航空复合材料结构修补技术与应用_魏建义
航空复合材料结构修补技术与应用

航空复合材料结构修补技术与应用
陈先有;崔晶
【期刊名称】《新技术新工艺》
【年(卷),期】2007(000)006
【摘要】复合材料在航空工业领域的广泛应用可有效地改善飞行器的性能,随着这种应用的增加并为更有效地使用复合材料,迫切地需要发展可靠的修补技术.本文综述了航空复合材料修补方面的最新发展,包括修补原则和机械连接修补、胶接修补等修补技术,并就某型直升机复合材料结构损伤修补的典型应用进行分析.
【总页数】3页(P74-76)
【作者】陈先有;崔晶
【作者单位】陆航驻景德镇地区军事代表室,江西,景德镇,333002;上海飞机制造厂,工艺工程部,上海,200436
【正文语种】中文
【中图分类】TB323
【相关文献】
1.航空复合材料结构修补技术分析 [J], 陈先有;崔晶
2.航空复合材料结构修补技术与应用 [J], 魏建义
3.航空复合材料结构修补技术与应用 [J], 孙乐;王通;石鹏飞
4.航空复合材料结构修补技术与应用 [J], 魏建义
5.航空复合材料结构修补技术与运用 [J], 赵月
因版权原因,仅展示原文概要,查看原文内容请购买。
航空工业复合材料研发与应用方案
航空工业复合材料研发与应用方案第一章绪论 (2)1.1 研究背景与意义 (3)1.2 国内外研究现状 (3)1.3 研究目标与任务 (3)第二章航空工业复合材料概述 (4)2.1 复合材料定义与分类 (4)2.2 航空工业复合材料特点与应用 (4)2.3 复合材料在航空工业中的应用现状 (5)第三章复合材料研发方法与技术 (5)3.1 复合材料研发流程 (5)3.1.1 前期调研与需求分析 (5)3.1.2 设计与模拟 (5)3.1.3 材料制备与功能测试 (6)3.1.4 优化与改进 (6)3.1.5 产业化与推广应用 (6)3.2 复合材料研发技术 (6)3.2.1 材料设计技术 (6)3.2.2 制备技术 (6)3.2.3 功能测试技术 (6)3.2.4 分析与模拟技术 (6)3.3 复合材料研发试验方法 (6)3.3.1 原材料试验 (6)3.3.2 制备工艺试验 (7)3.3.3 功能测试试验 (7)3.3.4 应用试验 (7)第四章复合材料功能优化与评价 (7)4.1 复合材料功能优化方法 (7)4.2 复合材料功能评价体系 (7)4.3 复合材料功能测试与评价 (8)第五章航空工业复合材料制备工艺 (8)5.1 复合材料制备工艺概述 (8)5.2 复合材料制备工艺流程 (9)5.2.1 基体材料制备 (9)5.2.2 增强材料制备 (9)5.2.3 复合成型 (9)5.2.4 后处理 (9)5.3 复合材料制备工艺优化 (9)5.3.1 基体材料和增强材料的选择 (9)5.3.2 复合成型工艺的优化 (9)5.3.3 后处理工艺的优化 (9)5.3.4 制备设备的改进 (10)5.3.5 质量控制与监测 (10)第六章航空工业复合材料结构设计 (10)6.1 结构设计原则与方法 (10)6.1.1 结构设计原则 (10)6.1.2 结构设计方法 (10)6.2 复合材料结构设计流程 (10)6.3 复合材料结构设计案例分析 (11)第七章复合材料在航空器部件的应用 (12)7.1 复合材料在航空器结构部件的应用 (12)7.1.1 概述 (12)7.1.2 应用实例 (12)7.2 复合材料在航空器功能部件的应用 (12)7.2.1 概述 (12)7.2.2 应用实例 (12)7.3 复合材料在航空器复合材料部件的应用 (12)7.3.1 概述 (12)7.3.2 应用实例 (13)第八章航空工业复合材料制造与质量控制 (13)8.1 复合材料制造流程 (13)8.1.1 原材料准备 (13)8.1.2 预制件制备 (13)8.1.3 预制件铺层 (13)8.1.4 固化成型 (13)8.1.5 后处理 (14)8.1.6 检验 (14)8.2 复合材料制造设备与工艺 (14)8.2.1 制造设备 (14)8.2.2 制造工艺 (14)8.3 复合材料质量控制与检测 (14)8.3.1 质量控制 (14)8.3.2 检测方法 (14)第九章航空工业复合材料维修与养护 (15)9.1 复合材料维修方法 (15)9.2 复合材料养护技术 (15)9.3 复合材料维修与养护案例分析 (16)第十章发展趋势与展望 (16)10.1 航空工业复合材料发展趋势 (16)10.2 面临的挑战与机遇 (17)10.3 未来发展方向与展望 (17)第一章绪论1.1 研究背景与意义我国航空工业的快速发展,复合材料在航空器结构中的应用日益广泛。
复合材料在飞机上的应用与修理

民营科技2018年第7期科技创新复合材料在飞机上的应用与修理马江照(航空工业西飞,陕西西安710089)我国的飞机选材已经由混合型结构逐渐代替金属结构,应用材料变得更加可靠、安全、经济、舒适,这也是飞机发展的必要条件。
而复合材料本身具有耐高温、轻质等优点,满足了飞机应用材料的要求,使其成为飞机制造的一种重要材料,复合材料应用数量也在不断增加。
1复合材料在飞机上的应用1.1旋翼桨叶。
通过对复合材料的早期使用,发现了复合材料的突出优点。
其优良的抗疲劳性能、多通道加载的慢速传播和相对简单的成型过程都十分契合旋翼桨叶制造和使用。
该材料的应用不仅提高了飞机运行的安全性,而且延长了叶片的使用寿命,降低了维护成本,提高了航空公司的经济效益。
通过专业人员对新型旋翼桨叶的研究,研制了一系列新型飞机桨叶叶片。
其主要特点是叶型从对称到完全弯曲,不对称;桨叶顶端的形状由矩形变为掠型和尖形,提高了叶片的载荷分布、振动、桨涡干扰和噪声特性,提高了转子的工作效率。
该设计还实现了叶片性能的优化和减振降噪,在使用过程中取得了显著的效果。
1.2机体结构。
机体是典型的对重量敏感的结构,外形复杂且零件尺寸较大,适合复合材料在机体结构上的应用,提高机体的损伤容限,使飞机的操作更加安全可靠,满足飞机的碰撞吸收能量和隐身结构的设计要求。
早期复合材料主要用于天线罩,副翼,襟翼等次承力结构。
