焊缝质量综合评价汇总表
ew焊缝外观质量评定表
焊缝外观质量评定表下面是诗情画意的句子欣赏,不需要的朋友可以编辑删除!!谢谢!!!!!1. 染火枫林,琼壶歌月,长歌倚楼。
岁岁年年,花前月下,一尊芳酒。
水落红莲,唯闻玉磬,但此情依旧。
2. 玉竹曾记凤凰游,人不见,水空流。
3. 他微笑着,在岁月的流失中毁掉自己。
4. 还能不动声色饮茶,踏碎这一场,盛世烟花。
5. 红尘嚣浮华一世转瞬空。
6. 我不是我你转身一走苏州里的不是我。
7. 几段唏嘘几世悲欢可笑我命由我不由天。
8. 经流年梦回曲水边看烟花绽出月圆。
9. 人生在世,恍若白驹过膝,忽然而已。
然,我长活一世,却能记住你说的每一话。
10. 雾散,梦醒,我终于看见真实,那是千帆过尽的沉寂。
11. 纸张有些破旧,有些模糊。
可每一笔勾勒,每一抹痕迹,似乎都记载着跨越千年万载的思念。
12. 生生的两端,我们彼此站成了岸。
13. 缘聚缘散缘如水,背负万丈尘寰,只为一句,等待下一次相逢。
14. 握住苍老,禁锢了时空,一下子到了地老天荒15. 人永远看不破的镜花水月,不过我指间烟云世间千年,如我一瞬。
16. 相逢一醉是前缘,风雨散,飘然何处。
17. 虚幻大千两茫茫,一邂逅,终难忘。
相逢主人留一笑,不相识,又何妨。
18. 天下风云出我辈,一入江湖岁月催;皇图霸业谈笑间,不胜人生一场醉。
19. 得即高歌失即休,多愁多恨亦悠悠,今朝有酒今朝醉,明日愁来明日愁。
20. 直道相思了无益,未妨惆怅是清狂。
21. 看那天地日月,恒静无言;青山长河,世代绵延;就像在我心中,你从未离去,也从未改变。
22. 就这样吧,从此山水不相逢。
23. 人天自两空,何相忘,何笑何惊人。
24. 既不回头,何必不忘。
既然无缘,何须誓言。
今日种种,似水无痕。
明夕何夕,君已陌路。
25. 有缘相遇,无缘相聚,天涯海角,但愿相忆。
有幸相知,无幸相守,苍海明月,天长地久。
26. 相见得恨晚,相爱的太慢,进退让我两难。
缘过了远分,缘过了聚散,是否回头就能够上岸27. 天凉了,凉尽了天荒地老了,人间的沧桑,爱哭了,这么难舍心都空了,想放不能放。
分项工程焊接综合质量等级评定表(项目施工管理表格)
单项质量
评பைடு நூலகம்等级
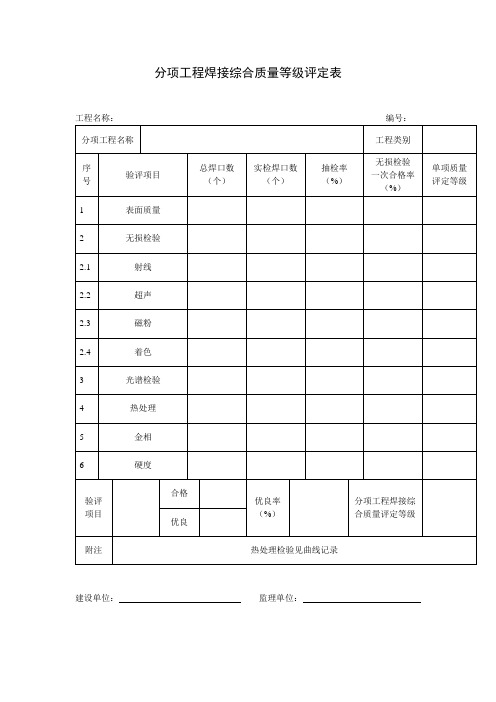
1
表面质量
2
无损检验
2.1
射线
2.2
超声
2.3
磁粉
2.4
着色
3
光谱检验
4
热处理
5
金相
6
硬度
验评
项目
