紫外线(UV)消毒技术在制药行业中的应用
紫外光谱仪药品用途
紫外光谱仪药品用途
紫外光谱仪可以用于药品分析和质量控制,其用途包括:
1. 确定药物的化学结构和药物分子相互作用的方式,从而确定药物的疗效和安全性。
2. 进行药物的纯化和分析,以降低药物的杂质含量,提高药物的纯度和可靠性。
3. 对药品中某物质含量进行定量,操作简单且准确。
4. 对某种成分进行波长范围扫描,对该物质进行定性。
5. 辅助杀菌,在微生物试验和生产中发挥作用。
6. 针对特定元素的特征吸收光谱在紫外区下的,使用原子吸收分光光度计进行测量从而进行定量。
紫外消毒在制药行业的应用
紫外消毒在制药行业的应用作者:代兴华喻鼎石来源:《中文信息》2020年第07期摘要:紫外消毒被广泛地应用于制药医疗行业,相对化学消毒剂杀菌来说具有自身的优缺点,在使用过程中,应尽量运用紫外消毒的优点,避开其自身的缺陷。
本文针对如何更好地使用紫外消毒给出了自己的一些观点。
关键词:紫外消毒;制药医疗行业;应用研究中图分类号:R187 文献标识码:A ;文章编号:1003-9082(2020)07-0-01一、概述紫外消毒是药厂洁净室、传递窗空间消毒和水系统消毒经常采用的一种消毒方式,具有使用和管理方便、耗能少、杀菌谱广、无二次污染、残留少等特点。
二、原理不同于化学消毒,紫外消毒是一种物理消毒,主要是通过直接照射使微生物核酸变性以达到消毒目的,因此,它对大多数的细菌和病毒都有杀灭效果。
而且,紫外线能使空气中的氧气少量转化为臭氧,从而达到协同消毒的效果,可弥补紫外线只能直线照射,消毒有死角的缺点。
三、紫外消毒的应用紫外线根据波长的不同可以划分为:长波紫外线(UVA,400nm~315nm)、中波紫外线(UVB,315nm~280nm)、短波紫外線(UVC,280nm~200nm)、真空紫外线(EUV,200nm~10nm),其中长波紫外线(UVA)穿透力最强,波长越短,穿透能力越弱。
UVA能穿透皮肤达到真皮层,不能像UVB和UVC一样直接伤害核酸以造成晒伤、红肿等症状,但可能引起皮肤癌变。
灭蚊灯使用的是UVA波长的紫外线,一般为365nm。
传统紫外线杀菌灯(UV灯)是一种低压汞灯,利用汞蒸气被激发后发射紫外线,用来消毒的是其中的短波紫外线段(UVC,280nm~100nm),尤其以253.7nm左右的紫外线最佳。
也使用185nm的紫外线将空气中的氧气变成臭氧来达到消毒效果。
四、紫外装置的要求相对于化学消毒来说,紫外消毒更环保,不会将额外的化学污染带入洁净室,使用和管理也更方便,而且为了达到更好的消毒效果,法规要求厂家要使用两种或两种以上的不同种类消毒剂,以达到杀菌谱互补的目的。
紫外-可见(UV-Vis)光谱法在中药质量控制中的应用
紫外-可见(UV-Vis)光谱法在中药质量控制中的应用李文龙【摘要】紫外-可见(UV-Vis)光谱法作为一种传统的光谱分析方法,在中药质量控制领域得到广泛应用,本文对该技术的应用现状进行文献综述,对该技术在大类物质含量测定、作为色谱检测器、及其与化学计量学的结合使用情况进行详细论述,并对其应用前景进行展望,可为该技术更为深入、全面的应用提供参考.【期刊名称】《中国民族民间医药》【年(卷),期】2018(027)022【总页数】4页(P47-50)【关键词】紫外-可见光谱;中药质量控制;比色法;检测器;化学计量学【作者】李文龙【作者单位】天津中医药大学中药制药工程学院, 天津 300193;浙江大学药物信息学研究所, 浙江杭州 310058【正文语种】中文【中图分类】R282紫外可见光谱(Ultraviolet-visible spectroscopy, UV-Vis)是指波长范围在200~760 nm之间的波段,该波段属于电子光谱,是由于价电子的跃迁而产生的吸收光谱。
利用物质的分子或离子对紫外和可见光的吸收所产生的UV-Vis光谱及吸收程度可以对物质的组成、含量及结构进行分析、测定和推断。
UV-Vis光谱用于具有紫外、可见光吸收物质的检测,灵敏度高,特征性好,在中药质量控制得到了广泛的应用。