而随着复合材料技术的发展,飞机的机翼,尾翼,机身的主承力结构上复合材料的用量也大大增加。
复合材料构件和铝合金构件相比,在重量、可靠性、生产成本和维护方面都有良好的效益。
如复合材料在阀体和尾鳍和尾梁构件中的应用,能够有效的减轻重量和方便成型。
2飞机复合材料结构维修2.1补片式修理技术。
选择与母板材料相同的补片,外部一圈贴片焊接。
最好的补片厚度应该是母板厚度的一半,在修复过程中,应根据粘结的方法对补片的厚度进行设置和调整,具体试验表明,针对刚性材料的修理不能取得良好的效果,补片的粘结强度较低,因此在飞机运行和维护过程中经常出现问题。
航空复合材料的损伤与维修

航空复合材料的损伤与维修航空复合材料是指由不同材料组合而成的复合材料,常见的组合材料包括碳纤维、玻璃纤维、环氧树脂等。
航空复合材料具有重量轻、强度高、抗腐蚀性能好等优点,因此在航空领域得到了广泛应用。
随着航空器的使用和老化,航空复合材料可能会受到各种不同类型的损伤,这些损伤包括裂纹、划痕、穿孔等。
对于航空复合材料的损伤进行及时有效地维修至关重要,不仅可以延长航空器的使用寿命,还可以保证航空器的飞行安全。
航空复合材料的损伤主要分为表面损伤和内部损伤两类。
表面损伤包括划痕、凹坑、油污等,这些损伤不仅影响了航空器的外观,还可能导致材料的性能下降。
内部损伤主要包括裂纹和穿孔等,这些损伤不易被发现,但会对航空器的结构稳定性和安全性产生严重影响。
航空复合材料的损伤必须得到及时的检测和维修。
对于航空复合材料的损伤维修,首先需要进行全面的损伤检测和评估。
通过超声波检测、X射线检测等手段,对航空复合材料的表面和内部进行全面检测,评估损伤的性质和程度。
根据损伤的情况,选择合适的修复方案。
对于表面损伤,可以进行修复剂填补、磨砂、打磨等方法进行修复;对于内部损伤,可以通过注射胶体、粘接等方法进行修复。
在进行维修时,还需要考虑到航空器的使用环境和工作条件,以保证维修后的航空复合材料能够满足飞行安全的要求。
值得注意的是,航空复合材料的损伤维修需要遵守严格的标准和规范。
航空复合材料的损伤维修工艺需要符合航空工业标准,以保证维修后的航空器能够符合飞行安全的要求。
在进行航空复合材料的损伤维修时,还需要考虑到航空器的材料特性和结构特点,以保证维修后的航空复合材料能够满足航空器的使用要求。
飞机复合材料结构修理技术

飞机复合材料结构修理技术发布时间:2021-12-09T07:52:47.640Z 来源:《防护工程》2021年25期作者:纪书雅[导读] 科技进步带动了复合材料在航空领域的快速发展。
考虑到复合材料已经逐步成为当下飞机结构的关键部分,为此,必须积极进行其损伤机理与金属损伤存在差异的分析,对复合材料结构修理技术研究具有重要的现实意义。
航空工业哈尔滨飞机工业集团有限责任公司 150066摘要:科技进步带动了复合材料在航空领域的快速发展。
考虑到复合材料已经逐步成为当下飞机结构的关键部分,为此,必须积极进行其损伤机理与金属损伤存在差异的分析,对复合材料结构修理技术研究具有重要的现实意义。
本文主要基于飞机复合材料结构修理基础之上进行研究,促进飞机复合材料的可持续发展。
关键词:飞机复合材料;结构修理;修理技术引言:目前我国民用飞机其选用材料将逐渐从全金属向混杂结构技术转化,可靠性、安全性、经济性及舒适性等是未来飞机运行时要的,因此,复合材料的高比刚度、耐高温、材质轻等性能优势将更为显著,能很好的满足民用飞机材料的要求,复合材料也开始应用于制造飞机的主要结构件且用量越来越多。
复合材料在我国航空领域的应用取得了一定成效,而复合材料的使用要求也逐渐严格,但随着复合材料及其成形工艺技术的发展,对飞机复合材料结构修理技术方面的研究还有待于完善。
1.飞机复合材料结构及分析1.1复合材料结构的类型与特点层压板、蜂窝夹芯结构和蜂窝壁板结构是飞机上使用的主要复合材料构件。
单层板粘合面、不同材质单层板和不同纤维铺设方向上相同材质的各向异性单层板也可以构成复合材料层压板。
致使层压板具有各向异性的特点是由于这些单层板在厚度方向的宏观非匀质性导致的。
两块薄面板和中间胶接低密度的夹芯组成了蜂窝夹芯结构,夹芯材料有泡沫塑料和蜂窝夹芯,面板较薄,结构形式为层压板,主要材料有预浸单向碳纤维带或编织布、未预浸或预浸纤维玻璃布等。
蜂窝夹芯有铝箔蜂窝和玻璃布蜂窝。
飞机复合材料修补技术的研究

飞机复合材料修补技术的研究摘要:随着通用飞机复合材料市场需求的扩大,所需的修补技术也日益受到广泛关注。
本文主要介绍了通用飞机复合材料的损伤形式、复合材料修补的原则、修补方法及修补技术在复合材料中典型应用,为后续通用飞机复合材料修补技术奠定了理论基础。
关键词:复合材料;修补原则;修补方法近年随着复合材料技术的成熟以及复合材料质轻、高强、结构功能一体化、设计制造一体化以及易于成大型制品等优点,使其复合材料在通用飞机上的用量也大幅攀升,这已成为通用飞机先进性的重要技术指标之一。
通用飞机用结构复合材料制品尺寸大、成本高,在生产、运输和服役期间难免会产生缺陷或损伤,若不能及时有效的修补,恢复原结构的使用性能,则只能降级使用甚至报废。
因此,探索复合材料的修补技术尤为重要。
一、复合材料的损伤形式复合材料的使用损伤主要是在使用过程中出现的高能量或低能量的冲击损伤。
常见的损伤形式有:(1)表面损伤:这种损伤主要伤及材料的表面或近表面,如擦伤、划伤、凹陷、气泡和分层等。
(2)冲击损伤:冲击损伤又分为高能量冲击和低能量冲击,子弹、发动机碎片、鸟撞等外来物冲击以及雷击等属于高能量冲击,通常产生穿透损伤,这些损伤均目视易检;维护设施的撞击,踩踏,螺钉、轮胎碎片以及冰雹的撞击等属于低能量冲击,这类冲击造成的损伤目视不一定能够检测到。
(3)分层:如层压板分层,面板与蜂窝芯分层等。
(4)脱胶:如胶接面脱胶,层压板脱胶及面板与蜂窝芯之间脱胶等。
(5)慢性长期损伤:如疲劳裂纹等。
(6)渗水、吸潮损伤等。
每个部件按其结构重要性不同分成不同的区域,根据不同区域的应力水平、由结构试验确定的安全系数以及结构的设计类型和几何形状,确定部件损伤的可接受水平:许可损伤、可修补损伤、不可修补损伤。
损伤评估一般按损伤程度确定、损伤结果评估、可接受损伤水平的确定等几个步骤进行。
