直柄立铣刀 规格
立铣刀基础知识

2 、立铣刀的螺旋方向和切削刃的朝向可以有4种不同的 组合,可根据工件的材质和形状选择所需的组合
①右刃右螺旋立铣刀,因切屑沿容屑槽由柄部方向排除, 易保证切屑的平稳进行
②右刃左螺旋和左刃右螺旋铣刀,在加工时切屑朝底刃 方向移动,致使底刃切削出的工件表面质量不好,刀 具寿命也短。但是对加工通孔或不使用底刃的精加工, 切屑朝底刃方向排出时有不损伤工件表面、无划痕和 无毛刺的优点
立铣刀的刃数(目前加工过)
单刃刀
2刃
3刃
4刃
5刃
6刃• 立铣刀的刚性和容屑的大小都是很重要的,一般刃数少的铣刀容屑槽增大,排屑良好。但另一方面截面
积率减小,刚性降低。因此切削时容易发生弯曲。
切削刃的刃数对铣刀切削性能的影响
• 例子(两刃立铣刀与4刃立铣刀)
1、2刃立铣刀与4刃立铣刀相比容屑槽大,但是截面积 率小,刚性差。因而,2刃立铣刀适于加工对容屑槽 要求大于铣刀整体刚性要求的沟槽切削或钻孔切削。
切削中会被切屑塞满。
7、底刃…………指刀具端面的切削刃。 8、底刃前角…………底刃前刀面与轴线的夹角。 9、底刃后角…………指在底刃上的第一后角。 10、底刃第二后角…………指在底刃上的第二后角。 11、底刃后角宽…………底刃后角具有的宽度。 12、底刃容屑槽…………在底刃上的容屑槽。 13、螺旋角…………螺旋切削刃与轴线的夹角。 14、圆周刃倒锥…………立铣刀从刀尖到刀柄侧的直径略微减小。像这 样带有向后的锥度称为倒锥。 15、底刃倒锥…………在底刃面,从刀尖向中心有微微的中凹,这个角
立铣刀的柄部形状与装夹方式
不同刀柄形状的特性
如果大致的区分立铣刀的刀柄的话,有圆筒状的直柄和圆锥柄,最近, 由于立铣刀刀夹的进步与直柄装拆方便,使用直柄刀具多了起来。
各种铣刀直壁加工规格参数表表全
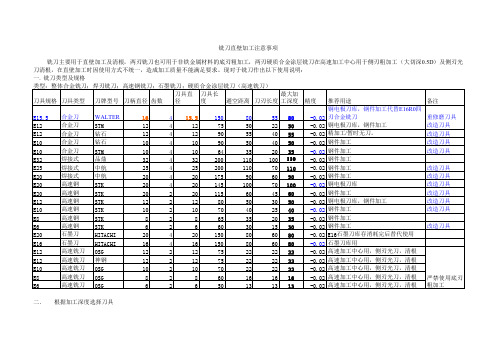
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
标准铣刀规格及长度表

标准铣刀规格及长度表铣刀是一种常用的金属加工工具,广泛应用于机械加工、模具加工等领域。
不同的加工需求需要选择不同规格和长度的铣刀,以确保加工效果和加工质量。
下面将介绍一些常见的标准铣刀规格及长度表,希望对大家有所帮助。
1. 铣刀规格。
铣刀的规格通常包括直径、刃长、总长等参数。
常见的直径包括,Ф6、Ф8、Ф10、Ф12、Ф16、Ф20、Ф25等,刃长和总长也有相应的标准尺寸。
在选择铣刀时,需要根据加工材料的硬度、加工精度要求等因素来确定合适的规格。
2. 铣刀长度。
铣刀的长度对于加工效果有着重要的影响。
一般来说,铣刀的长度越长,刚性越好,适用于加工深槽、深槽面等工件;而长度较短的铣刀适用于小型零件的加工。
常见的铣刀长度包括,50mm、75mm、100mm、150mm等,根据具体的加工需求来选择合适的长度。
3. 不同材质的铣刀选择。
铣刀的材质对于其使用寿命和加工效果也有着重要的影响。
常见的铣刀材质包括高速钢、硬质合金、立方氮化硼等。
在选择铣刀时,需要根据加工材料的硬度和耐磨性来确定合适的材质。
4. 铣刀的应用。
铣刀广泛应用于平面加工、轮廓加工、曲面加工等多种加工过程中。
不同的加工方式需要选择不同类型的铣刀,如平底铣刀、球头铣刀、立铣刀等。
在实际应用中,需要根据加工要求来选择合适的铣刀类型。
5. 铣刀的保养。
铣刀作为常用的加工工具,需要定期进行保养和维护,以延长其使用寿命和保证加工质量。
保养工作包括清洁、润滑、修磨等,需要严格按照操作规程来进行。
总结:标准铣刀规格及长度表是选择合适的铣刀的重要参考依据,合理选择铣刀规格和长度,根据加工材料和加工要求来确定铣刀材质和类型,定期进行铣刀的保养和维护,可以有效提高加工效率和加工质量,降低加工成本,是每个机械加工工作者需要了解和掌握的知识。