本文对UV-Vis光谱法在中药质量控制中的应用进行综述,并对其应用前景进行展望,以期为相关领域的研究提供参考。
1 比色法测定多种大类物质的含量比色法(colorimetry)是通过比较或测量有色物质溶液颜色深度,并根据朗伯比尔定律确定待测组分浓度或含量的方法。
常用的检测波段是UV-Vis波段,虽然该方法是一种历史悠久的传统分析方法,但目前在中药质量控制领域仍被广泛应用。
苏玉顺等[1]对UV-Vis光谱法测定植物多糖含量过程中的显色剂选取、测定条件的优化以及具体应用进行了分析,具有较好的参考价值。
古炳明等[2]采用UV-Vis 分光光度法建立了巴豆中可溶性蛋白含量的测定方法,检测波长为593 nm,巴豆中可溶性蛋白在0.010 3~0.103 0 mg/ml范围内线性关系良好,平均回收率为98.37%,RSD为1.01%,该方法简单、方便、专属性强,可为其质量评价提供理论依据。
紫外-可见分光光度法在药物分析中的应用研究
紫外-可见分光光度法在药物分析中的应用研究摘要:本文概述了国内外紫外—可见分光光度法在药物分析中的应用现状。
对药物分析中常用的紫外—可见分光光度法进行归类,并分析总结其优缺点。
展望了紫外—可见分光光度法在药物分析中的发展前景。
关键词:紫外—可见分光光度分析法;药物分析;概述紫外可见分光光度法(UV-Vis 法)具有设备简单、适用性广、准确度和精密度高等特点。
在有机化学、生物化学、食品检验、医疗卫生、环境保护、肿瘤诊断、生命科学等各个领域和科研生产工作中都已得到了广泛的应用。
药物分析对于药物质量的检验与控制、生物体液中有关药物含量的测定以及药代动力学的研究均起着重要的作用。
由于许多药物结构中具有吸收紫外或可见光的基团,或这些基团能与某此试剂、离子等发生颜色反应,从而很容易被检测,因此分光光度法在药物分析中得到了普遍应用[1]。
与其它方法相比,这种方法操作简便、灵敏度高、选择性好、干扰少或干扰易于消除。
特别是近几年来,由于一些新技术新方法的应用,使得分光光度法在药物分析中得到了更广泛应用,拓宽了该法的应用范围。
1 紫外可见分光光度法在药物分析方面的应用和进展1.1 直接的紫外可见分光光度法一些药物分子本身带有吸收紫外或可见光的基团,在选择合适的溶剂之后做吸收光谱,在吸收峰λmax处溶剂及其它干扰组分的吸收很小,这时则可直接利用λmax 进行测定该药物。
例如:布洛芬的测定,可在乙醇溶液中,于291nm处直接进行测定[2]。
安乃近在无水乙醇中于 266nm 处有强的吸收,可用于其制剂的测定;烟酸在 NaOH中于 262.5nm处有强的吸收,可用于其降脂口服液的测定;紫草中羟基萘醌类成分本身具有颜色,在可见区有较强吸收,可直接予以测定;复方水杨酸的主要成分为水杨酸、苯酚、碘酊,选用304nm 处为水杨酸的测定波长,辅料干扰很小,在(5~25)μρ.mL-1 范围内,成功地用于复方水杨酸中水杨酸的测定[3]。
uv原理及操作
UV原理及操作一、UV原理1.UV是紫外线的英文缩写,是一种波长较短、能量较高的电磁辐射。
2.UV技术是一种无污染、无副作用的消毒方法,可以有效地杀灭细菌、病毒等微生物,广泛应用于饮用水、食品加工、制药、医疗卫生等领域。
3.UV消毒的原理是利用紫外线照射微生物细胞内部DNA分子的特定波长,使其断裂或交联,从而破坏微生物基因组,抑制其繁殖和生长,达到消毒的目的。
二、UV操作UV设备选择在使用UV消毒设备时,首先需要根据实际需求选择合适的设备。
UV 设备通常包括UV灯管、反应室、电子控制系统等部分。
在选择UV 设备时,需要考虑消毒场所的大小、水流量、水质情况等因素,从而选择合适的设备。
UV设备安装UV设备的安装需要考虑环境温度、湿度、气流等因素,以确保设备能够正常运行。
同时,还需要根据设备的使用说明进行正确连接,确保设备的正常运转。
UV设备操作在操作UV设备时,需要注意以下几点:(1) 开机前检查:将UV设备连接好后,首先需要进行开机前检查。
检查项目包括UV灯管是否正常、反应室是否清洁、电子控制系统是否正常等。
(2) 开机操作:开机前需要确保反应室内没有任何异物,并将UV灯管充分预热。