二、通用飞机用复合材料修补的原则2.1 根据受力及影响飞机安全的严重程度,分析损伤容限及剩余强度,确定是否修补或报废;2.2 修复后零件的完整性达到结构可接受的水平,可满足结构设计和强度设计的要求。
冲击损伤下航空复合材料的修复技术
冲击损伤下航空复合材料的修复技术作者:侯建民来源:《经济技术协作信息》 2018年第25期在强度比、刚度以及性能设计方面先进复合材料占据相当明显的优势,因此在航空航天领域中复合材料的应用范围与前景相当广阔,是航空结构材料的第四种类型。
在航空结构上复合材料使用量的增加,复杂曲面儿的逐步增多以及整体成型与共固化方向的发展也可对其进行直观体现。
但是还会有不同程度的缺陷与损伤存在于复合材料当中,这要求我们必须实现对可靠性强以及重复性高的结构修复技术进行科学寻找与使用。
一、冲击损伤评估航空复合材料结构的持续适航取决于多种因素(例如分层、脱胶、纤维断裂)。
服役期间,结构损伤或由制造缺陷(例如空隙、弱界面结合)引起,或因机械载荷(例如冲击)产生,或因环境条件(例如湿度、温度)导致。
其中,冲击损伤(例如掉落的工具、服役期间的碰撞、飞鸟撞击)往往是结构完整性的致命威胁。
冲击损伤往往导致压缩强度、拉伸强度和剪切强度的大幅下降。
钝器的冲击可诱发肉眼不可见的亚表面损伤,因此,在目视检查中难以识别。
通过研究层合板在冲击载荷下的损伤扩展过程,明确定义了四种损伤状态:无损伤状态、目视不可见损伤状态(BVID)、目视可见损伤状态(VID)和穿透损伤状态。
二、无损检测技术分析l空气耦合超声检测技术优势与特征。
近些年来,空气耦合超声检测技术成为热门领域,简单便携、分辨率较高以及自动化程度较高是空气耦合超声检测技术的明显优势与特征,原位检测是该事项检测技术使用的主要范围。
现阶段航空航天新型复合材料检测工作已经逐步应用空气耦合超声检测技术,波音737机翼后缘蜂窝夹芯材料、A320副翼、波音737尾翼、黑鹰直升机旋翼等构件检测工作,都会在结合实际的同时科学使用空气耦合超声检测技术。
空气耦合超声检测技术面对的主要问题就是如何实现对接收信号强度以及信噪比制约的打破,针对新型换能器以及高效检测系统的不断深化与研究是改善上述现象的重要手段。
从换能器研发角度来说,电容型球面聚焦膜换能器是未来超声换能器发展的主要趋势与方向。
民航飞机航空复合材料的应用与维修

V250.1
编号
20110816033
U D C
629.7
密级
公开
中国民航飞行学院
毕业设计(论文)
题目
民航飞机航空复合材料的应用与维修
Application and Maintenance Байду номын сангаасfComposite
Materialabout the Civil Aircraft
作者姓名
李佳伟
专业名称
关键词:复合材料,复合材料应用,损伤检测,损伤修理
Application and Maintenance ofComposite Materialabout the Civil Aircraft
Abstract:
In recent years,composite materialhasbecame a new generation material of aircraftmain bodybecause ithas high specific strength, highSpecific modulus,corrosion-resistant, shock absorption, fatigue resistance and other characteristics, but damage and defects of composite materials has become a majorsecurity issues, therefore, the analysis of composite materials is particularly important.Firstly, in this paper,the composite material’sdefinition, development, classificationas well ascharacteristicshas beendescribed,and thus the aircraft structural composites importance and necessityhas beenproved, the important issues need to be solved in the development of composite materialshas beenpointed out, composite materials development prospects of the futurehas beenanalyzed;Then, this paper use A380 and B787 aircraft as an example, introduces the application of composite materials in Airbus and Boeing; On this basis, the damage of composite materialshasfurther tobeexplored, the non-destructive testing methods of composite materials and methods of composite structures repairalso has been discussed; Next, this paperfocuses on the repair of aircraft plywood structure and honeycomb sandwich structure of composite materials; Finally,the actual case of repair of composite materialshas been enumerated.