希望本文介绍的内容对大家有所帮助,谢谢阅读!。
硬质合金斜齿直柄立铣刀标准GB10950-1989

1 主题内容与适用范围
本标准规定 厂 硬质合金斜齿直柄立铣刀( 以下 简称铣少 )的型式尺、 ] 1 - , 技术要求、 性能试验和标志包
装的基本要求。
本标准适用于直径d为 1 0 ^ - 2 8 m m的硬质合金斜齿直柄立铣刀 铣刀分为A吧、 “型 A型铣刀
用f 加上钢; B型铣刀用于加工铸铁 2 9 1 用标准
中华 人 民共 和 国 国家标 准
G B 1 0 9 5 0 一8 9
硬质合金 斜齿直柄立铣 刀
O b l i q u e t e e t h p a r a l l e l s h a n k e n d mi l l s w i t h c a r b i d e t i p s
的规定 。
表 3 件
一般情况下 采用 批 量 范 围
1 . 0
n
共片 〕 质Q稳定时资 下 一一 一
)
,
A Q 工值
1 . 5 2 . 5
n
}
A.
R
A
0 0 0 0
凡
1 1
几
八
( ) 0 0 0
R
1
0
A
O 0 0 0
R
1 1 1 2 3 5 8 0 0 0 0
1 5 0
一
5 0 ^- 6 0 1 4 0 - - - b , ,
235 一 浏
1 9 0
}
6 5  ̄ 一 9 0
)
5 0 -7 9
2 3 5
} 8 0 ^9 5
}
6 5一 9 0
6 标志包装 6 . 1 标志
6 , 1 . 1 铣刀 L 应标志: 制造厂商标、 铣刃直径、 材料( 如P 2 0 必要时可标刀片的硬质合金牌号) 6 . 1 . 2 铣刀包装盒 L 应标志: 产品名称、 标准号、 制造厂名称和商标、 铣刀直径、 材料、 件数、 制造年月
铣刀规格

80 120 180 220
300
型式 A B C BW
上海量具刃具厂
Shanghai Measuring & Cutting Tool Works
齿型
82
上海量具刃具厂
Shanghai Measuring & Cutting Tool Works
全磨制立铣刀 Solid Ground-Flute End Mills
Present Varifies: Made of HSS: φ3-25mm 1/8”-1” Straight Shank End Mills
φ3-25mm Straight Shank End
1/8”-1” Mills with Two Flutes
φ63-200mm Metal Slitting Saws φ40-75mm Slotting Milling Cutters Superthin Metal Cutters, in Large/Small Diameter. As well as HSSAL, HSSCO Made of carbide: Metal slitting Saws, Slotting Milling Cutter. Die-Cutters and Rotary Burrs. Special orders or designed drawing will be also accepted. Metric System End Mills are produced according to ISO standard as well as DIN standard 844/327 or JISB 4211. Inch-End Mills are made in accordance with the American standard ANSI, B94.19.
