.梳棉机 n=72.40/(1-6%)=77.02台 取78台3.预并条n=27.72/(1-5%)=29.18眼 30眼/15台4.条卷机=6.03/(1-4%)=6.28台 取7台5.精梳机=38.22/(1-6%)=40.66台 取41台6.混并机=26.05/(1-6%)=27.71眼 取28眼/14台7.粗纱机=1457.3/(1-5%)=1534.0锭 取13台(120锭/台) FA4018.细纱机经纱:39 纬纱:359.络筒机 T=712.58/(1-5%)=750.08锭 取8台(100锭/台)W=700.29/(1-5%)=737.15锭 取8台(100锭/台)(七)织厂机器配备计算1.每米织物经、纬纱用纱量 见P 1—P 22.织厂各生产工序的产量计算(1)织机理论生产率 见P 3(2)络筒机理论生产率=100000060纱线特数络筒线速度⨯⨯ =10000004.1960575⨯⨯=0.67kg/h·锭 络筒机实际生产率=络筒机理论生产率×时间效率=0.67×70%=0.469 kg/h·锭(3)整经机理论生产率=100000060纱线特数每轴经纱根数整经机速度⨯⨯ =10000004.1942860250⨯⨯⨯=124.55 kg/h·台 整经机实际生产率=整经机理论生产率×时间效率=124.55×50%=62.275 kg/h·台(4)浆纱机理论生产率=1000000纱线特数织轴总经根数浆纱机线速度⨯⨯ =10000004.1931196025⨯⨯⨯=90.76 kg/h·台 浆纱机实际生产率=浆纱机理论生产率×时间效率=90.76×70%=63.5 kg/h·台(5)穿筘架生产率:穿筘的定额一般取1100 根/h·台(6)验布机理论生产率=验布机线速度×60=18×60=1080 m/h·台时间效率:阔幅棉布左右侧各验一遍故为15%验布机实际生产率=验布机理论生产率×时间效率=1080×15%=162 m/h·台(7)折布机理论生产率=折布机线速度×60=54×60=3240 m/h·台折布机际生产率=折布机理论生产率×时间效率=3240×40%=1296 m/h·台(8)中包机生产率:生产定额 12包(7200 m )/ h·台3. 每小时织物的经、纬纱用纱量 见P2-34.织厂各生产工序机器配备台数(1)织机配备台数=844台(2)经络筒机定额锭数=每锭实际生产率织物的经纱用纱量=47.42/0.35=135.49 锭 纬络筒机定额锭数=每锭实际生产率织物的经纱用纱量=43.70/0.35=124.86 锭 设计划停台率为5.5%经络筒机计算配备台数=经络筒机定额锭数/(1-5.5%)=135.49/(1-5.5%)=143.3锭 取2台纬络筒机计算配备台数=纬络筒机定额锭数/(1-5.5%)=124.86/(1-5.5%)=132.1锭 取2台(3)整经机的定额台数=每台实际生产率织物的经纱用纱量=135.49/ 62.275=2.18台 设计划停台率为4%整经机的计算配备台数=整经机的定额台数/(1-4%)=2.18/(1-4%)=2.27台 取3台(4)浆纱机的定额台数=每台实际生产率织物的经纱用纱量=135.49/63.5=2.13台设计划停台率为7%浆纱机的计算配备台数=浆纱机的定额台数/(1-7%)=2.13/(1-7%)=2.29台 取3台(5)穿筘架的计算配备台数=长度一只织轴绕纱可织布的每筘定额织物的生产量织轴上的总经根数⨯⨯ =7.3536110049913119⨯⨯⨯=11.01台 取12台 (6)验布机的定额台数=验布机的实际生产率织物的生产量= 4991 /162=30.81台 取31 台 (7)折布机的定额台数=折布机的实际生产率织物的生产量=4991/1296=3.85台 取4台 (8)中包机的定额台数=中包机的实际生产率织物的生产量=4991/7200=0.69台 取1台 (9)卷纬机的理论生产率=140×19.4×60/1000000=0.163 kg/h·锭卷纬机的实际生产率=0.163×0.8=0.130 