球化分级
球化率 Spheroidization rate(中英文对照)

球化率球化率定义:以石墨为例。
在金相检验中,通常所见到的是几种形态的石墨共存。
在这种情况下,评定石墨的球化质量须用球化率来解决。
所谓球化率,是指在规定的视场内,所有石墨球化程度的综合指标。
它反映该视场内所有石墨接近球状的程度。
球化分级:国家标准根据石墨形态及其分布和球化率,将球墨铸铁石墨球化分为1-6级。
球墨铸铁的力学性能在很大程度上决定于球化率。
球化率与力学性能的关系:一般来说,在其他条件相同的情况下,球化率愈高,力学性能也高。
Spheroidization rateSpheroidization rate definition:Taking example for the graphite. In the metallographic examination, often see is the coexistence of several forms of graphite. In this case, spheroidization quality assessment of graphite spheroidization rate must be used to solve.The so-called nodularity, refers to the field of view, the comprehensive index of all graphite spheroidization degree. It reflects the view of all the nearly spherical degree of graphite.Ball grading:According to the national standard of graphite morphology and distribution and spheroidization rate of nodular graphite cast iron ball, will be divided into 1-6 grade. The mechanical properties of nodular cast iron depends very much on the spheroidization rate.The relationship between the ball rate and mechanical properties:Generally speaking, in other conditions are the same, the spheroidization rate is higher, the mechanical properties of high.。
铸铁牌号及表示方法

铸铁牌号及表示方法:(根据GB5612-85)各种铸铁代号,由表示该铸铁特征的汉语拼音字母的第一个大写正体字母组成。
当两种铸铁名称的代号字母相同时,可在该大写正体字母后加小写正体字母来区别。
同一名称铸铁,需要细分时,取其细分特点的汉语拼音第一个大写正体字母,排列在后面。
铸铁名称,代号及牌号表示方法铸铁名称...............代号牌号.....................实例灰铸铁......................HT.........................HT100蠕墨铸铁..................RuT........................RuT400球墨铸铁..................QT.........................QT400-17黑心可锻铸铁...........KHT........................KHT300-06白心可锻铸铁...........KBT........................KBT350-04珠光体可锻铸铁.......KZT........................KZT450-06耐磨铸铁..................MT.........................MT Cu1PTi-150抗磨白口铸铁...........KmBT....................KmBTMn5Mo2Cu抗磨球墨铸铁...........KmQT....................KmQTMn6冷硬铸铁..................LT...........................LTCrMoR耐蚀铸铁..................ST..........................STSi15R耐蚀球墨铸铁...........SQT.......................SQTAl15Si5耐热铸铁..................RT..........................RTCr2耐热球墨铸铁..........RQT........................RQTA16奥氏体铸铁..............AT.........................----...牌号中代号后面的一组数字,表示抗拉强度值;有两组数字时,第一组表示抗拉强度值,第二组表示延伸率值。
金相检测国家标准汇总

金相检测国家标准汇总文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-检验类别1、金属平均晶粒度【001】金属平均晶粒度测定… GB 6394-2002【010】铸造铝铜合金晶粒度测定…GB 10852-89【019】珠光体平均晶粒度测定…GB 6394-2002【062】金属的平均晶粒度评级…ASTM E112【074】黑白相面积及晶粒度评级…BW 2003-01【149】彩色试样图像平均晶粒度测定…GB 6394-2002【304】钨、钼及其合金的烧结坯条、棒材晶粒度测试方法(面积法)【305】钨、钼及其合金的烧结坯条、棒材晶粒度测试方法(切割线法)【322】铜及铜合金_平均晶粒度测定方法…YS/T 347-2004【328】彩色试样图像平均晶粒度测定方法22、非金属夹杂物显微评定【002】非金属夹杂物显微评定…GB 10561-89【252】钢中非金属夹杂物含量的测定标准评级图显微检验法…GB/T 10561-2005/ISO 4967:19983、贵金属氧化亚铜金相检验【003】贵金属氧化亚铜金相检验…GB 3490-834、脱碳层深度测定【004】钢的脱碳层深度测定法…GB/T 224-2008【130】脱、渗碳层深度测定…GB 224-875、铁素体晶粒延伸度测定【005】铁素体晶粒延伸度测定…GB 4335-846、工具钢大块碳化物评级【006】工具钢大块碳化物评级…GB 4462-847、不锈钢相面积含量测定【007】不锈钢相面积含量测定…GB 6401-868、灰铸铁金相【008】铸铁共晶团数量测定…GB 7216-87 【056】贝氏体含量测定…GB 7216-87【058】石墨分布形状…GB 7216-87【059】石墨长度…GB 7216-87【065】珠光体片间距…GB 7216_87【066】珠光体数量…GB 7216_87【067】灰铸铁过冷石墨含量…SS 2002-01【185】碳化物分布形状…GB 7216-87【186】碳化物数量…GB 7216-87【187】磷共晶类型…GB 7216-87【188】磷共晶分布形状…GB 7216-87【189】磷共晶数量…GB 7216-87【190】基本组织特征…GB 7216-87【235】石墨长度(自动分析)…GB 7216-87【251】灰铸铁多图多模块评级:石墨分布&石墨长度&基体组织&共晶团【255】灰铸铁金相_基本组织特征(灰度法)【256】石墨分布&石墨长度&基体组织&共晶团(灰度法)…GB 7216-87 【316】灰铁金相等级图_石墨类型…SS 2007-6 【317】灰铁金相等级图_石墨尺寸…SS 2007-7【318】灰铁金相等级图_铁素体的大约百分含量…SS 2007-8【319】灰铁金相等级图_珠光体的大概间隔…SS 2007-9【320】灰铁金相等级图_碳化物及磷化物共晶体大致含量…SS 2007-109、定量金相测定方法【009】定量金相测定方法…GB/T 15749-9510、钢的显微组织评定方法(GB/T 13299-91)【011】游离渗碳体组织分析…GB/T 13299-91【012】低碳变形钢的珠光体组织分析…GB/T 13299-91【013】带状组织分析…GB/T 13299-91【014】魏氏组织分析…GB/T 13299-91【016】屈氏体含量计算…SG-197911、汽车渗碳齿轮金相检验(QC/T 262-1999)【015】马氏体针叶长度评级…QC/T 262-1999【017】碳化物评级…QC/T 262-1999【018】残余奥氏体评级…QC/T 262-1999【055】奥氏体含量测定…QC/T 262-1999【150】马氏体针叶长度评级(测量法)QC/T 262-199912、球墨铸铁金相检验【020】球化分级…GB 9441-88【021】石墨大小分级…GB 9441-88【022】珠光体数量分级…GB 9441-88【023】铁素体和珠光体数量分级(含石墨、渗碳体百分比)…GB 9441-88【063】球墨铸铁__磷共晶数量…GB 9441-88【064】球墨铸铁__渗碳体数量…GB 9441-88【250】球墨铸铁多图多模块评级:球化分级&石墨大小&基体组织【301】球墨铸铁金相_石墨大小分级(鼠标选择)【312】球铁金相等级图_碳化物等级…SS 2007-2【313】球铁金相等级图_球化率等级…SS 2007-3【314】球铁金相等级图_单位面积球墨数量…SS 2007-4【315】球铁金相等级图_珠光体含量…SS 2007-5【321】珠光体粗细…GB 9441-8813、计算孔度的大小和分布【024】计算孔度的大小和分布…BJYF-200114、铸造铝硅合金(JB/T 7946)【025】钠变质…JB/T 7946.1-1999【026】磷变质…JB/T 7946.1-1999【027】过烧…JB/T 7946.2-1999【028】针孔…JB/T 7946.3-199915、履带车辆渗碳齿轮(WJ 730-82)【029】碳化物…WJ 730-82【030】马氏体及残余奥氏体…WJ 730-8216、履带车辆传动齿轮(GY674-75)【031】车体传动齿轮_碳氮化合物…GY674-75【032】发动机齿轮_碳氮化合物…GY674-7517、内燃电力机车渗碳淬硬齿轮(HBJ-2000)【033】1_碳化物分级…HBJ-2000【034】2_马氏体片长分级…HBJ-2000【035】3_残余奥氏体分级…HBJ-2000【036】4_心部组织分级…HBJ-2000【037】5_内氧化分级…HBJ-2000【038】6_表面脱碳分级…HBJ-200018、铬轴承钢(YB9-68)【039】1_中心疏松…YB9-68【040】2_一般疏松…YB9-68【041】3_偏析…YB9-68【042】4_非金属夹杂物…YB9-68【043】5_退火组织…YB9-68【044】6_碳化物网状…YB9-68【045】7_碳化物带状…YB9-68【046】8_碳化物液析…YB9-6819、高速工具钢(GB9942-88)【047】高速工具钢_大截面锻制钢材_共晶碳化物20、高速工具钢棒(GB9943-88)【048】1_钨系_共晶碳化物_网系【049】1_钨系_共晶碳化物_带系【050】2_钨钼系_共晶碳化物_网系【051】2_钨钼系_共晶碳化物_带系21、铝及铝合金加工制品(GB/T3246-2000)【052】显微组织【053】低倍组织【297】铝合金包覆层厚度测定【349】晶粒度评级(比较法及截距法)【355】晶粒度评级(平均晶粒计算法)22、钢材断口检验法【054】钢材断口检验法… GB 