迪卡侬工程要求和标准(修)20120910
A 6 – A 6M – 04 _QTYVQTZN

Designation:A 6/A 6M –04aStandard Specification forGeneral Requirements for Rolled Structural Steel Bars,Plates,Shapes,and Sheet Piling 1This standard is issued under the fixed designation A 6/A 6M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon (e )indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This general requirements specification 2covers a group of common requirements that,unless otherwise specified in the applicable product specification,apply to rolled structural steel bars,plates,shapes,and sheet piling covered by each of the following product specifications issued by ASTM:ASTM Designation 3Title of SpecificationA 36/A 36M Carbon Structural Steel A 131/A 131M Structural Steel for ShipsA 242/A 242M High-Strength Low-Alloy Structural SteelA 283/A 283M Low and Intermediate Tensile Strength Carbon Steel Plates A 328/A 328M Steel Sheet PilingA 514/A 514M High-Yield Strength,Quenched and Tempered Alloy Steel Plate Suitable for WeldingA 529/A 529M High-Strength Carbon-Manganese Steel of Structural Qual-ityA 572/A 572M High-Strength Low-Alloy Columbium-Vanadium Steel A 573/A 573M Structural Carbon Steel Plates of Improved Toughness A 588/A 588M High-Strength Low-Alloy Structural Steel with 50ksi (345MPa)Minimum Yield Point to 4in.[100mm]ThickA 633/A 633M Normalized High-Strength Low-Alloy Structural Steel Plates A 656/A 656M Hot-Rolled Structural Steel,High-Strength Low-Alloy Plate with Improved FormabilityA 678/A 678M Quenched-and-Tempered Carbon and High-Strength Low-Alloy Structural Steel PlatesA 690/A 690M High-Strength Low-Alloy Steel H-Piles and Sheet Piling for Use in Marine EnvironmentsA 709/A 709MCarbon and High-Strength Low-Alloy Structural SteelShapes,Plates,and Bars and Quenched-and-Tempered Alloy Structural Steel Plates for BridgesA 710/A 710M Age-Hardening Low-Carbon Nickel-Copper-Chromium-Mo-lybdenum-Columbium Alloy Structural Steel PlatesA 769/A 769M Carbon and High-Strength Electric Resistance Welded Steel Structural ShapesA 786/A 786M Rolled Steel Floor PlatesA 808/A 808MHigh-Strength Low-Alloy Carbon,Manganese,Columbium,Vanadium Steel of Structural Quality with Improved Notch ToughnessA 827/A 827M Plates,Carbon Steel,for Forging and Similar Applications A 829/A 829MPlates,Alloy Steel,Structural QualityA 830/A 830M Plates,Carbon Steel,Structural Quality,Furnished to Chemical Composition RequirementsA 852/A 852MQuenched and Tempered Low-Alloy Structural Steel Plate with 70ksi [485Mpa]Minimum Yield Strength to 4in.[100mm]ThickA 857/A 857M Steel Sheet Piling,Cold Formed,Light GageA 871/A 871M High-Strength Low Alloy Structural Steel Plate with Atmo-spheric Corrosion ResistanceA 913/A 913MSpecification for High-Strength Low-Alloy Steel Shapes of Structural Quality,Produced by Quenching and Self-Tempering Process (QST)A 945/A 945MSpecification for High-Strength Low-Alloy Structural Steel Plate with Low Carbon and Restricted Sulfur for Improved Weldability,Formability,and ToughnessA 992/A 992MSpecification for Steel for Structural Shapes for Use in Building Framing1.2Annex A1lists permitted variations in dimensions and mass (Note 1)in SI units.The values listed are not exact conversions of the values in Tables 1to 31inclusive but are,instead,rounded or rationalized values.Conformance to Annex A1is mandatory when the “M”specification designation is used.N OTE 1—The term “weight”is used when inch-pound units are the standard;however,under SI,the preferred term is “mass.”1.3Annex A2lists the dimensions of some shape profiles.1.4Appendix X1provides information on coil as a source of structural products.1.5Appendix X2provides information on the variability of tensile properties in plates and structural shapes.1.6Appendix X3provides information on weldability.1.7Appendix X4provides information on cold bending of plates,including suggested minimum inside radii for cold bending.1.8This general requirements specification also covers a group of supplementary requirements that are applicable to several of the above product specifications as indicated therein.Such requirements are provided for use where additional testing or additional restrictions are required by the purchaser,and apply only where specified individually in the purchase order.1.9In case of any conflict in requirements,the requirements of the applicable product specification prevail over those of this general requirements specification.1This specification is under the jurisdiction of ASTM Committee A01on Steel,Stainless Steel,and Related Alloys and is the direct responsibility of Subcommittee A01.02on Structural Steel for Bridges,Buildings,Rolling Stock,and Ships.Current edition approved March 1,2004.Published April 2004.Originally approved in st previous edition approved in 2004as A 6/A 6M –04.2For ASME Boiler and Pressure Vessel Code applications,see related Specifi-cation SA-6/SA-6M in Section II of that Code.1*A Summary of Changes section appears at the end of this standard.Copyright ©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.1.10Additional requirements that are specified in the pur-chase order and accepted by the supplier are permitted, provided that such requirements do not negate any of the requirements of this general requirements specification or the applicable product specification.1.11For purposes of determining conformance with this general requirements specification and the applicable product specification,values are to be rounded to the nearest unit in the right-hand place offigures used in expressing the limiting values in accordance with the rounding method of Practice E29.1.12The values stated in either inch-pound units or SI units are to be regarded separately as standard.Within the text,the SI units are shown in brackets.The values stated in each system are not exact equivalents;therefore,each system is to be used independently of the other,without combining values in any way.1.13This general requirements specification and the appli-cable product specification are expressed in both inch-pound units and SI units;however,unless the order specifies the applicable“M”specification designation(SI units),the struc-tural product is furnished to inch-pound units.1.14The text of this general requirements specification contains notes and/or footnotes that provide explanatory ma-terial.Such notes and footnotes,excluding those in tables and figures,do not contain any mandatory requirements.2.Referenced Documents2.1ASTM Standards:3A370Test Methods and Definitions for Mechanical Testing of Steel ProductsA673/A673M Specification for Sampling Procedure for Impact Testing of Structural SteelA700Practices for Packaging,Marking,and Loading Methods for Steel Products for Domestic ShipmentA751Test Methods,Practices,and Terminology for Chemical Analysis of Steel ProductsA829Specification for Plates,Alloy Steel,Structural Qual-ityE29Practice for Using Significant Digits in Test Data to Determine Conformance with SpecificationsE112Test Methods for Determining Average Grain Size E208Test Method for Conducting Drop-Weight Test to Determine Nil-Ductility Transition Temperature of Ferritic Steels2.2American Welding Society Standards:A5.1Mild Steel Covered Arc-Welding Electrodes4A5.5Low-Alloy Steel Covered Arc-Welding Electrodes4 itary Standards:MIL-STD-129Marking for Shipment and Storage5MIL-STD-163Steel Mill Products Preparation for Ship-ment and Storage52.4U.S.Federal Standard:Fed.Std.No.123Marking for Shipments(Civil Agencies)5 2.5AIAG Standard:B-1Bar Code Symbology Standard63.Terminology3.1Definitions of Terms Specific to This Standard:3.1.1Plates(other thanfloor plates)—Flat,hot-rolled steel, ordered to thickness or weight[mass]and typically width and length,commonly classified as follows:3.1.1.1When Ordered to Thickness:(1)Over8in.[200mm]in width and0.230in.or over [over6mm]in thickness.(2)Over48in.[1200mm]in width and0.180in.or over [over4.5mm]in thickness.3.1.1.2When Ordered to Weight[Mass]:(1)Over8in.[200mm]in width and9.392lb/ft2[47.10 kg/m2]or heavier.(2)Over48in.[1200mm]in width and7.350lb/ft2[35.32 kg/m2]or heavier.3.1.1.3Discussion—Steel products are available in various thickness,width,and length combinations depending upon equipment and processing capabilities of various manufactur-ers and processors.Historic limitations of a product based upon dimensions(thickness,width,and length)do not take into account current production and processing capabilities.To qualify any product to a particular product specification re-quires all appropriate and necessary tests be performed and that the results meet the limits prescribed in that product specifi-cation.If the necessary tests required by a product specification cannot be conducted,the product cannot be qualified to that specification.This general requirement standard contains per-mitted variations for the commonly available sizes.Permitted variations for other sizes are subject to agreement between the customer and the manufacturer or processor,whichever is applicable.3.1.1.4Slabs,sheet bars,and skelp,though frequently falling in the foregoing size ranges,are not classed as plates.3.1.1.5Coils are excluded from qualification to the appli-cable product specification until they are decoiled,leveled or straightened,formed(if applicable),cut to length,and,if required,properly tested by the processor in accordance with ASTM specification requirements(see Sections9,10,11,12, 13,14,15,18,and19and the applicable product specification).3.1.2Shapes(Flanged Sections):3.1.2.1structural-size shapes—rolledflanged sections hav-ing at least one dimension of the cross section3in.[75mm]or greater.3For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.4Available from the American Welding Society,Jeune Rd.,Miami, FL33135.5Available from the procuring activity or as directed by the contracting office or from the Standardization Documents Order Desk,Bldg.4Section D,700Robbins Ave.,Philadelphia,PA19111-5094Attn:NPODS.6Available from the Automotive Industry Action Group,26200Lahser Road, Suite200,Southfield,MI48034.3.1.2.2bar-size shapes—rolledflanged sections having a maximum dimension of the cross section less than3in.[75 mm].3.1.2.3“W”shapes—doubly-symmetric,wide-flange shapes with insideflange surfaces that are substantially paral-lel.3.1.2.4“HP”shapes—are wide-flange shapes generally used as bearing piles whoseflanges and webs are of the same nominal thickness and whose depth and width are essentially the same.3.1.2.5“S”shapes—doubly-symmetric beam shapes with insideflange surfaces that have a slope of approximately162⁄3 %.3.1.2.6“M”shapes—doubly-symmetric shapes that cannot be classified as“W,”“S,”or“HP”shapes.3.1.2.7“C”shapes—channels with insideflange surfaces that have a slope of approximately162⁄3%.3.1.2.8“MC”shapes—channels that cannot be classified as “C”shapes.3.1.2.9“L”shapes—shapes having equal-leg and unequal-leg angles.3.1.3sheet piling—rolled steel sections that are capable of being interlocked,forming a continuous wall when individual pieces are driven side by side.3.1.4bars—rounds,squares,and hexagons,of all sizes;flats 13⁄64in.(0.203in.)and over[over5mm]in specified thickness, not over6in.[150mm]in specified width;andflats0.230in. and over[over6mm]in specified thickness,over6to8in. [150to200mm]inclusive,in specified width.3.1.5exclusive—when used in relation to ranges,as for ranges of thickness in the tables of permissible variations in dimensions,is intended to exclude only the greater value of the range.Thus,a range from60to72in.[1500to1800mm] exclusive includes60in.[1500mm],but does not include72 in.