机械手编程指导新
压力机机械手编程实训报告

一、实训目的本次实训旨在使学生了解和掌握压力机机械手的基本结构、工作原理及编程方法,提高学生运用所学知识解决实际问题的能力。
通过实训,使学生能够熟练操作压力机机械手,并具备一定的编程能力。
二、实训内容1. 压力机机械手基本结构及工作原理(1)压力机机械手基本结构:压力机机械手主要由机械臂、驱动装置、控制系统、传感器等组成。
(2)压力机机械手工作原理:压力机机械手通过机械臂实现工件的抓取、搬运、放置等功能。
驱动装置为机械臂提供动力,控制系统负责控制机械臂的运动轨迹,传感器用于检测工件的位置和姿态。
2. 压力机机械手编程方法(1)编程软件:使用PLC编程软件进行压力机机械手的编程。
(2)编程步骤:①创建项目:在编程软件中创建一个新的项目,并设置项目名称、设备参数等。
②添加设备:将压力机机械手添加到项目中,设置设备参数,如机械臂关节数、关节角度范围等。
③创建程序:根据实际需求,创建一个新的程序。
④编写程序:使用编程语言编写程序,实现压力机机械手的运动控制。
⑤调试程序:将程序下载到压力机机械手,进行调试,确保程序运行正常。
三、实训过程1. 理论学习:了解压力机机械手的基本结构、工作原理及编程方法。
2. 实操练习:在老师的指导下,操作压力机机械手,熟悉其操作流程。
3. 编程实践:使用PLC编程软件进行压力机机械手的编程,完成以下任务:(1)编写一个简单的抓取、搬运、放置工件的程序。
(2)根据实际需求,编写一个复杂的应用程序,实现工件的自动搬运。
4. 调试与优化:将编写好的程序下载到压力机机械手,进行调试,确保程序运行正常。
根据调试结果,对程序进行优化。
四、实训结果通过本次实训,学生掌握了压力机机械手的基本结构、工作原理及编程方法,具备了一定的编程能力。
具体表现在以下方面:1. 熟悉压力机机械手的操作流程,能够熟练操作压力机机械手。
2. 能够使用PLC编程软件进行压力机机械手的编程,完成简单的抓取、搬运、放置工件的程序。
机械手操作及编程

3 程序编辑3.1命令说明开机正常后进入归原点画页没有任何警报;按键归原点;归原点正常后进入下面画页按键返回至如下按键按“教导”键进入编辑画页..3.1.1编辑器说明删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序..光标移到下一行换到下一页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大编辑各功能键说明3.1.2教导指令1直线轴直线运动操作按键进入各轴直线运动操作..轴操作有两种方式;第一、直接通过数字键盘输入各轴位置;第二、通过右边各轴寸动键操作到所需位置;按左边“MX”等一个键把当前位置设到对画框内..如果要全部设入;按键..当通过数字键盘输入各轴位置时;一定要注意所设定值是否安全..2 速度按键进入速度设定..3 计时按键进入延时功能设定..4一般I/O按键进入侧姿回正等选择..5 成型I/O按键进入成型相关条件设定..6 治具I/O按键进入治具相关功能设定..7 周边I/O按键进入周边相关功能设定..8 回圈按键进入循环功能设定..9 跳跃按键进入跳转功能设定..10 停止按键进入程序完成设定..11 宏按键进入调用已经编好的子程序..编号为0~99共100个..12堆叠按键进入装箱取物功能设定..编号为0~3共4个..13运算按键进入相关功能设定..此功能在高阶编程内做详细说明..为变数..3.1.3编辑新程序1程序保存归完原点后进入如下操作页面点击按钮;屏幕下方显示如下菜单单击;进入教导画面点击档案按钮进入如下画面在此页点击按钮;切换到如下画面点击模具编号空白框;弹出输入键盘如下输入模具编号;点击;再点击保存按钮..在此画面中可以根据模具产品功能需要;编辑各式程序..下面进入正式教导阶段:2 速度按键进入如下画面点击空白框;弹出输入键盘;输入速度值;点击;输入完毕;返回以上画面;点击;进入如下画面此速度为在下一速度设定前直线运动时各轴的运动速度;如果以下程序中没有再设定其它速度;整个程序中轴运动都以此速度运行..2轴操作到待机位置按键进入各轴直线运动操作;如下图所示..此页的按钮如等可以移动相应的轴;在编程时无须进入手动操作画面;通过这些按钮就可以很方便的将相应的轴移动到目标位置;配合中的“Mx”等相应按钮将相应轴的当前坐标设入坐标框中;如须将当前坐标全部设入;请按或者直接输入各轴坐标;如果需要某一个轴移动或者一个以上轴移动时;不需要移动的轴的坐标设为空白;例如移动Mz;Sz轴到坐标零位置;其它轴不动;在和中输入坐标0;其它的为空白..按键;命令添加到编辑栏中;画面显示如下..将Mx轴移动到-300mm;Sx移动到85mm;按照上面操作将坐标输入坐标框中;注意:负数输入是先将数值输入;然后按减号键将负号输入;点击即可..