合格
优良率
(%)
分项工程焊接综
合质量评定等级
优良
附注
热处理检验见曲线记录
建设单位:监理单位:
公司质检:工地技术负责人:
工地质检:日期:年月日
分项工程名称工程类别无损检验一次合格率单项质量评定等级无损检验21射线22超声2324着色项目合格优良率分项工程焊接综合质量评定等级优良附注热处理检验见曲线记录建设单位
分项工程焊接综合质量等级评定表
工程名称:编号:
分项工程名称
工程类别
序
号
验评项目
总焊口数
(个)
实检焊口数
(个)
抽检率
(%)
无损检验
一次合格率
钢管(钢构件)焊缝质量检验汇总表

工程部位 /区段
焊缝 种类
代表数量 (条/米)
市政基础设施工程
钢管(钢构件)焊缝质量检验汇总表
市政验·通-5
单位工程名称
内部 质量 等级
外观质量检 查情况(等
级)
应检数量 (条/米)
分包单位
已检数量 (条/米)
检验方法
内部质量检验情况
检验等 级
评定等级
检测结论
检测报告 编号
返修情况
年月日 依据
《城市桥梁工程施工与质量验收规范》CJJ2、《工业金属管道工程施工 及验收规范》GB50235,《现场设备、工业管道焊接工程施工及验收规范》 GB50236、《钢结构工程施工及验收规范》GB50205
总/专监理工程师(签字、加盖执业印章):
项目技术负责人:
项目专业质量检查员:
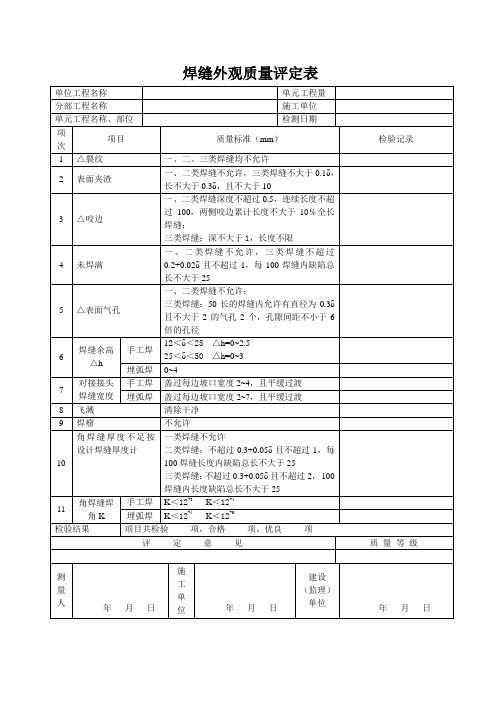
焊缝外观质量评定表
6
焊缝余高
△h
手工焊
一、二类焊缝
三类焊缝
12<δ<25
△h=0~2.5
△h=0~3
25<δ<50
△h=0~3
△h=0~4
埋弧焊
一、二类焊0~4,三类焊缝0~5
/
7
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
符合要求
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
/
8
飞溅
清除干净
符合要求
无裂纹
2
△表面夹渣
一、二类焊缝不允许,三类焊缝深不大于0.1δ,长不大于0.3δ,且不大于10
符合三类焊缝要求
3
△咬边
一、二类焊缝:深不超过0.5,连接长度不超过100,两侧咬边累计长度不大于10%全长焊缝
三类焊缝:深不大于1,长度不限
符合三类焊缝要求
4
未焊满
一、二类焊缝:不允许
三类焊缝:不超过0.2+0.02δ且不超过1,每100焊缝内缺陷总长不大于25
9
焊瘤
不允许
符合要求
10