[1800mm].3.1.6rimmed steel—steel containing sufficient oxygen to give a continuous evolution of carbon monoxide during sol-dification,resulting in a case or rim of metal virtually free of voids.3.1.7semi-killed steel—incompletely deoxidized steel con-taining sufficient oxygen to form enough carbon monoxide during solidification to offset solidification shrinkage.3.1.8capped steel—rimmed steel in which the rimming action is limited by an early capping operation.Capping is carried out mechanically by using a heavy metal cap on a bottle-top mold or chemically by an addition of aluminum or ferrosilicon to the top of the molten steel in an open-top mold.3.1.9killed steel—steel deoxidized,either by addition of strong deoxidizing agents or by vacuum treatment,to reduce the oxygen content to such a level that no reaction occurs between carbon and oxygen during solidification.3.1.10mill edge—the normal edge produced by rolling between horizontalfinishing rolls.A mill edge does not conform to any definite l edge plates have two mill edges and two trimmed edges.3.1.11universal mill edge—the normal edge produced by rolling between horizontal and verticalfinishing rolls.Univer-sal mill plates,sometimes designated UM Plates,have two universal mill edges and two trimmed edges.3.1.12sheared edge—the normal edge produced by shear-ing.Sheared edge plates are trimmed on all edges.3.1.13gas cut edge—the edge produced by gasflame cutting.3.1.14special cut edge—usually the edge produced by gas flame cutting involving special practices such as pre-heating or post-heating,or both,in order to minimize stresses,avoid thermal cracking and reduce the hardness of the gas cut edge. In special instances,special cut edge is used to designate an edge produced by machining.3.1.15sketch—when used to describe a form of plate, denotes a plate other than rectangular,circular,or semi-circular.Sketch plates may be furnished to a radius or with four or more straight sides.3.1.16normalizing—a heat treating process in which a steel plate is reheated to a uniform temperature above the upper critical temperature and then cooled in air to below the transformation range.3.1.17plate-as-rolled—when used in relation to the loca-tion and number of tests,the term refers to the unit plate rolled from a slab or directly from an ingot.It does not refer to the condition of the plate.3.1.18fine grain practice—a steelmaking practice that is intended to produce a killed steel that is capable of meeting the requirements forfine austenitic grain size.3.1.18.1Discussion—It normally involves the addition of one or more austenitic grain refining elements in amounts that have been established by the steel producer as being sufficient. Austenitic grain refining elements include,but are not limited to,aluminum,columbium,titanium,and vanadium.3.1.19structural product—a hot-rolled steel plate,shape, sheet piling,or bar.3.1.20coil—hot-rolled steel in coiled form that is intended to be processed into afinished structural product.3.1.21manufacturer—the organization that directly con-trols the conversion of steel ingots,slabs,blooms,or billets,by hot-rolling,into an as-rolled structural product or into coil;and for structural products produced from as-rolled structural products,the organization that directly controls,or is respon-sible for,the operations involved infinishing the structural product.3.1.21.1Discussion—Suchfinishing operations include lev-eling or straightening,hot forming or cold forming(if appli-cable),welding(if applicable),cutting to length,testing, inspection,conditioning,heat treatment(if applicable),pack-aging,marking,loading for shipment,and certification.3.1.22processor—the organization that directly controls,or is responsible for,the operations involved in the processing of coil into afinished structural product.Such processing opera-tions include decoiling,leveling or straightening,hot-forming or cold-forming(if applicable),welding(if applicable),cutting to length,testing,inspection,conditioning,heat treatment(if applicable),packaging,marking,loading for shipment,and certification.3.1.22.1Discussion—The processing operations need not be done by the organization that did the hot rolling of thecoil.If only one organization is involved in the hot rolling and processing operations,that organization is termed the manu-facturer for the hot rolling operation and the processor for the processing operations.If more than one organization is in-volved in the hot rolling and processing operations,the organization that did the hot rolling is termed the manufacturer and an organization that does one or more processing opera-tions is termed a processor.4.Ordering Information4.1Information items to be considered,if appropriate,for inclusion in purchase orders are as follows:4.1.1ASTM product specification designation(see1.1)and year-date,4.1.2Name of structural product(plate,shape,bar,or sheet piling),4.1.3Shape designation,or size and thickness or diameter, 4.1.4Grade,class,and type designation,if applicable,4.1.5Condition(see Section6),if other than as-rolled, 4.1.6Quantity(weight[mass]or number of pieces),4.1.7Length,4.1.8Exclusion of either structural product produced from coil or structural product produced from an as-rolled structural product(see5.3and Appendix X1),if applicable,4.1.9Heat treatment requirements(see6.2and6.3),if any, 4.1.10Testing forfine austenitic grain size(see8.3.2), 4.1.11Mechanical property test report requirements(see Section14),if any,4.1.12Special packaging,marking,and loading for ship-ment requirements(see Section19),if any,4.1.13Supplementary requirements,if any,including any additional requirements called for in the supplementary re-quirements,4.1.14End use,if there are any end-use-specific require-ments(see18.1,11.3.4,Table22or Table A1.22,and Table24 or Table A1.24)4.1.15Special requirements(see1.10),if any,and4.1.16Repair welding requirements(see9.5),if any.5.Materials and Manufacture5.1The steel shall be made in an open-hearth,basic-oxygen, or electric-arc furnace,possibly followed by additionl refining in a ladle metallurgy furnace(LMF),or secondary melting by vacuum-arc remelting(V AR)or electroslag remelting(ESR).5.2The steel shall be strand cast or cast in stationary molds.5.2.1Strand Cast:5.2.1.1When heats of the same nominal chemical compo-sition are consecutively strand cast at one time,the heat number assigned to the cast product need not be changed until all of the steel in the cast product is from the following heat.5.2.1.2When two consecutively strand cast heats have different nominal chemical composition ranges,the manufac-turer shall remove the transition material by an established procedure that positively separates the grades.5.3Structural products shall be produced from an as-rolled structural product or from coil.5.4Where part of a heat is rolled into an as-rolled structural product and the balance of the heat is rolled into coil,each part shall be tested separately.5.5Structural products produced from coil shall not contain splice welds,unless previously approved by the purchaser.6.Heat Treatment6.1Where th structural product is required to be heat treated,such heat treatment shall be performed by the manu-facturer,the processor,or the fabricator,unless otherwise specified in the applicable product specification.N OTE2—When no heat treatment is required,the manufacturer or processor has the option of heat treating the structural product by normalizing,stress relieving,or normalizing then stress relieving to meet the applicable product specification.6.2Where the heat treatment is to be performed by other than the manufacturer,the order shall so state.6.2.1Where the heat treatment is to be performed by other than the manufacturer,the structural products shall be accepted on the basis of tests made on test specimens taken from full thickness test coupons heat treated in accordance with the requirements specified in the applicable product specification or in the purchase order.If the heat-treatment temperatures are not specified,the manufacturer or processor shall heat treat the test coupons under conditions he considers appropriate,pro-vided that the purchaser is informed of the procedure followed in heat treating the test coupons.6.3Where the heat treatment is to be performed by the manufacturer or the processor,the structural product shall be heat treated as specified in the applicable product specification, or as specified in the purchase order,provided that the heat treatment specified by the purchaser is not in conflict with the requirements of the applicable product specification.6.4Where normalizing is to be performed by the fabricator, the structural product shall be either normalized or heated uniformly for hot forming,provided that the temperature to which the structural product is heated for hot forming does not significantly exceed the normalizing temperature.6.5The use of cooling rates that are faster than those obtained by cooling in air to improve the toughness shall be subject to approval by the purchaser,and structural products so treated shall be tempered subsequently in the range from1100 to1300°F[595to705°C].7.Chemical Analysis7.1Heat Analysis:7.1.1Sampling for chemical analysis and methods of analy-sis shall be in accordance with Test Methods,Practices,and Terminolgy A751.7.1.2For each heat,the heat analysis shall include determi-nation of the content of carbon,manganese,phosphorus,sulfur, silicon,nickel,chromium,molybdenum,copper,vanadium, columbium;any other element that is specified or restricted by the applicable product specification for the applicable grade, class,and type;and any austenitic grain refining element whose content is to be used in place of austenitic grain size testing of the heat(see8.3.2).7.1.3Except as allowed by7.1.4for primary heats,heat analyses shall conform to the heat analysis requirements of the applicable product specification for the applicable grade,class, andtype.7.1.4Where vacuum-arc remelting or electroslag remelting is used,a remelted heat is defined as all ingots remelted from a single primary heat.If the heat analysis of the primary heat conforms to the heat analysis requirements of the applicable product specification for the applicable grade,class,and type, the heat analysis for the remelted heat shall be determined from one test sample taken from one remelted ingot,or the product of one remelted ingot,from the primary heat.If the heat analysis of the primary heat does not conform to the heat analysis requirements of the applicable product specification for the applicable grade,type,and class,the heat analysis for the remelted heat shall be determined from one test sample taken from each remelted ingot,or the product of each remelted ingot,from the primary heat.7.2Product Analysis—For each heat,the purchaser shall have the option of analyzing representative samples taken from thefinished structural product.Sampling for chemical analysis and methods of analysis shall be in accordance with Test Methods,Practices,and Terminology A751.The product analyses so determined shall conform to the heat analysis requirements of the applicable product specification for the applicable grade,class,and type,subject to the permitted variations in product analysis given in Table A.If a range is specified,the determinations of any element in a heat shall not vary both above and below the specified range.Rimmed or capped steel is characterized by a lack of homogeneity in its composition,especially for the elements carbon,phosphorus, and sulfur.Therefore,the limitations for these elements shall not be applicable unless misapplication is clearly indicated.7.3Referee Analysis—For referee purposes,Test Methods, Practices,and Terminology A751shall be used.7.4Grade Substitution—Alloy steel grades that meet the chemical requirements of Table1of Specification A829shall not be substituted for carbon steel grades.8.Metallurgical Structure8.1Where austenitic grain size testing is required,such testing shall be in accordance with Test Methods E112and at least70%of the grains in the area examined shall meet the specified grain size requirement.8.2Coarse Austenitic Grain Size—Where coarse austenitic grain size is specified,one austenitic grain size test per heat shall be made and the austenitic grain size number so deter-mined shall be in the range of1to5,inclusive.8.3Fine Austenitic Grain Size:8.3.1Wherefine austenitic grain size is specified,except as allowed in8.3.2,one austenitic grain size test per heat shall be made and the austenitic grain size number so determined shall be5or higher.N OTE3—Such austenitic grain size numbers may be achieved with lower contents of austenitic grain refining elemenst than8.3.2requires for austenitic grain size testing to be waived.8.3.2Unless testing forfine austenitic grain size is specified in the purchase order,an austenitic grain size test need not be made for any heat that has,by heat analysis,one or more of the following:8.3.2.1A total aluminum content of0.020%or more. 8.3.2.2An acid soluble aluminum content of0.015%or more.8.3.2.3A content for an austenitic grain refining element that exceeds the minimum value agreed to by the purchaser as being sufficient for austenitic grain size testing to be waived,or 8.3.2.4Contents for the combination of two or more auste-nitic grain refining elements that exceed the applicable mini-mum values agreed to by the purchaser as being sufficient for austenitic grain size testing to be waived.9.Quality9.1General—Structural products shall be free of injurious defects and shall have a workmanlikefinish.N OTE4—Unless otherwise specified,structural products are normally furnished in the as-rolled condition and are subjected to visual inspection by the manufacturer or processor.Non-injurious surface or internal imperfections,or both,may be present in the structural product as delivered and the structural product may require conditioning by the purchaser to improve its appearance or in preparation for welding,coating, or other further operations.More restrictive requirements may be specified by invoking supplemen-tary requirements or by agreement between the purchaser and the supplier. Structural products that exhibit injurious defects during subsequent fabrication are deemed not to comply with the applicable product specification.