飞机复合材料夹芯结构的粘接修补技术

信息 SA- 202 室温快固胶
该胶系通用型。主要用 于钢、 铝、 铜、 玻璃 钢、 硬 木、 苯 乙烯、 ABS 、 有机玻璃等金属与非金属的自粘及互粘。 主要设备 : 搪瓷反应釜等 , 约投资 3 万元。 基本原料 : 甲基丙烯酸酯类单体等。 效益分析 : 约创利 30% 左右。 转让方式 : 出售技术 , 技术转让费 2 5 万元。 单位 : 国家化工技术市场上海分场( 041) 联系人 : 周辉
电话 : 62589243 地址 : 上海市常德路 793 号 614 室Βιβλιοθήκη PS- 12 不干标签纸用乳胶
该胶主要用于制造不干性标签纸 , 也可用于铭牌粘贴。 主要设备 : 搪瓷反应釜等。 基本原料 : 丙烯酸酯等。 效益分析 : 产品投产后 , 可获利 30% 左右。 转让方式 : 出售技术 , 技术转让费 3 万元。 单位 : 国家化工技术市场上海分场 ( 041) 联系人 : 周辉 电话 : 62589243 地址 : 上海市常德路 793 号 614 室 粘 接 2000 / 1
鳍、 方向舵、 鸭翼等部件) 中。然而 , 该结构自身的 抗冲击能力较弱, 所以飞机在使用过程中, 一旦受 到外来物的撞击, 易产生分层、 凹陷、 非穿透破孔 等损伤。为了尽快修复损伤, 我们采用粘接技术,
收稿日期 : 1999- 11- 23 粘 接 2000 / 1
43
应用技术
第 21 卷第 1 期
应用技术
飞机复合材料夹芯结构的粘接修补技术
30 mm 。 ( 4) 将固定式的 T 型螺 栓 ( M8 80 m m 螺栓杆端横着焊 上长 30 mm 的铁棍 ) 伸 入裂缝 内, 旋转 90 , 杠横着裂缝拉 住, 将已 涂胶的钢板 的中心孔穿进 T 型螺栓压紧 , 然后再将胶纸箔 垫片、 钢垫片一并穿进螺栓, 拧紧螺帽, 不漏即可。 ( 5) 注意事项: a 准备工作 要充分做好, 粘 堵操作要准确、 有序、 迅速; b 操作人员必须戴好 防毒面具 , 方可进入施工现场 , 每次操作时间在 30 min 以内。 经过几年安全运行, 证明粘接效果良好, 解决 了生产过程中一直很难处理的问题。 2 煤气阀门砂眼修补 煤气厂压送车间管道上有一个 DG 400 的阀 门, 在阀体安装过程中发现有一米粒大的砂眼漏 气, 用粘接方法修补的具体操作方法如下: ( 1) 用钢丝刷和砂布清除砂眼及其表面的 铁锈和油污 , 直至露出金属光泽后 , 再用丙酮清 洗。 ( 2) ( 3) 用沾有胶粘剂的金属铅丝向砂眼揿压, 在砂眼 表面涂上一层自 制胶粘剂 ( 以 压满压实 , 使之不再漏气为止。
飞机复合材料修理技术研究
飞机复合材料修理技术研究复合材料在飞机领域的应用范围越来越广泛,在制造和使用过程中出现了各种结构缺陷和损伤,因此对复合材料的修理和维护成为重要的研究领域。
对飞机复合材料的合理维修可以有效降低成本,提高飞机的安全系数。
主要对复合材料在飞机领域的应用进行了介绍,总结了常见的复合材料维修方法。
标签:复合材料;维修;应用一、复合材料的结构构成该机型所使用的复合材料是由玻璃纤维或由环氧树脂基体(树脂)制成的碳布组成的。
环氧树脂基体可以保护纤维,并转移分布在纤维上的载荷。
环氧树脂是一种热固性材料,一旦其形状成型,将不再改变。
纤维具有抗拉强度高的特点,但其抗压和弯曲强度较低;环氧树脂基体具有较高的抗压强度和剪切强度。
其中,固体压板(层压板)结构是由一个或多个纤维布和环氧树脂基体铺层组成的;二级胶接是用胶粘剂将预固化的复合材料零件固定的结构连接;夹层结构是由两个包围着闭孔泡沫芯的层压板组成的。
二、飞机复合材料的维修技术2.1飞机复合材料的维修准则在飞机复合材料的维修中,需要满足以下几点要求:1)满足飞机的载荷和强度要求;2)满足结构的刚性要求;3)满足耐久性要求;4)满足气动光滑性要求;5)修理后增重效应小;6)修理的时间短、成本低。
2.2飞机复合材料修理方法在飞机复合材料的修理方法中,主要包括了贴补法、挖补法、注胶法、机械连接法等方法。
按照连接形式划分,可以分为机械连接修理和胶接修理两种。
(一)胶接修理胶接修理是飞机复合材料最为常见的修理方法,在飞机复合材料中主要采用的结构形式是层合板和复合材料蜂窝夹芯结构。
在复合材料蜂窝夹芯结构的修理中主要是层合板和芯材的修理两个方面。
在复合材料修理的分类中,可以根据补片与原结构的位置分为贴补修理和挖补修理。
(1)贴补修理在贴补修理中主要是在损伤结构的外表面胶黏固定补片的修理方式,通过贴补修理可以恢复损伤构件的结构强度和刚度。
首先将损伤区域的结构清除,打磨成圆孔,也可以根据实际需求打磨成任意形状。
航空复合材料结构修补技术与应用
航空复合材料结构修补技术与应用摘要:航空领域复合材料用量不断增加,复合材料结构维修研究相对滞后.本文概述并分析了航空复合材料结构维修技术的现状,并重点介绍了现阶段使用的航空复合材料结构修补技术;目视检查及无损检测定位损伤.综合考虑,确定维修区域和维修方法;维修后检测.关键词:航空;复合材料;修补技术一、航空复合材料结构的修补原则1.1基本的修补原则航空复合材料的基本修补原则主要包括了便捷性、时效性、经济效益以及使用性能的恢复等诸多方面。
具体来看,第一,需要修补之后的强度和硬度满足使用要求,同时还需要保障材料在结构性上的完整,无论是承载状况还是使用性能都能恢复到标准水平。
第二,需要在修补的过程中要尽可能少影响机械整体结构、重量以及其他性能,控制在可接受的标准范围内。
第三,还需要材料表明的平整性、光洁度以及完备性,这主要是为了保障航空设备的外形不发生变化,减少对设备的启动影响。
第四,由于修补具有较强的操作性,同时不需要太多的器材和设备。
第五,修补具有在经济效益是符合标准的,需要保障成本是处于可接受的范围内。
1.2结构性修补的原则对于从事修补的技术人员来说,除开对于基本修补原则的注重之外,还需要对结构性修补原则引起重视。
首先,需要保障修补通道的预设置,方便今后检修工作和强化工作的进行。
其次,要对频繁损坏的位置进行设计方案上的优化。
最后,还需要强化对组合构件的设计和应用,降低单一项目修补所带来的难度,及其对整体结构的影响。
除此之外,还需要尽量减少对整体构建的置换和装卸,进一步避免安装所带来的时间成本。
二、航空复合材料结构的修补技术分类2.1机械连接类这类修补技术主要是通过连接或者铆接以达到相应的目的。
一般来说,即是在修补位置外表采用螺栓或铆钉进行固定补片修补,即可保证损坏位置的载荷传递路线又能够恢复其功能,而其优点也显而易见,即不存在复杂操作,避免修补过程的冷藏加热,所以设备功能要求较低,最后修补连接件位置处理不需要太多需求,同时施工更加快捷,修补性能十分可靠。
航空先进聚合物基复合材料的修补
航空先进聚合物基复合材料的修补
航空先进聚合物基复合材料的修补
国内外修补技术概况20世纪70年代初期,澳大利亚航空实验研究所开始复合材料的胶接修补技术研究,并在飞机结构维护中得到应用.例如,用碳纤维增强塑料和硼纤维增强塑料为澳大利亚皇家空军修补了C-130、F-111等飞机.1981年,美国也开展了该研究,并于1984年对c-141进行了复合材料的修补.英国和法国也同时开展了相应的研究工作.目前,航空先进复合材料的损伤修补已由原来用于军用飞机的修复发展到民用飞机,并形成了一个较完整的体系.例如,GMI、Heatcon等公司的修补仪和修补工具等系列产品;修补使用的树脂体系和胶粘剂如RP-377、CG1300、RP-7020、Redux319等;修补文件如SRM(结构维修手册)、CMM(部件维修手册)等.
