生产线动作时间分析图(表格模板、doc格式)
合集下载
生产线动作及时间分析

◇ 简化剩余之动作
◇ 使新方法安全,作新方法之程序图
何事
剔除 剔除不必要动作是改善最高之原则
何地何时何人 合并 合并必要之动作节省办事手续
排列 排列必要之动作工作成线办事有序
如何
简化 简化必要之动作节省人力时间设备
(5)实施:能为他人设想,要消除对改变之猜疑与恐惧
◇ 附建议书
◇ 选择最适当之时机提出建议
◇ 图解现行方法
◇注意记下技巧及困难之地方
试找出:a、现在做的是什么 b、在何处做
c、在何时做
d、谁做
e、如何做
(3)分析:找出真实——不是判断!不是托词
◇ 首先质疑 ◇必要时,再质疑其他工作,记下所有之意见
完成了什么? 是否必要?为什么? 有无其他更好之成就?
何处做?
为何在那里做?
有无其他更好之地方?
生产线动作及时间分析
A.动作分析程序图:列出后分析距离时间分析 操作○ 运送 待料 D 检验 库存
B.经济动作原则: (一)人体之利用: 1.两手应同时开始及完成动作 2.除了休息时间外,两手不应同时动作 3.两臂之动作应对称,方向相反,且同时动作 4.手和身体之动作等级以尽量用最低级而能使工作满意为宜 5.应利用动量助月,但当需使用肌肉之力制止时,则应将运动 量减至最低限度。 6.连续之曲线运动较含有方向突变动甚巨艮进直线运动为佳。 7.“弹道”(即自由摆动)动作较有限制或受控制之运动迅速, 容易及准确。 8.动作应尽可能轻松、自然、保持节奏,尤其重复动作更不可 缺少韵律。 9.工作应作妥善安排,使眼睛之动作局限一悦目之范围。
何时做?
为何在那时候做?
有无其他更好之时间?
谁做?
为什么那个人做?
有无其他更好之人员?
生产线平衡分析图表

序号
1 2 3 4 5 6 7 8
工序名称
工序1 工序2 工序3 工序4 工序5 工序6 工序7 工序8
示意图
○ ○ ○ ● ○ ○ ○ ○
工序内容
标准要求
使用设备/工具 岗位人数
2 1 1 1 1 1 2 1
标准工时 (s)
9.0 4.5 4.0 6.0 5.0 4.5 10.0 5.0
标准产能 (pcs/h)
400 800 900 600 720 800 360 720
平衡工时 (s)
4.5 4.5 4.0 6.0 5.0 4.5 5.0 5.0
平衡产能 (pcs/h)
800 800 900 600 720 800 720 720
利用率 (%)
75% 75% 67% 100% 83% 75% 83% 83%
600
核准
总标准工时
人均产出(pcs/人 *h)
72.50 40 审核
平衡率 损失率
80.56% 19.44%
制表
9
工序9
○
10
工序10○Βιβλιοθήκη 11 工序11检验△
12 工序12装箱
◇
注:○表示一般生产作业工序,●为瓶颈工序,△表示检测工序,◇表示包装。
1
4.5
800
4.5
800
75%
1
4.0
900
4.0
900
67%
1
5.0
720
5.0
720
83%
2
11.0
327
5.5
655
92%
生产线总人力
15
生产线每小时产能 (pcs/h)
标准工时--MOD时间分析表(生产线平衡实例)

机种:EAGLE-POD
NO
工作内容
1 信号线投入分线 2 焊线四 3 焊线三 4 焊线二 5 焊线一 6 剪脚/点热熔胶 7 后壳与PCB组装 8 装按键/点黄胶 9 装按键/盖上盖 10 锁螺丝 11 贴脚垫 12 外观检查 13 摆栈板 14 15 16 17 18 19 20 21 22 23 24 25
生产线平衡状况表
Hale Waihona Puke 评比 宽放人数1 1 1 1 1 1 1 1 1 1 1 1 1
作业时间 第一次 第二次 第三次
DATE:
平均值 标准工时 平衡工时
12.0 17.2 17.2 17.2 13.3 11.9 10.4 9.7 8.9 12.2 9.7 14.8 5.1
12.0 17.2 17.2 17.2 13.3 11.9 10.4 9.7 8.9 12.2 9.7 14.8 5.1
总人数: 13
总值:
159.60
20.0
15.0
10.0
5.0
0.0
1
2
3
4
5
6
7
8
9
10 11 12 13 14
系列1
备 注 1.以上线平衡为: :
2.标准产能:
71.37%
209
PCE
3.管理人数:
人
管理工时:
0.00
秒
4.总工时:
#VALUE!