画面显示如下:4一般IO主臂回正按键进入如下画面;根据需要选择不同选项;如:主臂旋转气缸1;选中OFF即回正;在中选中“检知”;如果选中“不检知”则不检测是否回正到位;就进行下一步动作..按键将命令添加到编辑栏;画页显示如下..5等候开模按键进入设定等候开模信号..按键进入下面画页..6操作Z轴下行到模内按键进入各轴直线运动操作..按键进入下面画页..7操作X轴到取产品位置按键进入各轴直线运动操作..按键进入下面画页..8治具开始吸产品按键进入治具功能设定;选择相应选项;如当前页没有显示;请按或按钮进行翻页查找;点击或分别为所选功能为ON或OFF;选中中的“检知”;表示如果没有夹到或者没有吸到产品或者检知信号失落都会有相应的报警;机械手会立即暂停;待安全门开合一次后机械手才会继续运行完剩余的程序步骤;中的延迟时间为报警延迟时间即在有夹或吸动作在所设时间之后如果没有检测到相应的检知信号;就会报警..例如选择主臂吸1ON;检知;0.5秒后如果没有吸检知信号就报警..显示如下图按键进入下面画页..9治具开始夹料头按键进入治具功能设定;夹功能设置与上述吸功能设定相类似..按键进入下面画页..按进入动作延时;显示如下图..在中设置延时时间;该时间为当程序运行到该步时程序在此停留0.5秒后再执行该程序步以下的程序..例如设置为0.5秒时显示如下:点击按钮;将延时命令添加到编辑栏中..10操作X轴后退位置按键进入各轴直线运动操作..按键进入下面画页..9操作Z轴回到模具上方安全位置按键进入各轴直线运动操作..按键进入下面画页..10允许关模按键进入设定允许关模;允许关模信号必须要在手臂上行到上位位置或在模外时才能送允关;否则如果手臂不在上位位置;即使程序中已写入了允关命令都不会有允关信号输出..按键进入下面画页..11一般IO侧姿按键进入主臂旋转气缸1ON即侧姿按键进入下面画页..12操作Y轴横出放料头按键进入各轴直线运动操作..按键进入下面画页..13放料头按键进入治具功能设定;例如选中副臂夹具1;选择右边的OFF;选中的“不检知”;显示如下..按键进入下面画页..14操作Y轴到放成品位置按键进入各轴直线运动操作..按键进入下面画页..15操作轴到放产品位置按键进入各轴直线运动操作..按键进入下面画页..16放产品按键进入治具功能设定..例如选中正臂吸1;选择右边的OFF;选中的“不检知”;显示如下..按键进入下面画页..17放产品后延时按键进入延时设定..按键进入下面画页..18操作Z轴上行按键进入各轴直线运动操作..按键进入下面画页..19操作轴回模内待机位置按键进入各轴直线运动操作..按键进入下面画页..20教导程序完成按键设定相关功能..每个程序教导完毕必须在程序结尾加上该命令;如果是主程序就选中“程式结束”;如果是巨集程序就选中副程式结束..按键进入下面画页..教导完成按键储存数据..3.1.4 编好新程序试运行在试运行之前按“+”“-”键把运行速度调小;慢速运行..若没有勾选单步;按键机械手运行一个循环..勾选单步时按键一次程序往下运行一步..如下图:3.1.5程序内容编修3.1.5.1插入一步新程序把光标移到插入行号上方;如插入副臂治具1;按键进入治具功能设定按键将“副臂治具1 开”命令插入“主臂治具1 开”下面进入如下画页..把光标移到插入行号上方;如插入轴位置;按键进入治具功能设定按键将命令“直线移动到Y轴1200.00”插入“允许关模”下方;进入如下画页..3.1.5.2删除一步程序把光标移到要删除的程序步;如下图所示..按键把上画面中光标处内容删除后如下画面..3.1.5.3重新编辑一个新程序在下画面中按键出现提示画面点击“Yes”键出现下面画页..重新输入模具编号;见下图..开始编程..编辑方法见前面3.2节..点击剪切按钮可以将光标所在的行的命令剪切掉;而点击复制按钮可以将光标所在的行的命令复制;点击粘贴按钮可以将剪切或复制的内容粘贴到光标所在行的下一行..注意:剪切、复制只能单行进行操作不能对多行或整个程序进行操作..3.1.6 档案编辑3.1.6.1 程序载入在编辑画页按“档案”键进入下面画页..在此画页;把光标移到你所需要的程序的程序名上;点击“载入”键出现以下对话框..在此画页点击“确定”键载入你需要的程序;如下图..在此画面可以进行单步或单循环试运行..如要进行全自动运行;请点击翻页按钮使屏幕下方的菜单栏显示为:点击自动按钮进入自动运行页面进行自动运行..3.1.6.2 复制档案把光标移到所要复制的文件名上;点击“复制”键出现如下图;输入目的档名..3.1.6.3 删除档案把光标移到要删除文件名处;点击“删除”键出现如下画页..确定要删除时按“确定”键删除此文件..3.1.6.4 汇入汇出在档案页点击屏幕下方的按钮;进入程序汇入汇出画面..如果欲将U盘的程序拷贝到ROBOT系统中;请勾选;然后点击屏幕下方菜单中的按钮;等待传输完毕即可..