加工中心常用刀柄类型及其使用场合
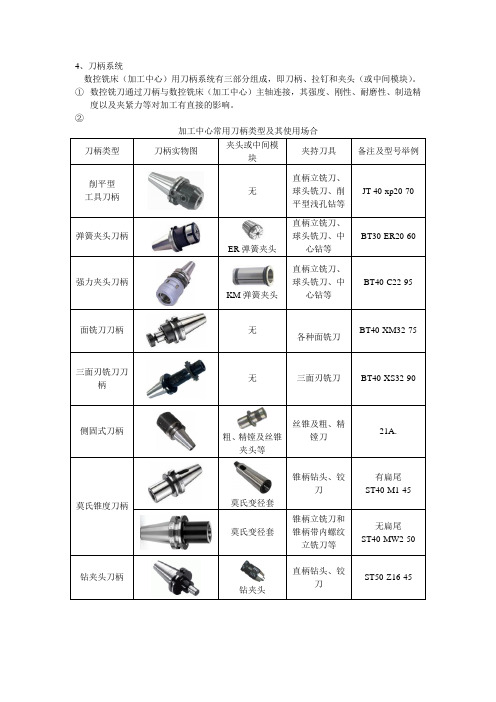
4、刀柄系统数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐磨性、制造精度以及夹紧力等对加工有直接的影响。
②加工中心常用刀柄类型及其使用场合刀柄类型刀柄实物图夹头或中间模块夹持刀具备注及型号举例削平型工具刀柄无直柄立铣刀、球头铣刀、削平型浅孔钻等JT-40-xp20-70弹簧夹头刀柄ER弹簧夹头直柄立铣刀、球头铣刀、中心钻等BT30-ER20-60强力夹头刀柄KM弹簧夹头直柄立铣刀、球头铣刀、中心钻等BT40-C22-95面铣刀刀柄无各种面铣刀BT40-XM32-75三面刃铣刀刀柄无三面刃铣刀BT40-XS32-90侧固式刀柄粗、精镗及丝锥夹头等丝锥及粗、精镗刀21A.莫氏锥度刀柄莫氏变径套锥柄钻头、铰刀有扁尾ST40-M1-45莫氏变径套锥柄立铣刀和锥柄带内螺纹立铣刀等无扁尾ST40-MW2-50钻夹头刀柄钻夹头直柄钻头、铰刀ST50-Z16-45丝锥夹头刀柄无机用丝锥ST50-TPG875整体式刀柄粗、精镗刀头整体式粗、精镗刀BT40-BCA30-1605、拉钉加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的夹紧力较大,适用于强力铣削。
a)b)图1-1 拉钉图1-2 弹簧夹头a)ER弹簧夹头b)KM弹簧夹头中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使用中间模块。
a)b)c)图1-3 中间模块a)精镗刀中间模块b)攻螺纹夹套c)钻夹头接柄。
铣铰刀及合金刀具篇

4.后角α:12°±2°。
机用铰刀
• 图片
机用铰刀
• 主要参数及用途:机用铰刀分为直柄(φ3-20)、锥柄 (φ5.5-50)、套式(φ25-100)三种形式,按国家标准 GB1132-84、GB1133-84及GB1135-84生产,该铰刀适用于 铰削一定精度的配合孔,精度等级有H7、H8、H9。 • 前角γ:0°-4°; • 后角α:直柄: φ3.0-4.5 α=14°±2° φ5.0-10 α=12°±2° φ11-18 α=10°±2° φ19-20 α=8°±2° 锥柄: φ5.5-18 α=12°±2° φ19-50 α=8°±2° 套式: 8°±2°
关工牌铣刀类产品介绍
高速钢铣、铰刀 硬质合金铣刀
引
言
根据安排我们利用今天这个时间概要介绍一下我公司
铣、铰刀和合金刀具的分类,刀具的选用,使用注意事项
和常见问题的解决。不妥之处敬请大家指正。
提
纲——铣、铰刀篇
一、铣刀、铰刀产品介绍 二、铣削切削用量 三、铰削切削用量 四、铣削中常见问题的解决 五、铰削中常见问题的解决
往往不能把前道工序的加工痕迹去除。余量
过大,因切削余量大容易破坏铰刀工作的稳
定性,引起振动,将孔扩大,并使刀具耐用
度下降。通常粗铰余量(直径上的)为0.2~
0.6mm,精度余量为0.05~0.2mm。
铰刀的使用及常见问题的解决
一般标准铰刀均未经研磨,影响铰孔的表面粗糙度。因此使用前必 须对铰刀进行研磨。研磨时要注意切削部分、倒锥和圆柱校准部分的交 界处,因为内孔最后在这里成形,刀具的粗糙度在该处被反映到铰孔的 内壁。所以研磨铰刀时,应特别注意用油石将该处轻轻地仔细地研磨, 并使交界成圆滑过渡,要求倒圆处后刀面上的表面粗糙度Ra0.2~0.1, 倒圆半径R的大小没有严格要求,但要求各点上的R值对应均匀一致。以 后注意,倒圆时不允许破坏刃口的锋利性。 铰刀退刀时,常会在孔中产生划痕,破坏内孔粗糙度。故铰削质量 要求高的孔,在孔铰完后,最好将主运动停止,然后把铰刀从孔内沿进 给方向拉出孔外。 铰孔时,正确选用切削锥十分重要。它不但能提高刀具耐用度和改 善表面粗糙度,而且还能起到抑制振动的作用。所以,高速钢铰刀无论 是铰削钢件还是铸铁,一般都使用切削液。铰削钢件时,通常用 10%~ 15%乳化液或硫化油,铰铸铁孔时,常用湿润性较好,粘性较小的煤油。 用煤油作润滑剂铰削铸铁时,与不用煤油相比,嘈声小,振动也小,还 能延长刀具寿命。