开机后,需要根据实际情况调整UV灯管的位置和数量,以确保消毒效果。
(3) 关机操作:在关闭UV设备前,需要先关闭电源,然后等待UV灯管完全冷却后再进行清洗和维护。
UV设备维护UV设备的维护包括定期清洗反应室、更换UV灯管、检查电子控制系统等。
在维护UV设备时,需要按照设备的使用说明进行操作,确保设备的正常运行。
三、UV消毒的优缺点UV消毒作为一种高效、无污染、无副作用的消毒方法,具有以下优点:(1) 操作简单:UV消毒不需要添加任何化学药剂,操作简单易行。
(2) 消毒效果好:UV消毒可以有效地杀灭各种细菌、病毒等微生物。
(3) 环保无污染:UV消毒不会产生任何有害物质,对环境无污染。
但是,UV消毒也存在以下缺点:(1) 消毒范围受限:UV消毒的消毒范围比较狭窄,需要对消毒物品进行逐一照射,效率比较低。
紫外线杀菌的适应环境
紫外线杀菌是一种常见的无化学物质的杀菌方法,适用于多种环境和行业。
以下是紫外线杀菌适应的几个环境:
1. 医疗场所:医院、诊所、手术室等医疗场所中,紫外线杀菌可用于空气和表面的消毒,以减少病原菌的传播和交叉感染。
2. 食品加工业:食品加工厂、餐厅、酒店等场所中,紫外线杀菌可以应用于食品接触表面、工作台面、烹饪设备等,以杀灭或抑制细菌、真菌和病毒的生长,确保食品的安全和卫生。
3. 水处理:紫外线杀菌可用于水处理过程中,用于杀灭水中的细菌、病毒和其他微生物,以确保水质达到安全标准。
4. 空气净化:紫外线杀菌可用于空气净化设备中,例如空气净化器、空调系统等,通过杀灭空气中的细菌、病毒和霉菌,提高室内空气质量,减少空气传播的疾病。
5. 实验室和制药业:实验室、制药工厂等场所中,紫外线杀菌可用于工作台面、器械、生产设备等的消毒,以确保实验的准确性和产品的质量。
需要注意的是,紫外线杀菌的效果受到多种因素的影响,例如紫外线波长、辐射剂量、照射时间等。
此外,紫外线具有一定的辐射性,对人体和某些材料可能有一定的影响,因此在使用紫外线杀菌时,应遵循相应的安全操作指南和规范。
真空uv工作原理-定义说明解析

真空uv工作原理-概述说明以及解释1.引言1.1 概述UV(紫外线)技术是一种应用广泛的先进工艺,从医疗卫生到环境保护,从食品安全到制药工业,它在许多领域都发挥着重要作用。
然而,传统的UV技术在使用过程中存在着一些问题,例如对材料表面的破坏和存在的生态风险。
为了解决这些问题,真空UV技术应运而生。
真空UV技术是将UV 光与真空环境相结合应用的一种新型技术。
它通过在真空环境中产生并利用UV光,提供了更高效、更安全的方法来处理材料和清除污染。
真空环境的重要性不可忽视。
在真空环境中,空气和其他杂质被移除,使得UV光能够更充分地发挥作用。
真空环境中的UV光具有更高的能量,并且可以更好地穿透材料表面,从而实现更彻底的杀菌和消毒效果。
真空UV工作原理的基本原理是利用真空环境中的UV光对目标物质进行作用。
当UV光照射到目标物质上时,其能量将被吸收并引起一系列化学反应,从而实现对物质的处理和清除。
而真空环境中的UV光具有更高的能量和更好的穿透能力,能够更有效地照射目标物质,提高处理效果。
总而言之,真空UV技术是一种结合了UV光和真空环境的先进技术。
它通过利用真空环境中UV光的特性,实现了更高效、更安全的材料处理和污染清除方法。
在接下来的章节中,我们将详细探讨UV光的特性、真空环境的重要性以及真空UV工作原理的基本原理。
1.2 文章结构文章结构部分的内容应该包括对整篇文章的组织结构进行介绍。
可以按照如下方式进行编写:文章结构部分(1.2):本文将按照如下结构进行详细讲解真空UV工作原理。
首先在引言部分,将对本文的概述进行说明,简要介绍真空UV工作原理的背景和意义。
接着,文章将在正文部分分为三个主要部分进行阐述。
在第一部分(2.1)中,将详细介绍UV光的特性,包括其波长范围、能量强度和光解作用等方面的内容。
第二部分(2.2)将强调真空环境对于UV光的重要性,探讨真空环境下的反应和反应机制。
而第三部分(2.3)将深入探讨真空UV工作原理的基本原理,包括光子的激发、电子的跃迁以及激发态的衰减等关键过程。