1814-7923、高碳钢盘条索氏体含量【057】高碳钢盘条索氏体含量…YB/T 169-2000 自动评级24、一般工程用铸造碳钢(GB 8493-87)【060】显微组织…GB 8493-87 比较评级【061】混有珠光体的铁素体晶粒度…GB 8493-8725、碳钢【068】碳钢__石墨化评级…DL/T 786-2001 比较评级26、20号钢珠光体球化评级【069】20号钢__珠光体球化评级…DL/T 674-1999 比较评级27、15CrMo钢珠光体球化评级【070】15CrMo钢__珠光体球化评级…DJ 4547-1985 比较评级28、12Cr1MoV钢珠光体球化评级【071】12Cr1MoV钢__珠光体球化评级…DJ 3544-1985 比较评级29、硬质合金金相检验【072】硬质合金__碳化物晶粒度测定…GB 3488-1983 自动评级【073】硬质合金__孔隙度和非化合碳的金相测定…GB/T 3489-1983 辅助评级30、内燃机_活塞销_金相检验(JB/T 8118.2-1999) 【075】马氏体分级…JB/T 8118.2-1999 辅助评级【076】碳化物分级…JB/T 8118.2-1999 辅助评级31、钢的感应淬火【077】钢的感应淬火或火焰淬火后有效硬化层深度的测定…GB 5617-2005 辅助评级32、钢件感应淬火【078】钢件感应淬火金相检验…JB/T 9204-1999 辅助评级33、珠光体球墨铸铁零件金相检验(JB/T 9205-1999)【079】珠光体球墨铸铁零件感应淬火金相检验…JB/T 9205-1999 比较评级【080】珠光体球墨铸铁零件感应淬火金相检验__硬化层深度的检验…JB/T 9205-1999 辅助评级34、钢铁零件_渗氮层深度测定和金相组织检验(GB 11354-2005)【081】钢铁零件_渗氮层深度测定和金相组织检验_原始组织的检验比较评级【082】钢铁零件_渗氮层深度测定和金相组织检验_渗氮层深度测定辅助评级【083】钢铁零件_渗氮层深度测定和金相组织检验_渗氮层脆性检验比较评级【084】钢铁零件_渗氮层深度测定和金相组织检验_渗氮层疏松检验【085】钢铁零件_渗氮层深度测定和金相组织检验_渗氮扩散层中氮化物检验35、铁基粉末冶金烧结制品金相标准(JB/T 2798-1999)【086】珠光体…JB/T 2798-1999 辅助评级【087】渗碳体…JB/T 2798-199936、铁素体可锻铸铁金相标准(JB 2122-77)【088】石墨形状…JB 2122-77 比较评级【089】石墨形状分级…JB 2122-77【090】石墨分布…JB 2122-77 比较评级【091】石墨颗数…JB 2122-77 辅助评级【092】珠光体形状…JB 2122-77 比较评级【093】珠光体残余量分级…JB 2122-77 辅助评级【094】渗碳体残余量分级…JB 2122-77【095】表皮层厚度…JB 2122-7737、内燃机进排气门金相检验(JB/T 8188.2-1999)【096】奥氏体晶粒度〈按 GB 6394 标准〉JB/T 8188.2-1999 自动评级【097】游离铁素体…JB/T 8188.2-1999 辅助评级【098】奥氏体耐热钢层状析出物…JB/T 8188.2-199938、镁合金加工制品显微组织检验方法【099】镁合金加工制品显微组织检验方法_晶粒度测定…GB 4296-84 自动评级39、蠕墨铸铁金相(JB/T 3829-1999) 【100】石墨形态…JB/T 3829-1999 比较评级【101】蠕化率…JB/T 3829-1999【102】珠光体数量…JB/T 3829-1999 自动评级【103】蠕墨铸铁金相__磷共晶类型…JB/T 3829-1999 比较评级【104】磷共晶数量…JB/T 3829-1999 自动评级【105】碳化物类型…JB/T 3829-1999 比较评级【106】碳化物数量…JB/T 3829-1999 自动评级【298】蠕化率评定(SS 2006-24)自动评级40、铝合金铸件_表面质量【107】铝合金铸件_表面质量_针孔级别HB963-90 辅助评级41、内燃机单体铸造活塞环金相检验(JB/T 6016-92)【108】石墨的评级…JB/T 6016-92 自动评级【109】磷共晶的分布评级…JB/T 6016-92 辅助评级【110】磷共晶大小的评级…JB/T 6016-92【111】磷共晶复合物的评级…JB/T 6016-92【112】游离铁素体的评级…JB/T 6016-92 自动评级【113】珠光体的评级…JB/T 6016-9242、内燃机球墨铸铁活塞环金相检验(JB/T 6016.3-2008)【114】第一级别图_石墨球化率评级自动评级【115】第二级别图__石墨大小评级【116】第三级别图_游离铁素体评级43、汽车摩托车发动机单体铸造活塞环金相检验(QC/T 555-2000)【117】石墨类别…QC/T 555-2000 辅助评级【118】游离铁素体类别…QC/T 555-2000 自动评级【119】磷共晶分布与网孔…QC/T 555-2000 辅助评级【120】磷共晶大小…QC/T 555-2000【121】磷共晶复合物…QC/T 555-2000【122】基体组织…QC/T 555-2000 比较评级44、汽车摩托车发动机球墨铸铁活塞环金相标准(QC/T 284-1999)【123】石墨球化率…QC/T 284-1999 自动评级【124】石墨大小与数量…QC/T 284-1999【125】游离铁素体…QC/T 284-1999【126】游离渗碳体、碳化物和磷共晶…QC/T 284-1999 自动评级45、钢质模锻件、金相组织评级图及评定方法(GB/T 13320-2007)【127】中碳结构钢正火组织比较评级【128】渗碳钢正火组织【129】调质钢调质组织比较评级46、高碳铬轴承钢滚动轴承零件热处理技术条件(JB/T 1255-2001)【131】第一级别图_退火组织…JB/T 1255-2001 比较评级【132】第二级别图_淬回火马氏体组织…JB/T 1255-2001【133】第三级别图_淬回火屈氏体组织…JB/T 1255-2001【134】第四级别图_碳化物网状组织…JB/T 1255-2001【135】第五级别图_断口照片…JB/T 1255-2001【136】第六级别图_贝氏体淬火组织…JB/T 1255-200147、钢的感应淬火或火焰淬火后有效硬化层深度的测定【137】钢的感应淬火或火焰淬火后有效硬化层深度的测定…GB 5617-85 辅助评级48、钢件渗碳淬火有效硬化层深度的测定和校核【138】钢件渗碳淬火有效硬化层深度的测定和校核…GB 9450-2005 辅助评级49、珠光体面积百分比含量测定【139】珠光体面积百分比含量测定QB JC-01-2003 辅助评级50、高碳铬轴承钢金相检验(GB/T 18254-2002)【140】第一级别图_中心疏松…GB/T 18254-2002【141】第二级别图_一般疏松…GB/T 18254-2002【142】第三级别图_偏析…GB/T 18254-2002 比较评级【143】第四级别图_非金属夹杂物GB/T 18254-2002 自动评级【144】第五级别图_显微孔隙…GB/T 18254-2002 辅助评级【145】第六级别图_显微组织…GB/T 18254-2002 比较评级【146】第七级别图_碳化物网状…GB/T 18254-2002 辅助评级【147】第八级别图_碳化物带状…GB/T 18254-2002 比较评级【148】第九级别图_碳化物液析…GB/T 18254-2002 辅助评级51、柴油机喷油嘴偶件、喷油泵柱塞偶件、喷油泵出油阀偶件金相检验(JB/T 9730-1999)【151】GCr15钢精密偶件金相检验_马氏体分级_第一级别图…JB/T 9730-1999 比较评级【152】合金结构钢针阀体渗碳、热处理_碳化物_第二级别图…JB/T 9730-1999【153】合金结构钢针阀体渗碳、热处理_马氏体及残余奥氏体_第三级别图…JB/T 9730-1999【154】W6Mo5Cr4V2、W18Cr4V钢针阀金相检验_淬火后晶粒度_第四级别图…JB/T 9730-1999【155】W6Mo5Cr4V2、W18Cr4V钢针阀金相检验_过热程度_第五级别图…JB/T 9730-199952、渗碳、碳氮共渗、氮化零件金相组织检验标准(HB 5022-77)【156】渗碳、碳氮共渗零件非渗层(中心)组织标准…HB 5022-77 比较评级【157】渗碳、碳氮共渗层残余奥氏体标准…HB 5022-77【158】渗碳、碳氮共渗碳化物标准…HB 5022-77【159】38CrMoAlA钢氮化零件调质处理金相标准…HB 5022-77【160】38CrMoAlA钢零件氮化层金相标准…HB 5022-77 53、汽车碳氮共渗齿轮金相检验(QCn 29018-91)【161】碳氮化合物…QCn 29018-91 比较评级【162】残余奥氏体及马氏体…QCn 29018-9154、工具热处理金相检验标准【163】工具热处理金相检验标准…ZBJ36 003-87 比较评级55、游离铁素体和奥氏体钢层状析出物评级【164】游离铁素体和奥氏体钢层状析出物评级…NJ 354-85 比较评级56、奥氏体不锈钢中α-相面积含量金相测定法【165】奥氏体不锈钢中α-相面积含量金相测定法…GB/T13305-91 自动评级57、纤维直径测定【166】纤维直径测定…SS 2004-0808 辅助评级58、低、中碳钢球化体评级(JB/T 5074-2007)【167】低碳结构钢及低碳合金结构钢球化体分级…JB/T 5074-2007 比较评级【168】中碳结构钢球化体分级…JB/T 5074-2007【169】中碳合金结构钢球化体分级…JB/T 5074-200759、不锈钢铁素体含量百分比测定【170】不锈钢铁素体含量百分比测定…GB/T 13298-91 辅助评级60、汽车感应淬火零件金相检验【171】汽车感应淬火零件金相检验QC/T 502-1999 自动评级61、结构钢低倍组织缺陷评级图【172】结构钢低倍组织缺陷评级图GB/T 1979-2001 比较评级62、薄层碳氮共渗或薄层渗碳钢件显微组织检测【173】薄层碳氮共渗或薄层渗碳钢件显微组织检测…JB/T 7710-2007 自动评级63、汽车渗碳齿轮金相检验【174】汽车渗碳齿轮金相检验…JB 1673-75 比较评级64、内燃机连杆螺栓金相检验【175】内燃机连杆螺栓金相检验标准…NJ 309-83 比较评级65、钢件感应淬火金相检验【176】钢件感应淬火金相检验… ZB J36 009-88 比较评级66、高镍铬无限冷硬离心铸铁轧辊金相检验(YB 4052 - 91)【177】石墨形态…YB 4052 - 91 比较评级【178】石墨数量…YB 4052 - 91 自动评级【179】基体组织特征…YB 4052 - 91 