作者:王云英孟江燕丁祖群王艺作者单位:王云英(西北工业大学)
孟江燕(南昌航空大学)
丁祖群(成都飞机工业集团公司)
王艺(广州飞机维修工程有限公司)
刊名:航空维修与工程PKU英文刊名:AVIATION MAINTENANCE & ENGINEERING 年,卷(期):2008 ""(2) 分类号:V2 关键词:。
试论飞机复合材料修理技术

试论飞机复合材料修理技术发布时间:2023-04-17T07:49:47.345Z 来源:《教育学》2023年1月总第308期作者:于跃胡霞赵国庆[导读] 本文就飞机复合材料修理技术要点展开分析,在掌握飞机复合材料具体缺陷基础上,选择最佳的修理技术有效应用,总结复合材料维修经验为后续工作提供支持。
青岛91206部队山东青岛266108摘要:本文就飞机复合材料修理技术要点展开分析,在掌握飞机复合材料具体缺陷基础上,选择最佳的修理技术有效应用,总结复合材料维修经验为后续工作提供支持。
关键词:修理技术复合材料飞机超声波检测胶结修理复合材料是一种先进材料,在复合工艺支持下,将无机非金属、有机高分子和金属等不同材料加工组合形成的复合材料,保留原有组分材料特色同时,实现各组分性能补充、关联和协同,具有鲜明的材料优势。
复合材料在飞机结构领域应用范围逐步延伸拓展,在具体使用中会不同程度出现损伤问题,由于损伤类型多样、原因复杂,因此复合材料的修理难度大大提升。
鉴于此,加强飞机复合材料修理技术研究分析,有助于推动修理技术创新发展,促进飞机复合材料修理技术高水平发展。
一、飞机复合材料的缺陷和检测1.复合材料的缺陷。
复合材料在飞机领域中广泛应用,在长期使用中不可避免地发生不同程度的损伤,具体表现在两种:(1)表面缺陷,具体是指材料表面或是近表面出现划痕、擦伤、气泡、凹陷和分层等。
(2)冲击损伤,同基础设施和其他车辆相碰撞,或是与石子、砂砾接触出现损伤。
(3)分层缺陷,面板分层、层压板分层和蜂窝芯分层等。
(4)脱胶,层压板脱胶和胶接面脱胶等。
(5)慢性长期损伤,材料存在疲劳裂纹等,还有潮湿、渗水等因素影响出现的气孔损伤。
2.损伤检测。
(1)目视检测。
作为一种基础检测方法,是通过肉眼检测表面是否有裂纹、刮伤、划痕和摩擦等损伤。
依据损伤类别进行判断,除了肉眼检测,也可以借助手电筒、放大镜观察。
(2)敲击法检测。
此种方法是通过敲击复合材料,通过对反馈声音仔细辨别和判断,分析是否存在损伤,主要是起到辅助检测作用。
先进复合材料在飞机主承力件修理中的应用
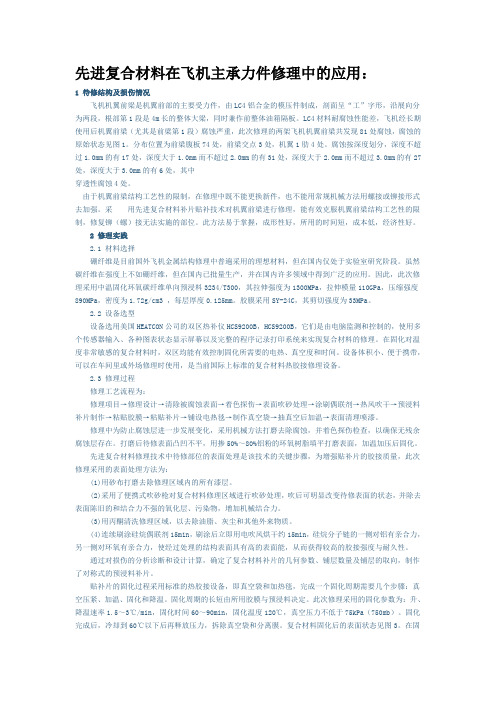
先进复合材料在飞机主承力件修理中的应用:1 待修结构及损伤情况飞机机翼前梁是机翼前部的主要受力件,由LC4铝合金的模压件制成,剖面呈“工”字形,沿展向分为两段,根部第1段是4m长的整体大梁,同时兼作前整体油箱隔板。
LC4材料耐腐蚀性能差,飞机经长期使用后机翼前梁(尤其是前梁第1段)腐蚀严重,此次修理的两架飞机机翼前梁共发现81处腐蚀,腐蚀的原始状态见图1。
分布位置为前梁腹板74处,前梁交点3处,机翼1肋4处。
腐蚀按深度划分,深度不超过1.0mm的有17处,深度大于1.0mm而不超过2.0mm的有31处,深度大于2.0mm而不超过3.0mm的有27处,深度大于3.0mm的有6处,其中穿透性腐蚀4处。
由于机翼前梁结构工艺性的限制,在修理中既不能更换新件,也不能用常规机械方法用螺接或铆接形式去加强。
采用先进复合材料补片贴补技术对机翼前梁进行修理,能有效克服机翼前梁结构工艺性的限制,修复铆(螺)接无法实施的部位。
此方法易于掌握,成形性好,所用的时间短,成本低,经济性好。
2 修理实践2.1 材料选择硼纤维是目前国外飞机金属结构修理中普遍采用的理想材料,但在国内仅处于实验室研究阶段。
虽然碳纤维在强度上不如硼纤维,但在国内已批量生产,并在国内许多领域中得到广泛的应用。
因此,此次修理采用中温固化环氧碳纤维单向预浸料3234/T300,其拉伸强度为1300MPa,拉伸模量110GPa,压缩强度890MPa,密度为1.72g/cm3 ,每层厚度0.125mm。
胶膜采用SY-24C,其剪切强度为33MPa。
2.2 设备选型设备选用美国HEATCON公司的双区热补仪HCS9200B,HCS9200B,它们是由电脑监测和控制的,使用多个传感器输入、各种图表状态显示屏幕以及完整的程序记录打印系统来实现复合材料的修理。
在固化对温度非常敏感的复合材料时,双区均能有效控制固化所需要的电热、真空度和时间。
设备体积小、便于携带,可以在车间里或外场修理时使用,是当前国际上标准的复合材料热胶接修理设备。
飞机夹层结构复合材料零部件的损伤形式及修理方法

常见飞机蜂窝板损伤形式及修理方法航空器复合材料中的蜂窝板是由薄而强的两层面板中间胶接蜂窝材料而成的一种新型复合材料,也称蜂窝层合结构(见图1)。
其面板选材有金属板、玻璃纤维、石英纤维、碳纤维等;夹心材料主要有芳纶、玻璃纤维、铝合金及发泡型结构。
蜂窝可制成不同的形状。
飞机上的蜂窝结构是由耐腐蚀夹心、面板、衬垫、隔板(假梁)、边肋等零件胶合而成。
面板与夹芯之间用胶膜胶接,蜂窝夹芯用芯子胶和耐腐蚀胶根据实际需要形状施加真空压力后加温胶接成型。