角焊缝厚度不足(按设计焊缝厚度计
一类焊缝:不允许
二类焊缝:不超过0.3+0.05δ且不超过1,每100焊缝内长度缺陷总长不大于25
三类焊缝:不超过0.3+0.05δ且不超过2,每100焊缝内长度缺陷总长不大于25
符合三类焊缝要求
11
角焊缝焊脚K
手工焊
/
埋弧焊
/
检验结果
项目共检验
10
顶,合格
10
项,优良
8
项
评定意见
质量等级
焊缝质量综合评定汇总表
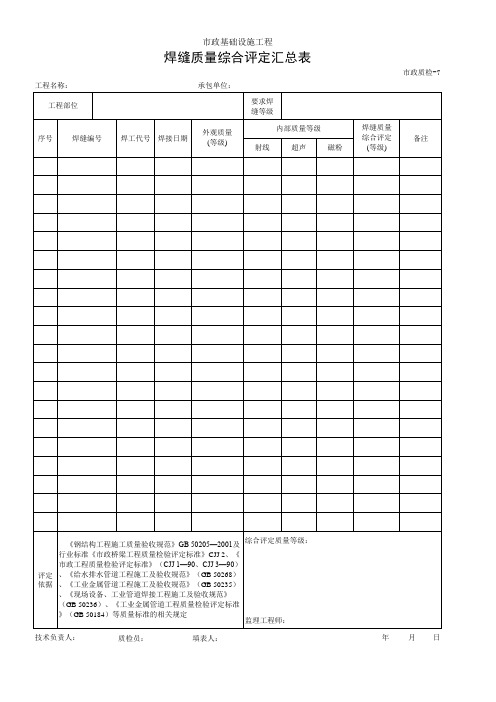
监理工程师:
技术负责人:
质检员:
填表人:
年 月日
市政工程质量检验评定标准》(CJJ 1—90、CJJ 3—90)
评定 、《给水排水管道工程施工及验收规范》(GB 50268)
依据 、《工业金属管道工程施工及验收规范》(GB 502规范》
(GB 50236)、《工业金属管道工程质量检验评定标准
》(GB 50184)等质量标准的相关规定
工程名称: 工程部位
序号 焊缝编号
市政基础设施工程
焊缝质量综合评定汇总表
承包单位:
焊工代号 焊接日期
外观质量 (等级)
要求焊 缝等级
内部质量等级
射线
超声
磁粉
市政质检-7
焊缝质量 综合评定
(等级)
备注
《钢结构工程施工质量验收规范》GB 50205—2001及 综合评定质量等级:
行业标准《市政桥梁工程质量检验评定标准》CJJ 2、《
焊接质量检查验收表(范本)
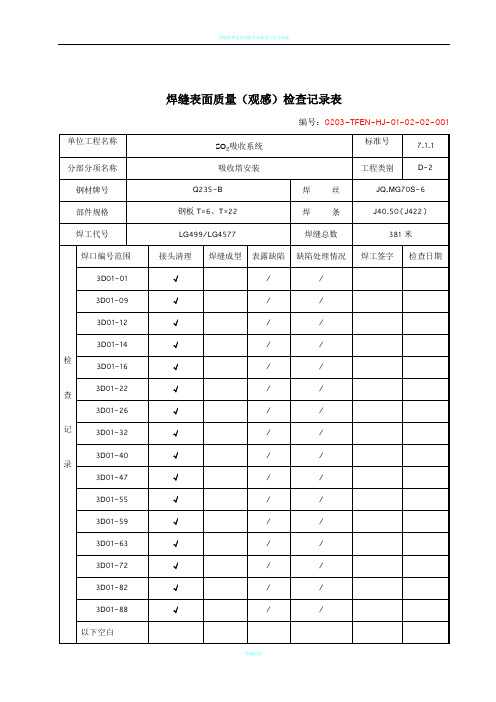
焊缝表面质量(观感)检查记录表
编号:0203-TFEN-HJ-01-02-02-001
焊接工程外观质量测量检查记录表
编号:0203-TFEN-HJ-01-02-02-002
焊接工程质量分批验收记录表
编号:0203-HJ-01-02-02-01-001
焊接分项工程综合质量验收评定表
编号:0203-HJ-01-02-02-001
表B.7 焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:
表B.8 分项工程焊接接头表面质量检验评定表mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9 分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3.8-1 焊接工程分类和质量检查、检验项目及数量
表6.3.8-2 A类工程焊接质量检验评定标准mm