比较评级【180】碳化物数量…YB 4052 - 91 自动评级67、合金工具钢【181】合金工具钢…GB/T 1299-2000 比较评级68、铍青铜的金相试验方法(QJ 2337-92)【182】铍青铜的金相试验方法_晶粒度标准图…QJ 2337-92 自动评级【183】铍青铜的金相试验方法_晶界反应量标准图…QJ 2337-92辅助评级【184】铍青铜的金相试验方法_β相形态分布标准级别…QJ 2337-9269、渗碳齿轮感应加热淬火金相检验(NJ 305-83)【191】碳化物分级…NJ 305-83 辅助评级【192】马氏体及残余奥氏体分级…NJ 305-83 比较评级【193】铁素体分布…NJ 305-83【194】淬火层深度分级…NJ 305-83【195】渗碳层测量…NJ 305-83 辅助评级70、柴油机喷油泵、喷油器总成主要零件金相检验(JB 5175-2006)【196】碳化物分级…JB 5175-2006 比较评级【197】马氏体和奥氏体分级…JB 5175-2006【198】有效硬化层深度测量…JB 5175-2006【199】喷油器体金相检验…JB 5175-200671、汽车碳氮共渗齿轮金相检验(JB 2782-79)【200】碳氮化合物分级比较评级【201】马氏体及残余奥氏体分级【202】心部铁素体分级【203】碳氮共渗层测试图辅助评级72、珠光体球墨铸铁零件感应淬火金相检验(ZB J36 010-88)【204】组织评级比较评级【205】硬化层深度测量辅助评级73、中碳钢与中碳合金结构钢(ZB J36 016-90)【206】马氏体等级比较评级74、稀土镁球墨铸铁等温淬火金相标准(JB 3021-81)【207】组织形态比较评级【208】下贝氏体分级辅助评级【209】上贝氏体分级辅助评级【210】白区数量分级辅助评级【211】铁素体数量分级辅助评级75、焊缝熔深度测量(SS 0501-2005)【212】焊缝熔深度测量辅助评级76、铸造铝硅合金变质(GB 10849-89)【213】钠变质比较评级【214】磷变质比较评级77、中碳钢与中碳合金结构钢(JB/T 9211-1999)【215】中碳钢与中碳合金结构钢_马氏体等级比较评级78、钢的共晶碳化物不均匀度评定法(GB/T 14979-94)【216】钢的共晶碳化物不均匀度评定法比较评级79、铁素体级别图(SS 1117-2005)【217】铁素体级别图辅助评级80、不锈钢10%草酸浸蚀试验方法(GB/T 4334.1-2000)【218】不锈钢10%草酸浸蚀试验方法比较评级81、铸造铝硅合金过烧(GB 10850-89)【219】铸造铝硅合金过烧比较评级82、铸造铝合金针孔(GB 10851-89)【220】铸造铝合金针孔比较评级83、变形铝合金过烧金相试验方法(QJ 1675-89)【221】变形铝合金过烧金相试验方法比较评级84、铸造铝合金过烧金相试验方法(QJ 1676-89)【222】铸造铝合金过烧金相试验方法比较评级85、碳素工具钢(GB/T 1298-2008)【223】碳素工具钢_第一级别图_珠光体比较评级【224】碳素工具钢_第二级别图_碳化物比较评级86、变形镁合金显微组织检验方法(GB/T 4296-2004)【225】变形镁合金显微组织检验方法比较评级87、变形镁合金低倍组织检验方法(GB/T 4297-2004)【226】变形镁合金低倍组织检验方法比较评级88、两相钛合金高低倍组织检验方法(GB 5168-85)【227】两相钛合金高低倍组织检验方法比较评级89、内燃机铸造铝活塞金相检验(JB/T 6289-2005)【228】分散性孔洞评定比较评级【229】集中性孔洞评定比较评级【230】共晶铝-硅合金(钠盐变质)评定比较评级【231】共晶铝-硅合金(磷变质)评定比较评级【232】铝-硅-铜-镁合金显微组织评定比较评级【233】鱼骨状铁相夹杂物评定比较评级【234】针状铁相夹杂物评定比较评级90、内燃机高磷铸铁气缸套_金相检验(JB/T 2330-93)【236】第一级别图_石墨评级辅助评级【237】第二级别图_磷共晶网孔评级比较评级【238】第三级别图_分散分布,枝晶状及聚集状磷共晶评级比较评级【239】第四级别图_复合物磷共晶的评级自动评级【240】第五级别图_游离渗碳体含量的评级自动评级【241】第六级别图_游离铁素体含量的评级辅助评级91、内燃机硼铸铁气缸套_金相检验(JB/T 5082.1-2008)【242】第一级别图_石墨的评级辅助评级【243】第二级别图_硬度相分布及数量的评级自动评级【244】第三级别图_硬度相呈聚集状,枝晶状分布评级比较评级【245】第四级别图_硬度相大小评级自动评级【246】第五级别图_含硼复合物的组织评级比较评级【247】第六级别图_含硼渗碳体评级自动评级【248】第六级别图_含硼莱氏体评级自动评级【249】第七级别图_基体中游离铁素体的评级辅助评级【263】内燃机硼铸铁气缸套__含硼莱氏体评级(取色法)辅助评级92、DL/T 884-2004火电厂金相检验与评定技术导则【253】10CrMo910钢蠕变损伤评定级别图比较评级【254】T91钢组织老化评定级别图比较评级93、JB/T 9173-1999 【257】烧结金属摩擦材料金相检验法比较评级94、内燃机进、排气门金相检验(JB/T 6720-93)【258】第一级别图自动评级【259】第二级别图95、弹条金相组织评级图(TB/T 2478-93)【260】第一级别图比较评级【261】第一级别图【262】第一级别图96、热作模具钢显微组织评级(JB/T 8420-96)【264】5CrNiMo钢马氏体评级辅助评级【265】5Cr4W5Mo2V钢马氏体评级【266】3Cr2W8V钢马氏体评级【267】3Cr3Mo3W2V钢马氏体评级【268】4Cr5MoSiV钢马氏体评级【269】4Cr3Mo2NiVNbB钢马氏体评级97、铝合金晶间腐蚀测定方法(GB/T 7998-2005)【270】铝合金晶间腐蚀测定方法辅助评级98、液化石油气钢瓶金相组织评定(CJ/T 31-1999)【271】液化石油气钢瓶金相组织评定比较评级99、金相教学(SS2006)【272】金相教学(SS2006-01)比较评级【274】还原粉末的金相图谱(SS 2006-03)比较评级【275】电解粉末的金相图谱(SS 2006-04)比较评级【276】羰基粉末的金相图谱(SS 2006-05)比较评级【277】雾化粉末的金相图谱(SS 2006-06)比较评级【278】机械破碎粉末的金相图谱(SS 2006-07)比较评级【279】包覆粉末的金相图谱(SS 2006-08)比较评级【280】其他粉末的金相图谱(SS 2006-09)比较评级【281】空隙和石墨图谱(SS 2006-10)比较评级【282】珠光体形态图谱(SS 2006-11)比较评级【283】渗碳体形态图谱(SS 2006-12)比较评级【284】珠光体含量图谱(SS 2006-13)比较评级【285】渗碳体含量图谱(SS 2006-14)比较评级【286】烧结后的显微组织图谱(SS 2006-15)比较评级【287】热处理后的显微组织图谱(SS 2006-16)比较评级【288】高速钢的金相图谱(SS 2006-17)比较评级【289】后续处理图谱(SS 2006-18)比较评级【290】夹杂物图谱(SS 2006-19)比较评级【291】缺陷图谱(SS 2006-20)比较评级【292】钢基零件图谱(SS 2006-21)比较评级【293】触头材料图谱(SS 2006-22)比较评级【294】摩擦材料图谱(SS 2006-23)比较评级100、通用分析模块【273】多项组织分析(SS2006-02)辅助评级101、Cr12型钢评定方法(JB/T 7713-2007)【295】Cr12型钢大块碳化物级别评定方法自动评级【296】Cr12型钢淬火回火马氏体级别评定方法自动评级102、球状黑铅铸铁品【299】球状黑铅铸铁品(JIS G5502-2001)比较评级103、铸铁-石墨显微结构的表示方法【300】铸铁-石墨显微结构的表示方法(ISO 945-1975)辅助评级104、铝箔图像分析【302】铝箔图像分析(SS 2007-01)自动评级105、钢中石墨碳标准评级图【303】钢中石墨碳标准评级图(GB/T 13302-91)辅助评级106、铸造高锰钢金相GB/Y 13925-92 【306】显微组织比较评级【307】未溶碳化物的级别辅助评级【308】析出碳化物的级别比较评级【309】过热碳化物的级别比较评级【310】夹杂物评级表辅助评级107、汽车钢板弹簧金相检验标准(JB 3782-84)【311】汽车钢板弹簧金相检验标准比较评级108、钢铁热浸铝工艺及质量检验(JB_T_9206)【323】孔隙级别与特征辅助评级【324】裂纹级别与特征辅助评级【325】扩散型热浸铝层与基体金属界面类型评定法比较评级109、60Si2Mn 钢螺旋弹簧金相检验(JB_T_9129_2000)【326】淬火组织评级图辅助评级【327】中温回火组织评级图比较评级110、球墨铸铁件(JIS G5502_2001_WT)【329】黑铅球状化率辅助评级【330】基地组织比较评级111、高温用铁素体球墨铸铁受压铸件(ASTM A395/A395M)【331】高温用铁素体球墨铸铁受压铸件辅助评级112、电触头金相(SS 2008)【332】银石墨(SS 2008_1)辅助评级【333】银镍10 (SS 2008_2)辅助评级113、电真空器件用无氧铜含氧量金相检验法(YB 731-70)【334】电真空器件用无氧铜含氧量金相检验法比较评级114、重载齿轮金相检验(JB/T 6141-1992)【335】渗碳层球化处理后金相检验_渗碳层等温球化退火金相组织级别…JB_T_6141.1_1992比较评级【336】渗碳层球化处理后金相检验_渗碳层高温回火金相组织级别…JB_T_6141.1_1992 比较评级【337】渗碳金相检验_马氏体和残留奥氏体级别图…JB_T_6141.3_1992 比较评级【338】渗碳金相检验_以网状分布的碳化物级别图…JB_T_6141.3_1992 比较评级【339】渗碳金相检验_以粒状块状分布的碳化物级别图…JB_T_6141.3_1992 比较评级【340】渗碳金相检验_分散型铁素体的心部组织级别图…JB_T_6141.3_1992 比较评级【341】渗碳金相检验_集中型铁素体的心部组织级别图…JB_T_6141.3_1992 比较评级115、高速工具钢锻件(JB_4290_1999)【342】渗碳表面碳含量金相判别法_不同渗碳表面碳浓度的金相组织比较评级【343】钨系高速工具钢锻件碳化物均匀度评级图比较评级【344】钨系高速工具钢锻件带状碳化物均匀度评级图比较评级【345】钨系高速工具钢锻件弯曲状碳化物均匀度评级图比较评级【346】钨钼系高速工具钢锻件碳化物均匀度评级图比较评级【347】钨钼系高速工具钢锻件带状碳化物均匀度评级图比较评级【348】钨钼系高速工具钢锻件弯曲状碳化物均匀度评级图比较评级116、汽车发动机轴瓦铜铅合金金相标准(QC/T-281-1999)【350】汽车发动机轴瓦铜铅合金金相标准_第一级别图比较评级【351】汽车发动机轴瓦铜铅合金金相标准_第二级别图比较评级【352】汽车发动机轴瓦铜铅合金金相标准_第三级别图比较评级【353】汽车发动机轴瓦铜铅合金金相标准_第四级别图比较评级【354】汽车发动机轴瓦铜铅合金金相标准_第五级别图比较评级117、外科植入物用钛及钛合金加工材(GB_T_13810_1997)【356】外科植入物用钛及钛合金加工材比较评级118、凿岩机械与气动工具通用技术条件标准系列(JB7161-93)【357】图5_工具钢马氏体评级图自动评级【358】图6_渗碳层马氏体及残余奥氏体评级图比较评级【359】图7_渗碳层块状碳化物评级图比较评级【360】图8_渗碳零件心部铁素体评级图比较评级【361】图9_调质钢普通淬火马氏体评级图比较评级【362】图10_渗碳后网状碳化物评级图比较评级【363】图11_碳氮化合物评级图比较评级【364】图12_碳氮共渗针状马氏体及残余奥氏体评级图比较评级【365】图13_碳氮共渗心部铁素体评级图比较评级【366】图14_渗层黑色组织评级图比较评级【368】渗碳(碳氮共渗)淬火回火后有效硬化层深度的检验辅助评级【369】图1_碳素工具钢退火后珠光体组织评级图比较评级【370】图2_碳素工具钢网状碳化物评级图比较评级【371】图3_合金工具钢退火后珠光体组织评级图比较评级【372】图4_合金工具钢网状碳化物评级图比较评级119、铝及铝合金晶粒细化剂(YB/T 447.1-2002)【367】铝及铝合金晶粒细化剂第部分:铝-钛-硼合金线材比较评级120、高碳铬轴承钢滚动轴承零件热处理技术条件(JB 1255-1991)【373】淬火回组织比较评级【374】第一级别图_退火组织比较评级【375】第二级别图_淬回火组织比较评级【376】第三级别图_碳化物网状组织比较评级【377】第四级别图_断口图片比较评级【378】贝氏体淬回火组织比较评级。