机械制造装备介绍-第31章 铣刀-247

第31章铣刀铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量。
主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
常见的铣刀产品型式包括:圆柱形铣刀、面铣刀、立铣刀、三面刃铣刀、角度铣刀、锯片铣刀、T 形铣刀如图31-1所示。
图31-1常见铣刀铣刀的规格和材料如表31-1,直柄立铣刀规格值如表31-2,铣刀生产厂家及产品如下。
表31-1铣刀的规格和材料产品名称产品规格产品材料产品名称产品规格产品材料锯片铣刀Ф60~Ф200高速工具钢直齿三面刃铣刀Ф50—Ф130高速工具钢切口铣刀Ф40~Ф80高速工具钢齿轮滚刀M1—M10高速工具钢表31-2铣刀的规格和材料规格刃部长度全长规格刃部长度全长规格刃部长度全长规格刃部长度全长27401/83/82~5/161022721/21~1/43~1/4 38403/161/22~5/161226829/161~3/83~3/8 411431/45/82~7/161426825/81~5/83~3/4 512475/163/42~1/216329011/161~5/83~3/4 613573/83/42~1/21832907/81~7/84~1/8 819637/1612~11/162038100124~1/231.1铣刀系列产品之一1.厂家概述公司名称:常州市创华工具有限公司网址:/index.php常州市创华工具有限公司是国家工具名镇——西夏墅镇所在地,公司是生产整体硬质合、金刀具、数控刀具及焊接、成型、非标刀具的专业厂家。
公司主要产品有整体合金铣刀、铰刀、钻头、中心钻、螺旋立铣刀、T型刀、阶梯钻、复合钻、可转位刀具、数控刀具等;并为用户设计各种奇难刀具。
产品适用于合金钢、不锈钢、调质淬火钢、有色金属等;公司为生产汽车、摩托车发动机、空调压缩机、柴油机、缝纫机、模具行业等厂家提供各种成形刀具。
产品主要配套加工中心,数控机床专机等高精度机床使用。
铣刀种类及规格含图)
铣刀种类及规格含图)————————————————————————————————作者:————————————————————————————————日期:铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
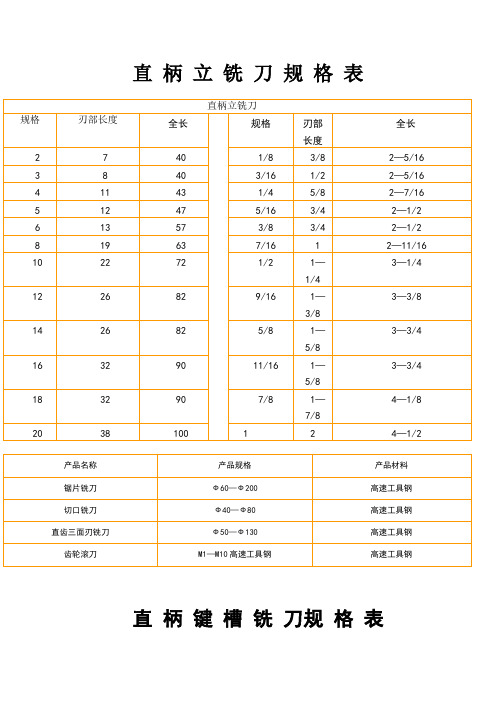
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
常用铣刀种类及规格选用

铳刀,是用于铳削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铳刀主要用于在铳床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铳刀按用途区分有多种常用的型式。
①圆柱形铳刀:用于卧式铳床上加工平面。
刀齿分布在铳刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铳刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铳刀适用于精加工。
②面铳刀:用于立式铳床、端面铳床或龙门铳床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铳刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铳刀上有通过中心的端齿时可轴向进给。
④三面刃铳刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铳刀:用于铳削成一定角度的沟槽,有单角和双角铳刀两种。
⑥锯片铳刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铳切时的摩擦刀齿两侧有15 '~1。
的副偏角。