欲将ROBOT系统中的资料备份;勾选;在编辑栏中选中所要备份的资料名;然后点击屏幕下方菜单中的按钮;等待传输完毕即可..3.1.7堆叠功能设定教导程式内如有堆叠指令;按“堆叠设定”键进入下画页选择使用堆叠编号;设定下面相关参数:1、安全位置:移到此安全位置后;执行堆叠动作..2、第一个工件位置:进行堆叠动作时取或放第一个产品的位置..3、手臂选择:堆叠时使用哪个手臂..4、Z轴结束位置:a记录点为手臂每次放完产品后Z轴上升到开始下行堆叠时的位置..b安全点为放产品后Z轴上升到安全位置 ..cR点为手臂每次放完产品后Z轴上升到放产品前开始慢速下行的位置;该位置须在设置R点距离即堆叠放产品时第一个产品的位置到开始减速时的垂直距离..5、置入/取出选择:该堆叠为取出取货堆叠;置入装箱堆叠..6、起始位置:堆叠从什么位置开始a平移点:每次放产品都从起始点即开始放产品时的第一个产品位置开始移动到下一个放产品位置..b安全点:每次放产品都从安全点开始移动到下一个放产品位置..7、R点距离:离放产品位置的垂直高度开始慢速下行放产品的距离..堆叠功能画面的等移动按钮与手动页中的移动按钮功能等同;可以在该画面进行寸动;移动相应轴到目标位置;避免了在该画面需要移动手臂时返回手动画面进行操作的麻烦;按住相应按钮就可以实现;方便了用户编程..排放的轴向循序:堆叠放产品时排放的先后顺序;譬如选中;堆叠放产品时会先朝X 轴方向派放;当X轴方向的产品数达到“X向个数”的设定值时;再朝Y轴方向逐渐递增;当Y方向产品数达到“Y向个数”设定值时;再朝Z方向逐渐递增;直到“Z向个数”设定值..XYZ轴向间距:每两个产品之间距离个数递减:a无递减:表示每行X轴方向的产品个数都相等;每列Y轴方向的产品个数都相等;垂直方向Z方向的产品个数都相等..bX向递减:表示第一行X轴方向产品个数为设定值;第二行产品的个数比第一行少一个;第三行产品的个数比第二行的少一个;依此类推一直到行数达到“X轴向个数”..cY向递减:表示第一列Y轴方向产品个数为设定值;第二列产品的个数比第一列少一个;第三列产品的个数比第二列的少一个;依此类推一直到列数达到“Y轴向个数”..引拔横行速度:堆叠时引拔X轴、横行Y轴运行的速度..Z轴上行速度:从放完产品后运行到Z轴结束位置时的速度..Z轴下行速度:从堆叠开始减速位置到放产品位置时Z轴运行的速度..XYZ轴向个数:每个轴向放多少次产品..XYZ轴向位置:表示目前已堆叠的各轴的个数;是一个实时量;设定堆叠时全设为零..3.1.8取样/不良位置设定在教导画页内;按“取样/不良”键进入下画页此画页设定取样、不良品放置位置..该页的移动按钮与手动页等效..按按钮进入图形对话固定模式页面3.2.1模内参数设定该页设定Y轴待机位置、Y轴模内取物位置..设定位置可以通过右边的Y轴移动按钮调整Y轴位置;对准位置后点击空白框左边的按钮将位置读入设定框内..若只使用一只手臂就在该页点击“正臂不使用”或“副臂不使用”..3.2.1.1主臂模内设定在图形对话页面的成品臂正臂取物动作区点击“L型”图进入如下画面..1、待机方式选择:回正待机;侧姿待机回正待机:机械手待机时;治具组在回正位置..侧姿待机:机械手待机时;治具组在侧姿位置;当开模完后;先做回正动作;手臂才下行取物;取物后必须侧姿才能关模..2、待机位置以及待机速度设定aX轴待机位置:下行时手臂不会碰到前后模具的位置;bZ轴待机位置:模具合上;手臂下行不会碰到模具的位置..3、下行位置以及下行速度设定下行位置:手臂下行到模内取物的位置;可以通过该页的移动按钮调整Z轴位置;然后按设定框左边的Mz按钮将位置设入设定框中;也可以直接点击设定框输入坐标位置..下行速度:为模内下行取物是的速度..点击进入设定第二页4、引拔位置X前进取物位置及引拔速度X轴运行速度引拔位置X:手臂模内下行后前进取物的位置..可以通过该页的Mx+和Mx-移动按钮调整 X轴位置;然后按设定框左边的Mx按钮将位置设入设定框中;也可以直接点击设定框输入坐标位置..引拔速度:为模内取物前进时的速度..5、治具选择在治具选取区勾选所需要的治具即可..6、检知选择信号检知:在检知区域选择检知方式;当选择检知时必须要设定警报延迟检知时间..如果选择不检知;警报延迟检知时间不用设置;但当没有取到产品或产品中途脱落时不会报警..机械手正常工作..7、警报延迟时间:选择检知时;警报延迟检知时间到还没有检测到检测信号则发出警报;机械手立即暂停..8、治具动作延时时间:当机械手臂到达取物点位置时延时设定时间后输出治具动作..9、引拔后退速度:模内取物引拔后退的速度..10、上行速度:手臂模内取物上行的速度..3.2.1.2副臂模内设定1、待机方式选择:回正待机;侧姿待机回正待机:机械手待机时;治具组在回正位置..