球铁牌号

铸铁牌号的表示方法:(根据GB5612-85)各种铸铁代号,由表示该铸铁特征的汉语拼音字母的第一个大写正体字母组成。
当两种铸铁名称的代号字母相同时,可在该大写正体字母后加小写正体字母来区别。
同一名称铸铁,需要细分时,取其细分特点的汉语拼音第一个大写正体字母,排列在后面。
铸铁名称,代号及牌号表示方法铸铁名称...............代号牌号..................表示方法实例灰铸铁....................HT.........................HT100蠕墨铸铁..................RuT........................RuT400球墨铸铁..................QT.........................QT400-17黑心可锻铸铁..............KHT........................KHT300-06白心可锻铸铁..............KBT........................KBT350-04珠光体可锻铸铁............KZT........................KZT450-06耐磨铸铁..................MT.........................MT Cu1PTi-150抗磨白口铸铁..............KmBT.......................KmBTMn5Mo2Cu抗磨球墨铸铁..............KmQT.......................KmQTMn6冷硬铸铁..................LT.........................LTCrMoR耐蚀铸铁..................ST.........................STSi15R耐蚀球墨铸铁..............SQT........................SQTAl15Si5耐热铸铁..................RT.........................RTCr2耐热球墨铸铁..............RQT........................RQTA16奥氏体铸铁................AT.........................----...牌号中代号后面的一组数字,表示抗拉强度值;有两组数字时,第一组表示抗拉强度值,第二组表示延伸率值。
铸态球铁QT45010熔炼过程控制有要点

铸态球铁QT450-10熔炼过程控制有重点铸态球墨铸铁QT450-10的熔炼过程控制1、生产条件及化学成分设计铁液采纳冲天炉—感觉电炉双联熔炼,此中冲天炉为 3 t / h 多排小风口热风酸性炉,感觉电炉为 2 t中频感觉电炉。
球化、孕育办理前,铁液在感觉电炉中进前进一步的脱硫办理,以获取高温、低氧化、低硫的原铁液。
生产中对铸态QT450-10的化学成分提出的要求为: 3.4 %~3.9 % C ,2.5 %~ 3.0 % Si ,≤ 0.4 %Mn ,< 0.050 % P,<0.025 % S, 0.04 %~ 0.10 % Mg 残, 0.015 %~ 0.04 % RE 残。
2 、熔炼过程控制重点(1)准备和检查工作时要使用的有关物件,如:FeSi75A115 — B 孕育剂、 FeSiMg8RE5球化剂、增碳剂、铁液搅拌工具等。
(2)新包或 4 h 未使用的铁液包 (0.5 t) 使用前一定烫包,使用地上衡称量空包和装满铁液的包,计算一包铁液的重量 (用以计算合金加入量 )。
(3)孕育剂、球化剂合金预热温度应大于150℃,上限越高越好,但最高不超出 400℃,而且预热时不可以接触明火;孕育剂粒度3~ 20 mm ,球化剂粒度 10 ~ 25 mm 。
(4)计算孕育剂、球化剂的加入量,孕育剂含硅按 75 %计算,加入量按 1.0 %~ 1.4 %计算,球化剂含硅按44 %计算,加入量按 1.5 %~ 1.8 %计算。
(5)搁置合金,合金放在凹坑式包底的凹坑内,由下至上的搁置次序为:球化剂一孕育剂一珍珠岩砂,并尽量塞实,如必要还应加压一块小于 5 kg 的生铁或钢板。
此中孕育剂只好加入计算量的 70 %,节余的在办理时加入。
(6)铁液出炉前应制白口化试样,送做光谱成分剖析。
确立 C :3.7 %~ 3.9 %,Si :1.6 %~ 1.8 %。
成分剖析达不到要求,应再对铁液进行调整,并察看原铁液浇注的三角试样的断面是否正常。
球墨铸铁中球状石墨相互粘连原因及预防措施何晓晨秦红李国乾黄学慧

球墨铸铁中球状石墨相互粘连原因及预防措施何晓晨秦红李国乾黄学慧发布时间:2023-07-04T10:04:15.303Z 来源:《中国科技信息》2023年8期作者:何晓晨秦红李国乾黄学慧[导读] 近年来球墨铸铁因其较为优良的性能受到越来越多的应用,而球墨铸铁中石墨的形态对性能有重要的影响。
为了保证球墨铸铁的优良性能,不仅要求石墨的球化率高,并且要求球状石墨分布均匀。
球墨铸铁中偶有出现球状石墨相互粘连的情况,该情况将会严重降低球墨铸铁构件的力学性能。
为避免该情况的出现,本文从原理及制造过程中分析出现该情况的原因,并提出相应的预防措施。
中车大连机车车辆有限公司辽宁大连 116041摘要:近年来球墨铸铁因其较为优良的性能受到越来越多的应用,而球墨铸铁中石墨的形态对性能有重要的影响。
为了保证球墨铸铁的优良性能,不仅要求石墨的球化率高,并且要求球状石墨分布均匀。
球墨铸铁中偶有出现球状石墨相互粘连的情况,该情况将会严重降低球墨铸铁构件的力学性能。
为避免该情况的出现,本文从原理及制造过程中分析出现该情况的原因,并提出相应的预防措施。
关键词:球墨铸铁;球状石墨;石墨粘连中图分类号:文献标识码:B前言球墨铸铁是20世纪50年代发展起来的一种材料,除具有铸铁本身拥有的优良的切削加工性能、铸造工艺性、消振性及耐磨性外,因其中石墨是以球状形态存在于基体组织中,对金属基体割裂作用相对最小,故球墨铸铁的强度和塑性较其他铸铁有了很大的提高[1]。
基于其优异的综合性能,目前球墨铸铁应用广泛。
轨道交通车辆中的曲轴、抱轴箱、机体等构件大多是球墨铸铁材质的。
但球墨铸铁在制造过程中会出现各种类型的缺陷,常见的有缩孔、缩松、皮下气孔等。
本人在工作中检测球墨铸铁试样时发现球墨铸铁中偶有出现球状石墨相互粘连的情况,该情况会导致石墨对金属基体的割裂加重,严重降低球墨铸铁构件的力学性能。
本文针对上述情况产生的原因加以分析,并提出相应的工艺优化提升措施。
火电厂用20号钢珠光体球化评级标准
火电厂用20号钢珠光体球化评级标准前言本标准是根据原电力工业部1995年电力行业标准计划项目(技综[1995]44号文)的安排制订的。
制订本标准的目的,是为了保证火力发电厂金属技术监督范围内的各种碳钢部件的运行安全。
碳素钢系列在电力工业中有着广泛的应用,而该系列中的20号钢,更是电站锅炉许多重要部件的主要用材。
按GB 3087标准供货的20号钢无缝钢管用于制造低、中压锅炉管件,按GB 5310标准供货的20G无缝钢管用于制造高压和更高蒸汽参数的锅炉管件。
一般来说,20号钢主要用于壁温不超过450℃的锅炉受热面管、蒸汽管道和集箱。
国外锅炉管件材料中,与按GB 5310标准供货的20G钢管相类似的主要有德国的St45.8/Ⅲ和日本的STB42钢管。
美国用SA 106B作锅炉联箱和管道,用SA 210A-1作水冷壁、过热器及再热器管。
20号钢在高温长期使用过程中,其组织中的珠光体会发生球化现象,即珠光体中的渗碳体(碳化物)形态由最初的层片状逐渐转变成球状,材料的力学性能也随之下降。
球化现象的产生是因为层片状渗碳体的表面能较高,它总是要向能量低的球状渗碳体形状转变。
在常温下,由于原子的扩散速度非常缓慢,即使使用很长时间,也不易觉察到这种转变过程。
随着温度的提高,原子扩散速度加快,球化过程就变得明显,性能渐趋劣化。
因此,长期以来20号钢组织中的珠光体球化程度常被广泛地用作使用可靠性的评定判据之一。
本标准的附录A、附录B都是标准的附录。
本标准的附录C、附录D、附录E、附录F、附录G都是提示的附录。
本标准由中国电力企业联合会标准化部提出。
本标准由国家电力公司电站金属材料标准化技术委员会归口。
本标准起草单位:华东电力试验研究院。
本标准主要起草人:励德成、徐俊、卜永康、沈金坤、刘琦。
本标准由国家电力公司电站金属材料标准化技术委员会负责解释。
1 范围本标准规定了火电厂用20号钢珠光体球化的评级方法。
本标准适用于按GB 3087、GB 5310标准供货的20号钢火电厂管道、管件在高温下长期使用后的珠光体球化等级评定,也适用于用20号钢钢板、条钢、型钢制造的构件在高温下长期使用后的珠光体球化等级评定。
金相检测国家标准汇总