此外还有键槽铳刀、燕尾槽铳刀、T形槽铳刀和各种成形铳刀等。
铳刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铳刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铳刀、立铳刀和三面刃铳刀等。
直柄立铣刀规格表20 38 100 1 2 4 —1/2。
43届世界技能大赛数控铣项目技术要求
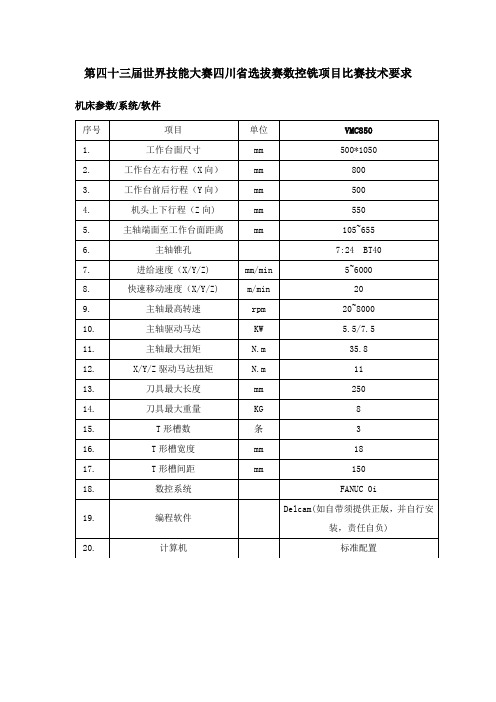
第四十三届世界技能大赛四川省选拔赛数控铣项目比赛技术要求机床参数/系统/软件序号项目单位VMC8501.工作台面尺寸mm 500*10502.工作台左右行程(X向)mm 8003.工作台前后行程(Y向)mm 5004.机头上下行程(Z向) mm 5505.主轴端面至工作台面距离mm 105~6556.主轴锥孔7:24 BT407.进给速度(X/Y/Z) mm/min 5~60008.快速移动速度(X/Y/Z) m/min 209.主轴最高转速rpm 20~800010.主轴驱动马达KW 5.5/7.511.主轴最大扭矩N.m 35.812.X/Y/Z驱动马达扭矩N.m 1113.刀具最大长度mm 25014.刀具最大重量KG 815.T形槽数条 316.T形槽宽度mm 1817.T形槽间距mm 15018.数控系统FANUC 0iDelcam(如自带须提供正版,并自行安19.编程软件装,责任自负)20.计算机标准配置工量刀具清单(参考)序号工、量、刀具名称规格数量精度备注1 游标卡尺0—150mm 1 0.02mm2 游标深度卡尺0—150mm 1 0.02mm3 杠杆百分表自定 14 磁力表座自定 18 外径千分尺0—25mm 1 0.01mm9 外径千分尺25mm—50mm 1 0.01mm10 外径千分尺50mm—75mm 1 0.01mm11 外径千分尺75mm—100mm 1 0.01mm12 螺纹塞规M20*2 1 7H及以上13 螺纹塞规M25*2 1 7H及以上14 螺纹塞规M30*2 1 7H及以上15 螺纹铣刀螺距2mm 116 铜棒自定 117 防护眼镜自定 118 平垫铁自定19 去毛刺工具自定20 直柄立铣刀Φ10 121 直柄立铣刀Φ8 122 直柄立铣刀Φ6 122 球头铣刀Φ6R3 123 直柄铣刀Φ10R2 124 直柄铰刀Φ8H7 125 直柄钻头Φ7.8 126 圆柱头塞规Φ8H7 1 H727 钢板尺200 128 面铣刀Φ50 129 面铣刀Φ63 130 面铣刀Φ80 131 可转位立铣刀Φ20 132 倒角刀Φ10*45° 1注:1、所有工、量、刀、刀柄、夹头、辅具,夹具自带,二类工装不得带入赛场2、各标准量具、刀具允许超过此表精度与范围及数量要求3、刀具配套刀柄需选手自带!刀柄型号为BT-40、配套拉钉型号为P40T-I。
直柄立铣刀、键槽铣刀、锥柄立铣刀规格表
直柄立铣刀规格表直柄键槽铣刀规格表锥柄铣刀规格表“莫氏錐柄立銑刀”加长铣刀山東工具製造有限公司刃徑尺寸d 總長L切削刃長度l莫氏錐柄號齒數Z標準型長型標準型長型I II I II粗齒中齒細齒683-94-1324134-786100163088910819389 51092115224511 12 96 123265314 1111382161171483263618 20 123 160387522 14017732514719245902846832155208 53106178 201 231 254436155 -208 -3 178 201 231 254440188 211 250 27363125221 249 283 311545188 211 250 2734 221 249 283 3115 50200 223 275 298751504233 261 308 3365 56200 223 275 2984 6810233 261 308 336563248 276 338 366 90180直柄立銑刀加长铣刀(一)产品名称:整体硬质合金涂层立铣刀。