表6.3.8-3 B类工程焊接质量检验评定标准mm
表6.3.8-3(续)
C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4 C类工程焊接质量检验评定标准mm
表6.3.8-4(续)。
表2.4-3 一、二类焊缝内部质量、表面清除及局部凹坑焊补质量评定表

5
埋管内壁的表面清 内壁上临时支撑割除和焊
除
疤清除干净
内壁上临时支撑割 除和焊疤清除干净 并磨光
6
埋管内壁局部凹坑 凡凹坑深度大于板厚10%
焊补
或大于2mm应焊补
凡凹坑深度大于板 厚10%或大于2mm 应焊补并磨光
主要项目检验 检验结果
主要项目检验
项,符合 见
项 质量等级
按“规范”或设计规定的
2
△一、二类焊缝超 数量和质量标准探伤、评
声波探伤
定,将发现的缺陷修补完
一次合格率95%
只限修补2次
3
埋管外壁的表面清 外壁上临时支撑割除和焊
除
疤清除干净
外壁上临时支撑割 除和焊疤清除干净 并磨光
检验记录
4
埋管外壁局部凹坑 凡凹坑深度大于板厚10%
焊补
或大于2mm应焊补
凡凹坑深度大于板 厚10%或大于2mm 应焊补并磨光
主要项目 项,全部合格,其中优良 项;一般项目 项,全部 合格,其中优良 项
测 量 人
施工 年 月 日 单位
年月日
建设 (监理)
单位
年月日
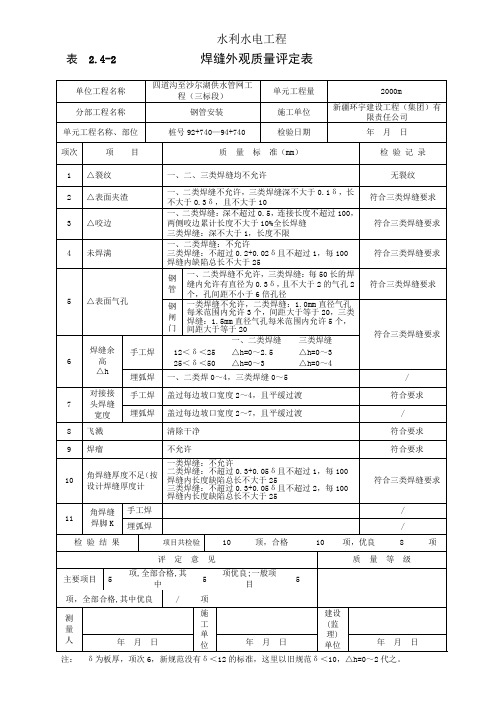
表2.4-3 单位工程名称 分部工程名称
水利水电工程
一、二类焊缝内部质量、表面清除 及局部凹坑焊补质量评定表
单元工程量
施工单位
单元工程名称、部位
检验日期
年月日
项 次
项
目
质 量标准
合格
优良
1
△一、二类焊缝X 射线透照
按“规范”或设计规定的 数量和质量标准透照、评 定,将发现的缺陷修补完 只限修补2次
一次合格率85%
焊接质量检查验收表(范本)
焊缝表面质量(观感)检查记录表
编号:0203-TFEN-HJ-01-02-02-001
焊接工程外观质量测量检查记录表
编号:0203-TFEN-HJ-01-02-02-002
焊接工程质量分批验收记录表
编号:0203-HJ-01-02-02-01-001
焊接分项工程综合质量验收评定表
编号:0203-HJ-01-02-02-001
表B.7 焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:
表B.8 分项工程焊接接头表面质量检验评定表mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9 分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3.8-1 焊接工程分类和质量检查、检验项目及数量
表6.3.8-2 A类工程焊接质量检验评定标准mm
表6.3.8-3 B类工程焊接质量检验评定标准mm
表6.3.8-3(续)
C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4 C类工程焊接质量检验评定标准mm
表6.3.8-4(续)。
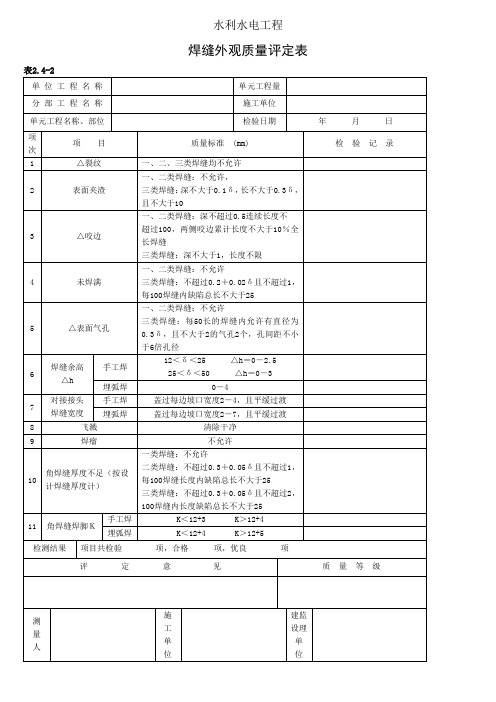
焊缝外观质量评定表
焊缝外观质量评定表
表2.4-2
单 位 工 程 名 称
单元工程量
分 部 工 程 名 称
施工单位
单元工程名称、部位
检验日期
年 月 日
项
次
项 目
质量标准 (mm)
检 验 记 录
1
△裂纹
一、二、三类焊缝均不允许
2
表面夹渣
一、二类焊缝:不允许,
三类焊缝:深不大于0.1δ,长不大于0.3δ,且不大于10
三类焊缝:不超过0.3+0.05δ且不超过2,100焊缝内长度缺陷总长不大于25
11
角焊缝焊脚K
手工焊
K<12+3 K>12+4
埋弧焊
K<12+4 K>12+5
检测结果
项目共检验 项,合格 项,优良 项
评 定 意 见
质 量 等 级
测
量
人
施
工
单
位
建监
设理
单
位
3
△咬边
一、二类焊缝:深不超过0.5连续长度不
超过100,两侧咬边累计长度不大于10%全长焊缝
三类焊缝:深不大于1,长度不限
4
未焊满
一、二类焊缝:不允许
三类焊缝:不超过0.2+0.02δ且不超过1,每100焊缝内缺陷总长不大于25
5
△表面气孔
一、二类焊缝:不允许
三类焊缝:每50长的焊缝内允许有直径为0.3δ,且不大于2的气孔2个,孔间距不小于6倍孔径
6
焊缝余高
△h
手工焊
12<δ<25 △h=0-2.5
25<δ<50 △h=0-3
埋弧焊
0-4
7
对接接头
焊缝质量检验级别表与尺寸检验记录表(doc 10页)
焊缝质量检验级别表与尺寸检验记录表(doc 10页)
附录1
焊缝质量检验级别表
焊接外观检验质量标准表
X射线检验质量标准表
注:1、δ――母材厚度/mm
2、L――相邻两夹渣中较长者/mm
3、点数――是指X射线底片上任何10mm×50mm焊缝区域内允许的气孔点数。
气孔点数换算表
《月旬生产进度计划表》