金相检测国家标准汇总检验类别1、金属平均晶粒度【001】金属平均晶粒度测定…GB 6394-2002【010】铸造铝铜合金晶粒度测定…GB 10852-89【019】珠光体平均晶粒度测定…GB 6394-2002【062】金属的平均晶粒度评级…ASTM E112【074】黑白相面积及晶粒度评级…BW 2003-01【149】彩色试样图像平均晶粒度测定…GB 6394-2002【304】钨、钼及其合金的烧结坯条、棒材晶粒度测试方法(面积法)【305】钨、钼及其合金的烧结坯条、棒材晶粒度测试方法(切割线法)【322】铜及铜合金_平均晶粒度测定方法…YS/T 347-2004【328】彩色试样图像平均晶粒度测定方法22、非金属夹杂物显微评定【002】非金属夹杂物显微评定…GB 10561-89【252】钢中非金属夹杂物含量的测定标准评级图显微检验法…GB/T 10561-2005/ISO 4967:19983、贵金属氧化亚铜金相检验【003】贵金属氧化亚铜金相检验…GB 3490-834、脱碳层深度测定【004】钢的脱碳层深度测定法…GB/T 224-2008【130】脱、渗碳层深度测定…GB 224-875、铁素体晶粒延伸度测定【005】铁素体晶粒延伸度测定…GB 4335-846、工具钢大块碳化物评级【006】工具钢大块碳化物评级…GB 4462-847、不锈钢相面积含量测定【007】不锈钢相面积含量测定…GB6401-868、灰铸铁金相【008】铸铁共晶团数量测定…GB 7216-87【056】贝氏体含量测定…GB 7216-87【058】石墨分布形状…GB 7216-87【059】石墨长度…GB 7216-87【065】珠光体片间距…GB 7216_87【066】珠光体数量…GB 7216_87【067】灰铸铁过冷石墨含量…SS 2002-01【185】碳化物分布形状…GB 7216-87【186】碳化物数量…GB 7216-87【187】磷共晶类型…GB 7216-87【188】磷共晶分布形状…GB 7216-87【189】磷共晶数量…GB 7216-87【190】基本组织特征…GB 7216-87【235】石墨长度(自动分析)…GB 7216-87【251】灰铸铁多图多模块评级:石墨分布&石墨长度&基体组织&共晶团【255】灰铸铁金相_基本组织特征(灰度法)【256】石墨分布&石墨长度&基体组织&共晶团(灰度法)…GB 7216-87【316】灰铁金相等级图_石墨类型…SS 2007-6【317】灰铁金相等级图_石墨尺寸…SS 2007-7【318】灰铁金相等级图_铁素体的大约百分含量…SS 2007-8【319】灰铁金相等级图_珠光体的大概间隔…SS 2007-9【320】灰铁金相等级图_碳化物及磷化物共晶体大致含量…SS 2007-109、定量金相测定方法【009】定量金相测定方法…GB/T 15749-9510、钢的显微组织评定方法(GB/T 13299-91)【011】游离渗碳体组织分析…GB/T 13299-91【012】低碳变形钢的珠光体组织分析…GB/T 13299-91【013】带状组织分析…GB/T 13299-91【014】魏氏组织分析…GB/T 13299-91【016】屈氏体含量计算…SG-197911、汽车渗碳齿轮金相检验(QC/T 262-1999)【015】马氏体针叶长度评级…QC/T 262-1999 【017】碳化物评级…QC/T 262-1999【018】残余奥氏体评级…QC/T 262-1999【055】奥氏体含量测定…QC/T 262-1999【150】马氏体针叶长度评级(测量法)QC/T 262-199912、球墨铸铁金相检验【020】球化分级…GB 9441-88【021】石墨大小分级…GB 9441-88【022】珠光体数量分级…GB 9441-88【023】铁素体和珠光体数量分级(含石墨、渗碳体百分比)…GB 9441-88【063】球墨铸铁__磷共晶数量…GB 9441-88【064】球墨铸铁__渗碳体数量…GB 9441-88【250】球墨铸铁多图多模块评级:球化分级&石墨大小&基体组织【301】球墨铸铁金相_石墨大小分级(鼠标选择)【312】球铁金相等级图_碳化物等级…SS 2007-2【313】球铁金相等级图_球化率等级…SS 2007-3【314】球铁金相等级图_单位面积球墨数量…SS 2007-4【315】球铁金相等级图_珠光体含量…SS 2007-5【321】珠光体粗细…GB 9441-8813、计算孔度的大小和分布【024】计算孔度的大小和分布…BJYF-200114、铸造铝硅合金(JB/T 7946)【025】钠变质…JB/T 7946.1-1999【026】磷变质…JB/T 7946.1-1999【027】过烧…JB/T 7946.2-1999【028】针孔…JB/T 7946.3-199915、履带车辆渗碳齿轮(WJ 730-82)【029】碳化物…WJ 730-82【030】马氏体及残余奥氏体…WJ 730-8216、履带车辆传动齿轮(GY674-75)【031】车体传动齿轮_碳氮化合物…GY674-75【032】发动机齿轮_碳氮化合物…GY674-7517、内燃电力机车渗碳淬硬齿轮(HBJ-2000)【033】1_碳化物分级…HBJ-2000【034】2_马氏体片长分级…HBJ-2000【035】3_残余奥氏体分级…HBJ-2000【036】4_心部组织分级…HBJ-2000【037】5_内氧化分级…HBJ-2000【038】6_表面脱碳分级…HBJ-200018、铬轴承钢(YB9-68)【039】1_中心疏松…YB9-68【040】2_一般疏松…YB9-68【041】3_偏析…YB9-68【042】4_非金属夹杂物…YB9-68【043】5_退火组织…YB9-68【044】6_碳化物网状…YB9-68【045】7_碳化物带状…YB9-68【046】8_碳化物液析…YB9-6819、高速工具钢(GB9942-88)【047】高速工具钢_大截面锻制钢材_共晶碳化物20、高速工具钢棒(GB9943-88)【048】1_钨系_共晶碳化物_网系【049】1_钨系_共晶碳化物_带系【050】2_钨钼系_共晶碳化物_网系【051】2_钨钼系_共晶碳化物_带系21、铝及铝合金加工制品(GB/T3246-2000)【052】显微组织【053】低倍组织【297】铝合金包覆层厚度测定【349】晶粒度评级(比较法及截距法)【355】晶粒度评级(平均晶粒计算法)22、钢材断口检验法【054】钢材断口检验法…GB 1814-7923、高碳钢盘条索氏体含量【057】高碳钢盘条索氏体含量…YB/T 169-2000 自动评级24、一般工程用铸造碳钢(GB 8493-87)【060】显微组织…GB 8493-87 比较评级【061】混有珠光体的铁素体晶粒度…GB 8493-8725、碳钢【068】碳钢__石墨化评级…DL/T 786-2001 比较评级26、20号钢珠光体球化评级【069】20号钢__珠光体球化评级…DL/T 674-1999 比较评级27、15CrMo钢珠光体球化评级【070】15CrMo钢__珠光体球化评级…DJ 4547-1985 比较评级28、12Cr1MoV钢珠光体球化评级【071】12Cr1MoV钢__珠光体球化评级…DJ 3544-1985比较评级29、硬质合金金相检验【072】硬质合金__碳化物晶粒度测定…GB 3488-1983 自动评级【073】硬质合金__孔隙度和非化合碳的金相测定…GB/T 3489-1983 辅助评级30、内燃机_活塞销_金相检验(JB/T 8118.2-1999) 【075】马氏体分级…JB/T 8118.2-1999辅助评级【076】碳化物分级…JB/T 8118.2-1999 辅助评级31、钢的感应淬火【077】钢的感应淬火或火焰淬火后有效硬化层深度的测定…GB 5617-2005 辅助评级32、钢件感应淬火【078】钢件感应淬火金相检验…JB/T 9204-1999 辅助评级33、珠光体球墨铸铁零件金相检验(JB/T 9205-1999)【079】珠光体球墨铸铁零件感应淬火金相检验…JB/T 9205-1999 比较评级【080】珠光体球墨铸铁零件感应淬火金相检验__硬化层深度的检验…JB/T 9205-1999辅助评级34、钢铁零件_渗氮层深度测定和金相组织检验(GB 11354-2005)【081】钢铁零件_渗氮层深度测定和金相组织检验_原始组织的检验比较评级【082】钢铁零件_渗氮层深度测定和金相组织检验_渗氮层深度测定辅助评级【083】钢铁零件_渗氮层深度测定和金相组织检验_渗氮层脆性检验比较评级【084】钢铁零件_渗氮层深度测定和金相组织检验_渗氮层疏松检验【085】钢铁零件_渗氮层深度测定和金相组织检验_渗氮扩散层中氮化物检验35、铁基粉末冶金烧结制品金相标准(JB/T 2798-1999)【086】珠光体…JB/T 2798-1999辅助评级【087】渗碳体…JB/T 2798-199936、铁素体可锻铸铁金相标准(JB 2122-77)【088】石墨形状…JB 2122-77 比较评级【089】石墨形状分级…JB 2122-77【090】石墨分布…JB 2122-77 比较评级【091】石墨颗数…JB 2122-77 辅助评级【092】珠光体形状…JB 2122-77 比较评级【093】珠光体残余量分级…JB 2122-77 辅助评级【094】渗碳体残余量分级…JB 2122-77【095】表皮层厚度…JB 2122-7737、内燃机进排气门金相检验(JB/T 8188.2-1999)【096】奥氏体晶粒度〈按GB 6394 标准〉JB/T 8188.2-1999 自动评级【097】游离铁素体…JB/T 8188.2-1999 辅助评级【098】奥氏体耐热钢层状析出物…JB/T 8188.2-199938、镁合金加工制品显微组织检验方法【099】镁合金加工制品显微组织检验方法_晶粒度测定…GB 4296-84 自动评级39、蠕墨铸铁金相(JB/T 3829-1999) 【100】石墨形态…JB/T 3829-1999 比较评级【101】蠕化率…JB/T 3829-1999【102】珠光体数量…JB/T 3829-1999 自动评级【103】蠕墨铸铁金相__磷共晶类型…J B/T 3829-1999 比较评级【104】磷共晶数量…JB/T 3829-1999 自动评级【105】碳化物类型…JB/T 3829-1999 比较评级【106】碳化物数量…JB/T 3829-1999 自动评级【298】蠕化率评定(SS 2006-24)自动评级40、铝合金铸件_表面质量【107】铝合金铸件_表面质量_针孔级别HB963-90 辅助评级41、内燃机单体铸造活塞环金相检验(JB/T 6016-92)【108】石墨的评级…JB/T 6016-92自动评级【109】磷共晶的分布评级…JB/T 6016-92 辅助评级【110】磷共晶大小的评级…JB/T 6016-92【111】磷共晶复合物的评级…JB/T 6016-92【112】游离铁素体的评级…JB/T 6016-92 自动评级【113】珠光体的评级…JB/T 6016-9242、内燃机球墨铸铁活塞环金相检验(JB/T 6016.3-2008)【114】第一级别图_石墨球化率评级自动评级【115】第二级别图__石墨大小评级【116】第三级别图_游离铁素体评级43、汽车摩托车发动机单体铸造活塞环金相检验(QC/T 555-2000)【117】石墨类别…QC/T 555-2000 辅助评级【118】游离铁素体类别…QC/T 555-2000 自动评级【119】磷共晶分布与网孔…QC/T 555-2000 辅助评级【120】磷共晶大小…QC/T 555-2000【121】磷共晶复合物…QC/T 555-2000【122】基体组织…QC/T 555-2000 比较评级44、汽车摩托车发动机球墨铸铁活塞环金相标准(QC/T 284-1999)【123】石墨球化率…QC/T 284-1999 自动评级【124】石墨大小与数量…QC/T 284-1999【125】游离铁素体…QC/T 284-1999【126】游离渗碳体、碳化物和磷共晶…QC/T 284-1999 自动评级45、钢质模锻件、金相组织评级图及评定方法(GB/T 13320-2007)【127】中碳结构钢正火组织比较评级【128】渗碳钢正火组织【129】调质钢调质组织比较评级46、高碳铬轴承钢滚动轴承零件热处理技术条件(JB/T 1255-2001)【131】第一级别图_退火组织…JB/T 1255-2001 比较评级【132】第二级别图_淬回火马氏体组织…JB/T 