侧姿待机:机械手待机时;治具组在侧姿位置;当开模完后;先做回正动作;手臂才下行取物;取物后必须侧姿才能关模..2、待机位置以及待机速度设定aSx轴待机位置:下行时手臂不会碰到前后模具的位置;bSz轴待机位置:模具合上;手臂下行不会碰到模具的位置..3、下行位置以及下行速度设定下行位置:手臂下行到模内取物的位置;可以通过该页的移动按钮调整Sz轴位置;然后按设定框左边的Sz按钮将位置设入设定框中;也可以直接点击设定框输入坐标位置..下行速度:为模内下行取物是的速度..点击进入设定第二页4、引拔位置Sx前进取物位置及引拔速度Sx轴运行速度引拔位置X:手臂模内下行后前进取物的位置..可以通过该页的Sx+和Sx-移动按钮调整 Sx轴位置;然后按设定框左边的Sx按钮将位置设入设定框中;也可以直接点击设定框输入坐标位置..引拔速度:为模内取物前进时的速度..5、治具选择在治具选取区勾选所需要的治具即可..6、检知选择信号检知:在检知区域选择检知方式;当选择检知时必须要设定警报延迟检知时间..如果选择不检知;警报延迟检知时间不用设置;但当没有取到产品或产品中途脱落时不会报警..机械手正常工作..7、警报延迟时间:选择检知时;警报延迟检知时间到还没有检测到检测信号则发出警报;机械手立即暂停..8、治具动作延时时间:当机械手臂到达取物点位置时延时设定时间后输出治具动作..9、引拔后退速度:模内取物引拔后退的速度..10、上行速度:手臂模内取物上行的速度..3.2.2中途参数设定1、置料方式横出置料:横出到放料位置时开始置料;横入置料:横入到放料位置时开始置料;同时置料:横出到终点时料头和成品一起放..2、选择中途放料:可在上图所示的主臂关闭的置料O点区域选择哪个治具放开;在副臂区域选择哪个治具放开..在延迟时间设定框设定延时放的时间..3、中途置放位置;速度设定置料时Y轴的位置:当选择横出/入置料时;置料的位置;Z轴先下行距离:置料时;手臂若为五轴则指副臂选择下行的位置;如果不用下行设为与待机点位置的坐标一致;若需下行则将下行的位置输入即可..4、到中途的速度:若为横出置料则指从待机点到横出置料点时的速度;若为横入置料;则为放产品时Y轴的位置到横入置料点的速度..点击进入不良品及取样检查设定页在该页面下选择某个手臂;输入不良品置放位置和取样检查位置或者通过右边的移动按钮调整手臂位置后;点击按钮Mx等将位置设入设定框中..3.2.3终点功能设定1、堆叠选择:如果使用堆叠放物;在堆叠使用编号区所要使用的堆叠的编号;堆叠设定参照章节3.1.6堆叠功能设定..若不使用堆叠;请选中..2、终点置物的位置:选择不使用堆叠时设定Mx;Mz;Y轴的放物位置..3、关闭治具的延迟时间:延时时间到放开治具..4、置放速度:置物时手臂上下行的速度..3.2.4公共参数设定1、侧姿选择内侧姿:横出入时须先做侧姿动作内定值即一开机若使用固定模式系统默认的;外侧姿:横出入时不侧姿;到终点时才侧姿;不侧姿:横出入时均不侧姿..2、侧姿方式侧姿后再移动:等待侧姿完成到位后再执行横出入动作..边移动边侧姿:侧姿、横出/入同时动作..3、顶针控制选择顶针延时:当射出机开模完成后;顶针开始计时;计时时间到允许顶针前进..顶针同步:当机械手下行到达吸抱的位置后;允许顶针前进..顶针不控制:机械手不控制射出机的顶针..4、吸抱控制选择吸夹自己控制:吸夹不受射出机顶针控制;有机械手延时控制..吸夹顶针控制:受射出机顶针前进到位控制..3.2.5资料存储固定模式资料设置完毕;点击屏幕下方的菜单栏中的存档按钮;进入存档页面;输入模具编号;点击保存按键;若档案中存在与刚输入的模具编号一样的程序;会弹出如下对话框;提示是否将原来同名的程序覆盖;若没有同名的程序存在就会直接保存..保存完毕;点击“试加工”;单击试运行设置的固定模式程序..。
武藏300机械手编程
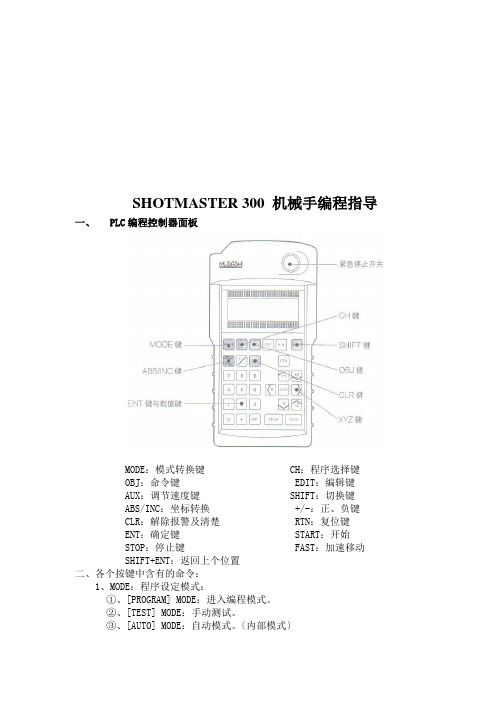
SHOTMASTER 300 机械手编程指导一、PLC编程控制器面板MODE:模式转换键 CH:程序选择键OBJ:命令键 EDIT:编辑键AUX:调节速度键 SHIFT:切换键ABS/INC:坐标转换 +/-:正、负键CLR:解除报警及清楚 RTN:复位键ENT:确定键 START:开始STOP:停止键 FAST:加速移动SHIFT+ENT:返回上个位置二、各个按键中含有的命令:1、MODE:程序设定模式:①、[PROGRAM] MODE:进入编程模式。
②、[TEST] MODE:手动测试。
③、[AUTO] MODE:自动模式。
〔内部模式〕④、[RS—232C]电脑控制模式⑤、[PRINT]程序打印模式⑥、[EXT]MODE:自动运行模式。
〔内、外部模式〕2、OBJ:0、 MOVE:以系统默认的速度移动①、TIMER:上一个命令的延时②、SUBROUTINE:插入子程序.④、REPEAT:对某段程序有限次数的循环⑤、JUMP:步骤跳跃⑥、CP LINELINE:画直线CURVE:划弧线CIRCLE划圆⑦、OUT点胶命令.Ⅰ、Ⅲ点胶:1—1:1 停胶: 1—1:0Ⅱ、MPP-1抽胶:1—4:1Ⅲ、吸气:1—6:1Ⅳ、吐气:1—7:1⑧、OFFSET:将当前坐标改为原点坐标17、MOVE Z:Z轴上下调节。