kg/h·锭卷纬机的定额锭数=织物经纱用量/卷纬机的实际生产率=43.70/0.130=336.15锭设计划停台率为3.5%,则卷纬机配备锭数=336.15/(1-3.5%)=348.34锭计划配备台数=348.34/328=1.04台B :T/C 13×T/C 13×380×280×119.5 2万锭其中::经纱号数N tj =13tex :纬纱号数N tw =13tex经纱密度P j =380根/10cm :纬纱密度P w =280根/10cm 布幅W b =119.5 cm(一)纯棉布用纱量计算1.总经根数的计算总经根数M z =)1(10bd bj Bj b b m W P -⨯+⨯ 其中: m bj :边经根数 m bj =48根b d :地经穿入数 b d =2b b :边经穿入数 b b =4M z =)421(48105.119380-⨯+⨯=4565根 修正为2的倍数,取45662.每米织物经、纬纱用纱量的计算(1)每米织物经纱用纱量 =经纱回潮率)伸长率)(经纱缩率)((加放率)(纱线特数总经根数-+-⨯+⨯⨯1111001=%)3.01%)(2.11%)(81(1000%)9.01(134566-+-⨯+⨯⨯=64.52 g/m (2)每米织物纬纱用纱量 =纬纱回潮率)纬纱缩率)((加放率)(纱线特数布幅纬密--⨯⨯+⨯⨯⨯111000101 =))(()(%6.01%5.71100010%9.01135.119280--⨯⨯+⨯⨯⨯= 47.73 g/m 3.捻度的计算T t =t tN α×10 捻/m取:粗纱t α=65 细纱:经纱t α=380 则其捻缩率=2.61%纬纱t α=320 则其捻缩率=2%(1) 粗纱捻度T 粗=72065=2.42捻/10cm=24.2捻/m(2)细纱经纱捻度T 经=13380=105.40捻/10cm=1054捻/m (3)细纱纬纱捻度T 纬=13320=88.75捻/10cm= 887.5捻/m4.细纱机理论生产量 (1)细纱机理论生产量=10001000Tt 10Nt 60⨯⨯⨯⨯⨯s n 取: n s =15000r/min 经纱=100000040.10510131500060⨯⨯⨯⨯=0.011 kg/h·锭 纬纱=100000075.8810131500060⨯⨯⨯⨯=0.013 kg/h·锭 时间效率:经纱取95% 纬纱取95%(2)细纱机定额生产量经纱=0.011×95%=0.010kg/h·锭 纬纱=0.013×95%=0.0124 kg/h·锭5.细纱机配备台数总台数A=40820000=49.02台 停台率=3.5% 则实际应配备台数=49.02/(1-3.5%)=50.80 取51台每米织物纬纱用纱量每米织物经纱用纱量=纬纱定额生产量纬纱台数经纱定额生产量经纱台数⨯⨯又:经纱台数+纬纱台数=51 得:经纱配备台数=31台 纬纱配备台数=20台6.细纱机产量(1)经纱产量=经纱定额产量×每台锭数×台数×(1-计划停台率)=0.010×408×31×(1-3.5%)=122.05 kg/h(2)纬纱产量=纬纱定额产量×每台锭数×台数×(1-计划停台率)=0.0124×408×20×(1-3.5%)=97.64 kg/h(3)细纱机总产量=122.05+97.64=219.69 kg/h7.每小时织物的经、纬纱用纱量(1)每小时织物经纱用纱量=经纱产量=122.05 kg/h(2)每小时织物纬纱用纱量=408×20×(1-3.5%)×0.0124=97.64 kg/h8.织机产量计算(1)每小时理论生产率=每米织物经纱用纱量每小时织物经纱用纱量=52.6469.219×1000=3405 m/h (2)织机理论生产率=w P 1060⨯⨯织机每分钟转数=2801040060⨯⨯=8.571m/h·台 (3)织机实际生产率=织机理论生产率×时间效率=8.571×86%=7.37 m/h·台(4)织机的实际产量=织机实际生产率×每小时织物用纱量/1000=7.37×(64.52+47.73)/1000=0.827 kg/h.