工程名称:编制日期:
编制:审核:批准:
生产会议记要
施工质量安全技术交底卡
《重要结构或产品放大样检验记录表》
《重要结构厂内预拼装验证表》
《尺寸检验记录表》
工程名称:
构件简图:
标准公差图纸尺寸公差标准公差图纸尺寸公差标准公差图纸尺寸公差标准公差图纸尺寸公差标准公差图纸尺寸。
焊缝外观质量评定表

甘肃省水利水电工程
注 δ 为板厚,项次6,新规范没有δ <12的标准,这里以旧规范δ <10,△h=0~2代之。
甘肃省水利厅水利工程建设质量与安全管理中心印
甘肃省水利水电工程
焊缝外观质量评定表
单位工程名称 分部工程名称 单元工程名称、部位 项次 1 2 3 △裂纹 △表面夹渣 △咬边 项 目 质 量 单元工程量 施工单位 检验日期 标 准 年 月 检 验 记 录 日
一、二、三类焊缝均不允许 一、二类焊缝不允许,三类焊缝深不大于0.1δ ,长不 大于0.3δ ,且不大于10 一、二类焊缝:深度不超过0.5,连续长度不超过100, 两侧咬边累计长度不大于10%全长焊缝 三类焊缝:深不大于1,长度不限 一、二类焊缝:不允许 三类焊缝:不超过0.2+0.2δ 且不超过1,每100焊缝内 缺陷总长不大于25 一、二类焊缝不允许,三类焊缝:每50长的焊缝内 钢管 允许有直径为0.3δ ,且不大于2的气孔2个,孔间 距不小于6倍孔径 一类焊缝不允许,二类焊缝:1.0mm直径气孔每米 钢 范围内允许3个,间距大于等于20,三类焊缝: 闸 1.5mm直径气孔每米范围内允许5个,间距大于等 门 于20 一、二类焊缝 三类焊缝 12<δ <25 △h=0~2.5 △h=0~3 25<δ <50 △h=0~3 △h=0~4 一、二类焊缝0~4,三类焊缝0~5 盖过每边坡口宽度2~4,且平缓过渡 盖过每边坡口宽度2~7,且平缓过渡 清除干净 不允许 一类焊缝:不允许 二类焊缝:不超过0.3+0.05δ 且不超过1,每100焊缝内 长度缺陷总长不大于25 三类焊缝:不超过0.3+0.05δ 且不超过2,每100焊缝内 长度缺陷总长不大于25 K<12+3 K<12+4 项目共检验 评 定 意 见 项,全部合格 项,其 K>12+4 K>12+5 项,合格 项,优良 项 质 量 等 级
一、二类焊缝内部质量表面清除及局部焊补质量评定表
埋管内壁的表面清除
内壁上临时支撑割除和焊疤清除干净
内壁上临时支撑割除和焊疤清除干净并磨光
4
埋管内壁局部凹坑补焊
凡凹坑深度大于板厚10﹪或大于2mm应补焊