3、EDIT:(在[PROGRAM] MODE条件下)①、STEP CALL调出步骤②、INSERT插入命令③、DELETE删除步骤4、AUX:(在[PROGRAM] MODE条件下)①、ORIGINE.SPEED.XYZ:复位时候的移动速度.②、JOG.SPEED:编程移动时的速度.③、JOG.HIGH.SPEED:高速.④、PTP.SPEED:点到点的移动速度.⑤、PTP.SLOPE.TIME:点到点的加速度.⑥、SOFT.LIMIT: X.Y.Z的最大行程.⑦、SPEED 可设定速度三、编程方法:1、我们机械臂是利用绝对坐标和相对坐标进行编程。
epson机械手程序讲解
epson机械手程序讲解Epson机械手程序讲解Epson机械手是一种先进的自动化设备,广泛应用于工业生产线上。
它的功能强大,可以完成各种复杂的任务,如搬运、装配和焊接等。
今天,我将为大家详细介绍Epson机械手的工作原理和程序控制。
我们来了解一下Epson机械手的结构。
它由基座、臂、手和手指组成。
基座固定在工作台上,臂连接在基座上,并可以在三个方向上移动。
手则连接在臂的末端,并具有多个关节,使机械手可以灵活地移动和旋转。
手指用于抓取物体,具有可调节的力量和灵敏度。
Epson机械手的程序控制是通过编程实现的。
在编写程序之前,我们首先需要对任务进行分析和规划。
然后,我们可以使用Epson机械手的编程软件来编写程序。
编程软件提供了一系列的指令,可以控制机械手的各种动作,如移动、旋转和抓取等。
在编写程序时,我们需要考虑机械手的安全性和效率。
为了确保机械手的安全操作,我们需要设置一些限制条件,如最大速度和力量。
此外,我们还可以使用传感器来检测环境和物体,以避免碰撞和损坏。
一旦程序编写完成,我们就可以将其加载到机械手的控制器中。
控制器是机械手的"大脑",负责解析和执行程序。
一旦程序开始执行,机械手将按照指定的路径和动作进行操作。
通过不断的反馈和调整,机械手可以高效地完成任务。
Epson机械手的运行速度和精度非常高,可以大大提高生产效率和质量。
它可以在短时间内完成大量的工作,而且准确无误。
与传统的人工操作相比,机械手可以减少人力成本和劳动强度,并提高工作环境的安全性。
总结一下,Epson机械手是一种功能强大的自动化设备,可以完成各种复杂的任务。
通过编写程序和控制器的实施,机械手可以高效地工作,并提高生产效率和质量。
它为工业生产线带来了巨大的改变,使生产过程更加安全、快速和精确。
相信随着技术的不断发展,Epson机械手将会在更多领域得到应用。
注塑机机械手编程操作方法【要领】
在注塑行业,我们经常会看到在加工的时候,大部分都是用使用机械手臂,那么,在使用的过程中和传统的人工注塑相比,有哪些优势?机械手臂注塑在作业的过程中,可以实现自动化作业,相比较人工作业,可以避免人工疲劳,提高精准度,同时,一次性投入,可以降低成本,同时,可以随着市场变化优化生产,快速适应市场,使企业能够快速适应市场。
注塑行业的机械手快速的占据了市场,那么,在实际的使用过程中,应该如何进行编程操作呢?1.先原点复归,按“原点复归”后,按下“▶□”(开始/停止键),机械手自动原点复归;2.动作顺序编程:原点直线移动等待点(X轴、Y轴的值要设置,Z轴为0)姿势复归姿势复归时间(1.00S),姿势监控(5S)开模完成直线移动下降点1(X轴、Y轴值和等待点一样,Z轴要设置)直线移动前行点1(模具)(X轴、Z轴的值不变和下降点1一样,Y轴值要设置)计时(0.5S)治具闭(吸着1使用或夹具1使用)计时T13(0.5S)直线移动后退点1(X轴、Z轴的值不变;Y轴的值可以和等待点的一样)直线移动上升点1(X轴和Y轴的值不变,Z的值为0)姿势动作(姿势时间1S,姿势监控5S)允许合模直线移动前行点2(X轴不变,和等待点一样,Z值为0,Y轴值变大,要设置)直线移动横出点1(X轴的值变大,到达工作台上方,Y轴不变和前行点一样,Z轴为0)直线移动下降点2(到工作台面,X轴和Y轴的值不变,Z轴的值变大)治具开(吸着1使用或夹取1使用)计时直线移动上升点2(和横出点1的值一样,X轴,Y轴不变,Z值为0)直线移动横入点(Y轴、Z轴的值不变,X轴变小,这里可以取等待点的X,Y,Z轴点的数值)返回3.