(See17.2.)Fabricators should be aware that cracks may initiate upon bending a sheared or burned edge during the fabrication process;this is not considered to be a fault of the steel but is rather a function of the induced cold-work or the heat-affected zone.The conditioning requirements in9.2,9.3,and9.4limit the condition-ing allowed to be performed by the manufacturer or processor.Condition-ing of imperfections beyond the limits of9.2,9.3,and9.4may be performed by parties other than the manufacturer or processor at the discretion of thepurchaser.TABLE A Permitted Variations in Product AnalysisN OTE1—Where“...”appears in this table,there is no requirement.ElementUpper Limit,orMaximum SpecifiedValue,%Permitted Varia-tions,%UnderMinimumLimitOverMaximumLimitCarbon to0.15incl0.020.03over0.15to0.40incl0.030.04over0.40to0.75incl0.040.05over0.750.040.06 Manganese A to0.60incl0.050.06over0.60to0.90incl0.060.08over0.90to1.20incl0.080.10over1.20to1.35incl0.090.11over1.35to1.65incl0.090.12over1.65to1.95incl0.110.14over1.950.120.16Phosphorus to0.04inclover0.04to0.15incl ......0.010BSulfur to0.06inclover0.06...B0.010BSilicon to0.30inclover0.30to0.40inclover0.40to2.20incl 0.020.050.060.030.050.06Nickel to1.00incl0.030.03over1.00to2.00incl0.050.05over2.00to3.75incl0.070.07over3.75to5.30incl0.080.08over5.300.100.10Chromium to0.90inclover0.90to2.00inclover2.00to4.00incl 0.040.060.100.040.060.10Molybdenum to0.20inclover0.20to0.40inclover0.40to1.15incl 0.010.030.040.010.030.04Copper0.20minimum onlyto1.00inclover1.00to2.00incl 0.020.030.05...0.030.05Titanium to0.10incl0.01C0.01Vanadium to0.10incl0.01C0.01over0.10to0.25incl0.020.02over0.250.020.03minimum only specified0.01...Boron any B B Columbium to0.10incl0.01C0.01 Zirconium to0.15incl0.030.03Nitrogen to0.030incl0.0050.005A Permitted variations in manganese content for bars and bar size shapes shall be:to0.90incl60.03;over0.90to2.20incl60.06.B Product analysis not applicable.C0.005,if the minimum of the range is0.01%.Index to Tables of Permitted VariationsDimensionTableInch-PoundUnitsSI UnitsCamberPlates,Carbon Steel;Sheared and Gas-Cut12A1.12 Plates,Carbon Steel;Universal Mill11A1.11 Plates,Other than Carbon Steel;Sheared,11A1.11 Gas-Cut and Universal MillShapes,Rolled;S,M,C,MC,and L21A1.21 Shapes,Rolled;W and HP24A1.24 Shapes,Split;L and T25A1.25 Cross Section of Shapes and BarsFlats26A1.26 Hexagons28A1.28 Rounds and Squares27A1.27 Shapes,Rolled;L,Bulb Angles,and Z17A1.17 Shapes,Rolled;W,HP,S,M,C,and MC16A1.16 Shapes,Rolled;T18A1.18 Shapes,Split;L and T25A1.25 DiameterPlates,Sheared6A1.6 Plates,Other than Alloy Steel,Gas-Cut7A1.7 Plates,Alloy Steel,Gas-Cut10A1.10 Rounds27A1.27 End Out-of-SquareShapes,Other than W20A1.20 Shapes,W22A1.22 Shapes,Milled,Other than W23A1.23 FlatnessPlates,Carbon Steel13A1.13 Plates,Other than Carbon Steel14A1.14 Plates,Restrictive—Carbon Steel S27.1S27.2 Plates,Restrictive—Other than Carbon Steel S27.3S27.4 LengthBars30A1.30 Bars,Recut31A1.31 Plates,Sheared and Universal Mill3A1.3 Plates,Other than Alloy Steel,Gas-Cut9A1.9 Plates,Alloy Steel,Gas-Cut8A1.8 Plates,Mill Edge4A1.4 Shapes,Rolled;Other than W19A1.19 Shapes,Rolled;W and HP22A1.22 Shapes,Split;L and T25A1.25 Shapes,Milled23A1.23 StraightnessBarsShapes,Other than W2921A1.29A1.21 SweepShapes,W and HP24A1.24 ThicknessFlatsPlates,Ordered to Thickness261A1.26A1.1 WavinessPlates15A1.15 Weight[Mass]Plates,Ordered to Weight[Mass]2A1.2 WidthFlats26A1.26 Plates,Sheared3A1.3 Plates,Universal Mill5A1.5 Plates,Other than Alloy Steel,Gas-Cut9A1.9 Plates,Alloy Steel,Gas-Cut8A1.8 Plates,Mill Edge4A1.4。
BIFFI icon2000电动阀门操作手册
重要:
检查名牌上“环境温度范围”与外界环境温度一致。
2. 从执行机构上拆下联轴器
随机提供的轴套是装配在驱动轴套上,但可能没有加工。为了加工轴套,需把轴套从壳体上拆 下,同时拆下联轴器上的固定螺钉。
10
“ICON2000”电动执行机构
安装及维修手册
现在可以在衬套上加工出连接需要的轴孔。同样的步骤也用于维修。
重点:
重装轴套前,确认与阀杆配合公差正确。对螺纹连接轴套,须用螺纹规检 查,或将轴套旋入需驱动阀门的阀杆,检查其与阀杆没有过分磨擦。
2.1.2 重装内部零件:
建议用合适的溶剂清洗拆下零件,然后用压缩空气干燥,确认没有金属屑或异物,然后将所有 部件涂一层薄的润滑脂。(润滑脂牌号:见第 5 章)
11
用合适卡钳拆下卡环 拆下碳钢止推环; 取出衬套并按配合需要加工。
“ICON2000”电用合适的溶剂清洗拆下零件,然后用压缩空气干燥,确认没有金属屑,然后涂一层薄的润滑
脂。(润滑脂牌号:第一部分第四章) 按拆下时的相反顺序装配内部零件,然后安装到减速器上。如后描述。
Copyright by BIFFI Italia. All rights reserved. A tyco INTERNATIONAL LTD. COMPANY
12
“ICON2000”电动执行机构 安装及维修手册
注意:
除执行机构上安装的手轮和离合杆外,不要用其它工具(如铁棒、轮扳手、管 扳手等)操作手轮和离合杆,否则会对造成人身严重伤害和/或执行机构或阀门 的损坏。
A 749 – A749M – 97 R02 _QTC0OS9BNZQ5TQ__

Designation:A749/A749M–97(Reapproved2002)Standard Specification forSteel,Strip,Carbon and High-Strength,Low-Alloy,Hot-Rolled,General Requirements for1This standard is issued under thefixed designation A749/A749M;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope1.1This specification covers the general requirements for hot-rolled steel strip in coils and cut lengths.It applies to carbon steel and high-strength,low-alloy steel furnished as hot-rolled.1.2This specification is not applicable to hot-rolled heavy-thickness carbon sheet and strip coils(ASTM Specification A635/A635M),cold-rolled carbon steel strip(ASTM Speci-fication A109or A109M),high-strength,low-alloy cold-rolled steel(ASTM Specifications A606and A607)or cold-rolled carbon spring steel(ASTM Specification A682or A682M).1.3In case of any conflict in requirements,the requirements of the individual material specification shall prevail over those of this general specification.1.4For the purposes of determining conformance with this and the appropriate product specification referenced under2.1, values shall be rounded to the nearest unit in the right hand place offigures used in expressing the limiting values in accordance with the rounding method of Practice E29.1.5Annex A1lists permissible variations in dimensions and mass(Note1)in SI[metric]units.The values listed are not exact conversions of the values listed in the inch-pound tables, but instead are rounded or rationalized values.Conformance to Annex A1is mandatory when the“M”specification is used. N OTE1—The term“weight”is used when inch-pound units are the standard;however,under SI,the preferred term is“mass.”1.6The values stated in either inch-pound units or SI units are to be regarded as standard.Within the text,the SI units are shown in brackets.The values stated in each system are not exact equivalents;therefore,each system must be used inde-pendently of the bining values from the two systems may result in nonconformance with the specification.1.7This specification and the applicable material specifica-tions are expressed in both inch-pound units and SI units.However,unless the order specifies the applicable“M”speci-fication designation(SI units),the material shall be furnished to inch-pound units.2.Referenced Documents2.1ASTM Standards:A109Specification for Steel,Strip,Carbon,Cold-Rolled2 A109M Specification for Steel,Strip,Carbon,Cold-Rolled (Metric)2A370Test Methods and Definitions for Mechanical Testing of Steel Products2A606Specification for Steel,Sheet and Strip,High-Strength,Low-Alloy,Hot-Rolled and Cold-Rolled,with Improved Atmospheric Corrosion Resistance2A607Specification for Steel,Sheet and Strip,High-Strength,Low-Alloy,Columbium or Vanadium,or Both, Hot-Rolled and Cold-Rolled2A635/A635M Specification for Steel,Sheet and Strip, Heavy-Thickness Coils,Carbon,Hot-Rolled2A682Specification for Steel,Strip,High-Carbon,Cold-Rolled,Spring Quality,General Requirements For2A682M Specification for Steel,Strip,High-Carbon,Cold-Rolled,Spring Quality,General Requirements For(Met-ric)2A700Practices for Packaging,Marking,and Loading Methods for Steel Products for Domestic Shipment3A751Test Methods,Practices,and Terminology for Chemical Analysis of Steel Products2E11Specification for Wire-Cloth Sieves for Testing Pur-poses4E29Practice for Using Significant Digits in Test Data to Determine Conformance with Specifications4E290Test Method for Semi-Guided Bend Test for Ductility of Metallic Materials52.2Military Standards:61This specification is under the jurisdiction of ASTM Committee A01on Steel, Stainless Steel,and Related Alloys,and is the direct responsibility of Subcommittee A01.19on Steel Sheet and Strip.Current edition approved November10,2002.Published January2003.Origi-nally approved st previous edition approved in1997as A749–97.2Annual Book of ASTM Standards,V ol01.03.3Annual Book of ASTM Standards,V ol01.05.4Annual Book of ASTM Standards,V ol14.02.5Annual Book of ASTM Standards,V ol03.01.6Available from Standardization Documents Order Desk,Bldg.4Section D,700 Robbins Ave.,Philadelphia,PA19111-5094,Attn:NPODS.1Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.MIL-STD-129Marking for Shipment and StorageMIL-STD-163Steel Mill Products,Preparation for Ship-ment and Storage2.3Federal Standards:6Fed.Std.No.123Marking for Shipments(Civil Agencies) Fed.Std.No.183Continuous Identification Marking of Iron and Steel Products3.Terminology3.1Definitions of Terms Specific to This Standard:Descrip-tions of Terms Specific to This Standard:3.1.1Steel Types:3.1.2carbon steel—the designation for steel when no mini-mum content is specified or required for aluminum,chromium, cobalt,columbium,molybdenum,nickel,titanium,tungsten, vanadium,zirconium,or any element added to obtain a desired alloying effect;when the specified minimum for copper does not exceed0.40%;or when the maximum content specified for any of the following elements does not exceed the percentages noted;manganese1.65,silicon0.60,or copper0.60. Discussion—In all carbon steels small quantities of certain residual elements unavoidably retained from raw materials are sometimes found which are not specified or required,such as copper,nickel,molybdenum,chromium,etc.These elements are considered as incidental and are not normally determined or reported.3.1.3high-strength,low-alloy steel—a specific group of steels in which higher strength,and in some cases additional resistance to atmospheric corrosion,are obtained by moderate amounts of one or more alloying elements.3.1.4Product Types:3.1.5hot-rolled strip—manufactured by hot rolling billets or slabs to the required thickness.It may be produced single width or by rolling multiple width and slitting to the desired width.It can be supplied in coils or cut lengths as specified.Width,in.Thickness,in.Over Through Over Through...31⁄20.0440.20331⁄260.0440.2036120.0440.230excl Width,mm Thickness,mmOver Through Over Through...100 1.2 5.0100200 1.2 5.0200300 1.2 6.0,exclHot-rolled,high-strength,low-alloy strip is commonly avail-able by size as follows:Width,in.Thickness,in.Over Through From ThroughCoils&Cut Lengths Coils Only (6)6120.0540.0540.2030.2300.230excl0.230excl Width,mm Thickness,mmOver Through Over Through (200200)3001.81.85.06.0,excl4.Materials and Manufacture4.1Unless otherwise specified,hot-rolled material shall