台织机定额台数=织机实际产量细纱总产量=827.064.9705.122+=265.65 台 (5)织机配备台数=计划停台率织机定额台数-1=%2165.265-=272台 (二)纺部工艺参数选择1.各工序定量的选定是根据原料种类、性能和细纱特数涤 棉 涤棉混纺FA142 FA201 FA141 FA201 FA302 FA401 FA502定量 460000 4100 450000 4772.4 4200 720 282.牵伸计算本工序牵伸倍数=本工序半制品特数本工序并合数上工序半制品特数⨯ (1)梳棉牵伸 涤=460000/4100=112.2 棉=450000/4772.4=94.3(2)混一并牵伸=4100×4+4772.4×2/4200=6.18(3)混二并牵伸=4200×6/4200=6(4)粗纱牵伸=4200/720=5.83(5)细纱牵伸=720/28=25.73.捻度计算 见P 144.前罗拉速度(1)粗纱机前罗拉转速 n 前=0101000d T n t s π⨯⨯ 其中:d 0: 前罗拉直径(mm ) n s : 锭子转速(r/min)T t :捻度(捻/10cm )当d 0=28 mm 时,n 前=2814.342.2101000800⨯⨯⨯⨯=376 r/min (2)细纱机前罗拉转速 n 前=%)1(1010000s d T n t s -⨯⨯π 其中:s%:捻缩率 经纱:n 前=%)61.21(2514.340.10510100015000-⨯⨯⨯⨯⨯=186.15 r/min 纬纱:n 前=%)21(2514.375.8810100015000-⨯⨯⨯⨯⨯=219.70 r/min (三)纺部各工序产量计算1.清棉机理论生产量=100000000060t dnN π T=10000000004600001323014.360⨯⨯⨯⨯=259.1 kg/h·台 C=10000000004500001323014.360⨯⨯⨯⨯=253.5 kg/h·台时间效率取85% 清棉机定额生产量:T=259.1×85%=220.3 kg/h·台 C=253.5×85%=215.5 kg/h·台2.梳棉机理论生产量=100000000060t dnEN π T=100000000037.141002870614.360⨯⨯⨯⨯⨯=20.9 kg/h·台 C=100000000037.14.47722870614.360⨯⨯⨯⨯⨯=24.35 kg/h·台 时间效率取90% 梳棉机定额生产量:T=20.9×90%=18.81 kg/h·台 C=24.35×90%=21.9 kg/h·台3.并条机理论生产量=100000060t VN 其中:V :输出线速度m/ min =1000000420030060⨯⨯=75.6 kg/h·眼 时间效率取80% 并条机定额生产量:75.6×80%=60.5 kg/h·眼4.粗纱机理论生产量=10000001060⨯⨯⨯⨯t t s T N n =100000042.21072080060⨯⨯⨯⨯=1.43kg/h·锭时间效率取75% 粗纱机定额生产量=1.43×75%=1.07 kg/h·锭5.细纱机理论生产量 见P 14某工序总产量=细纱总产量×某工序消耗率已求得经纬纱总用纱量为:经纱122.05 kg/h 纬纱97.64 kg/h细纱总产量:219.69 kg/h1.粗纱总产量= 219.69×101.9%=223.86kg/h2.并条总产量= 219.69×102.4%=224.96kg/h3.棉梳棉总产量= 219.69×37.9%=83.26 kg/h涤梳棉总产量=219.69×66.01%=145.02 kg/h4.棉清棉总产量=219.69×40.37%=88.69kg/h涤清棉总产量=219.69×66.63%=146.38 kg/h(五)纺部各工序定额机台数1.清棉机定额机台数=每台定额生产量总生产量 T=146.38/220.3=0.66 台 C=88.69/215.5=0.4116台2.