设置要领3.1 原点复归3.2等待点(最好是在开模后动、定模之间距离的一半的上方,以不挂到零件为好,这里X 值、Y值都设置[X1,Y1],Z值为[Z1=0])3.3 姿势复归(不用设置)3.4 开模完成3.5下降点1(下降高度以能吸住零件为准,X、Y值和等待点一样[X2=X1,Y2=Y1],Z值要设置[Z2])3.6前行点1(X轴值X3=X1,Z轴值Z3=Z2,Y轴的值要设置[Y3])3.7 计时(0.5S),主要防止吸不住零件;3.8治具闭(选择吸着1使用或者夹取1使用)3.9计时T13(0.5S)3.10 后退点1(X轴值X4=X2=X1,Y轴值Y4=Y2,Z轴值Z4=Z2)3.11 上升点1(X轴值X5=X1,Y5=Y1,Z5=Z1=0)3.12 姿势动作3.13 允许合模3.14 前行点2(X轴值X6=X1,Z轴值Z6=Z1=0,Y轴值[Y6]要设置)3.15 横出点(X轴值要设置[X7],Y轴值Y7=Y6,Z轴值Z7=Z1=0)3.16 下降点2(X轴值X8=X7,Y轴值Y8=Y7=Y6,Z轴值要设置[Z8])3.17 治具开(选择吸着1使用或者夹取1使用)3.18 上升点2(X轴值X9=X8=X7,Y轴值Y9=Y8=Y7=Y6,Z轴值Z9=Z1=0)3.19 横入点=前行点2(X轴值X10=X6=X1,Y轴值Y10=Y6,Z轴值Z10=Z1=0)3.20 返回Y轴X轴Z轴在注塑过程中使用机械手有哪些好处呢?节省人力、时间、资金:采用机取件代替人工取件,大幅度削减所需的劳动力,且根据实际情况,可实现一人多机制,一定程度上节省了人力。
机械手焊接编程知识点总结
机械手焊接编程知识点总结1. 机械手焊接基础知识机械手焊接是指利用机械手(包括工业机器人、自动化机械手等)进行焊接作业。
机械手焊接编程是指编写机械手进行焊接操作的程序,包括路径规划、焊接速度、焊接参数等。
机械手焊接在工业生产中广泛应用,能够提高焊接质量和生产效率,减少人力成本,改善工作环境。
2. 机械手焊接编程的操作步骤机械手焊接编程的操作步骤包括:准备工作、焊接路径规划、焊接参数设置、程序编写、调试和运行。
在进行机械手焊接编程时,需要结合焊接工艺、材料和产品要求进行编程,以确保焊接质量和效率。
3. 机械手焊接编程的软件及工具机械手焊接编程通常使用的软件包括焊接机器人的编程软件、仿真软件、CAD软件等。
这些软件能够帮助焊接工程师进行焊接路径规划、程序编写、模拟验证等工作。
此外,还需要一些焊接工艺参数调整设备和检测工具,以保证编程的准确性和可靠性。
4. 机械手焊接编程的关键知识点(1)焊接路径规划:包括确定焊接轨迹、姿态、速度、焊枪姿势等,编程时需要考虑工件形状、焊缝位置、焊接工艺等因素。
(2)焊接参数设置:包括焊接电流、电压、焊接速度、预热温度、气体流量等,根据不同的焊接工艺要求进行设置。
(3)安全考虑:需要考虑机械手焊接过程中的安全问题,包括碰撞、温度升高、火焰等,编程时需要避免潜在的安全隐患。
(4)程序编写:根据焊接路径规划和参数设置编写机械手焊接程序,通常使用特定的编程语言或图形化编程软件进行编写。
(5)调试和运行:编写完成后,需要对程序进行调试,验证焊接质量和速度,确保程序能够正常运行。
5. 机械手焊接编程的优势和挑战(1)优势:机械手焊接编程能够提高焊接质量和效率,减少人力成本,改善工作环境,适用于大批量、重复性焊接作业。
(2)挑战:机械手焊接编程需要从事焊接工艺、机械手操作和编程等多方面工作,需要综合知识和经验,编写复杂程序时需要克服各种技术难题。
6. 机械手焊接编程的发展趋势随着工业4.0的发展,机械手焊接编程将朝向智能化、自动化、柔性化等方向发展,包括采用人工智能、大数据分析、云计算等技术,实现焊接过程的智能化监控和优化。
YAMAHA机械手手持编程说明

YAMAHA手持编程器操作说明手持器的操作主要可以分为四个部分:1.急停停止的复归;2.原点复归;3.交导点坐标;4.编程。
一.急停停止的复归由于某种原因,欲使正在动作的机器人紧急停止时,按住MPB上的紧急停止按钮。
控制器在紧急停止按钮被按下的瞬间,停止对机器人的电源供电。
紧急停止的复归就是从紧急停止状态返回到普通操作的状态。
复归的步骤如下:Step1 解除MPB的紧急停止按钮。
紧急停止是将被按下的按钮,按顺时针方向旋转后被解除。
Step2 一边按住[LOWER]键一边按住[ESC]键,切换进入[UTILITY]画面。
Step3 按[F4](YES)键,切换至下一个画面。
Step4 按下[F1](MOTOR)键,切换至下一个画面。
Step5 按[F1](ON)键,马达电源呈接通状态。
Step6 按[ESC]键,返回到原有模式。
二.原点复归第一次启用机器手臂时或者是在断电停止状态下对机器手臂进行了移动时需要重新进行回机械原点操作,简称为原点复归。
复归步骤如下:Step1 按[MANUAL](手动模式)键,进入如下界面。
Step2 一边按[UPER]键一边按[F13]键(RST.ABS),进入[MANUAL>RST.ABS]模式界面。
Step3 此时可以根据自己的习惯选择原点复归的方式,可以是单个轴进行复归,也可以四轴一起进行复归。
现在只介绍四轴同时进行复归运动,单轴复归操作说明请参考机器手操作说明书。