befurnished hot-rolled,not annealed or pickled.5.Chemical Composition5.1Limits:5.1.1The chemical composition shall be in accordance withthe applicable product specification.However,if other compo-sitions are required for carbon steel,they shall be prepared inaccordance with Appendix X1.5.1.2Where the material is used for fabrication by welding,care must be exercised in the selection of chemical composi-tion or mechanical properties to ensure compatibility with thewelding process and its effect on altering the properties.5.2Cast or Heat(Formerly Ladle)Analysis:5.2.1An analysis of each cast or heat of steel shall be madeby the manufacturer to determine the percentage of elementsspecified or restricted by the applicable specification.5.2.2When requested,cast or heat analysis for elementslisted or required shall be reported to the purchaser or to hisrepresentative.5.3Product,Check,or Verification Analysis:5.3.1Nonkilled steels(such as capped or rimmed)are nottechnologically suited to product analysis due to the nonuni-form character of their chemical composition and therefore,thetolerances in Table1do not apply.Product analysis is appro-priate on these types of steel only when misapplication isapparent or for copper when copper steel is specified.5.3.2For steels other than nonkilled(capped or rimmed),product analysis may be made by the purchaser.The chemicalanalysis shall not vary from the limits specified by more thanthe amounts in Table1.The several determinations of anyelement in a cast shall not vary both above and below thespecified range.5.4Sampling for Product Analysis:5.4.1To indicate adequately the representative compositionof a cast by product analysis,it is general practice to selectsamples to represent the steel,as fairly as possible,from aminimum number of pieces as follows:3pieces for lots up to15tons inclusive,and6pieces for lots over15tons[15Mg].5.4.2When the steel is subject to tension test requirements,samples for product analysis may be taken either by drillingTABLE1Tolerances for Product Analysis AElement Limit,or Maximum ofSpecifiedElement,%TolerancesUnder MinimumLimitOver MaximumLimitCarbon to0.15,incl0.020.03over0.15to0.40,incl0.030.04over0.40to0.80,incl0.030.05over0.800.030.06Manganese to0.60,incl0.030.03over0.60to1.15,incl0.040.04over1.15to1.65,incl0.050.05Phosphorus...0.01Sulfur...0.01Silicon to0.30,incl0.020.03over0.30to0.60,incl0.050.05Copper0.02...A See6.3.1.entirely through the used tension test specimens themselves or in accordance with5.4.3.5.4.3When the steel is not subject to tension test require-ments,the samples for analysis must be taken by milling or drilling entirely through the strip in a sufficient number of places so that the samples are representative of the entire strip. The sampling may be facilitated by folding the strip both ways, so that several samples may be taken at one drilling.Steel subjected to certain heating operations by the purchaser may not give chemical analysis results that properly represent its original composition.Therefore,users must analyze chips taken from the steel in the condition in which it is received from the steel manufacturer.5.5Specimen Preparation—Drillings or chips must be taken without the application of water,oil,or other lubricant, and must be free of scale,grease,dirt,or other foreign substances.They must not be overheated during cutting to the extent of causing decarburization.Chips must be well mixed, and those too coarse to pass a No.10(2.00-mm)sieve or too fine to remain on a No.30(600-µm)sieve are not suitable for proper analysis.Sieve size numbers are in accordance with Specification E11.5.6Test Methods—In case a referee analysis is required and agreed upon to resolve a dispute concerning the results of a chemical analysis,the procedure for performing the referee analysis must be in accordance with the latest issue of Test Methods,Practices,and Terminology A751,unless otherwise agreed upon between the manufacturer and the purchaser.6.Mechanical Properties6.1The mechanical property requirements,number of specimens,test locations,and specimen orientation shall be in accordance with the applicable product specification.6.2Unless otherwise specified in the applicable product specification,test specimens must be prepared in accordance with Test Methods and Definitions A370.6.3Mechanical tests shall be conducted in accordance with Test Methods and Definitions A370.6.4Bend tests,where required,shall be conducted in compliance with Test Methods E290.6.5To determine conformance with the product specifica-tion,a calculated value should be rounded to the nearest1ksi [7MPa]tensile strength and yield point or yield strength,and to the nearest unit in the right hand place offigures used in expressing the limiting value for other values in accordance with the rounding off method given in Practice E29.6.6Structural steels are commonly fabricated by cold bend-ing.There are many interrelated factors that affect the ability of a given steel to cold form over a given radius under shop conditions.These factors include thickness,strength level, degree of restraint,relationship to rolling direction,chemistry, and microstructure.Each of the appropriate product specifica-tions lists in the appendix the suggested minimum inside radius for cold bending.These radii should be used as minima for90°bends.They presuppose“hard way”bending(bend axis parallel to rolling direction)and reasonably good shop forming practices.Where possible,the use of larger radii or“easy way”bends are recommended for improved performance.7.7Fabricators should be aware that cracks may initiate upon bending a sheared or burned edge.This is not considered to be a fault of the steel but is rather a function of the induced cold-work or heat-affected zone.7.Dimensions,Tolerances,and Allowances7.1Dimensions,tolerances,and allowances applicable to products covered by this specification are contained in Tables 2-9[Annex A1,Tables A1.1-A1.7].The appropriate tolerance tables shall be identified in each individual specification.8.Workmanship8.1Cut lengths shall have a workmanlike appearance and shall not have imperfections of a nature or degree for the product,the grade,and the quality ordered that will be detrimental to the fabrication of thefinished part.8.2Coils may contain some abnormal imperfections that render a portion of the coil unusable since the inspection of coils does not afford the producer the same opportunity to remove portions containing imperfections as in the case with cut lengths.9.Finish and Condition9.1Hot-rolled strip has a surface with an oxide or scale resulting from the hot-rolling operation.The oxide or scale can be removed by pickling or blast cleaning when required for press-work operations or welding.Hot-rolled and hot-rolled descaled strip are not generally used for exposed parts where surface is of prime importance.However,hot-rolled surface might be of importance,as in the case of weathering steels for exposed parts.9.1.1Hot-rolled strip can be supplied with mill edges, square edges,or cut(slit)edges as specified.9.1.1.1Mill edges are the natural edges resulting from the hot-rolling operation and are generally round and smooth without any definite contour.9.1.1.2Square edges are the edges resulting from rolling through vertical edging rolls during the hot-rolling operations. These edges are square and smooth,with the corners slightly rounded.9.1.1.3Cut(slit)edges are the normal edges that result from the shearing,slitting,or trimming of mill edges.9.1.2The ends of plain hot-rolled mill-edge coils are irregular in shape and are referred to as uncropped ends.Where such ends are not acceptable,the purchaser’s order should so specify.Processed coils such as pickled or blast cleaned are supplied with square-cut ends.9.2Oiling:TABLE2Index of Tables for Dimensions,Tolerances,andAllowancesDimensions Table No.Inch-Pound UnitsSI UnitsCamber tolerances8A1.6Crown tolerances5A1.3Flatness tolerances9A1.7Length tolerances7A1.5 Thickness tolerances3,4A1.1,A1.2 Width tolerances6A1.49.2.1Plain hot-rolled strip is customarily furnished notoiled.Oiling must be specified when required9.2.2Hot-rolled pickled or descaled strip is customarily furnished oiled.If the product is not to be oiled,it must be so specified since the cleaned surface is prone to rusting.10.General Requirements for Delivery10.1Products covered by this specification are produced to inch-pound or metric decimal thickness only.10.2Steel may be produced as ingot-cast or strand-cast. When different grades of strand-cast steel are sequentially cast, identification and separation of the transition material is required.11.Retests11.1If any test specimen shows defective machining or developsflaws,it must be discarded and another specimen substituted.11.2If the percentage of elongation of any tension test specimen is less than that specified and any part of the fracture is more than3⁄4in.[20mm]from the center of the gage length of a2-in.[50mm]specimen or is outside the middle half of the gage length of an8-in.[200mm]specimen,as indicated by scribe scratches marked on the specimen before testing,a retest is allowed.11.3If a bend specimen fails,due to conditions of bending more severe than required by the specification,a retest is permitted either on a duplicate specimen or on a remaining portion of the failed specimen.12.Inspection12.1When the purchaser’s order stipulates that inspection and test(except product analyses)for acceptance on the steel be made prior to shipment from the mill,the manufacturer shall afford the purchaser’s inspector all reasonable facilities toTABLE3Thickness Tolerances of Hot-Rolled Strip A(Carbon and High-Strength,Low-Alloy Steel)Ordered to Nominal Thickness(Coils and Cut Lengths,Including Pickled)N OTE1—Micrometres used for measurement of thickness shall be constructed with eitherflat anvils having a minimum diameter of0.188in.or rounded anvils having a minimum radius of curvature of0.100in.Micrometres with pointed anvils are not suitable for thickness measurement.Specified Width,in.Thickness Tolerance,Over and Under,in.,for Specified Nominal Thickness,in.Over Through Through0.057Over0.057to0.118,inclOver0.118to0.187,inclOver0.187to0.203,inclOver0.203to0.230,excl...3½0.0030.0040.0050.006...3½60.0030.0050.0050.006...6120.0040.0050.0050.0060.006A Measurements for the above table are taken"in.from the edge of a strip on1in.or wider;and at any place on the strip when narrower than1in.The given tolerances do not include crown and therefore the tolerances for crown as shown in Table5are in addition to tolerances in Table3.TABLE4Thickness Tolerances of Hot-Rolled Strip A(Carbon and High-Strength,Low-Alloy Steel)Ordered to Minimum Thickness(Coils and Cut Lengths,Including Pickling)N OTE1—Micrometres used for measurement of thickness shall be constructed with eitherflat anvils having a minimum diameter of0.188in.or rounded anvils having a minimum radius of curvature of0.100in.Micrometres with pointed anvils are not suitable for thickness measurement.Specified Width,in.Thickness Tolerance,Over Only,for Specified Minimum Thickness,in.Over Through Through0.057Over0.057to0.118,inclOver0.118to0.187,inclOver0.187to0.203,inclOver0.203to0.230,excl...31⁄20.0060.0080.0100.012...31⁄260.0060.0100.0100.012...6120.0080.0100.0100.0120.012A Measurements for the above table are taken"in.from the edge of a strip on1in.or wider;and at any place on the strip when narrower than1in.The given tolerances do not include crown and therefore the tolerances for crown as shown in Table5are in addition to tolerances in Table4Table4.TABLE5Crown Tolerances of Hot-Rolled Strip(Carbon andHigh-Strength,Low-Alloy Steel)(Coils and Cut Lengths,Including Pickled)Strip may be thicker at the center than at a point3⁄8in.from theedge by the following amounts:Specified Width,in.Crown Tolerance,Over Only,for SpecifiedMinimum Thickness,in.Over Through Through0.118Over0.118to0.187,inclOver0.187to0.230,excl...31⁄20.0020.0020.001 31⁄260.0030.0020.002 6120.0040.0030.003TABLE6Width Tolerances of Hot-Rolled Strip(Carbon andHigh-Strength,Low-Alloy Steel)(Coils and Cut Lengths,Including Pickled) Specified Width,in.Width