(二)适合加工材质:压铸钢、钢件、铸件、磨具钢、铝合金、钛合金、镍合金、铜合金、不锈钢模具、45#钢等。
(三)主要用途:适用于工件槽切屑、侧切屑、粗加工等WC:88 CO:10 抗弯强度:3600 硬度:粒度:建议切削30°—45°之间的材料刃径 柄径 刃长 全长 单价 备注 3 4 12 75 25 无 税 价4 4 15 75 25 56 20 75 36 6 6 24 75 36 8 8 28 75 56 3 4 12 100 29 4 4 16 100 29 5 6 20 100 40 6 6 24 100 40 8 8 32 100 61 10 10 40 100 89 12 12 40 100 116 6 6 45 150 61 8 8 50 150 89 10 10 55 150 134 12 12 60 150 174 16 16 65 150 285 20 2075150410。
直柄立铣刀的用法

直柄立铣刀的用法详解一、直柄立铣刀的基本概念直柄立铣刀,作为一种常用的切削工具,广泛应用于机械加工领域。
其特点在于刀柄部分呈直线状,便于安装在机床的主轴上,而刀具部分则用于对工件进行铣削加工。
直柄立铣刀因其结构简单、使用方便、切削效率高而备受青睐。
二、直柄立铣刀的种类与规格直柄立铣刀的种类繁多,按照切削刃的形状可分为平头立铣刀、球头立铣刀、圆角立铣刀等。
不同种类的立铣刀适用于不同的加工需求。
例如,平头立铣刀适用于平面铣削,而球头立铣刀则更适用于曲面加工。
此外,直柄立铣刀的规格也各不相同,主要包括刀具直径、刀具长度、切削刃长度等参数,用户需要根据具体的加工要求选择合适的规格。
三、直柄立铣刀的选用原则在选用直柄立铣刀时,需要综合考虑以下几个因素:材料选择:根据加工工件的材质选择合适的刀具材料。
例如,加工硬质材料时,应选用硬度高、耐磨性好的刀具材料;加工软质材料时,可选用韧性好、耐冲击的刀具材料。
加工精度:根据加工工件的精度要求选择合适的刀具类型和规格。
例如,对于高精度加工,应选用刃口锋利、切削力小的刀具;对于粗加工,可选用切削刃较宽、切削力大的刀具。
机床性能:根据机床的性能和加工条件选择合适的刀具。
例如,高速切削时,应选用动平衡好、耐磨性高的刀具;低速切削时,可选用刚性好的刀具。
四、直柄立铣刀的装夹与调整装夹方法:将直柄立铣刀装夹在机床主轴上时,应确保刀柄与主轴孔配合紧密、无晃动。
一般采用扳手或拉紧装置进行装夹,确保刀具安装牢固。
调整步骤:调整直柄立铣刀时,需要先确定切削深度、进给速度和主轴转速等参数。
然后,通过调整机床的切削参数和刀具位置,使刀具与工件表面保持合适的切削角度和切削力。
调整过程中,应注意观察切削情况,及时调整刀具位置和切削参数,以获得最佳的加工效果。
五、直柄立铣刀的切削技巧切削深度与进给速度:切削深度是指刀具切入工件的深度,进给速度是指刀具沿工件表面移动的速度。
在切削过程中,应根据工件材料和加工要求选择合适的切削深度和进给速度。
铣刀的种类及应用

铣刀的种类及应用一、铣刀的来历铣刀即为具有圆柱体外形,并在圆周及底部带有切削刃,使其进行旋转运动来切削加工工件的切削刀具。
铣刀来源于刨刀。
刨刀上只有一面有刀刃,刨刀在来回走动时,也只有一面有切削作用,那么刨刀回来的时间就完全浪费掉了。
刨刀的刀刃很窄,因此其加工的效率很低。
人们为了克服这一缺点,就将其进行改进,办法就是将刨刀装在一根轴上,使其快速旋转,让工件慢慢从下面走过,这样就节省了时间,这就是原始的铣刀,也叫做单刃铣刀。
经过长期的发展,才有了现在各式各样的铣刀。
二、铣刀的分类1、圆柱形铣刀用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
2、面铣刀用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式 3种。
3、立铣刀用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时,可轴向进给。
4、三面刃铣刀用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