一边按住[LOWER]键和[F11](ALL)键。
进入选择界面。
Step4 按[ON]键,完成原点复归。
Step5 按[ESC]键,退出到原有模式界面。
三.交导点坐标在此处可以进行对坐标的读写,编辑。
操作步骤如下:Step1 按[MANUAL](手动模式)键,进入如下手动调试界面。
Step2 按[F1] (POINT)键,进入下一个编辑界面。
Step3 按[F1](EDIT)键可以直接通过键输入坐标点的数据,然后按[ENTER]键完成坐标的输入;或者可以按[F2](TEACH)键通过示教输入坐标点数据——直接把机械手移动到所要达到的坐标点,然后按[ENTER]键完成坐标的输入;或者直接操作控制键上的X,Y,Z,R微调键,然后按[ENTER]键完成坐标的输入;Step4 完成坐标的设定,按[ESC]键返回到主界面。
武藏点胶机300DS-机械手的操作及编程

机械手的操作及编程[300DS+MPP-1]1.主菜单,连续按“MODE”键可切换各菜单窗口:机械手各频道的切换方法指令解说表阵列频道的编辑:按OBJ 选择0:PTP MOTION 中的0-5MATRIX 就出现上面。
1/3画面:0:LINEAR CYC 表示矩阵是按直列连续运行方式的1:STEP CYCLE 表示矩阵是按并列断续运行方式的-:CW:是按顺时针方向横着走+:CCW:是按逆时针方向竖着走2/3画面:P1:表示X 轴间距P2:表示Y 轴间距N1:表示X 行的次数(有多少排)N2:表示Y 列的次数(有多少列)3/3画面:REV.:表示设定夹具倾斜角度。
大功率&SMD点胶程序编辑程序运行速度可根据情况自行设定,安全设定参数为X、Y运行速度为400-600mm/sec,Z轴运行速度为200-300mm/sec。
程序如下:(10行×18列,夹具上2片材料)1.点胶主程序:CH001CH..0011、点胶主程序:CH2.矩阵程序:CH1103.点胶子程序:CH1006TIMER WAIT0.2sec吐胶等待时间。
根据胶量设定!7OUT NO.6=0关胶8TIMER WAIT0.05sec关胶后等待。
9PTPSPEEDX=300mm/sY=300mm/sZ=50mm/s给一个速度。
10PTPMOTIONINCX=-------Y=-------Z=—2.00负值:上升2mm11PTPSPEEDX=500mm/sY=500mm/sZ=250mm/s给一个速度。
12PTPMOTIONINCX=-------Y=-------Z=—4.00负值:上升4mm13TIMER WAIT0.1sec根据拖胶情况设定等待时间。
备注:1、大功率的程序与3528程序的差别有一下几点:a)轨道程序的参数应和使用的支架一致;b)点胶后提升的速度:Z1=10~50mm/s,Z2=50~100mm/s;2、关胶后提升2次的运行方式适用于较稠的胶水,稀的胶水可以设置成提升1次的方法。
工业自动化中的机械手臂编程与调试教程

工业自动化中的机械手臂编程与调试教程机械手臂在工业自动化中扮演着重要的角色,它可以完成许多重复、繁琐和危险的工作任务。
然而,机械手臂的编程和调试是一个复杂的过程,需要深入了解机械手臂的工作原理和编程技巧。
本文将为您介绍工业自动化中的机械手臂编程与调试的基本步骤与技巧。
第一步:了解机械手臂工作原理在编程和调试之前,了解机械手臂的工作原理是非常重要的。
大多数机械手臂由多个关节和执行器组成,通过控制这些关节和执行器的运动,可以实现机械手臂的各种功能。
掌握机械手臂的结构和工作原理,有助于更好地理解编程和调试过程中的问题和挑战。
第二步:选择适当的编程语言和环境机械手臂的编程语言和环境有很多选择,包括C/C++、Python、Visual Basic和RoboDK等。
选择适当的编程语言和环境取决于具体的应用需求和机械手臂的型号和品牌。
同时,了解编程语言和环境的特点和优缺点也是必要的,以便更好地应对编程和调试过程中的挑战。
第三步:编写机械手臂的运动控制程序编写机械手臂的运动控制程序是机械手臂编程的核心部分。
在编写程序之前,需要了解机械手臂的运动学和逆运动学原理,以及机械手臂的工作空间和运动范围。
根据具体的应用需求,编写程序来控制机械手臂的运动、定位和姿态调整等功能。
第四步:测试和调试机械手臂的编程程序完成编程后,需要对机械手臂的编程程序进行测试和调试,以确保其能够正常工作和完成预期的任务。
测试和调试过程中,需要注意机械手臂的各个关节和执行器的运动是否准确、是否有异常噪声或震动,并进行必要的调整和修正。
第五步:优化机械手臂的编程程序一旦机械手臂的编程程序能够正常工作,可以进一步优化程序,以提高机械手臂的运动效率和精度。
优化的方法包括调整运动路径、减少加速和减速时间、优化关节运动的顺序和速度等。
通过优化编程程序,可以提高机械手臂的运动效率和生产效率,减少能源消耗和材料浪费。