Tolerance,Over andUnder,in.Over ThroughMill Edgeand SquareEdge StripCut EdgeThrough0.109in.Over 0.109in. Through 0.230excl...21⁄320.0080.016 253⁄640.0080.016 5101⁄160.0100.016 10123⁄320.0160.016satisfy him that the steel is being produced and furnished in accordance with the specifil inspection by the purchaser shall not interfere unnecessarily with the manufac-turer’s operation.13.Rejection and Rehearing13.1Unless otherwise specified,any rejection shall be reported to the manufacturer within a reasonable time after receipt of material by the purchaser.13.2Material that is reported to be defective subsequent to the acceptance at the purchaser’s works shall be set aside,adequately protected,and correctly identified.The manufac-turer shall be notified as soon as possible so that an investiga-tion may be initiated.13.3Samples that are representative of the rejected material shall be made available to the manufacturer.In the event that the manufacturer is dissatisfied with the rejection,he may request a rehearing.14.Test Reports and Certification14.1When test reports are required by the purchase order or the material specification,the supplier shall report the results of all tests required by the material specification and the order.14.2When certification is required by the purchase order,the supplier shall furnish a certification that the material has been manufactured and tested in accordance with the require-ments of the material specification.14.3A signature is not required on test reports or certifica-tions.However,the document shall clearly identify the orga-nization submitting the document.Notwithstanding the ab-sence of a signature,the organization submitting the document is responsible for the content of the document.14.4When test reports are required,copies of the original material manufacturer’s test report shall be included with any subsequent test report.14.5A material test report,certificate of inspection,or similar document printed from or used in electronic form from an electronic data interchange (EDI)transmission shall be regarded as having the same validity as a counterpart printed in the certifier’s facility.The content of the EDI transmitted document must meet the requirements of the invoked ASTM standard(s)and conform to any existing EDI agreement be-tween the purchaser and the supplier.Notwithstanding the absence of a signature,the organization submitting the EDI transmission is responsible for the content of the report.N OTE 2—The industry definition as invoked here is:EDI is the computer to computer exchange of business information in an agreed upon standard format such as ANSI ASC X12.15.Marking15.1As a minimum requirement,the material shall be identified by having the manufacturer’s name,ASTM designa-tion,weight,purchaser’s order number,and material identifi-cation legibly stenciled on top of each lift or shown on a tag attached to each coil or shipping unit.15.2When specified in the contract or order,and for direct procurement by or direct shipment to the government,marking for shipment,in addition to requirements specified in the contract or order,shall be in accordance with MIL-STD-129for military agencies and in accordance with Fed.Std.No.123for civil agencies.15.3For Government procurement by the Defense Supply Agency,strip material shall be continuously marked for iden-tification in accordance with Fed.Std.No.183.15.4Bar coding is acceptable as a supplementary identifi-cation method.Bar coding should be consistent with the Automotive Industry Action Group (AIAG)standard prepared by the primary metals subcommittee of the AIAG bar code project team.TABLE 7Length Tolerances of Hot-Rolled Strip (Carbon and High-Strength Alloy)(Cut Lengths,Including Pickled)Specified Widths,in.Length Tolerances over Specified Length,ft for Widths Given,in.No Tolerance UnderTo 5ft,inclOver 5to 10ft,inclOver 10to 20ft,inclOver 20to 30ft,inclOver 30to 40ft,inclOver 40ft,inclTo 3,incl1⁄4"1⁄23⁄4111⁄2Over 3to 6,incl 3⁄81⁄25⁄83⁄4111⁄2Over 6to 12,incl1⁄23⁄4111⁄411⁄213⁄4TABLE 8Camber Tolerances A of Hot-Rolled Strip(Carbon and High-Strength Low-Alloy)(Coils and Cut Lengths,Including Pickled,Applicable to MillEdge,Square Edge,and Slit or Cut Edge)N OTE 1—Camber is the deviation of a side edge from a straight line.The standard for measuring this deviation is based on any 8-ft length.B It is obtained by placing an 8-ft straightedge on the concave side and measuring the maximum distance between the strip edge and the straight-edge.For strip wider than 11⁄2in.—1⁄4in.in any 8ft.For strip 11⁄2in.and narrower—1⁄2in.in any 8ft.AWhen the camber tolerances shown in the above table are not suitable for a particular purpose,hot-rolled strip is sometimes machine straightened.BFor strip less than 8ft tolerances are to be established in each instance.A formula for calculating camber is as follows:L 23C 1645C 2in L where:C 1=Camber in 8ft andC 2=Camber in any given length L .TABLE9Flatness Tolerances of Hot-Rolled Strip(Carbon and High-Strength Low-Alloy)It has not been practicable to formulate flatness tolerances for hot-rolled carbon strip steel because of the wide range of widths and thicknesses,and variety of chemical compositions,mechanical properties and types,produced in coils and cut lengths.16.Packaging16.1Unless otherwise specified,the strip shall be packaged and loaded in accordance with Practices A 700.16.2When specified in the contract or order,and for direct procurement by or direct shipment to the government,when Level A is specified,preservation,packaging,and packing shall be in accordance with the Level A requirements of MIL-STD-163.16.3When coils are ordered it is customary to specify a minimum or range of inside diameter,maximum outside diameter,and a maximum coil weight,if required.The ability of manufacturers to meet the maximum coil weights depends upon individual mill equipment.When required,minimum coil weights are subject to negotiation.17.Keywords17.1carbon;steel;stripANNEX(Mandatory Information)A1.PERMISSIBLE V ARIATIONS IN DIMENSIONS AND MASS IN SI UNITSA1.1Listed in Tables A1.1-A1.7are permissible varia-tions in dimensions and mass expressed in the InternationalSystem of Units (SI)terminology.TABLE A1.1Thickness Tolerances of Hot-Rolled Strip A (Carbon and High-Strength,Low-Alloy Steel)Ordered to Nominal Thickness(Coils and Cut Lengths,Including Pickled)N OTE 1—Micrometres used for measurement of thickness shall be constructed with either flat anvils having a minimum diameter of 4.80mm or rounded anvils having a minimum radius of curvature of 2.55mm.Micrometres with pointed anvils are not suitable for thickness measurement.Specified Width,mm Thickness Tolerance,Over and Under,mm,for Specified Nominal Thickness,mmOver Through Through 1.5Over 1.5to 3.0,inclOver 3.0to 4.5,inclOver 4.5to 5.0,inclOver 5.0to 6.0,excl...1000.080.100.130.15...1002000.080.130.130.15 (200)3000.100.130.130.150.15AMeasurements for the above table are taken 10mm from the edge of a strip on 25mm orwider;and at any place on the strip when narrower than 25mm.The given tolerances do not include crown and therefore the tolerances for crown as shown in Table A1.3are in addition to tolerances in Table A1.1.TABLE A1.2Thickness Tolerances of Hot-Rolled Strip A(Carbon and High-Strength,Low-Alloy Steel)Orderedto Minimum Thickness(Coils and Cut Lengths,Including Pickling)N OTE1—Micrometres used for measurement of thickness shall be constructed with eitherflat anvils having a minimum diameter of4.80mm or rounded anvils having a minimum radius of curvature of2.55mm.Micrometres with pointed anvils are not suitable for thickness measurement.Specified Width,mm Thickness Tolerance,Over Only,for Specified Minimum Thickness,mmOver Through Through1.5Over1.5to3.0,inclOver3.0to4.5,inclOver4.5to5.0,inclOver5.0to6.0,excl...1000.150.200.250.30...1002000.150.250.250.30...2003000.200.250.250.300.30A Measurements for the above table are taken10mm from the edge of a strip on25mm or wider;and at any place on the strip when narrower than25mm.The given tolerances do not include crown and therefore the tolerances for crown as shown in Table A1.3are in addition to tolerances in Table A1.2.TABLE A1.3Crown Tolerances of Hot-Rolled Strip(Carbon andHigh-Strength,Low-Alloy Steel)(Coils and Cut Lengths,Including Pickled)Specified Width,mm Crown Tolerance,Over Only,for Specified Minimum Thickness,mmOver Through Through3.0Over3.0to4.5,inclOver4.5to6.0,inclOver6.0to9.5,incl...1000.050.050.03...1002000.100.080.05...2003000.100.080.080.05 TABLE A1.4Width Tolerances of Hot-Rolled Strip(Carbon andHigh-Strength,Low-Alloy Steel)(Coils and Cut Lengths,Including Pickled)Specified Width,mm Width Tolerance,Over and Under,mmOver ThroughMill Edge andSquare Edge StripCut EdgeThrough2.5mm Over2.5mm...500.80.20.450100 1.20.20.4100200 1.60.30.4200300 2.40.40.4TABLE A1.5Length Tolerances of Hot-Rolled Strip(Carbon and High-Strength,Low-Alloy Steel)(Cut Lengths,Including Pickled)Specified Widths,mm Length Tolerances Over Specified Length,for Widths Given,No Tolerance Under,mmOver Through Through1500Over1500to3000,inclOver3000to6000,inclOver6000to9000,inclOver9000to12000,inclOver12000 (100101015202540)100200101515202540 200300152025304045。
迪卡侬租赁项目物业条件

销售区人员密度按1人/6m2计算,新风量要求为25m3/h.人 Office density calculate 1 person every 6m2, fresh air 25m3/h
其它区域新风量要求为该区域总送风量的10% Fresh air calculate 10% of total supply air volume 空调系统运行时离地2m处,噪音不得大于50dBA noise value less than 50dBA, 2m from ground 2.IT机房 IT serv4度之间。迪卡侬安装,业主指定室外机及排水位置 Provide 2 nos 1.5P split type air conditioner; one in use one standby; temperature control 22~24℃, Decathlon install outside unit & drainage to place specified by landlord 其室外机位置离机房的距离不要超过14m。 Distance between server room and outside unit should be not longer than 14m.
Technical Requirements
Construction Department
一、租赁项目 Leasing project
迪卡侬技术标准---租赁项目
一、建筑物基本概念: Basic architecture knowledge:
• • • • • • • 层高:上下两层楼面结构标高之间的垂直距离。 Floor height: distance between floor slabs from two adjacent storeys 柱距:在框架结构中,两柱子中心之间的距离。 Column span: distance between two neighbor main columns 建筑面积:建筑物长度、宽度的外包尺寸的乘积再乘以层数。 Built area: length X width X storey of building 楼板承重:楼板每平方米能够承受的重量。 Floor load: the bearing weight of floor slab per square meter
106_Q LNG 8001-2012A《鞋、服装及配件安全技术要求》(中英)介绍
前言 Foreword
本标准的附录A为规范性附录 Appendix A is normative reference. 本标准代替Q/LNF 8001-2012,与原标准相比主要变化如下: The present standard replaced Q/LNF 8001-2012. Compared with the old standard, the new standard has the following main differences: ——增加了EPA 3050B 沉积物、污泥和土壤的酸消解法 Added EPA 3050B Acid digestion of sediments, sludges and soils. ——增加了EPA 8020A 气相色谱法测定多氯联苯 Added 8020A Aromatic volatile organics by gas chromatography. ——增加了ZEK 01.4-08 多环芳香烃(PAH)的测试和确认 Added ZEK 01.4-08 Testing and validation of polycyclic aromatic hydrocarbons (PAH). ——增加了EN ISO 17353 水质-选定的有机锡化合物的测定-气相色谱法 Added EN ISO 17353 Water quality - Determination of selected organotin compounds — Gas chromatographic method. ——增加了GB/T 22866 皮革五金配件 镍释放量的测量 Added GB/T 22866 Leather hardware accessory - Determination of release of nickel. ——修改了4.2材料检测项目的要求,按鞋、服装及配件的材料分别重新规定了检测项目的要求; Modified the requirement of 4.2 mateial test items, based on the materials of footwear, clothes and accessories, specified seperately the requirement of test items. ——删除了致癌染料的考核要求; Deleted requirement on carcinogenic dyestuffs. ——删除了GB/T 20382 纺织品 致癌染料的测定。 ——Deleted GB/T 20382 Textiles - Determination of carcinogenic dyestuffs. ——删除了GB/T 20385 纺织品 有机锡化合物的测定 Deleted GB/T 20385 Textiles - Determination of organotins. ——删除了本标准从实施起有一年的过渡期, 在过渡期中允许在产品中部分检测项目指标达不到要 求,一年后所有供应商的产品均须符合该标准要求。 Deleted the following clause - the standard has one year’s transitional period which permits non-compliance to certain testing items during the transitional period. All the products from suppliers shoud meet the requirement in the standard after one year’s transitional period. 本标准由李宁(中国)体育用品有限公司提出。 The standard was put forward by Li Ning (China) Sports Goods Co. Ltd. 本标准由李宁公司标准化技术委员会归口。 The standard was under the jurisdiction of Li Ning company Standardization Technical Committee. 本标准由李宁公司标准化技术委员会负责解释。 Li Ning Company Standardization Technical Committee keeps the rights for explanation.