紫外可见光谱法的基本原理及其在医药中的应用

分析 化学
化 学 分 析
分析 化学
酸碱滴定法 配位滴定法 氧化还原滴定法 沉淀滴定法
红外光谱 紫外-可见光谱 原子吸收 原子发射 荧光、磷光 核磁共振
仪 器 分 析
光谱分析 色谱分析 质谱 电分析
二、紫外光谱的原理
1、分子吸收光谱的产生——由能级间的跃迁引起
能级:电子能级、振动能级、转动能级 跃迁:电子受激发,从低能级转移到高能级的过程
特点:①E小,λmax250~400nm,εmax<100
②溶剂极性↑,λmax↓ → 蓝移(短移)
R带举例
CH3 CH3 C=O max 279nm( 15)
O CH2=CH-C-H
max(R) 315nm( 14)
O CH3-C-H max 291nm( 11) O C-CH3 max(R) 319nm( 50)
(2) K带:来自德文Konjugierte(共轭)
由共轭双键的π→ π*跃迁产生
(—CH=CH—)n,—CH=C—CO—
特点: ① λmax 210-270nm,εmax>10000 ②共轭体系增长,λmax↑,εmax↑; ③溶剂极性↑时,λmax不变(双烯) 或发生红移(烯酮)。
K带举例
三部:
生物制品
药材及饮片、 植物油酯、 提取物等共 1146种
共101种
84种,占含量测定 52.1%
903种,占仪器分析 测定含量的87.6%
一、紫外光谱的由来 二、紫外光谱的原理 三、紫外光谱的术语
四、紫外光谱仪的类型
五、紫外光谱的应用
一、紫外光谱的由来
无机 化学
有机 化学
四大化 学
物理 化学
紫外分光光度法在中药分析中的应用
紫外分光光度法在中药分析中的应用紫外分光光度法(UV-Vis)是一种常用的分析方法,它利用物质对紫外或可见光的吸收特性进行定量分析。
在中药分析中,紫外分光光度法广泛应用于确定中药中的有效成分含量、质量控制及中药质量评价等方面。
本文将详细介绍紫外分光光度法在中药分析中的应用。
首先,紫外分光光度法可以用于确定中药中的有效成分含量。
许多中药中的有效成分具有显著的紫外吸收特性,可以通过测定在特定波长下的吸光度来进行定量分析。
例如,常用的酮酸类药物,如三七偏酮酸、丹参酮酸等,在紫外光区域具有较强的吸收峰,可以通过紫外分光光度法来确定其含量。
此外,紫外分光光度法还可以用于测定中药中的多种维生素、黄酮类化合物和酚类成分等。
其次,紫外分光光度法在中药质量控制方面也有重要应用。
中药的质量控制是确保中药产品质量的重要环节,在中药生产过程中,紫外分光光度法能快速测定中药中的有效成分含量,对中药质量进行监控和调整。
利用紫外分光光度法对中药进行质量控制,既能保证中药的治疗效果,又能有效防止中药中掺杂有害成分或劣质成分。
此外,紫外分光光度法还可用于中药的质量评价。
中药的质量评价是对中药的药效和药物安全性进行评估的过程,而中药中的有效成分含量是影响中药质量的重要指标之一、通过测定中药样品在紫外光区域的吸光度,可以评价中药中有效成分的含量,从而评估中药的质量。
此外,紫外分光光度法还可以用于研究中药中有效成分的稳定性和降解动力学。
中药在加工、贮存和使用过程中,其有效成分可能会发生分解、转化或降解,影响中药的质量和疗效。
利用紫外分光光度法能够监测中药中有效成分的降解过程,从而提供相关的稳定性和降解动力学数据,为中药的质量控制和适用性评价提供科学依据。
综上所述,紫外分光光度法在中药分析中有广泛应用。
它可以用于确定中药中有效成分的含量、质量控制和质量评价,同时还可用于研究中药中有效成分的稳定性和降解动力学等方面。
在中药分析领域,紫外分光光度法具有简单、快速、准确的特点,对中药的研究和开发具有重要意义。
紫外线LED灯对中药粉消毒灭菌的效果评价

紫外线LED灯对中药粉消毒灭菌的效果评价(2、南华大学药学院,湖南衡阳,421001)摘要:UVC属于广谱杀菌类,阐述了UV-LED紫外线灯对中药粉的消毒灭菌的原理,通过设置UVC-LED光源的辐射强度、辐射距离、辐射时间,并计算UV紫外光的辐射剂量,利用固有的UVC-LED光源对中药粉粒体进行表面消毒灭菌实验,依据常见细菌病毒、酵母的紫外线杀菌辐射剂量参考值,从而对中药粉消毒灭菌的实验效果进行评价。