1255-2001【133】第三级别图_淬回火屈氏体组织…JB/T 1255-2001【134】第四级别图_碳化物网状组织…JB/T 1255-2001【135】第五级别图_断口照片…JB/T 1255-2001【136】第六级别图_贝氏体淬火组织…JB/T 1255-200147、钢的感应淬火或火焰淬火后有效硬化层深度的测定【137】钢的感应淬火或火焰淬火后有效硬化层深度的测定…GB 5617-85 辅助评级48、钢件渗碳淬火有效硬化层深度的测定和校核【138】钢件渗碳淬火有效硬化层深度的测定和校核…GB 9450-2005 辅助评级49、珠光体面积百分比含量测定【139】珠光体面积百分比含量测定QB JC-01-2003 辅助评级50、高碳铬轴承钢金相检验(GB/T 18254-2002)【140】第一级别图_中心疏松…GB/T 18254-2002【141】第二级别图_一般疏松…GB/T 18254-2002【142】第三级别图_偏析…GB/T 18254-2002 比较评级【143】第四级别图_非金属夹杂物GB/T 18254-2002 自动评级【144】第五级别图_显微孔隙…GB/T 18254-2002 辅助评级【145】第六级别图_显微组织…GB/T 18254-2002 比较评级【146】第七级别图_碳化物网状…GB/T 18254-2002 辅助评级【147】第八级别图_碳化物带状…GB/T 18254-2002 比较评级【148】第九级别图_碳化物液析…GB/T 18254-2002 辅助评级51、柴油机喷油嘴偶件、喷油泵柱塞偶件、喷油泵出油阀偶件金相检验(JB/T 9730-1999)【151】GCr15钢精密偶件金相检验_马氏体分级_第一级别图…JB/T 9730-1999 比较评级【152】合金结构钢针阀体渗碳、热处理_碳化物_第二级别图…JB/T 9730-1999【153】合金结构钢针阀体渗碳、热处理_马氏体及残余奥氏体_第三级别图…JB/T 9730-1999【154】W6Mo5Cr4V2、W18Cr4V钢针阀金相检验_淬火后晶粒度_第四级别图…JB/T 9730-1999【155】W6Mo5Cr4V2、W18Cr4V钢针阀金相检验_过热程度_第五级别图…JB/T 9730-199952、渗碳、碳氮共渗、氮化零件金相组织检验标准(HB 5022-77)【156】渗碳、碳氮共渗零件非渗层(中心)组织标准…HB 5022-77 比较评级【157】渗碳、碳氮共渗层残余奥氏体标准…HB 5022-77【158】渗碳、碳氮共渗碳化物标准…HB 5022-77【159】38CrMoAlA钢氮化零件调质处理金相标准…HB 5022-77【160】38CrMoAlA钢零件氮化层金相标准…HB 5022-7753、汽车碳氮共渗齿轮金相检验(QCn 29018-91)【161】碳氮化合物…QCn 29018-91 比较评级【162】残余奥氏体及马氏体…QCn 29018-9154、工具热处理金相检验标准【163】工具热处理金相检验标准…ZB J36 003-87 比较评级55、游离铁素体和奥氏体钢层状析出物评级【164】游离铁素体和奥氏体钢层状析出物评级…NJ 354-85 比较评级56、奥氏体不锈钢中α-相面积含量金相测定法【165】奥氏体不锈钢中α-相面积含量金相测定法…GB/T13305-91 自动评级57、纤维直径测定【166】纤维直径测定…SS 2004-0808 辅助评级58、低、中碳钢球化体评级(JB/T 5074-2007)【167】低碳结构钢及低碳合金结构钢球化体分级…JB/T 5074-2007 比较评级【168】中碳结构钢球化体分级…JB/T 5074-2007【169】中碳合金结构钢球化体分级…JB/T 5074-200759、不锈钢铁素体含量百分比测定【170】不锈钢铁素体含量百分比测定…GB/T 13298-91辅助评级60、汽车感应淬火零件金相检验【171】汽车感应淬火零件金相检验QC/T 502-1999 自动评级61、结构钢低倍组织缺陷评级图【172】结构钢低倍组织缺陷评级图GB/T 1979-2001比较评级62、薄层碳氮共渗或薄层渗碳钢件显微组织检测【173】薄层碳氮共渗或薄层渗碳钢件显微组织检测…JB/T 7710-2007 自动评级63、汽车渗碳齿轮金相检验【174】汽车渗碳齿轮金相检验…JB 1673-75 比较评级64、内燃机连杆螺栓金相检验【175】内燃机连杆螺栓金相检验标准…NJ 309-83 比较评级65、钢件感应淬火金相检验【176】钢件感应淬火金相检验…ZB J36 009-88 比较评级66、高镍铬无限冷硬离心铸铁轧辊金相检验(YB 4052 - 91)【177】石墨形态…YB 4052 - 91 比较评级【178】石墨数量…YB 4052 - 91 自动评级【179】基体组织特征…YB 4052 - 91 比较评级【180】碳化物数量…YB 4052 - 91 自动评级67、合金工具钢【181】合金工具钢…GB/T 1299-2000 比较评级68、铍青铜的金相试验方法(QJ 2337-92)【182】铍青铜的金相试验方法_晶粒度标准图…QJ 2337-92 自动评级【183】铍青铜的金相试验方法_晶界反应量标准图…QJ 2337-92 辅助评级【184】铍青铜的金相试验方法_β相形态分布标准级别…QJ 2337-9269、渗碳齿轮感应加热淬火金相检验(NJ 305-83)【191】碳化物分级…NJ 305-83 辅助评级【192】马氏体及残余奥氏体分级…NJ 305-83 比较评级【193】铁素体分布…NJ 305-83【194】淬火层深度分级…NJ 305-83【195】渗碳层测量…NJ 305-83 辅助评级70、柴油机喷油泵、喷油器总成主要零件金相检验(JB 5175-2006)【196】碳化物分级…JB 5175-2006 比较评级【197】马氏体和奥氏体分级…JB 5175-2006【198】有效硬化层深度测量…JB 5175-2006【199】喷油器体金相检验…JB 5175-200671、汽车碳氮共渗齿轮金相检验(JB 2782-79)【200】碳氮化合物分级比较评级【201】马氏体及残余奥氏体分级【202】心部铁素体分级【203】碳氮共渗层测试图辅助评级72、珠光体球墨铸铁零件感应淬火金相检验(ZB J36 010-88)【204】组织评级比较评级【205】硬化层深度测量辅助评级73、中碳钢与中碳合金结构钢(ZB J36 016-90)【206】马氏体等级比较评级74、稀土镁球墨铸铁等温淬火金相标准(JB 3021-81)【207】组织形态比较评级【208】下贝氏体分级辅助评级【209】上贝氏体分级辅助评级【210】白区数量分级辅助评级【211】铁素体数量分级辅助评级75、焊缝熔深度测量(SS 0501-2005)【212】焊缝熔深度测量辅助评级76、铸造铝硅合金变质(GB 10849-89)【213】钠变质比较评级【214】磷变质比较评级77、中碳钢与中碳合金结构钢(JB/T 9211-1999)【215】中碳钢与中碳合金结构钢_马氏体等级比较评级78、钢的共晶碳化物不均匀度评定法(GB/T 14979-94)【216】钢的共晶碳化物不均匀度评定法比较评级79、铁素体级别图(SS 1117-2005)【217】铁素体级别图辅助评级80、不锈钢10%草酸浸蚀试验方法(GB/T 4334.1-2000)【218】不锈钢10%草酸浸蚀试验方法比较评级81、铸造铝硅合金过烧(GB 10850-89)【219】铸造铝硅合金过烧比较评级82、铸造铝合金针孔(GB 10851-89)【220】铸造铝合金针孔比较评级83、变形铝合金过烧金相试验方法(QJ 1675-89)【221】变形铝合金过烧金相试验方法比较评级84、铸造铝合金过烧金相试验方法(QJ 1676-89)【222】铸造铝合金过烧金相试验方法比较评级85、碳素工具钢(GB/T 1298-2008)【223】碳素工具钢_第一级别图_珠光体比较评级【224】碳素工具钢_第二级别图_碳化物比较评级86、变形镁合金显微组织检验方法(GB/T 4296-2004)【225】变形镁合金显微组织检验方法比较评级87、变形镁合金低倍组织检验方法(GB/T 4297-2004)【226】变形镁合金低倍组织检验方法比较评级88、两相钛合金高低倍组织检验方法(GB 5168-85)【227】两相钛合金高低倍组织检验方法比较评级89、内燃机铸造铝活塞金相检验(JB/T 6289-2005)【228】分散性孔洞评定比较评级【229】集中性孔洞评定比较评级【230】共晶铝-硅合金(钠盐变质)评定比较评级【231】共晶铝-硅合金(磷变质)评定比较评级【232】铝-硅-铜-镁合金显微组织评定比较评级【233】鱼骨状铁相夹杂物评定比较评级【234】针状铁相夹杂物评定比较评级90、内燃机高磷铸铁气缸套_金相检验(JB/T 2330-93)【236】第一级别图_石墨评级辅助评级【237】第二级别图_磷共晶网孔评级比较评级【238】第三级别图_分散分布,枝晶状及聚集状磷共晶评级比较评级【239】第四级别图_复合物磷共晶的评级自动评级【240】第五级别图_游离渗碳体含量的评级自动评级【241】第六级别图_游离铁素体含量的评级辅助评级91、内燃机硼铸铁气缸套_金相检验(JB/T 5082.1-2008)【242】第一级别图_石墨的评级辅助评级【243】第二级别图_硬度相分布及数量的评级自动评级【244】第三级别图_硬度相呈聚集状,枝晶状分布评级比较评级【245】第四级别图_硬度相大小评级自动评级【246】第五级别图_含硼复合物的组织评级比较评级【247】第六级别图_含硼渗碳体评级自动评级【248】第六级别图_含硼莱氏体评级自动评级【249】第七级别图_基体中游离铁素体的评级辅助评级【263】内燃机硼铸铁气缸套__含硼莱氏体评级(取色法)辅助评级92、DL/T 884-2004火电厂金相检验与评定技术导则【253】10CrMo910钢蠕变损伤评定级别图比较评级【254】T91钢组织老化评定级别图比较评级93、JB/T 9173-1999 【257】烧结金属摩擦材料金相检验法比较评级94、内燃机进、排气门金相检验(JB/T 6720-93)【258】第一级别图自动评级【259】第二级别图95、弹条金相组织评级图(TB/T 2478-93)【260】第一级别图比较评级【261】第一级别图【262】第一级别图96、热作模具钢显微组织评级(JB/T 8420-96)【264】5CrNiMo钢马氏体评级辅助评级【265】5Cr4W5Mo2V钢马氏体评级【266】3Cr2W8V钢马氏体评级【267】3Cr3Mo3W2V钢马氏体评级【268】4Cr5MoSiV钢马氏体评级【269】4Cr3Mo2NiVNbB钢马氏体评级97、铝合金晶间腐蚀测定方法(GB/T 7998-2005)【270】铝合金晶间腐蚀测定方法辅助评级98、液化石油气钢瓶金相组织评定(CJ/T 31-1999)【271】液化石油气钢瓶金相组织评定比较评级99、金相教学(SS2006)【272】金相教学(SS2006-01)比较评级【274】还原粉末的金相图谱(SS 2006-03)比较评级【275】电解粉末的金相图谱(SS 2006-04)比较评级【276】羰基粉末的金相图谱(SS 2006-05)比较评级【277】雾化粉末的金相图谱(SS 2006-06)比较评级【278】机械破碎粉末的金相图谱(SS 2006-07)比较评级【279】包覆粉末的金相图谱(SS 