秒
制定:
确认:
生产线改善报告
机种:EAGLE-POD
如上表数据所示进行生产线改善方案
序 号
作业项目
问题点
最大时间值
DATE:200 6.11.15
改善方案 实施动作
NO
工作内容
1 信号线投入分线 2 焊线四 3 焊线三 4 焊线二 5 焊线一 6 剪脚/点热熔胶 7 后壳与PCB组装 8 装按键/点黄胶 9 装按键/盖上盖 10 锁螺丝 11 贴脚垫 12 外观检查 13 摆栈板 14 15 16 17 18 19 20 21 22 23 24 25
生产线平衡状况表
Hale Waihona Puke 评比 宽放人数1 1 1 1 1 1 1 1 1 1 1 1 1
作业时间 第一次 第二次 第三次
DATE:
平均值 标准工时 平衡工时
12.0 17.2 17.2 17.2 13.3 11.9 10.4 9.7 8.9 12.2 9.7 14.8 5.1
12.0 17.2 17.2 17.2 13.3 11.9 10.4 9.7 8.9 12.2 9.7 14.8 5.1
总人数: 13
总值:
159.60
20.0
15.0
10.0
5.0
0.0
1
2
3
4
5
6
7
8
9
10 11 12 13 14
系列1
备 注 1.以上线平衡为: :
2.标准产能:
71.37%
209
PCE
3.管理人数:
人
管理工时:
0.00
秒
4.总工时:
#VALUE!
秒
制定:
确认:
生产线改善报告
机种:EAGLE-POD
如上表数据所示进行生产线改善方案
序 号
作业项目
问题点
最大时间值
DATE:200 6.11.15
改善方案 实施动作
作业部机器类动作、时间、效率分析表
220
1.324
1.632
0.008
0.010
0
2
0
1.296
1.296
七、旋切机手标准工资表(范围2.780~5.132元/小时)及人工成本表(元/片)
工资档次
级数
对应效率值(以15面、厚度0.3MM以下山纹24片/分为标准)
工资(元/小时)
***人工成本(元/片)
备注
起点
最高
起点
最高
人工成本表乙种本删除
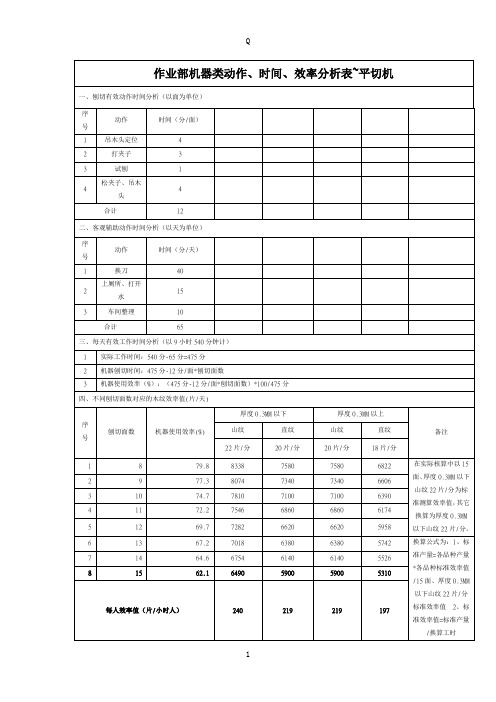
作业部机器类动作、时间、效率分析表~平切机
一、刨切有效动作时间分析(以面为单位)
序号
动作
时间(分/面)
1
吊木头定位
4
2
打夹子
3
3
试刨
1
4
松夹子、吊木头
4
合计
12
二、客观辅助动作时间分析(以天为单位)
序号
动作
时间(分/天)
1
换刀
40
2
上厕所、打开水
15
3
车间整理
10
合计
65
三、每天有效工作时间分析(以9小时540分钟计)
7
128~139
329
4.824
5.132
0.019
0.021
6
116~127
303
4.488
4.796
0.020
0.021