结果表明:在常见的紫外光消毒灭菌模式中,可依据固有的UVC-LED光源的辐射强度,自由设定辐射距离、辐射时间,得到表面的光功率密度二维分布规律,从而调整紫外光的辐射剂量,进行有效的对中药粉粒体进行消毒灭菌。
该项研究成果已申请两个专利(申请号CN202220773231.6,CN202210343633.7)关键词:UVC紫外光、紫外光杀菌、非电离辐射、辐射强度、辐射距离、辐射时间、辐射剂量。
中图分类号:R187+4 文献标识码:A中药粉粒体在生产制作过程中、包装流通过程中由于病毒污染无法控制,给人体健康带来很大的影响,如中毒、副作用等。
中药原生药粉灭菌是指用适当的物理或化学手段将中药原生药粉中活的病菌、微生物杀灭或除去的方法[1]。
中药制剂中微生物限度指标的控制是保证含原生药粉制剂质量的关键之一[1]。
中药粉粒体已知用于灭菌的各种方法,这些方法包含化学方法、物理方法和热方法。
化学方法在中药粉等粉粒体进行消毒灭菌比较少用。
其中使用的物理方法消毒灭菌,特别是电离射线辐射Co-60、X射线和γ射线消毒灭菌,使中药粉等粉粒体消毒灭菌的过程,中药活性成分遭到不同程度的破坏,导致药性成分受到影响[2];其中使用的热方法消毒灭菌,使用由于热湿的问题而导致生产流程的布局与操作不方便,药品质量难以得到保证,况且中药粉等粉粒体消毒灭菌的方法对于有效成分是热敏性、易氧化性强的物质的中药材,在高温下极易氧化破坏。
UVC-LED紫外线消毒技术是基于现代防疫学、医学和光动力学的研究基础,利用专门设计的高效率、高强度和长寿命的UVC波段紫外光灯具来实现中药粉的消毒灭菌。
紫外线应用
紫外线应用引言紫外线(UV) 技术最初是用来确保城镇自来水的完全消毒。
自40 多年前该技术推出以来,现在已经应用于全球范围内许多行业包括制药企业的消毒、TOC(总有机碳的含量)降解、臭氧和氯胺分解以及生产工艺用水的余氯脱除。
水是制药过程中用量最大的物质,在更多严格标准的驱动及日益复杂工艺要求下消毒技术已被采用。
药品生产一般都是由几个工艺段组成,在不同阶段之间本身也可能遭至微生物污染,而紫外线消毒可以被用作为有效的保障,从而确保药品在各个工艺段之间不会发生变质。
紫外线安装典型阶段是在活性碳过滤器之后或RO 之前,或者将紫外消毒及TOC 降解系统设置于精处理单元。
活性碳过滤器后面加上合适紫外消毒系统或RO 处理单元之前装一个合适紫外线消毒系统将杀灭进水中99.9% 的细菌。
紫外消毒技术紫外线消毒系统通常分为两种截然不同的类型:低压及中压。
低压系统紫外线输出单色光谱(254 纳米波长),而中压系统输出多色光谱紫外线(波长介于240 – 310 纳米之间)。
紫外线通过打断微生物脱氧核糖核酸(DNA) 的腺嘌呤和硫胺分子,使其无法继续繁殖。
微生物因而可在不使用化学药品的情况下被杀死。
尽管254 纳米是有效消毒波长,但脱氧核糖核酸能最有效地吸收的波长为265 纳米的紫外线(见图1)。
了解这些不同波长紫外线杀菌能力差异是设计具有杀菌效果好、效率高的紫外线消毒设备的基础。
总体来说,低压系统最好用于小流量、间歇性系统,而中压技术则更适合高流速水体消毒。
紫外线系统的安装紫外设备可以安装在超纯水系统的各种位置(见图2)。
安装或改造现有管道和容器相对简单,可实现最低程度的生产扰动和最小的占地要求。
根据使用目的不同,唯一需要进行定期维护的工作是每12 个月更换一次紫外灯管,可由现场工作人员进行简单的操作即可完成。
一旦安装完毕,处理工厂就可以每天24 小时运作,无需停机对系统进行日常卫生维护和消毒。
有效验证紫外线剂量可通过 3 个独立的变量进行计算:紫外线剂量= 紫外线强度X 停留时间X 水的透光率为确保紫外线剂量测量的准确性,每个工艺参数都需要加以测量。
紫外线(UV)消毒技术在果汁饮料行业中的应用
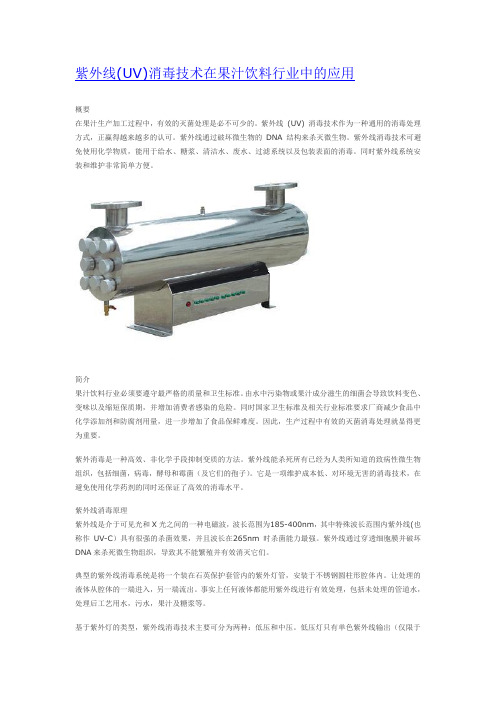
紫外线(UV)消毒技术在果汁饮料行业中的应用概要在果汁生产加工过程中,有效的灭菌处理是必不可少的。