2011土建题(工程师)

土建题及答案1.何为复合桩基?由基桩和承台下地基土共同承担荷载的桩基础。
2.什么叫流水施工?流水施工是将拟建工程项目全部建造过程,在工艺上分解为若干个施工过程,在平面上划分为若干施工段,在竖向上划分为若干个施工层,然后按照施工过程组建专业工作组,专业工作组按规定的施工顺序投入施工,完成第一施工段上的施工过程后,专业工作人数,使用材料和机具不变,依次地、连续地投入到第二、第三……施工段,完成相应的施工过程;并使相邻两个专业工作组在开工时间最大限度地合理搭接起来。
3.双代号网络图绘制的基本规则是什么?1)必须正确地表达各项工作之间的网络逻辑关系。
2)在同一网络图中,只允许有一个起点节点。
3)在同一网络图中,在不分期完成任务的网络图中,应只有一个终点节点。
4)在双代号网络图中不允许出现闭合回路。
5)在双代号网络图中不允许出现重复编号的工作。
4.网络计划的检查必须包括那些内容?(JGJ/T121-99)1)关键工作进度;2)非关键工作进度及尚可利用的时差;3)实际进度对各项工作之间逻辑关系的影响;4)费用资料分析。
5.安全控制的目标是什么?目标:减少和消除生产过程中的事故,保证人员健康安全和财产免受损失。
具体包括:1)减少或消除人的不安全行为的目标;2)减少或消除设备材料的不安全状态的目标;3)改善生产环境和保护自然环境的目标;4)安全管理的目标。
6.高层建筑的概念?10层及10层以上或房屋高度大于28m的建筑物。
(高层建筑结构技术规程JGJ3-2002)10层及10层以上的高层住宅,建筑高度大于24m的其他民用建筑。
(民用建筑设计通则GB50352-2005)7.建筑地面垫层的缩缝和伸缝的概念。
防止水泥混凝土垫层在气温降低时产生不规则裂缝而设置的缝为缩缝。
防止水泥混凝土垫层在气温升高时在缩缝边缘产生挤碎或拱起而设置的缝为伸缝。
8.建筑施工安全检查的主要内容有哪些?安全思想、安全责任、安全制度、安全措施、安全防护、设备设施、教育培训、操作行为、劳动保护用品使用、伤亡事故处理。
景观技术标准(龙德广场)7

龙德广场室外地面改造工程技术标准第五章:技术标准一、技术依据《北京市园林绿化工程施工及验收规范》(DB11T212-2009)《北京市城市园林绿化养护管理标准》(DB11/T213-2003)《建筑工程施工质量验收统一标准》(GB50300-2001)本工程的室外道路、地面铺装、电气安装、采暖给排水、环境附属构筑物等的施工标准等均应符合国家、省、市现行相关的法律、法规、规范、条例及工业标准。
二、工期及质量要求1、工期要求:结合商场营业,分段组织施工2、质量要求:合格。
三、广场地面改造施工的主要内容在本项目中,改造施工主要涵盖(但不限于)以下项目:1、进场时对场地标高、地下管线、施工内容、现场管理等情况进行交接;2、广场地面改造部分:1)龙德广场北侧、东侧原有石材面层拆除(石材需回收),原有基层拆除及处理,从新铺装50厚的花岗岩火烧板(新采购)。
2)西侧、南侧石材面层拆除(石材需回收),基层处理,重新铺贴花岗岩火烧板(采用回收的火烧板)。
3)将现有pvc井盖全部更换为铸铁井盖。
4)广场南侧塌陷的沥青地面新铺设,东广场塌陷的沥青地面修复。
5)东、西侧部分停车位渗水砖进行拆除(需回收),地基处理,重新铺设渗水砖。
6)地表水的引流,排水沟、雨水口的修复;石材沟盖板的更换及安装。
7)西侧主入口部位管沟顶部的修复。
8)车行道的划线、指示牌、隔离墩等交通内容的施工。
9)对原有地下管线进行检修,对损坏的雨污水管进行更换,以及更换后的封修。
龙德广场室外地面改造工程技术标准10)对隔油池、污水井等进行检修,对损坏的重新砌筑。
3、东侧下沉广场改造:1)水系部分的花坛、石材进行拆除,基层处理,防水,石材铺贴(新采购),种植箱采购及安装,种植土采购。
2)下沉广场部分,水沟及两侧石材的拆除,地基处理,防水,排水沟施工,石材铺贴,排水沟盖板的采购。
3)下沉广场台阶部分的修复。
4、景观图纸中设计的其他施工内容。
四、施工管理要求1、本工程施工过程需要兼顾商场运营,要求投标人充分考虑人员和材料的合理安排,做好工序交接、成品保护、环保降尘等工作,同时做好确保商场正常运营,保证行人安全,不影响正常营业的措施。
迪卡侬标准店技术规范要求(pilotis)

铝塑板为预定加工材料,在供应商货抵现场前已完成剪裁切割,现场以铝合金龙骨 为骨架,用 4 分金属膨胀螺栓将龙骨固定于外墙面。铝塑板加工时预留一体锁扣, 将铝塑板以锁扣固定于龙骨之上,用 4MM 螺母加固,铝塑板互相之间锁紧连结,并 以黑色硅胶嵌封均匀。
-桩基施工完毕后应进行桩基检测,并取得相应的检测合格的报告后方能进入后续施 工。
1.2 基础承台、基础梁 基础开挖后应由设计院、勘测单位对整个基坑进行验槽,确保土质情况与勘测报告
及设计计算依据相符。承台施工应保证施工质量满足设计及国家规范要求。 1.3 土方工程
现场的土方开挖运输过程中,必须有专人指挥和协调安排,确保施工过程中的人员与 设备安全。土方运输过程中,在出入口处设置洗车池,并配备专人打扫,确保现场的 整洁。
1.1 工程开工前应取得的证件有:土地证、建设用地规划许可证、建设工程规划许 可证、施工许可证。
1.2 现场应保证“三通一平”,水通、电通、路通,场地平整。 1.3 现场若设置食堂,必须取得食品卫生许可证,食堂工作人员必须有健康证。
A1 基础工程
基础工程一般由桩基、独立基础承台和基础梁组成。
1.1 桩基 对于需要打桩的工程(一般情况下为预制管桩) -管桩到场时,应有相应的质保资料,并确保桩的完好性。 -打桩时应确保桩顶标高的控制,满足设计及相应的规范要求。 -接桩的质量应满足设计及国家规范要求
卖场地坪/停车场地坪(普通耐磨) 8-10cm 厚 BASF 耐磨地坪,现浇商品混凝土标号为 C30,现场塌落度在 160- 180mm 之间,按设计标高设置模板(钢模板或槽钢),用水准仪随时检测模板标高。 混凝土所用碎石最大粒径≤30mm,水灰比和坍落度应尽可能小。第一次撒布耐磨粉: 撒播量是全部用量的 2/3,拌合物应均匀落下,撒布后即以木抹子抹平。耐磨材料吸收 一定的水份后,再用墁刀机碾磨分散并与基层混凝土浆结合在一起。第二次撒布:先 用靠尺或平直刮杆衡量水平度,并调整第一次撒布不平处,第二次撒布方向应与第一 次垂直。第二次撒布量为全部用量的 1/3,撒布后立即抹平,墁光,并重复墁光机作业 至少两次。墁光机作业时应纵横向交错进行,均匀有序,防止材料聚集。边角处用木 抹子处理,墁光机进行时应纵横交错 3 次以上。耐磨地坪的平整度要求为 2m 见方最 大偏差 3-5mm,同标高极高点与极低点的最大偏差不大于 20mm。尽量避免龟裂、脱 皮或起砂现象。耐磨地坪施工 5-6 小时后喷洒养护剂养护,用量为 0.2 升/m2。或面覆 塑料薄膜防止引起开裂。耐磨地坪面层施工完成 24 小时后拆模,完工 12~24h 后做切 割缝,切割深度应至少为 3cm,填缝材料采用地坪胶,分仓面积不大于 36m2。附件 为混凝土工程施工质量验收规范。
迪卡侬基础合作标准条件)

迪卡侬商场物业基本要求Basic Requirements of DECATHLON Store建筑部分 Architectural Part面积Area:标准店:销售面积约3000-4000平方米,建筑面积约4000-5000平方米。
形状Shape:根据销售货架布置需要,卖场的形状大多为矩形,卖场的净深约为45米至75米,卖场的面宽约为45米至115米。
层高 Floor Height:标准层高为6米,设备层下净高不小于4米,裸顶。
承重 Loading Capacity:销售区域承重要求600公斤/平方米,货物中转区承重要求800公斤/平方米。
柱网 Column Spacing:柱网不小于8.5米x 8.5米。
运动场 Play Ground:要求在户外提供一处不小于300平方米的户外运动场地设置区域,统一并协助迪卡侬建设对外免费开放的小型运动场及体育锻炼设施。
停车场 Parking Place:要求为迪卡侬提供专用停车位至少200个,商场面积与停车位数量比率不大于20。
外立面 Facade:提供符合迪卡侬VI的外立面形象一处,要求位于迪卡侬独立入口正上方,包含店招1个及宣传画2幅,面积尺寸约为30*8米。
出入口Entrance & Exit:迪卡侬商场拥有自己独立的对外出入口,宽度不小于16米,不再另行设置其他出入口。
给排水部分 Water supply & Drainage Part用水量30吨/天,为迪卡侬安装独立计量的水表,最低水压要求符合中国及当地规范要求。
进户前由业主安装水表。
暖通部分 HVAC租赁项目,由业主方负责完成主机、风管、新风、排风等全部暖通设备的安装。
空调AC:1.夏季办公区:24~26℃,相对湿度不大于65%。
2.夏季销售区等其它区域:26~28℃,相对湿度不大于70%。
3.冬季所有区域:18~20℃,相对湿度不小于30%。
4.办公区人员密度按1人/5m2计算,新风量要求为30m3/h.人。
迪卡侬质量验厂文件

yes
yes
yes
yes
了最终检验的其它工具)
制定所有需校验的测量工具的清单,其中标明量具的标号,校验 的频率, 由谁校验(內校或外校),量程和精度
yes
检验/测量的工具应以可目视的方式标识: 每一的量具有各別的标 识,並且至少有下一次的校验日期 检验/测量工具都应经过校验并在有效期内使用(每个量具的校验 证书都可出示) 如果逾期未校验,要实施纠正措施(对于那些用逾期未校的量具 检测的产品要采取纠正措施) 经校验的量具的合格状态(合格或不合格)和精度、精度应符合 用途的要求(量具符合使用场合的要求) 如为内校: 用于内校的标准量具应经过合格的外部机构校验。 负责内校的人员掌握校验的方法。 应制定校验计划(含校验频率) NON CONFORM(不合格控制) Non conform during final inspection (最终检验的不合格品控制)
yes
yes yes
yes yes yes yes no yes
yes
yes yes
yes
yes yes
yes
检验记录应至少保存6个月(除非迪卡侬另有规定) 对检验员有明确的培训程序,规定了如何培训、评估、认可检验 员,并管控在其有资格期间内工作的一致性。 培训是可提供的,并经常更新。 上述程序应被遵行。 对于已培训的人员,应有一清单列明:培训日期、培训讲师、所 培训的检验项目。 实际的操作也遵守这个清单。 Incoming control (incoming laboratory tests are included) (来料
no
yes yes yes yes yes
包括实验室的成品测试)
检验方法需有书面程序规定,包含:检验什么,如何检验,检验 频率,以及如有不合格时,要马上采取的措施。
迪卡侬东侧河道整治工程施工组织设计

目录第1章工程概况 (2)1.1编制依据 (2)1.2整治内容 (2)第2章工期 (3)2.1、施工总进度安排 (3)2.2、工期保证措施 (3)第3章工程质量 (7)3.1、质量等级 (7)3.2、工程质量保证体系及措施 (7)第4章施工技术方案 (16)4.1施工总平面布臵 (16)4.2、施工网络 (17)4.3、施工期渡汛及排水措施 (19)4.4、主要施工方法 (19)4.4.1、围堰 (19)4.4.2、河道清淤 (20)4.4.3、松木桩插设 (20)4.4.4、干砌护脚平台 (21)4.4.5、C25砼基础 (22)4.4.6、挡墙砌筑 (24)4.4.7、C25砼压顶 (25)4.6、与业主配合 (26)4.7、人力、物力、设备计划 (27)4.8、安全、文明生产 (27)第5章项目管理人员配备 (32)第1章工程概况1.1编制依据1、参考现行相关技术规范,工程建设标准强制性条文,宁波市工程建设管理部门颁发的有关质量、安全文明施工的规定及文件。
2、依据施工现场详细踏勘情况和我单位类似工程的施工经验、技术力量和装备。
1.2整治内容迪卡侬东侧河道整治工程位于迪卡侬东侧,宁波技师学院西侧,整治范围全长约200米。
整治内容为:河道清淤、浆砌块石挡墙砌筑,工程暂不考虑栏杆扶手安装。
第2章工期2.1、施工总进度安排2.1.1根据我公司多年施工经验,本工程可于60日历天之内竣工。
2.1.2根据本工程的内容和施工条件,我们配备足够的施工机械设备,派遣有丰富施工经验的管理技术人员及操作人员,保证工程有步骤、有计划地进行。
2.1.3为了使本工程顺利完成,我单位在认真研究投入与产出、社会效益和经济效益比较优化的基础上,通过一定的技术手段和管理2.1.4进度安排要点迪卡侬东侧河道整治工程,全长约200米,宽约15米,我公司为优质快速完成本工程的建设任务,施工总进度安排考虑如下:2.1.4.1、尽早组织施工队伍与机械设备进场,进行施工前的准备工作及临建施工,为主体工程正式开工创造良好的基础。
凯悦酒店工程建议及最低标准DOC
凯悦国际酒店管理集团工程建议及最低标准目录一、常规工程设计方针 (1)二、基础调研 (3)三、机械系统 (4)四、电梯及自动扶梯系统 (25)五、电气系统 (44)六、灯光系统 (49)七、管道系统 (55)八、弱电系统 (66)九、视听系统 (93)十、楼宇自动化系统 (102)十一、通讯中心 (104)十二、火灾报警系统 (106)十三、客房技术 (110)十四、MATV和ITV电视系统 (114)十五、安保系统 (117)十六、服务进度计划表 (120)十七、工程竣工 (121)一、常规工程设计方针工程顾问指示说明* 工程建议和最低标准(ERMS)以及这里包含的表格都不能被视作规范说明或者限定工作范围的文件。
它们只是在设计文件的过程中帮助业主/发展商和其指定的顾问的。
工程建议和最低标准中列出的材料清单只是作为质量、质地和性能的导向。
* 顾问应小心地评估辅助设备清单上的数量,使适应当地的条件,并重新安排交货需时。
* 工程顾问有责任遵守所有适用的法规,当发现使用的法规和这些建议标准有任何的抵触时,应以及时的方式,书面通知凯悦国际技术服务部门。
事先声明,如果凯悦制定的工程建议和最低标准(ERMS)大于可使用的法规的时候,凯悦有权解释和决定可适用的标准。
* 凯悦国际技术服务部门建议,所有系统、组件、材料的供应和安装必须有类似要求的制造或安装工程方面至少有5年经验的队伍完成。
文件和设计图纸* 每位顾问有责任在项目期间内提交所有文件给凯悦检查和认可批准,除了结构和土木工程文件。
* 所有提交给凯悦的设计图应附有被传送的记录,并清晰表达以下相关信息:- 项目名称- 顾问公司的名称和地址- 原设计图的出图日期- 范围- 制图人- 检查/批准人- 内容- 图纸编号,指出图纸类型,比如:建筑,电力和所适用的修正编号- 为了便于对比以前图纸和文件的修改,需以图块或表格形式注明带有修改日期和描述的编号,- 注明推荐和坚持要求采纳建议的原因,以便评估和批准。