图1 蜂窝夹心板结构一、航空复合材料蜂窝结构损伤种类根据航空复合材料蜂窝结构部件在使用过程中可能出现损伤的情况,我们可以大致将胶接蜂窝结构部件的损伤分以下5类:1、表面损伤图2 典型表面凹坑此类损伤一般通过目视检查发现,包括表面擦伤、划伤、局部轻微腐蚀、表面蒙皮裂纹、表面小凹坑和局部轻微压陷等。
这类损伤一般对结构强度不产生明显的削弱。
2、脱胶及分层损伤该损伤是指纤维层与层之间或面板与夹芯之间的树脂失效缺陷,主要通过敲击检查、超声波检测等手段发现。
此类损伤一般不引起结构外观变化,大多是在生产过程中造成的初始缺陷,并在反复使用过程中缺陷不断扩展而导致的。
脱胶或分层面积过大会引起整体复合材料强度的削弱,应及时予以修补。
3、单侧面板损伤这类损伤包括单侧面板局部压陷、破裂或穿孔,一般通过目视检查即可发现。
该类型损伤能使一侧面板和蜂窝夹芯都受到损伤(表面塌陷),对气动性能和结构强度影响较大。
一旦发现该类损伤必须经过修理和检验确认后方能能重新使用。
4、穿透损伤该类型损伤是指蜂窝部件出现穿透性损伤、严重压陷和较大范围的残缺损伤等。
此类损伤对结构性能和强度有严重的影响,根据受损情况立即予以修理或按需更换新件。
5、内部积水该损伤原因主要由于蜂窝结构边缘或蜂窝材料对接边缘密封不严或密封失效,在长期使用过程中由于雨水渗透、油液浸泡以及水汽冷凝而造成蜂窝夹芯出现积水。
虽然一般情况蜂窝内部积水不会造成严重影响;但在冬季日夜气温变化较大的情况下,由于积液结冰膨胀将会会造成复合材料部件内部树脂基体脱胶;同时在积液的长期浸泡下也会使复合材料的树脂基体的胶接强度大幅降低而降低部件的整体性能;特别是各类复合材料制备的舵面、襟翼、翼身整流罩及发动机部件等,均应及时检查其内部蜂窝结构的积水情况并作出相应修理措施。
通用飞机复合材料修补技术的研究
2019.21科学技术创新发生强震后,引发了诸多次生灾害。
2008年汶川地震发生后引发了诸多泥石流、崩塌、滑坡,导致居民地被掩埋、交通受阻,严重影响了灾后救援,特别是出现山体滑坡后,河道将面临堵塞,变成堰塞湖,直接为整个河流带来安全问题,对所有次生灾害来说,唐家山堰塞湖情况最为严峻。
在应用遥感技术的过程中,可以在海啸、堰塞湖、泥石流、滑坡、崩塌等次生灾害进行有效监测。
震源位置地理情况将对次生灾害产生决定性影响,此时采用的监测技术也有一定差异。
在出现内陆地质现象后,容易造成堰塞湖、泥石流、滑坡和崩塌等,主要出现在丘陵与山地,滑坡很容易引发堰塞湖和泥石流[3]。
滑坡的主要类型有余震型滑坡、震后降雨型滑坡和同震型滑坡。
出现地震时,以降雨型滑坡为主,应该加强对其的动态监测,主要监测内容包括道路、河流以及居民地周围情况,否则将引起滑坡问题,造成道路损毁,最终变为堰塞湖。
常用监测技术有Lidar 测量、雷达成像以及光学成像,以雷达成像为例,能够全天候持续性进行检测,也具备三维监测功能。
四川大地震发生后,邵芸等SAR影响着重对滑坡和堰塞湖进行监测,并对灾害信息进行解译;张继贤等借助SAR 影像和光学监测、评估堰塞湖、泥石流和滑坡等;在动态监测唐家山堰塞湖时,武汉大学研究小组利用多时相遥感影像变化监测,可以提取堰塞湖水面形态变化情况,并在机载Lidar的支持下,对后堰塞湖区域地形进行准确测量,与灾前DEM 数据作出对比,便于震后地形改变进行分析,这样能够提升库容分析效果,实现对堰塞湖情况的动态监测。
深海地震将引起海啸现象,此时需要结合获得的各项参数,决定是否进行海啸预警,同时借助激光高度计、星载雷达对海平面进行检测,可以对海啸出现情况进行全方位监测。
3遥感技术的地震后的应用3.1灾区安置情况监测地震后多地已经不能再再原来的地址上重新建立了,遥感影像可以将可靠的参考依据提出出来,确保灾区重建选址能够顺利进行。
当汶川地震发生后,造成四川多县以后基础军备被破坏,站在长远发展角度来说,应该重新选址,为了科学合理确定,应该全面考虑今后城市发展趋势,也要结合在水文、地质等方面的情况。
航空复合材料结构修补技术与运用

补质量也可以得到保障。但是,这种修补 员具有一定的技术水平,同时,也要使用专 要保证加工表面的倾斜程度复合要求;其
技术在应用过程中还需要重视以下几个 门的设备、工具,而修补的关键难度在于台 次,是对损伤区域进行修补,可把胶膜、预
方面的内容:(1)要保证补片的质量,尺寸 阶的修整,需要技术和耐心并存,因为需要 浸料及其挡板放置于修补位置上,然后预
目前工业还发展出更多新型的修补, 再将温度提升至 120℃保持 2h,再让其自
胶来固定补片,实现对航空复合材料结构 即如电子束固化修补、光固化修补以及微 然降温。
的有效修复,保证设备结构的应用功能。 波修复等等。而这些修复法则往往具有较
结语:保证航空设备应用期间的安全
胶接修补方法在应用之后,损坏部位可以 快的修补效率,但是材料获得能量的方法 稳定,是航空行业发展期间的重要内容。设
术比较常用,在操作上比较方便,应用优势 见;阶梯修补与斜接修补法比较相似,就是 采用掏芯钻头确定盲孔位置。另外,修补位
较为明显。机械连接修补技术在应用过程 将损坏部位的截面处修整成阶梯形状,在 置需要以金刚石作为切割材料完成扩孔
中,没有较多的要求,施工流程比较快,修 填充新材料。这种修补法方法需要工作人 打磨,最后在对其表面进行完整加工,即需
技术探讨与推广
技术协作信息