紫外线(UV) 消毒技术作为一种通用的消毒处理方式,正赢得越来越多的认可。
紫外线通过破坏微生物的DNA 结构来杀灭微生物。
紫外线消毒技术可避免使用化学物质,能用于给水、糖浆、清洁水、废水、过滤系统以及包装表面的消毒。
同时紫外线系统安装和维护非常简单方便。
简介果汁饮料行业必须要遵守最严格的质量和卫生标准。
由水中污染物或果汁成分滋生的细菌会导致饮料变色、变味以及缩短保质期,并增加消费者感染的危险。
同时国家卫生标准及相关行业标准要求厂商减少食品中化学添加剂和防腐剂用量,进一步增加了食品保鲜难度。
因此,生产过程中有效的灭菌消毒处理就显得更为重要。
紫外消毒是一种高效、非化学手段抑制变质的方法。
紫外线能杀死所有已经为人类所知道的致病性微生物组织,包括细菌,病毒,酵母和霉菌(及它们的孢子)。
它是一项维护成本低、对环境无害的消毒技术,在避免使用化学药剂的同时还保证了高效的消毒水平。
紫外线消毒原理紫外线是介于可见光和X光之间的一种电磁波,波长范围为185-400nm,其中特殊波长范围内紫外线(也称作UV-C)具有很强的杀菌效果,并且波长在265nm时杀菌能力最强。
紫外线通过穿透细胞膜并破坏DNA来杀死微生物组织,导致其不能繁殖并有效消灭它们。
典型的紫外线消毒系统是将一个装在石英保护套管内的紫外灯管,安装于不锈钢圆柱形腔体内。
让处理的液体从腔体的一端进入,另一端流出。
事实上任何液体都能用紫外线进行有效处理,包括未处理的管道水,处理后工艺用水,污水,果汁及糖浆等。
基于紫外灯的类型,紫外线消毒技术主要可分为两种:低压和中压。
低压灯只有单色紫外线输出(仅限于单一波长254nm),而中压灯是多色紫外线输出(波长范围在185-400nm 之间)。
紫外线消毒的优点与其它消毒方法相比,紫外线消毒有很多无以伦比优越性。
紫外线不会产生毒素或残余物,也不会改变被消毒液体的化学成分、味道、气味和pH 值。
uv照射的作用

uv照射的作用随着科技的不断进步,UV照射在各个领域中扮演着重要的角色。
从消毒杀菌到材料改性,从光刻制造到光疗治疗,UV照射的作用无处不在。
本文将介绍UV照射的作用,并探讨其在不同领域中的应用。
第一部分:UV照射在消毒杀菌中的作用随着病菌的不断进化,传统的消毒杀菌方法已经无法满足需求。
UV 照射作为一种无污染、无化学残留的消毒方式,被广泛应用于医疗、食品、水处理等领域。
其作用机制是通过紫外线破坏微生物的DNA 结构,使其失去繁殖能力。
UV照射能够高效地杀灭各类细菌、病毒和真菌,具有广泛的杀菌谱和快速的杀菌速度。
第二部分:UV照射在材料改性中的应用材料改性是一种利用外部因素改变材料性能的方法。
UV照射作为一种非接触性的工艺,被广泛应用于材料表面处理、聚合反应和交联反应等领域。
UV照射可以通过激发材料表面的分子,引发化学反应,改变材料的物理性质和化学性质。
例如,UV照射可以提高材料的耐磨性、耐候性和耐化学腐蚀性,同时还可以增强材料的附着力和表面光泽度。
第三部分:UV照射在光刻制造中的应用光刻制造是一种利用光化学反应进行微米级图案转移的工艺。
在光刻制造中,UV照射被用作光源,通过光刻胶的光敏化反应,在光刻模板上形成所需的图案。
随着集成电路的不断发展,UV照射技术也得到了迅速发展。
UV照射可以提供更高的分辨率和更快的速度,使得微电子器件的制造更加精细和高效。
第四部分:UV照射在光疗治疗中的应用光疗治疗是一种利用特定波长的光照射疾病部位,以达到治疗效果的方法。
在光疗治疗中,UV照射被用作治疗光源。
UV照射可以通过激活光敏剂,产生活性氧化物,从而杀灭癌细胞或抑制其生长。
同时,UV照射还可以刺激免疫系统的功能,增强机体的抵抗力。
UV照射在皮肤病治疗、白血病治疗等方面具有重要的应用价值。
UV照射在消毒杀菌、材料改性、光刻制造和光疗治疗等领域中发挥着重要作用。
随着科技的不断发展,UV照射技术的应用前景将更加广阔。
UV光谱在医药领域中的应用知识分享
U V光谱在医药领域中的应用UV光谱在药物分析中的应用药物是用于预防、治疗疾病、改善体质、增强抵抗力的物质。