梳棉机定额机台数=每台定额生产量总生产量 T=145.02 /18.81=7.71 台 C=83.26/21.9=3.80台3.并条机定额机器眼数=每眼定额生产量总生产量=224.96/60.5=3.72 眼 4.粗纱机定额机锭数=每锭定额生产量总生产量=223.86/1.07=209.21锭 (六)纺部计算机器台数各工序计算机器台数=计划停台率定额机台数 1 1.清棉机 T=0.66/(1-10%)=0.733台 取1台C==0.4116/(1-10%)=0.457台 取1台2.梳棉机 T=7.71/(1-6%)=8.20 取9台C=3.79/(1-6%)=4.04 取5台3.并条机=3.72/(1-5%)=3.92眼 取4眼/2台4.粗纱机=209.21/(1-5%)=220.22锭 取2台/(120锭/台)5.细纱机 经纱:31台 纬纱:20台(七)织厂机器配备计算1.每米织物经、纬纱用纱量 见P 132.织厂各生产工序的产量计算(1)织机理论生产率 见P 15(2)络筒机理论生产率=100000060纱线特数络筒线速度⨯⨯ =10000002860575⨯⨯=0.966 kg/h·锭 络筒机实际生产率=络筒机理论生产率×时间效率=0.966×70%=0.676 kg/h·锭(3)整经机理论生产率=100000060纱线特数每轴经纱根数整经机速度⨯⨯⨯ =10000002850060350⨯⨯⨯=294 kg/h·台 整经机实际生产率=整经机理论生产率×时间效率=294×50%=147 kg/h·台(4)浆纱机理论生产率=100000060纱线特数织轴总经根数浆纱机线速度⨯⨯⨯ =10000002839946030⨯⨯⨯=201.3 kg/h·台 浆纱机实际生产率=浆纱机理论生产率×时间效率=201.3×70%=140.9 kg/h·台(5)穿筘架生产率:穿筘的定额一般取1100 根/h·台(6)验布机理论生产率=验布机线速度×60=18×60=1080 m/h·台时间效率:阔幅棉布左右侧各验一遍故为15%验布机实际生产率=验布机理论生产率×时间效率=1080×15%=162 m/h·台(7)折布机理论生产率=折布机线速度×60=80×60=4800 m/h·台折布机际生产率=折布机理论生产率×时间效率=4800×40%=1920 m/h·台(8)中包机生产率:生产定额 12包(7200 m/ h·台)3. 每小时织物的经、纬纱用纱量 见P 154.织厂各生产工序机器配备台数(1)织机配备台数=272台(2)络筒机定额锭数=每锭实际生产率织物的经纱用纱量=122.05/0.676=180.55锭 设计划停台率为5.5%络筒机计算配备台数=络筒机定额锭数/(1-5.5%)=180.55/(1-5.5%)=191.06锭 取2台(3)整经机的定额台数=每台实际生产率织物的经纱用纱量=122.05/147=0.83台 设计划停台率为4%整经机的计算配备台数=整经机的定额台数/(1-4%)=0.865台 取1台(4)浆纱机的定额台数=每台实际生产率织物的经纱用纱量=122.05/140.9=0.86台 设计划停台率为7%浆纱机的计算配备台数=浆纱机的定额台数/(1-7%)=0.93台 取1台(5)穿筘架的计算配备台数=长度一只织轴绕纱可织布的每筘定额织物的生产量织轴上的总经根数⨯⨯ =1300110034054565⨯⨯=10.87台 取11台 (6)验布机的定额台数=验布机的实际生产率织物的生产量=3405/162=21.02台 取22台 (7)折布机的定额台数=折布机的实际生产率织物的生产量=3405/1920=1.77台取2台 (8)中包机的定额台数=中包机的实际生产率织物的生产量=3405/1200=2.84台取3台 (9)络筒机的定额台数=每锭的实际生产率织物的纬纱用纱量=97.64/0.676=144.44 锭设计划停台率为5.5%络筒机的配备台数=定额台数/(1-5.5%)=152.85 锭。