复合材料在航空设备的生产中得到了广泛应用,航空复合材料结构质量关系到整个设备的应用安全。由于这类材 料的特殊性,在多种因素的影响下,航空复合材料很容易受到损坏,要想保证航空复合材料结构质量,一定要做好修补 工作。以往应用的金属材料修复方法不适合复合材料结构的修补,需要根据复合材料的损坏程度和工作环境等,采用 针对性的修补技术,实现修补技术的有效运用,为航空复合材料结构的完整性和应用稳定性奠定基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要 :航空复合材料的损坏主要来源于外界冲击以及腐蚀,由于材料的特殊性,修补也不能沿用传统的金属材料修补方法,
而是应当采用特殊的设备及环境场合。而修补过程应当更加注重其效率,即能让材料结构尽快恢复到完整状态,同时又能保证经
济性。而笔者将通过本文,就航空复合材料结构修补技术与应用方面,对几种常用的修补方法进行分析和探讨。
[4] 孙雨辰,季佳佳,冯蕴雯 . 航空复合材料结构修理方法 [J]. 航 空 制 造 技 术 , 2 0 1 5 , 1 0 ( 1 0 ):9 6 ~ 9 8 .
[5] 杜善义,关志东 . 我国大型客机先进复合材料技术应对策略 思考 [J]. 复合材料学报,2008 (01).
[6] 汪源龙 , 程小全 , 候卫国 , 张卫方 . 挖补修理复合材料层合 板 拉 伸 性 能 研 究 [ J ] . 工 程 力 学 , 2 0 1 2 ,2 9 ( 0 7 ) : 3 2 8 ~ 3 3 4 .
操作以及流程都需要符合科学标准,同时修补采用的
方法需要根据修补器械的运用环境以及功能进行考虑,
即如飞机等需要考虑气动外形的完整性等,最终通过
细致、有效的修补以达到相应的效果。
参考文献 :
[1] 李剑峰,燕瑛,廖宝华,马健,张涛涛,刘波 . 复合材料蜂 窝夹芯结构单面贴补弯曲性能的分析模型与试验研究 [J]. 航 空 学 报 , 2 0 1 3 , 0 4 ( 0 4 ):1 8 8 4 ~ 1 8 8 5 .
其次是固化完成的符合材料层板,钛、铝合金金 属材料。胶接修补法可以降低修补的难度和操作时间, 但是对于修补位置的气动外形并没有较大的修复效果; 其次是挖补修补,主要是对于损伤部位的损坏处进行 完全的清理,再采用新的材料进行填充,而根据填充 的方式不同,又可以将其划分为两类,即斜接填充和 阶梯填充,即如斜接法,主要是将损坏位置进行二次 修整,保证其呈现斜面状,然后采用新的材料进行补 充,而对于基于胶接面的剪切则可以保证其匀称性, 同时避免载荷偏离、剥离应力过小的问题,所以修补 效果更好,特别是关于厚层合板方面的修补完全可以
1 航空复合材料结构的修补原则
1.1 基本修补原则
航空复合材料的基本修补原则主要是侧重于修补 的便捷性,经济性以及效果情况进行考虑,主要可以 分为几个方面。其一,修补的强度和硬度满足要求, 同时可以保证材料结构的承载和运用功能获得恢复, 特 别 是 在 整 体 结 构 的 恢 复 方 面 ;其 二, 修 补 时 整 体 结 构会出现重量增加,所以修补需要控制好重量增加的 范 围 ;其 三, 需 要 保 证 原 理 材 料 结 构 的 光 洁 度 和 完 整 性,如果材料用于航天,则需要保证其气动外形变化
( 1 ) 补 片 采 用 的 材 质 ( 一 般 采 用 钦 合 金 、铝 合 金 、 不锈钢等纤维复合材料)、厚薄以及形态 ;
(2)紧固件的材质(常用单面螺栓或抽芯铆钉) 和类型 ;
(3)紧固件的位置排布(间距一般为 4~5D,孔 边距为 3D,保持和铆钉孔的间距);
(4)科学的打孔技术 ; (5)打孔对于整体结构的效果 ; (6)紧固件的安装、配置以及保存问题 [2]。
收 稿 日 期 :2 0 1 5 - 1 1 - 0 9
·146·
第41卷 第24期
材料与应用
魏 建 义· 航 空 复 合 材 料 结 构 修 补 技 术 与 应 用
传递路线又能够恢复其功能,而其优点也显而易见, 即不存在复杂操作,避免修补过程的冷藏加热,所以 设备功能要求较低,最后修补连接件位置处理不需要 太多需求,同时施工更加快捷,修补性能十分可靠。 但是修补缺点也是不可忽视的,即如连接孔处过于应 力 集 中 ;此 外, 采 用 机 械 连 接 修 补 技 术 还 需 要 解 决 几 个关键问题 :
关键词 :航空复合材料 ;结构修补技术 ;研究与应用 ;航空设备
中图分类号 :V25
文章编号 :1009-797X (2015) 24-0146-03
文献标识码 :A
DOI:10.13520/ki.rpte.2015.24.059
随着科技的不断发展,我国各大行业也得到了相 应的提升。而航空业就是其中之一,安全性一直都是 其备受瞩目的一个方面。特别是在目前时代背景下, 民众基本物质生活水平已经得到满足,从而将目标转 变为生活的便捷化,而航空复合材料则是航空设备采 用的一种特殊材料,具有更高的强度和可靠性,特别 是对于低温和高温的耐受能力,都是一般金属材料所 不具备的。但是随着时间的推移,材料依然会产生磨 损,所以对其进行修补也是十分关键的。而对于目前 来说,我国航空复合材料的修补已经有一些成功的案 例,同时技术水平也已经逐步成熟,所以修补工作开 展也具有一定的基础。
4 结语