它是人们预防与治疗疾病的一种有效手段,任何药物都必须达到一定的质量标准,药品的质量好坏,不但直接影响着治疗与预防的效果,而且密切地关系到人们的身体健康与生命安全。
为了控制药品的质量,保证用药的安全、合理和有效,在药品的生产、保管、供应、调配以及临床使用过程中都应该经过严格的分析检验。
药物分析学是药学中的一门分支学科,它是药学和分析科学的交叉学科,其内容包括药物(原料、制剂、制药原料及中间体等)的检验、药物稳定性、生物利用度、药物临床监测以及中草药(动物、植物、矿物类)检定等诸多方面的有关定性定量分析工作。
其目的是确保药物的质量,保证病人用药的安全有效。
此外,像毒物分析、运动员的兴奋剂检测、成瘾药物检查等已属于药物分析的范畴。
药物分析主要利用化学、物理化学或其他有关化学的手段来研究化学结构已经明确的合成药物或天然药物及其制剂的质量问题。
因此,药物分析工作是检验药物质量、保障人民用药安全、合理、有效的重要组成部分。
药物分析工作不是一项消极的质量监督工作,它既应与生产单位紧密配台,积极从事药物生产过程的质量控制,从而发现问题,促进生产,提高质量,也应与供应管理部门密切协作,注意药物贮存过程的质量考察,以便进一步研究改进药物的稳定性,采取科学合理的管理条件与方法,以保证与提高药物的质量。
目前药物分析中常用的方法有许多种。
如基于化学反应的重量法和各种容量法,基于光学或谱学的紫外(Ultraviolet)、可见(Visible)、红外(Infrare)、荧光(Fluoresence)、核磁共振(NMR)和各种计算分光光度法等;基于电化学的各种极谱法(Polarography)、伏安法(Voltammetry)、库仑法(Coulometry)、离子选择电极(Ion.selective electode)及各种传感器、利用电流和电位的各种滴定方法等:基于分离技术的纸色谱(Pc)、薄层色谱(TLC)、气相色谱(Gc)、高效色谱(HPLC)、离子色谱(Ic)、排阻色N(SEC)、超临界流体色谱(SFC)、电色谱(Ec)和毛管电泳(CE)。
紫外光谱简介及其在中药鉴定中的应用

结果与讨论
由图、表可看出:熟地片在λ283.3,有最 大吸收峰,并在λ328.6处有一明显肩峰,其 E1%1cmλmax值小于酒制黄精片;酒制黄精片在 λ281。1处有最大的吸收,其E1%1cmλmax值最大, 并在λ288.1处有一肩峰;酒制肉苁蓉在λ284.1处 有最大吸收后光谱曲线在λ373.3之后平缓下滑; 炙首乌在λ279.8处有最大吸收峰。可看出三种 酒制饮片都有较高的E1%1cmλmax值,因此可作 为这三种酒制饮片的理化鉴别指标。四种样 品的紫外光谱不同,可用本法鉴别易混药材。
多溶剂紫外吸收光谱法 鉴别燕窝
冯夏红等用多溶剂紫外吸收光谱法鉴别三种燕窝真伪
方法:分别取三种燕窝(白燕、血燕、散燕)粗粉各0.2g,
分别加水、甲醇、乙醇各10ml,超声提取20分钟,过滤,分别以
溶剂作空白对照,测定紫外光谱。
结果:仅白燕的水提取液部分在277.8nm下有明显吸收,吸
收度为0.241。
traditional medicine
紫外光谱的产生
分子的紫外吸收光谱是由分子的能 级的跃迁而产生的(伴随着动振、转动 能级的改变),电子能级的跃迁主要是 价电子[包括成键电子、反键电子、非键 电子(孤对电子、游离基电子和离子) 等]的跃迁。
紫外光谱用于结构分析
紫外光谱可以用来判别互变异构体, 一般共轭体系的λmax和εmax大于非共轭体 系。
紫外光谱用于定量分析
绝对法:以朗伯-比尔定律A=ε CL为基础 且某一物质在一定波长下ε 是一常数,石英皿 的光程也是已知的,因此,可用紫外-可见分光 光度计在λ max波长处测量,然后由C=A/ε L求的 该样品溶液的含量或浓度。
标准对照法:在同样条件下,在选定的波 长处,分别测定标准溶液(浓度为C标)和样品 溶液的吸光度值A标和A样。然后按C样=A样C标/A标 求得样品溶液的浓度或含量。
紫外线在制药中的应用
紫外线在制药中的应用
随着科技的不断发展,越来越多的新技术被应用于制药领域。
其中,紫外线技术是一种常被使用的技术。
那么,紫外线在制药中的应用有哪些呢?