2006-08)比较评级【280】其他粉末的金相图谱(SS 2006-09)比较评级【281】空隙和石墨图谱(SS 2006-10)比较评级【282】珠光体形态图谱(SS 2006-11)比较评级【283】渗碳体形态图谱(SS 2006-12)比较评级【284】珠光体含量图谱(SS 2006-13)比较评级【285】渗碳体含量图谱(SS 2006-14)比较评级【286】烧结后的显微组织图谱(SS 2006-15)比较评级【287】热处理后的显微组织图谱(SS 2006-16)比较评级【288】高速钢的金相图谱(SS 2006-17)比较评级【289】后续处理图谱(SS 2006-18)比较评级【290】夹杂物图谱(SS 2006-19)比较评级【291】缺陷图谱(SS 2006-20)比较评级【292】钢基零件图谱(SS 2006-21)比较评级【293】触头材料图谱(SS 2006-22)比较评级【294】摩擦材料图谱(SS 2006-23)比较评级100、通用分析模块【273】多项组织分析(SS2006-02)辅助评级101、Cr12型钢评定方法(JB/T 7713-2007)【295】Cr12型钢大块碳化物级别评定方法自动评级【296】Cr12型钢淬火回火马氏体级别评定方法自动评级102、球状黑铅铸铁品【299】球状黑铅铸铁品(JIS G5502-2001)比较评级103、铸铁-石墨显微结构的表示方法【300】铸铁-石墨显微结构的表示方法(ISO 945-1975)辅助评级104、铝箔图像分析【302】铝箔图像分析(SS 2007-01)自动评级105、钢中石墨碳标准评级图【303】钢中石墨碳标准评级图(GB/T 13302-91)辅助评级106、铸造高锰钢金相GB/Y 13925-92 【306】显微组织比较评级【307】未溶碳化物的级别辅助评级【308】析出碳化物的级别比较评级【309】过热碳化物的级别比较评级【310】夹杂物评级表辅助评级107、汽车钢板弹簧金相检验标准(JB 3782-84)【311】汽车钢板弹簧金相检验标准比较评级108、钢铁热浸铝工艺及质量检验(JB_T_9206)【323】孔隙级别与特征辅助评级【324】裂纹级别与特征辅助评级【325】扩散型热浸铝层与基体金属界面类型评定法比较评级109、60Si2Mn 钢螺旋弹簧金相检验(JB_T_9129_2000)【326】淬火组织评级图辅助评级【327】中温回火组织评级图比较评级110、球墨铸铁件(JIS G5502_2001_WT)【329】黑铅球状化率辅助评级【330】基地组织比较评级111、高温用铁素体球墨铸铁受压铸件(ASTM A395/A395M)【331】高温用铁素体球墨铸铁受压铸件辅助评级112、电触头金相(SS 2008)【332】银石墨(SS 2008_1)辅助评级【333】银镍10 (SS 2008_2)辅助评级113、电真空器件用无氧铜含氧量金相检验法(YB 731-70)【334】电真空器件用无氧铜含氧量金相检验法比较评级114、重载齿轮金相检验(JB/T 6141-1992)【335】渗碳层球化处理后金相检验_渗碳层等温球化退火金相组织级别…JB_T_6141.1_1992 比较评级【336】渗碳层球化处理后金相检验_渗碳层高温回火金相组织级别…JB_T_6141.1_1992比较评级【337】渗碳金相检验_马氏体和残留奥氏体级别图…JB_T_6141.3_1992 比较评级【338】渗碳金相检验_以网状分布的碳化物级别图…JB_T_6141.3_1992 比较评级【339】渗碳金相检验_以粒状块状分布的碳化物级别图…JB_T_6141.3_1992 比较评级【340】渗碳金相检验_分散型铁素体的心部组织级别图…JB_T_6141.3_1992 比较评级【341】渗碳金相检验_集中型铁素体的心部组织级别图…JB_T_6141.3_1992 比较评级115、高速工具钢锻件(JB_4290_1999)【342】渗碳表面碳含量金相判别法_不同渗碳表面碳浓度的金相组织比较评级【343】钨系高速工具钢锻件碳化物均匀度评级图比较评级【344】钨系高速工具钢锻件带状碳化物均匀度评级图比较评级【345】钨系高速工具钢锻件弯曲状碳化物均匀度评级图比较评级【346】钨钼系高速工具钢锻件碳化物均匀度评级图比较评级【347】钨钼系高速工具钢锻件带状碳化物均匀度评级图比较评级【348】钨钼系高速工具钢锻件弯曲状碳化物均匀度评级图比较评级116、汽车发动机轴瓦铜铅合金金相标准(QC/T-281-1999)【350】汽车发动机轴瓦铜铅合金金相标准_第一级别图比较评级【351】汽车发动机轴瓦铜铅合金金相标准_第二级别图比较评级【352】汽车发动机轴瓦铜铅合金金相标准_第三级别图比较评级【353】汽车发动机轴瓦铜铅合金金相标准_第四级别图比较评级【354】汽车发动机轴瓦铜铅合金金相标准_第五级别图比较评级117、外科植入物用钛及钛合金加工材(GB_T_13810_1997)【356】外科植入物用钛及钛合金加工材比较评级118、凿岩机械与气动工具通用技术条件标准系列(JB7161-93)【357】图5_工具钢马氏体评级图自动评级【358】图6_渗碳层马氏体及残余奥氏体评级图比较评级【359】图7_渗碳层块状碳化物评级图比较评级【360】图8_渗碳零件心部铁素体评级图比较评级【361】图9_调质钢普通淬火马氏体评级图比较评级【362】图10_渗碳后网状碳化物评级图比较评级【363】图11_碳氮化合物评级图比较评级【364】图12_碳氮共渗针状马氏体及残余奥氏体评级图比较评级【365】图13_碳氮共渗心部铁素体评级图比较评级【366】图14_渗层黑色组织评级图比较评级【368】渗碳(碳氮共渗)淬火回火后有效硬化层深度的检验辅助评级【369】图1_碳素工具钢退火后珠光体组织评级图比较评级【370】图2_碳素工具钢网状碳化物评级图比较评级【371】图3_合金工具钢退火后珠光体组织评级图比较评级【372】图4_合金工具钢网状碳化物评级图比较评级119、铝及铝合金晶粒细化剂(YB/T 447.1-2002)【367】铝及铝合金晶粒细化剂第部分:铝-钛-硼合金线材比较评级120、高碳铬轴承钢滚动轴承零件热处理技术条件(JB 1255-1991)【373】淬火回组织比较评级【374】第一级别图_退火组织比较评级【375】第二级别图_淬回火组织比较评级【376】第三级别图_碳化物网状组织比较评级【377】第四级别图_断口图片比较评级【378】贝氏体淬回火组织比较评级。
石墨的球化率及球化级别[1]
![石墨的球化率及球化级别[1]](https://img.taocdn.com/s3/m/197945f8f121dd36a32d82a0.png)
石墨的球化率及球化级别图131001100×图131002100×图131003100×图131004100×图131003100×图131004100×图号:131001~131006浸蚀剂:未浸蚀材料名称:球墨铸铁处理情况:铸态组织说明:图131001:图中石墨呈球状,少数团状,球化率为≥95%,球化级别为1级。
图131002:图中石墨大部分呈球状,余为团状和极少量团絮状,球化率为90%~<95%,球化级别为2级。
图131003:图中石墨大部分呈团状和球状,余为团絮状,球化率为80%~<90%,球化级别为3级。
图131004:图中石墨大部分呈团絮状和团状,少量蠕虫状,球化率为70%~<80%,球化级别为4级。
图131005:图中石墨呈分散分布的蠕虫状和球状、团状、团絮状,球化率为60%~<70%,球化级别为5级。
图131006:图中石墨呈聚集分布的蠕虫状和片状及球状、团状、团絮状,球化级别为6级。
球化率及球化级别按照GB/T9441-1988《球墨铸铁金相检验》评定,该标准将球化级别分为6级。
首先观察整个受检面,之后,从最差的区域开始,连续观察5个视场,以其中3个最差视场的多数对照级别图谱评定。
提高球化率的关键是球化处理和孕育处理。
球化处理方法:采用稀土镁合金的凹坑冲入法,简单易行,但烟尘较大。
采用低稀土镁合金盖包处理,镁的收得率可达50%以上,且可解决烟尘问题。
孕育处理可采用二次或三次孕育,球化包内孕育剂可用75硅铁,浇包内可加抗衰退(例如含钡)孕育剂。
倘有必要,再用随流孕育或型内孕育。
5级球化和6级球化的石墨都是以蠕虫状石墨为主,5级球化是蠕虫状石墨呈分散分布;6级球化是蠕虫状石墨呈聚集分布。
两者主要区别如下:(1) 宏观组织聚集分布时,断口上出现稀疏的小黑点,蠕虫状石墨聚集程度增加时,黑点增大,数量也随之增加和密集;蠕虫状石墨分散分布时,其数量较聚集分布为少,断口不会出现小黑点。
钢材球化率和球化级别

钢材球化率和球化级别1.引言1.1 概述概述部分的内容可以侧重介绍钢材球化率和球化级别的概念以及其在钢材领域的重要性。
以下是一个示例:钢材球化率和球化级别是钢材领域中一个重要的指标和评价体系。
钢材的球化率是指在特定工艺条件下,在钢材中形成球状组织的程度。
而球化级别是对钢材球化程度的分类和评价。
钢材球化率和球化级别的概念来源于对钢材组织结构的研究和分析。
在钢材制备过程中,钢材的组织结构对其性能和用途有着重要的影响。
通过球化处理,可以改善钢材的韧性、强度、耐磨性等性能,提高其适用性和使用寿命。
影响钢材球化率的因素很多,包括钢材的成分、冷却速度、球化处理温度和时间等。
其中,钢材的成分是影响球化率和球化级别的关键因素之一。
不同成分的钢材在球化处理过程中会出现不同的相变机制和组织结构,从而导致球化率和球化级别的差异。
钢材的球化级别是对球化率的分类和评价。
常见的球化级别包括完全球化、部分球化和未球化等。
完全球化表示钢材中几乎全部组织都呈现球状,球化程度非常高;部分球化则表示只有部分组织呈现球状,球化程度较低;而未球化则表示几乎没有球状组织形成。
准确评价钢材的球化率和球化级别对于钢材的应用和质量控制非常重要。
根据不同的使用要求和工艺需求,合理选择和控制球化率和球化级别可以提高钢材的性能、延长其使用寿命,并减少因材料缺陷而引起的事故风险。
在本文接下来的部分,将分别详细介绍钢材球化率和球化级别的定义、影响因素以及评价标准,同时探讨钢材球化率和球化级别之间的关系以及其在钢材领域中的应用和意义。
1.2 文章结构本篇长文将从引言、正文和结论三个部分展开讨论钢材球化率和球化级别的相关内容。
引言部分将对钢材球化率和球化级别的背景和意义进行概述,以及介绍文章的目的。
通过引入这一研究主题,读者可以对钢材球化率和球化级别的重要性有一个初步了解。
正文部分将分为两个主要章节,分别是钢材球化率和球化级别。
在钢材球化率章节中,我们将对其定义和意义进行阐述,并探讨影响钢材球化率的因素。
球化分级

球化分级(摘自GB/T9441-1988) 发布时间:2007-3-1 13:34:34 浏览次数:4球化分级说明球化率/%1级石墨呈球状,少量团状,允许极少量团絮状》952级石墨大部分呈球状,余为团状和极少量团絮状90-<953级石墨大部分呈团状和球状,余为团絮状,允许有极少量蠕虫状80-<904级石墨大部分呈团絮状和团状,余为球状和少量蠕虫状70-<805级石墨呈分散分布的蠕虫状、球状、团状、团絮状60-<706级石墨呈聚集分布的蠕虫状、片状及球状、团状、团絮状资讯来源:国家标准化管理委员会发布人:国际铸业咨询单铸试块的力学性能(摘自GB/T1348-1988) 发布时间:2007-3-1 12:17:46 浏览次数:5单铸试块的力学性能(摘自GB/T1348-1988)牌号抗拉强度σ/Mpa屈服强度σ/Mpa断后伸长率σ/Mpa供参考最小值硬度HBS 主要金相组织QT400-18 400 250 18 130-180 铁素体QT400-15 400 250 15 130-180 铁素体QT450-10 450 310 10 160-210 铁素体QT500-7 500 320 7 170-230 珠光体+铁素体QT600-3 600 370 3 190-270 珠光体+铁素体QT700-2 700 420 2 225-305 珠光体QT800-2 800 480 2 245-335 珠光体或回火组织QT900-2 900 600 2 280-360 贝氏体或回火马氏体资讯来源:国家标准化管理委员会发布人:国际铸业咨询网3强化熔化及球化孕育工艺,引进和推广包外孕育工艺。