根据本次修补流程分析,在该复合材料修补后, 其 承 载 能 力 较 明 显 的 提 升, 即 如 修 补 前 的 失 稳 载 荷 190 kN ;破坏载荷 246 kN ;第一拐点载荷 125 kN ; 而通过修补后,失稳、破坏和第一拐点的载荷分别为 280 kN,391 kN 及 155 kN。由此可见,以上显著差 异,即表明 3236/T 300 预浸料可以直接用于贴补贴补 修补,同时能够保证结构的损坏得以恢复,同时通过 其修补的材料强度甚至可以超过原材料结构的强度, 材料的使用效果完全得到恢复 [5]。
2015年 第41卷
·147·
橡塑技术与装备(塑料)
CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT(Plastics)
首先,根据结构表面进行判断,找出损坏区域, 同时标明切除的位置以及坐标,以金刚石掏芯,找出 相应的盲孔,然后以图纸为标准算出相应的深度,最 后再将计算的深入减去 0.11~0.12 mm,得出实际的深 度,另外如果掏盲孔存在一定难度,则可以采用掏芯 钻头确定盲孔位置。另外,修补位置需要以金刚石作 为切割材料完成扩孔打磨,最后在对其表面进行完整 加 工, 即 需 要 保 证 加 工 表 面 的 倾 斜 程 度 符 合 要 求 ;其 次,是对损伤区域进行修补,可把胶膜、预浸料及其 挡板放置于修补位置上,然后预浸圈根据损坏位置的 特征进行调整,本次修补采用的补片直径为 66 mm, 纤维方向保持在 -45° ;最后是成型操作,即基于室温 进行真空抽取,压强约为 0.09 MPa 左右,同时配合 每分钟 1.5 ℃的升温速率将温度提高至 80 ℃,并且保 留此温度 1.5 h,最后再将温度提升至 120 ℃保持 2 h, 再空复合材料来说,由于运用的区域以及本 身材质的特殊性,从而导致其损坏程度也与普通金属 材料具有本质的差异性。所以无法将其与传统的修补 方法相提并论,而笔者在前文已经重点介绍了一些目 前常用的修补方法,即贴补修补和挖补修补。而基于 这两种修补方法,目前工业还发展出更多新型的修补, 即如电子束固化修补、光固化修补以及微波修复等等。 而这些修复法则往往具有较快的修补效率,但是材料 获得能量的方法存在差异性,例如微波修补,则主要 采用的是一种特殊的“胶接”方法,即在损坏地方加 入微波吸收剂,然后强化该位置的磁导率,然后以特 定的微波施加设备对修补位置导入微波,最终使其在 较短的周期产生全新的、高强度的修复面,最终完成 损伤的修补。
不 大 ;其 四, 修 补 具 有 较 强 的 操 作 性, 同 时 不 需 要 太 多 的 器 材 和 设 备 ;其 五, 修 补 具 有 一 定 的 经 济 性, 可 以保证成本投入在一定范围内 [1]。
1.2 结构修补原则
对于修补人员而言,除了需要注意基本的修补原 则以外,同样还需要注意结构修补的原则,也可以从 五个方面进行入手。其一,修补时需要对修补的通道 进行预留,以便于后期的检查和加工工作开展 ;其二, 损坏比较频繁的位置可以进行重新设计,即如将位置 的零件设计为可以拆卸或者替换的,诸如螺栓连接等; 其三,考虑损伤位置的修补余量,即如扩孔余量等 ; 其四,采用组合构件设计,可以降低修补的工作量以 及 难 度 性 ;其 五, 修 补 时 需 要 保 证 整 体 构 件 需 要 拆 卸 的零件尽量少,避免安装消耗过多的时间。
3 航空复合材料结构的修补技术运用
复合材料结构的修补技术主要可以运用在航天领 域, 即 如 :某 厂 生 产 的 直 升 机 由 于 生 产 流 程 出 现 操 作 失误,进而导致材料受损,即材料蒙皮呈穿透裂伤, 伤痕呈现梯形,长度约合 16 mm,同时与两边距离为 83 mm,如果根据受损问题以及特征,则可以选择胶 接方法进行修复,而补片选择主要是要求其外观平坦, 具有较强的粘结性,同时材料本身质量较小,所以采 用 3236/T300 预浸料最为合适,即可保证对于复合材 料结构的修复效果。另外,直升机本身对气动外形具 有较高的要求,这些都需要通过修补流程的细化进行 管控,诸如采用贴补法,就可以将这种不利的影响降 至最低,详细的三个修补步骤如下。
橡塑技术与装备(塑料)
CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT(Plastics)
航空复合材料结构修补 技术与应用
Aerospace composite structures repair technology and applications
魏建义 (安阳职业技术学院,河南 安阳 455000)
2 航空复合材料结构的修补技术分类
2.1 机械连接类
这类修补技术主要是通过连接或者铆接以达到相 应的目的。一般来说,即是在修补位置外表采用螺栓 或铆钉进行固定补片修补,即可保证损坏位置的载荷
作 者 简 介 :魏 建 义 ( 1 9 6 5 - ), 男 , 工 学 士 , 毕 业 于 中 国 人 民解放军空军工程学院,讲师,研究方向为航空机电设备维修。
[2] 郭彦江,黄俊,蒙志君,何维 . 复合材料层合板贴补修理稳 定性研究 [J]. 玻璃钢 / 复合材料,2013(02).
[3] 苏维国,穆志韬,郝建滨,陈定海 . 金属裂纹板复合材料修 补结构的超奇异积分方程方法 [J]. 黑龙江科技信息,2014, 11 ( 11 ):3 1 ~ 3 4 .