5、角度铣刀用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
6、锯片铣刀用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。
此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
7、T形铣刀用来铣T形槽。
三、各种铣刀简介1、圆柱形铣刀(1)生产率高铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率。
(2)连续切削铣削时每个刀齿都在连续切削,尤其是端铣,铣削力波动大,故振动是不可避免的。
当振动的频率与机床的固有频率相同或成倍数时,振动最为严重。
另外,当高速铣削时刀齿还要经过周期性的冷热冲击,容易出现裂纹和崩刃,使刀具耐用度下降。
(3)多刀多刃切削铣刀的刀齿多,切削刃的总长度大,有利于提高刀具的耐用度和生产率,优点不少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10 18 60 28 45 147 3 25 40 145 3
12 22 65 30 45 147 3 28 45 150 3
14 24 70 32 53 178 4 32 50 155 3
16 28 75 35 53 178 4 36 55 185 4
锯片铣刀 Ф60—Ф200 高速工具钢
切口铣刀 Ф40—Ф80 高速工具钢
直齿三面刃铣刀 Ф50—Ф130 高速工具钢
齿轮滚刀 M1—M10高速工具钢 高速工具钢
直柄键槽铣刀 规格Ф2—Ф20 锥柄立铣刀 规格Ф14—Ф50 椎柄键槽铣刀 规格Ф14—Ф50
规格 刃部长度 全长 规格 刃部长 全长 莫氏椎柄号 规格 刃部长 全长 莫氏椎柄号
18 32 80 36 53 178 4 40 60 190 4
20 36 85 40 63 188 4 45 65 195 4
45 63 188 4 50 65 195 4
50 75 200 4
14 26 82 5/8 1—5/8 3—3/4
16 32 90 11/16 1—5/8 3—3/4
18 32 90 7/8 1—7/8 4—1/8
20 38 100 1 2 4—1/2
产品名称 产品规格 产品材料
2 4 35 14 26 111 2 14 24 110 2
3 5 35 16 32 117 2 16 28 115 2
4 7 35 18 32 117 2 18 32 120 2
5 8 40 20 38 123 2 20 36 125 2
6 10 45 22 38 140 3 22 36 125 2
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构
分为4种。①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直 柄 立 铣 刀 规 格 表
直柄立铣刀
规格 刃部长度 全长 规 格 刃部长度 全长
2 7 40 1/8 3/8 2—5/16
3 8 40 3/16 1/2 2—5/16
4 11 43 1/4 5/8 2—7/16
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式 3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
5 12 47 5/16 3/4 2—1/2
6 13 57 3/8 3/4 2—1/2
8 19 63 7/16 1 2—11/16
10 22 72 Hale Waihona Puke 1/2 1—1/4 3—1/4
12 26 82 9/16 1—3/8 3—3/8
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类
铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。