5
104~115
286
4.152
4.460
0.019
0.021
4
92~103
270
3.816
4.124
0.019
0.020
3
80~91
1.324
1.632
0.008
0.010
0
2
0
1.296
1.296
七、旋切机手标准工资表(范围2.780~5.132元/小时)及人工成本表(元/片)
工资档次
级数
对应效率值(以15面、厚度0.3MM以下山纹24片/分为标准)
工资(元/小时)
***人工成本(元/片)
备注
起点
最高
起点
最高
人工成本表乙种本删除
作业部机器类动作、时间、效率分析表~平切机
一、刨切有效动作时间分析(以面为单位)
序号
动作
时间(分/面)
1
吊木头定位
4
2
打夹子
3
3
试刨
1
4
松夹子、吊木头
4
合计
12
二、客观辅助动作时间分析(以天为单位)
序号
动作
时间(分/天)
1
换刀
40
2
上厕所、打开水
15
3
车间整理
10
合计
65
三、每天有效工作时间分析(以9小时540分钟计)
7
128~139
329
4.824
5.132
0.019
0.021
6
116~127
303
4.488
4.796
0.020
0.021
5
104~115
286
4.152
4.460
0.019
0.021
4
92~103
270
3.816
4.124
0.019
0.020
3
80~91
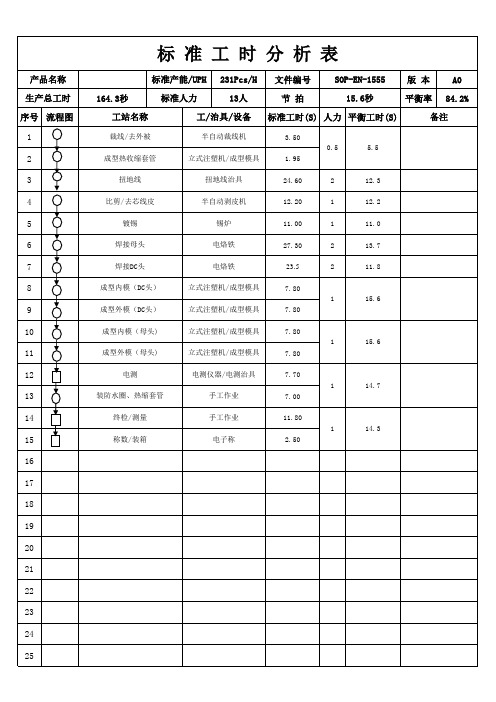
标准工时分析表
电烙铁
23.5
2
11.8
成型内模(DC头)
立式注塑机/成型模具
7.80
1
15.6
成型外模(DC头)
立式注塑机/成型模具ห้องสมุดไป่ตู้
7.80
成型内模(母头)
立式注塑机/成型模具
7.80
1
15.6
成型外模(母头)
立式注塑机/成型模具
7.80
电测
电测仪器/电测治具
7.70
1
14.7
装防水圈、热缩套管
手工作业
7.00
终检/测量 称数/装箱
产品名称 生产总工时 序号 流程图 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
标准工时分析表
标准产能/UPH 231Pcs/H 文件编号
SOP-EN-1555 版 本
A0
164.3秒
标准人力
13人
节拍
15.6秒
平衡率 84.2%
手工作业 电子称
11.80 1
2.50
14.3
注解: ○:加工; 核准:
□:检查;
审核:
制表:
工站名称
工/治具/设备 标准工时(S) 人力 平衡工时(S)
备注
裁线/去外被 成型热收缩套管
半自动裁线机
3.50
0.5
5.5
立式注塑机/成型模具
1.95
扭地线
扭地线治具
24.60
2
12.3
比剪/去芯线皮
半自动剥皮机
12.20
1
12.2
镀锡
锡炉