一、紫外线光谱技术的应用
紫外线光谱技术是制药领域中最常用的分析方法之一。
它主要通过分析物质在紫外线波长范围内向吸收的特性,来鉴定和定量分析样品。
由于它具有简单、快速、准确等优点,因此被广泛地应用于制药行业,如药物吸收性研究、药物分析、质控和研究等方面。
二、紫外线消毒技术的应用
除了紫外线光谱技术外,紫外线消毒技术也是制药领域广泛使用的技术之一。
利用紫外线杀灭微生物的原理,可以广泛地应用于空气净化、水处理、医疗设备和药品消毒等领域。
相比传统的消毒方式,紫外线消毒技术不仅省时省力,还可以降低化学消毒剂对环境和人体的影响,是一种很有前途的技术。
三、紫外线反应技术的应用
除了紫外线光谱技术和紫外线消毒技术外,紫外线反应技术也是制药领域中常用的一种技术。
它主要利用紫外线反应来增强化学反应过程,以达到改善产品性质的目的。
目前,紫外线反应技术主要应用于合成试剂、催化剂、催化反应以及化学合成物的制备等方面。
以此来实现更加高效、环保、绿色的化学制药过程。
总的来说,紫外线在制药领域中有着广泛的应用前景,包括光谱分析、消毒、反应等多个领域。
尽管紫外线技术在应用中还有一些限制,但它所具有的可靠性、速度和灵敏度,必将对制药领域的未来发展带来积极的推动力量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紫外线(UV)消毒技术在制药行业中的应用
引言
紫外线(UV) 技术最初是用来确保城镇自来水的完全消毒。
自40 多年前该技术推出以来,现在已经应用于全球范围内许多行业包括制药企业的消毒、TOC(总有机碳的含量)降解、臭氧和氯胺分解以及生产工艺用水的余氯脱除。
水是制药过程中用量最大的物质,在更多严格标准的驱动及日益复杂工艺要求下消毒技术已被采用。
药品生产一般都是由几个工艺段组成,在不同阶段之间本身也可能遭至微生物污染,而紫外线消毒可以被用作为有效的保障,从而确保药品在各个工艺段之间不会发生变质。
紫外线安装典型阶段是在活性碳过滤器之后或RO 之前,或者将紫外消毒及TOC 降解系统设置于精处理单元。
活性碳过滤器后面加上合适紫外消毒系统或RO 处理单元之前装一个合适紫外线消毒系统将杀灭进水中99.9% 的细菌。
紫外消毒技术
紫外线消毒系统通常分为两种截然不同的类型:低压及中压。
低压系统紫外线输出单色光谱(254 纳米波长),而中压系统输出多色光谱紫外线(波长介于240 – 310 纳米之间)。
紫外线通过打断微生物脱氧核糖核酸(DNA)的腺嘌呤和硫胺分子,使其无法继续繁殖。
微生物因而可在不使用化学药品的情况下被杀死。
尽管254纳米是有效消毒波长,但脱氧核糖核酸能最有效地吸收的波长为265 纳米的紫外线(见图1)。
了解这些不同波长紫外线杀菌能力差异是设计具有杀菌效果好、效率高的紫外线消毒设备的基础。
总体来说,低压系统最好用于小流量、间歇性系统,而中压技术则更适合高流速水体消毒。
紫外线系统的安装
紫外设备可以安装在超纯水系统的各种位置(见图2)。
安装或改造现有管道和容器相对简单,可实现最低程度的生产扰动和最小的占地要求。
根据使用目的不同,唯一需要进行定期维护的工作是每12 个月更换一次紫外灯管,可由现场工作人员进行简单的操作即可完成。
一旦安装完毕,处理工厂就可以每天24 小时运作,无需停机对系统进行日常卫生维护和消毒。
波长在180纳米至400纳米之间的紫外光会产生光化学反应,分解游离氯,使其形成盐酸。
分解游离氯的峰值波长范围介于180到200纳米,而分解的氯化合物单、双和三氯胺)峰值波长范围为245纳米至365纳米。
单独通过紫外系统就能成功地分解达5ppm的氯胺和脱除达15ppm的游离氯。
脱氯所需的紫外线剂量取决于氯的总含量、游离氯与化合氯的比例、有机物的含量和目标浓度。
去除游离氯常用剂量要高于一般消毒剂量30,000 微瓦-秒每平方厘米(mw-s/cm2)15至30倍。
采用紫外线脱氯另一个重要的好处是可实现高效紫外线消毒,TOC降解并可提高整体水质。
安装紫外线系统后,不仅节省了成本,而且紫外线提供了高标准的脱氯效果,而且避免了所有化学物质或颗粒活性炭过滤器的缺点。
”
结论
紫外线系统是一种重要的工艺工具,可以确保纯净水回路在最高微生物污染标准下运行。
其好处是多方面的安装容易,占地面积小;维修简便,可由现场工作人员进行;作为一种非化学处理方法,不会对产品的稳定性造成影响,且产品不会有意外的残留物、颜色和气味。