优衣库UNIQLO工程技术条件
甲方向乙方交付房产时必须具备下述技条件序号项目内容
一 建筑条件
甲方需确保乙方租赁区域内楼板防水完好,并无
1
天花
滴漏现象,屋顶必须在施工前做好保温和防水工 作;吊顶天花,吊筋拆除完毕。租赁区域内物业
的管线自行保护和拆除。
a.甲方负责拆除所有原有内部隔墙,砌筑租赁区 域分隔墙;
线);并在乙方工程竣工前10日完成接驳并达到
使用标准。(所有拉线费用由甲方承担)
a.甲方在乙方进场前,确保乙方租赁区符合消防
法规验收要求(烟感,喷淋,消火栓,消防排烟
等设施完好),并提供该工程项目的《建筑工程
消防验收意见书》;如甲方租赁给乙方的区域内
有防火、防烟分区变更等相关情况则由甲方负责
在乙方进场前施工完成,(包括因楼板开洞而相
上述各项中由由甲方负责完成的工程必须在乙方进场施工前完成。
二 机电条件
UNIQLO工程技术条件(合同附件)
甲方向乙方交付房产时必须具备下述技术条件
甲方需提供满足正常营运所需要的中央空调系统
和设备:包括新风,制冷,制热,并满足卖场的
温度要求(夏季24℃-26℃,冬季20℃-22℃),
并且制冷量达到250w/m2(不含新风的冷负荷);
50mm,并保证地面平整度符合国家规范要求;
甲方保证乙方租赁区域的楼板结构承重:设计活
荷载不小于350KG/M2;甲方需在乙方接场之前完
4
结构 成楼梯的结构开孔和开孔后的结构加固工作(具
体开洞位置由乙方提供,甲方确认),楼板开孔
后需增设消防卷帘门也由甲方完成;
备注
5
门窗
甲方如果需在乙方租赁区域安装必要的门,需要 得到乙方批准后甲方才可进行安装;
工程建设行业产品国家标准GB目录2012.03

工程建设行业产品国家标准GB 2012.03〖GB/T1955-2002〗建筑卷扬机Construction winch〖GB2260-88〗中华人民共和国行政区划代码Codes for the administrative divisions of the People's Republic of China〖GB/T6572.1-1997〗液压挖掘机术语Hydraulic excavators-Terminology〖GB/T7024-1997〗电梯、自动扶梯、自动人行道术语Terminology of lifts,cscalators,passenger conveyors〖GB/T7025.1-1997〗电梯主参数及轿厢、井道、机房的型式与尺寸第一部分:Ⅰ、Ⅱ、Ⅲ类电梯Lifts-Main specifications and the dimensions.arrangements for its cars,wells and machine rooms Part1:Lifts of classesⅠ、Ⅱ、Ⅲ〖GB/T7025.2-1997〗电梯主参数及轿厢、井道、机房的形式与尺寸第二部分:Ⅳ类电梯Lifts-Main specifications and the dimensions.arrangements for its cars,wells and machine rooms Part2:Lifts of classⅣ〖GB/T7025.3-1997〗电梯主参数及轿厢、井道、机房的形式与尺寸第三部分:Ⅴ类电梯Lifts-Main specifications and the dimensions.arrangements for its cars,wells and machine rooms Part3:Lifts of classⅤ〖GB/T7586-1996〗液压挖掘机试验方法Testing method of bydraulic excavators〖GB/T7920.3-1996〗施工升降机术语Builder's hoist-Terminology〖GB/T7928-2003〗地铁车辆通用技术条件Ceneral technical specification for metro vehicles〖GB7950-1999〗臂架型起重机起重力矩限制器通用技术条件Jib type cranes-Load moment limiters-General technical requirements〖GB/T8420-2000〗土方机械司机的身材尺寸与司机的最小活动空间Earth-moving machinery-Human physical dimensions of operators and minimum operator space envelope〖GB/T8478-2003〗铝合金门Aluminium doors〖GB/T8479-2003〗铝合金窗Aluminium windows〖GB/T8498-1999〗土方机械基本类型术语Earth-moving machinery-Basic types-Vocabulary〖GB/T8511.3-1995〗手扶式振动压路机Walk behind vibratory rollers〖GB/T8533-1998〗小型砌块成型机Small block machine〖GB8561-88〗专业技术职务代码Code of professional technical position〖GB/T8591-2000〗土方机械司机座椅标定点Earth-moving machinery-Seat index point〖GB/T8593.1-1998〗土方机械司机操纵和其他显示符号第一部分:通用符号Earth-moving machinery-Symbols for operator controls and other display-Part1:Common symbols〖GB/T8593.2-1998〗土方机械司机操纵和其他显示符号第二部分:机器、工作装置和附件的特殊符号Earth-moving machinery-Symbols for operator controls and other display-Part2:Specific symbols for machines,equipment and accessories〖GB/T9139.2-1996〗液压挖掘机技术条件Hydraulic excavators-Technical specifications〖GB/T9140-1996〗液压挖掘机结构与性能Hydraulic excavators-Construction and performance〖GB/T9142-2000〗混凝土搅拌机Concrete mixers〖GB/T9462-1999〗塔式起重机技术条件Specification for tower crane〖GB/T10411-2005〗城市轨道交通直流牵引供电系统〖GB/T12206-2006〗城镇燃气热值和相对密度测定方法Testing method to determine the calorific values of town gas〖GB/T12758-2004〗城市轨道交通信号系统通用技术条件Singal system for urban rail transit-General specifications〖GB/T13611-2006〗城镇燃气分类和基本特性Classification and essential property of city gas〖GB/T13612-2006〗人工煤气Manufactured gas〖GB14227-2006〗城市轨道交通车站站台声学要求和测量方法Acoustical requirement and measurement on station platform of urban rail transit〖GB/T14370-2000〗预应力筋用锚具、夹具和连接器Anchorage,grip and coupler for prestressing tendons〖GB14892-2006〗城市轨道交通列车噪声限值和测量方法Noise limit and measurement for train of urban rail transit〖GB/T14894-2005〗城市轨道交通车辆组装后的检查与试验规则Rules for inspecting and testing of urban rail transit vehicles after completion of construction〖GB/T14902-2003〗预拌混凝土Ready-mixed concrete〖GB15831-2006〗钢管脚手架扣件Steel tube scaffold couplers〖GB/T16275-1996〗地下铁道照明标准Standard for subway lighting〖GB/T16277-1996〗沥青混凝土摊铺机Asphalt paver〖GB/T16278-1996〗平地机可靠性试验方法Grader-The method of reliablity test〖GB16410-1996〗家用燃气灶具Domestic gas applinances〖GB/T16411-1996〗家用燃气用具的通用试验方法Universal test methods of gas burning appliances for domestic use〖GB16691-1996〗便携式丁烷气灶Portable butane cooker〖GB16692-1996〗便携灶用丁烷气瓶Butane cylinders for portable butane cooker〖GB16727-1997〗叠合板用预应力混凝土薄板Precast prestressed concrete panel for composite slab〖GB/T16730-1997〗建筑用门空气声隔声性能分级及其检测方法The graduation of air-borne sound insulating properties and test method for door〖GB/T16731-1997〗建筑吸声产品的吸声性能分级The gradation of sound absorption property for absorbent products〖GB/T16732-1997〗建筑采暖通风空调净化设备计量单位及符号Units and symbols of heating ventilation air conditioning and air cleaning equipment in building〖GB/T16803-1997〗采暖、通风、空调、净化设备术语Equipment of heating,ventilating,air conditioning and air cleaning terminology〖GB16899-1997〗自动扶梯和自动人行道的制造与安装安全规范Safety rules for the construction and installation of escalators and passenger conveyors〖GB16914-2003〗燃气燃烧器具安全技术条件General safety technique conditions of gas burning appliances〖GB/T17046-1997〗振动压路机零部件承受机械振动的评价Vibratory rollers Parts The evaluation to exposure mechanical vibration〖GB/T17047-1997〗混凝土制品机械术语Concrete products machinery-Terminology〖GB/T17299-1998〗土方机械最小入口尺寸Earth-moving machinery-Minimum access dimensions〖GB/T17300-1998〗土方机械通道装置Earth-moving machinery-Access systems〖GB/T17771-1999〗土方机械落物保护结构实验室试验和性能要求Earth-moving machinery-Falling-object protective structures-Laboratory tests and performance requirements〖GB/T17772-1999〗土方机械保护结构的实验室鉴定挠曲极限量的规定Earth-moving machinery-Laboratory evaluations of protective structures -Specifications for deflection-limiting volume〖GB/T17807-1999〗塔式起重机结构试验方法Test method for the tower crane structures〖GB/T17808-1999〗沥青混凝土搅拌设备Asphalt mixing plant〖GB17905-1999〗家用燃气燃烧器具安全管理规程Safety management rules of gas-burning appliances for domestic use〖GB/T17920-1999〗土方机械提升臂支承装置Earth-moving machinery-Lift-arm support devices〖GB/T17921-1999〗土方机械座椅安全带及其固定器Earth-moving machinery-Seat belts and seat belt anchorages〖GB/T17922-1999〗土方机械翻车保护结构试验室试验和性能要求Earth-moving machinery-Roll-over protective structures-Laboratory tests and performance requirements〖GB/T18112-2000〗房屋建筑CAD制图统一规则General rules of drawings in building engineering CAD〖GB/T18148-2000〗压实机械压实性能试验方法Testing method of the compaction performance of rollers and compactors〖GB/T18250-2000〗建筑幕墙平面内变形性能检测方法Test method for performance in plane deformation of curtain wall's〖GB/T18574-2001〗地铁客运服务标志The passenger service signs for subway〖GB/T18575-2001〗建筑幕墙抗震性能振动台试验方法Shaking