凡凹坑深度大于板厚10﹪或大于2mm应补焊并磨光
施工单位自评意面清除及局部凹坑焊补质量评定表
单位工程名称
单元工程量
分部工程名称
施工单位
单元工程名称、部位
评定日期
年月日
项类
检验项目
质量标准
检验记录
合格
优良
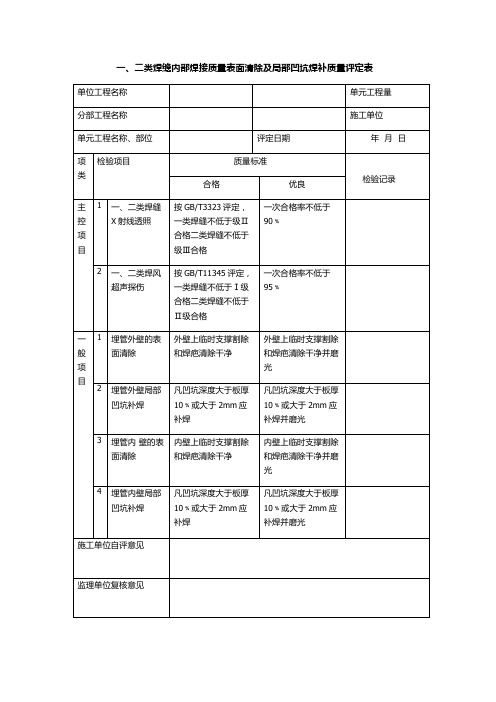
主控项目
1
一、二类焊缝X射线透照
按GB/T3323评定,一类焊缝不低于级Ⅱ合格二类焊缝不低于级Ⅲ合格
一次合格率不低于90﹪
2
一、二类焊风超声探伤
按GB/T11345评定,一类焊缝不低于Ⅰ级合格二类焊缝不低于Ⅱ级合格
一次合格率不低于95﹪
一般项目
1
埋管外壁的表面清除
外壁上临时支撑割除和焊疤清除干净
外壁上临时支撑割除和焊疤清除干净并磨光
2
埋管外壁局部凹坑补焊
凡凹坑深度大于板厚10﹪或大于2mm应补焊
凡凹坑深度大于板厚10﹪或大于2mm应补焊并磨光
一、二类焊缝内部质量、表面清除及局部凹坑焊补质量评定表
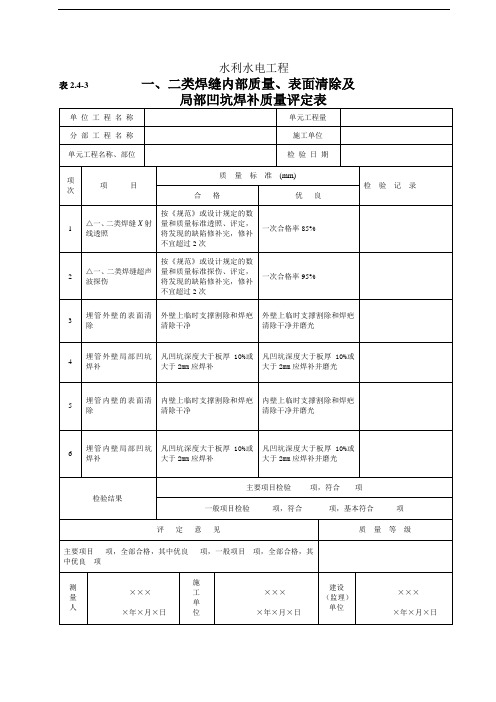
表2.4-3一、二类焊缝内部质量、表面清除及
局部凹坑焊补质量评定表
单位工程名称
单元工程量
分部工程名称
施工单位
单元工程名称、部位
检验日期
项次
项目
质量标准(mm)
检验记录
合格
优良
1
△一、二类焊缝X射线透照
按《规范》或设计规定的数量和质量标准透照、评定,将发现的缺陷修补完,修补不宜超过2次
一次合格率85%
内壁上临时支撑割除和焊疤清除干净并磨光
清除干净并磨光
6
埋管内壁局部凹坑焊补
凡凹坑深度大于板厚10%或大于2mm应焊补
凡凹坑深度大于板厚10%或大于2mm应焊补并磨光
局部凹坑最大深度为2.4mm,已焊补并打磨
检验结果
主要项目检验1项,符合1项
一般项目检验4项,符合4项,基本符合∕项
评定意见
质量等级
主要项目1项,全部合格,其中优良1项,一般项目4项,全部合格,其中优良4项
5
埋管内壁的表面清除
内壁上临时支撑割除和焊疤清除干净
内壁上临时支撑割除和焊疤清除干净并磨光
6
埋管内壁局部凹坑焊补
凡凹坑深度大于板厚10%或大于2mm应焊补
凡凹坑深度大于板厚10%或大于2mm应焊补并磨光
检验结果
主要项目检验项,符合项
一般项目检验项,符合项,基本符合项
评定意见
质量等级
主要项目项,全部合格,其中优良项,一般项目项,全部合格,其中优良项
单元工程名称、部位
第I段埋管安装
0+200~0+235
检验日期
×年×月×日
项次
项目
质量标准(mm)