3.1冲天炉在熔炼之前,必须要根据铸件要求进行配料计算,而配料计算的基础是必须先知道铸件所需的化学成份以及原材料(生铁、回炉铁、废钢、铁合金等)的化学成份,同时要根据以往的熔炼经验得出各元素的烧损率。
一般是碳、硫增加,硅锰烧损。
球化级别

班风内涵:
根据GB9441-88,判定加入微量合金元素Mo后的球化级别:
(1)按石墨的面积率划分石墨形态,面积大于或等于0.81为球状石墨;
面积率为0.80-0.61为团状始末;面积率为0.60-0.41为团絮状石墨;面积率为
0.40-0.10为蠕虫状石墨;面积率小于0.10为片状石墨。
(2)根据石墨的形态及其分布和球化率,参考其对机械性能影响的趋势和
工艺特点,将球化分为六级(见表)。
球化级别说明
1级石墨呈球状,少量团状,允许极少量团絮状,球化率不低于95%
2级石墨大部分呈球状,余为团状和极少量团絮状,球化率90%到小于95%
3级石墨大部分呈团状和球状,余为团絮状,允许有极少量蠕虫状,球化率80%小于90% 4级石墨大部分呈团絮状和团状,余为球状和少量蠕虫状,球化率70%到小于80%
5级石墨呈分散分布的蠕虫状和球状、团状、团絮状、球化率60%到小于70%
6级石墨呈聚集分布的蠕虫状和片状及球状、团状、团絮状
表球化分级
根据GB9441-88石墨大小的球化分级如表。
表石墨大小分级mm
级别石墨直径(100×)
3级>25~50
4级>12~25
5级>6~12
6级>3~6
7级>1.5~3
8级≤1.5
页脚内容1。
铸造球铁件,球化过程常见问题及解决方案
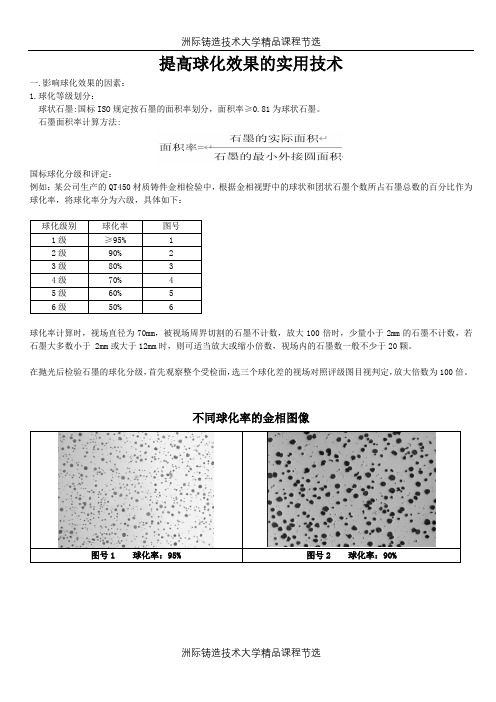
提高球化效果的实用技术一.影响球化效果的因素:1.球化等级划分:球状石墨:国标ISO规定按石墨的面积率划分,面积率≥0.81为球状石墨。
石墨面积率计算方法:国标球化分级和评定:例如:某公司生产的QT450材质铸件金相检验中,根据金相视野中的球状和团状石墨个数所占石墨总数的百分比作为球化率,将球化率分为六级,具体如下:球化率计算时,视场直径为70mm,被视场周界切割的石墨不计数,放大100倍时,少量小于2mm的石墨不计数,若石墨大多数小于 2mm或大于12mm时,则可适当放大或缩小倍数,视场内的石墨数一般不少于20颗。
在抛光后检验石墨的球化分级,首先观察整个受检面,选三个球化差的视场对照评级图目视判定,放大倍数为100倍。
不同球化率的金相图像图号1 球化率:95% 图号2 球化率:90%图号3 球化率:80% 图号4 球化率:70%图号5 球化率:60% 图号6 球化率:50%2.球化可能会出现的问题及解决方案:(1)球化不良:此不良主要体现在炉后成品的残镁分析值低于0.030%(一般标准残镁规格值按照小于0.030%为下限规格值),金相石墨型态一般体现在球状石墨和蠕虫状石墨共存在,或球状石墨、蠕虫状石墨和片状石墨共存在,或蠕虫状石墨和片状石墨共存在,或全部为片状石墨。
控制球化不良的发生,特别注意以下几点:A.添加球化剂重量的核对或喂丝球化线的喂丝长度核对,确保实际加入量与标准规定的相符。
B.三明治球化温度或喂丝温度一般在1480-1530℃。
C.三明治球化反应时间一般控制大于55秒,喂丝球化速度一般控制19-22米/分钟。
D.三明治球化出炉过程确保电炉的先期铁水冲入到球化包的缓冲室,等缓冲室铁水满后,铁水再漫过球化室。
(有很多出炉铁水冲入不当,造成铁水直接冲到球化室的,造成球化反应提前进行,总的球化反应时间短,导致球化不良。
)E.三明治球化需要在球化包之球化室中的球化剂上侧放置覆盖剂,覆盖剂一般为矽钢片,厚度一般控制在0.3-1.0mm,直径或单边长度为10-30mm,要求无油无锈无杂质。
声速仪测量球化率的方法

声速仪如何测量球化率?声速仪又被称为球化率仪,是利用超声波原理测量金属、陶瓷、塑料等超声波良导体材料的球化率分布情况。
具体方法:已知厚度反测声速,然后根据制表得知材料的球化率等级。
比如球墨铸铁行业球化率超声检测具有操作简单、检测速度快、结果准确、性能稳定的特点,可实现自动检测、自动控制,适用于对一般球铁铸件的球化质量的在线检测。
在铸造行业,球墨铸铁件的球化率是产品的一个重要质量指标,它反映了产品的合格率。
球化率的检测方法有金相法、超声波法等。
金相法需要人工操作,不适应于生产线上的检测,只能进行小批量的样品检测。
超声法则是一种理想的无损检测方法,适于生产线上的快速检测。
超声波在球墨铸铁件中的传播速度与球铁本身的球化程度有一定的线性关系,即球化程度越好,超声波传播速度越高,反之则低。
因此通过测量球墨铸铁的超声波传播速度就可以检测其球化率。
举例说明:北京时代山峰科技有限公司提供的声速测定仪(球化率仪)VX-8的操作方法:超声波声速法——快速测量球化率:采用超声波方法,将探头接触铸件时,通过测量已知被测物体的厚度,仪器就会测出声波穿过的速度即声速,以分析材料内部组织疏密程度。
预先将球墨铸铁不同球化率百分比(通过金相法)试样做出表格,分别测量其不同的声速值,对铸件进行批量检查。
制表:VX-8 声速仪测量制动蹄片-铸钢件材料球化率测试结果表工件标准厚度mm实际厚度mm厚度偏差mm实测声波速度M/S测得球化率等级声速对应球化率金相等级范围标准1 126 125.94 -0.06 5637 6级5630-5445(6级)2 126 125.94 -0.06 5650 5级5645-5660(5级)3 126 126.16 +0.16 5660 3-4级5660-5680(3-4级)4 126 125.88 -0.12 5691 2级56880-5700(2级)5 126 126.11 +0.11 5719 1级5700-5750(1级)辅助介绍:金相法测定球化率——直观、精确,便携式金相显微镜XH-500D/C提供的两款快速检验球墨铸铁球化率的仪器:数码相机型便携式金相显微镜XH-500D;视频型便携式金相显微镜XH-500C。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
球化分级(摘自GB/T9441-1988) 发布时间:2007-3-1 13:34:34 浏览次数:4
球化分级说明球化率/%
1级石墨呈球状,少量团状,允许极少
量团絮状
》95
2级石墨大部分呈球状,余为团状和
极少量团絮状
90-<95
3级石墨大部分呈团状和球状,余为
团絮状,允许有极少量蠕虫状
80-<90
4级石墨大部分呈团絮状和团状,余
为球状和少量蠕虫状
70-<80
5级石墨呈分散分布的蠕虫状、球
状、团状、团絮状
60-<70
6级
石墨呈聚集分布的蠕虫状、片状
及球状、团状、团絮状
资讯来源:国家标准化管理委员会发布人:国际铸业咨询
单铸试块的力学性能(摘自GB/T1348-1988) 发布时间:2007-3-1 12:17:46 浏览次数:5
单铸试块的力学性能(摘自GB/T1348-1988)
牌号抗拉强度σ/Mpa屈服强度σ/Mpa断后伸长率σ/Mpa供参考
最小值硬度HBS 主要金相组织
QT400-18 400 250 18 130-180 铁素体
QT400-15 400 250 15 130-180 铁素体
QT450-10 450 310 10 160-210 铁素体
QT500-7 500 320 7 170-230 珠光体+铁素体
QT600-3 600 370 3 190-270 珠光体+铁素体
QT700-2 700 420 2 225-305 珠光体
QT800-2 800 480 2 245-335 珠光体或回火组织QT900-2 900 600 2 280-360 贝氏体或回火马氏体资讯来源:国家标准化管理委员会发布人:国际铸业咨询网
3强化熔化及球化孕育工艺,引进和推广包外孕育工艺。
3.1冲天炉在熔炼之前,必须要根据铸件要求进行配料计算,而配料计算的基础是必须先知道铸件所需的化学成份以及原材料(生铁、回炉铁、废钢、铁合金等)的化学成份,同时要根据以往的熔炼经验得出各元素的烧损率。
一般是碳、硫增加,硅锰烧损。
根据烧损率初步确定烧损方案,反复试验,确定最佳方案。
在此过程前后,必须要工艺管理严格,各种原材料辅料严格称重计量,及时做好化学成份及金相的检验,提供准确的各项数据。
3.2球化剂采用鲁山生产的铁素体球铁专用稀土镁合金,加入量为1.1-1.3%,用茶壶式浇包,在底部一侧预先砌一隔墙,将球体化剂破碎成小块放入其内,表面覆盖一层硅铁粉,再盖草木灰。
出铁水时先出2/3待反应翻动平稳后扒渣,再补其余铁水,同时在出铁槽加入0.5%左右的75siFe硅铁,进行孕育处理,迅速搅拌扒渣,复草灰后可浇注。
3.3引进先进孕育剂:原材料是基础,孕育是关键。
球铁件最终性能的好坏,在很大程度上取决于孕育效果的好坏,生产铁素体球铁更是关键。
但传统的包内孕育方法容易产生铸态碳化物和反白口,即使热处理也难以完全消除。
直到引进了包外孕育新工艺,采用了湖北内燃机配件厂球铁研究所研制出的适应包外孕育工艺使用的SRCB高效孕育剂,才可使铸态铁素体球铁这一材料铸造获得真正成功。
3.4包外孕育是在浇注时,将一特制漏斗安装在浇包茶壶嘴上方,用一定量小铁勺将占型腔所需铁水重量的0.10-0.15%的SRCB孕育剂加入斗中,在自重作用下,使孕育剂均匀地随铁水进入型腔,从而达到孕育的目的。
或是将孕育剂定量后倒入型腔,然后倒铁水。
实验表明该孕育量达到0.15%就能达到最佳效果。
4试样组织及性能检测
浇注数根Ф25×120试棒,带回试验室进行力学性能检测及金相分析。
4.1浇铸试样的显微组织基体中F%>80%,石墨球圆整、细小、分布均匀。
4.2试样力学性能:
σb1=460MPa, δ1=12%,HB1=170
σb2=465MPa, δ2=11%,HB2=177
σb3=469MPa, δ3=11%,HB3=180
σb4=461MPa, δ4=11%,HB4=178
4.3包外孕育使石墨球圆整、细小、分布均匀,改善磷共晶的分布形态,减少了它的数量和尺寸,对消除铸态碳化物尤见成效,能提高铸件的机械性能和疲劳强度,抗衰退能力强,能有效地促进铁素体的形成,也能有效地消除皮下气孔。
5总结
综上所述,在控制好各元素含量的前题下,采用SRCB高效复合孕育剂可用于生产铸态铁素体球墨铸铁,与热处理相比,可降低成本200元/吨左右。
同时可有效地消除皮下气孔,消除碳化物,基本上不存在内部缩松现象。
经过半年多的摸索实践,特别是采用了包内孕育和包外瞬时孕育相结合的方法,该厂终于生产出了合格产品,其性能特点为:塑性和韧性较高,强度较低,用于制造受力较大而又承受震动和冲击的零件,千斤顶底座和顶帽系列配套产品和其他汽车配件产品,每月生产量达到了100吨以上,质量稳定,不需热处理,无出现批量报废和退货现象,创造了较好的经济效益和社会效益。