table test method of earthquake resistant performance for building curtain wall〖GB/T18576-2001〗建筑施工机械与设备术语和定义Building construction machinery and equipment-Terms and definitions〖GB/T18577.1-2001〗土方机械尺寸的定义和符号第一部分:主机Earth-moving machinery-Definitions of dimensions and symbols-Part1:Base machine〖GB/T18577.2-2001〗土方机械尺寸的定义和符号第二部份:工作装置Earth-moving machinery-Definitions of dimensions and symbols-Part2:Equipment〖GB/T19095-2003〗城市生活垃圾分类标志The classification signs of municipal domestic waste〖GB/T19249-2003〗反渗透水处理设备Reverse osmosis water treatment equipment〖GB/T19772-2005〗城市污水再生利用地下水回灌水质〖GB/T19837-2005〗城市给排水紫外线消毒设备〖GB19913-2005〗铸铁采暖散热器Cast iron heating radiator〖GB/T19923-2005〗城市污水再生利用工业用水水质The reuse of urban recycling water-Water quality standard for industrial uses〖GB/T20299.1-2006〗建筑及居住区数字化技术应用第1部分:系统通用要求Digital technique application of building and residence community-Part 1:System general requirement〖GB/T20299.2-2006〗建筑及居住区数字化技术应用第2部分:检测验收Digital technique application of building and residence community-Part 2:Test and acceptance〖GB/T20299.3-2006〗建筑及居住区数字化技术应用第3部分:物业管理Digital technique application of building and residence community-Part 3:Property management〖GB/T20299.4-2006〗建筑及居住区数字化技术应用第4部分:控制网络通信协议应用要求Digital technique application of building and residence community-Part 4:Application requirements of control network communication protocol〖GB/T20907-2007〗城市轨道交通自动售检票系统技术条件Technical requirements for automatic fare collection system of urban rail transportation〖GB/T20908-2007〗城市轨道交通接触网检测车通用技术条件General specification for the contact line measuring car of urban rail transit〖GB/T20909-2007〗钢门窗Steel doors and windows〖GB20922-2007〗城市污水再生利用农田灌溉用水水质出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
Decathlo迪卡侬人权验厂评分标准及审核文件清单
Decathlo迪卡侬人权验厂评分标准及审核文件清单Decathlon迪卡侬人权审核结果:Decathlon验厂是每条标准分红灯、黄灯和绿灯,即使有红灯,也不一定就有最严厉的后果。
因为Decathlon验厂有一个总体的评分,总共100分,如果总分超过90分,Decathlon验厂费用由迪卡依承担,否则则由工厂自行承担。
一般情况下,工厂能得到85分就不错了。
1、如审核点中最差结果为“黑”,则结果等级为“Black”,即“ZERO TOLERANCE——不能容忍”;2、如审核点中最差结果为“红”,则结果等级为“Red”,即“UNACCEPTABLE——不能接受”;3、如审核点中最差结果为“黄”,则结果等级为“Yellow”,即“UNSUFFICIENT——存在不足”;4、如审核点中最差结果为“绿”,则结果等级为“Green”,即“ACCEPTABLE——可以接受”;同时,迪卡侬会按审核点等级及不符合项的程度给该点赋予不同的分值,最后由“实得分/应得分”求出最终分值(百分比),记为该次审核结果(Audit Result)。
Decathlon迪卡侬人权验厂资料清单:1、所有员工的工时记录、加班记录、工资表、计件记录、银行转账记录All employees’ time records, overtime records, payroll journals, piece raterecords, bank transfer records for2、全体员工的劳动合同All employees’ labor contracts3、全体员工的人事档案、入厂登记表、身份证复印件、请假记录、离职员工申请表及工资支付记录All employees’ pe rsonal files, factory entry registration forms, photocopies of identity cards, applications for leave, applications of employees having resigned and their wage payment records4、生产设备清单及特种设备的验收、检修记录, 各种特种设备年检记录或使用许可(如电梯、锅炉安全年检)、各种特种设备员工上岗证(如叉车驾照、电工证) Production equipment list, records for inspection and maintenance of special equipment, annual inspection records and use permits for all types of special equipment (such as annual elevator and boiler safety inspection records), permits for employees engaged in the use of special equipment (such as forklift operators’ licenses, electrician’s licenses)5、厂规、厂记和员工奖惩记录Facility regulations, rules and records of bonus, penalties for all employees6、社会保险缴费记录及相关批文(如适用)Social Insurance funds distribution records, and relevant waivers (if applicable)7、消防演习、消防培训记录和消防设施检查记录Fire drill, training records, and fire equipment inspection records8、生产订单或加工合同Production order or processing contract9、营业执照、国税和地税登记证、厨房卫生许可证, 厨工健康证、未成年员工体检记录及上岗登记证、竣工验收证明Business license, National Tax and Land Tax Registration, kitchen Sanitation Permit , kitchen workers’ Health Certificates, underage workers’ Health Certificates and Work Registration, Completion of Construction Proof of Inspection10、排污许可证, 有害(危险)废物排放许可证Sewage discharge permission, toxic (dangerous) waste discharge permission11、其他政府部门批准或许可证书(如综合计时制或其他种类之加班批文)Other approval or permission authorized by governmental departments (such as Comprehensive Working Hours System or other types of overtime waivers)12、其他认证证书(如ISO9000, ISO1400、SA8000等)Other certificates (such as ISO9000, ISO14000, SA8000, etc.)13、新进员工以及转换岗位员工之安全卫生培训及岗位培训记录、化学品人员培训New employee and position-based health and safety training records, records of special training for employees engaged in chemical use14、工伤事故记录、急救人员培训证书Occupational injury and accident log, certification of employee first aid training15、各个岗位风险及所应提供之个人保护用品之评估Risk/hazard assessment of each workstation and assessment of personal protective equipment (PPE) that should be provided for each production process16、车间湿度、温度记录, 车间噪音测试记录, 饮用水年度测试Work floor humidity and temperature monitoring records, work floor noise testing records, records of annual testing of drinking water quality17、工会相关文件记录(如适用)Documentation related to labor union at facility (if applicable)18、工厂平面图Plot plan of factory compound。
自动扶梯自动人行道设备进场分项工程质量管理
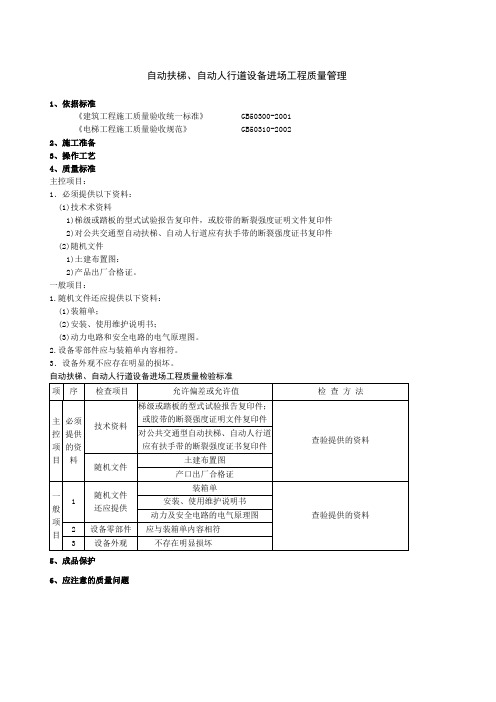
自动扶梯、自动人行道设备进场工程质量管理
1、依据标准
《建筑工程施工质量验收统一标准》 GB50300-2001
《电梯工程施工质量验收规范》 GB50310-2002
2、施工准备
3、操作工艺
4、质量标准
主控项目:
1.必须提供以下资料:
(1)技术术资料
1)梯级或踏板的型式试验报告复印件,或胶带的断裂强度证明文件复印件
2)对公共交通型自动扶梯、自动人行道应有扶手带的断裂强度证书复印件
(2)随机文件
1)土建布置图:
2)产品出厂合格证。
一般项目:
1.随机文件还应提供以下资料:
(1)装箱单;
(2)安装、使用维护说明书;
(3)动力电路和安全电路的电气原理图。
2.设备零部件应与装箱单内容相符。
3.设备外观不应存在明显的损坏。
自动扶梯、自动人行道设备进场工程质量检验标准
5、成品保护
6、应注意的质量问题。
技术和服务要求
技术和服务要求
一、项目内容及要求:
1〕透气型喷涂式塑胶跑道:总厚度不低于13mm。
底胶厚度不低于10mm,采纳粒径3-4mm塑胶跑道专用黑橡胶颗粒。
聚氨酯胶水含量应操纵在20%--25%之间。
面胶厚度3mm,采纳粒径0.5-1.5mm聚氨酯颗粒。
聚氨酯胶水含量应操纵在50%-55%左右;喷涂法施工;应有国家质量监督检验中心部门出具的检验合格报告。
塑胶验收标准:物理技术指标性能及外观要求执行GB/14833-2017标准;
外观标准:无裂痕或分层现象,面层与底胶粘和牢固、均匀;接缝平直、无明显凹凸现象;表面色泽均匀、耐久。
2〕人造草坪铺设:草高为40mm。
颜色:田园绿、柠檬绿,质量标准执行国际足联标准。
填充物质:优质圆砾石英砂及黑橡胶颗粒,渗水性≥50L/H/M2.每平方米填充石英砂25KG(天然粒径40-60目),橡胶颗粒每平方米填充1.5KG〔轮胎颗粒,粒径为16-22目〕。
3〕篮排球场塑胶:总厚度为6mm。
采纳粒径1-2mm塑胶跑道专用颗粒。
【二】质量技术要求:
1〕所有工程项目必须按招标文件要求完成,达到合格标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一总则
1.11.21.31.41.5
二
技术要求及交付界面和标准
迪卡侬项目店铺基本工程要求及交付界面和标准(“技术标准”)
出租方工程须通过当地相关政府部门的审批及验收, 如: 规划、 消防、 环卫、 防雷、交警等,并向承租方提供所有审批、验收通过文件。
本技术标准中的数据要求均为承租方的最低要求, 如出租方的设计低于此技术标准,则必须得到承租方事先的书面同意。
本技术标准由本文及附图所组成。
出租方的所有设计必须符合国家及地方的法律、法规和强制性的技术规范标准。
出租方设计须按照承租方提供的店铺平面图(见附图)进行,并满足承租方超市之营运功能需求。
五其他:
1、出租方在进行工程施工时,承租方可指派工程人员进驻现场,监造施工,参加工程例会,向出租方建议施工作法或整改意见,协助出租方做好该工程质量与进度。
2、设计图纸需经双方书面确认。
3、出租方需严格按照双方确认的设计图施工。
4、如双方确认的施工图有未尽事宜,则按常规需符合安全原则,并在承租方书面同意下方可施工。
5、出租方须保证有关工程设计、设备各项目总合至少与承租方开一次协调会,由出租方召开,承租方指定人员参加,双方授权代表签字以确保会议事项的严格执行。
6、出租方应协助承租方办理质监报审手续。