第六步:定期维护和保养机械手臂为了保证机械手臂的正常运行和延长其使用寿命,定期维护和保养是必要的。
武藏、ASM点胶机300DS机械手的操作及编程

调用CH 100程序
移动到第二列倒数第二颗材料 上方
STEP 8 OBJ+2+ENT/OBJ+2+3 CH 100
调用CH 100程序
STEP 9 OBJ+4+ENT/OBJ+2+1 FROM 007 STEP 13 TIME 重复第7-8步骤,重复13次
逆向点一片材料(CH 104)
步骤 按键(2号机/3、4号机)
4:I/O OUT (端口输出)
0:OUT
---------输出▲
5:CORRECTION(修正指令)
6:CORRECTION(修正指令)
0:SET VAR
----设定变量▲
1:ADD VAR ------变量加?? ▲
4:VAR.MOTION -----移动到变量位置▲
编程思想/步骤
编程思想/步骤:
STEP 4 OBJ+18+ENT
Z=200 mm/sec
Z轴移动速度/3、4号机不需此步骤
STEP 5 OBJ+17+ENT
MOVE Z=? ABS
点胶高度(Z减5)/3、4号机不需此项
CH100打点程序(不带抽胶检测)
步骤 按键(2号机/3、4号机) 指令内容(2/3、4号机)
编程举例(以3528 14*20支架为例)
点一颗材料 顺向点两列材料 顺向点一片材料 逆向点两列材料 逆向点一片材料 主程序
点一颗材料(CH100)
步骤 STEP 1
按键(2号机/3、4号机)
指令内容
OBJ+9+ENT/OBJ+3+2
01-5 ON 003 STEP
PLC气动机械手控制系统编程与实现

教案课程名称PLC控制系统编程与实现学时4序号11授课班级日期任课教师课题气动机械手控制系统编程与实现教学目标专业能力:1.会运用“子程序调用指令”来设计气动机械手控制系统梯形图程序。
2.学会分析系统控制要求及分配I/O点,能正确识气动机械手控制系统的梯形图和线路图。
3.学会使用编程软件输入梯形图,阅读指令表。
4.能正确编制、输入和传输气动机械手控制PLC程序。
5.能通独立完成气动机械手控制电路的安装与调试。
关键能力:1.能够向大家介绍简单的原理性知识,锻炼良好的表达能力。
2.能互相配合,具有团队协作能力。
3.能养成很好的自学与自我管理的能力。
应用性知识目标:1.熟练掌握并行序列顺序控制继电器指令的应用。
2.掌握跳转、循环、子程序调用的应用。
3.熟练模拟运行并调试。
训练项目任务1.试设计气动机械手PLC控制电路;并要求具有短路保护和过载保护的功能。
2.安装与调试气动机械手PLC控制电路。
教学媒体准备1.PLC实训装置。
2.多媒体教学设备、教学课件、视频教学资料。
3.实训记录单。
教学过程教学时间分配表:序号任务教学方式时间分配(分钟)1并行序列顺序控制继电器指令的介绍教授、演示40 2拓展知识教授、演示153项目任务分析根据任务工单自学、教师指导40 4编制PLC程序学生自行编制405安装于调试学生演示、教师讲评456实践考核根据成绩评分标准考核过程考核,在实践过程中进行一、基本知识1.跳转指令(跳转开始指令JMPn和跳转标号指令LBLn)跳转指令的功能是根据不同的逻辑条件,有选择地执行不同的程序。
利用跳转指令,可以使程序结构更加灵活,减少扫描时间,从而加快系统的响应速度。
执行跳转指令需要用两条指令配合使用,跳转开始指令JMPn和跳转标号指令LBLn,其中n是标号地址,n的取值范围为0~255的字型类型。
使用跳转指令需要注意以下几点:①由于跳转指令具有选择程序段的功能,在同一程序且位于因跳转而不会被同时执行的两段程序中的同一线圈不被视为双线圈,双线圈指在同一程序中,出现对同一线圈的不同逻辑处理现象,这在编程中是不允许的。
机械手编程教程自学
机械手编程教程自学机械手编程是为机械手提供指令的一种计算机语言,是控制机械手进行自动化工作的必备技能。
它使用特定的编程语言来控制机械手的位置,方向和速度,从而实现高效的自动化工作。
如今,机械手编程正成为工厂自动化的重要组成部分,很多公司都需要拥有熟练的机械手编程人员,因此学习机械手编程已经成为一项重要技能。
机械手编程教程自学是一种选择,学习者可以根据自己的情况,自由选择教程和学习方式,自学机械手编程。
以下是自学机械手编程的几个必要步骤:第一步,了解机械手编程的基本概念。
机械手编程语言可以分为基本语言和高级语言,比如C、C++、Java等,在学习之前,应先对编程的基本概念有一定的了解,以便能够更好地理解编程语言的基本原理和结构。
第二步,熟悉有关机械手编程的指令集。
学习机械手编程时,应该充分了解各种指令集,例如G代码、M代码、S代码等,了解各种指令集的具体用法,这样才能更好地学习机械手编程。
第三步,掌握机械手编程的基本语法。
每种编程语言都有其独特的语法,学习者需要熟悉机械手编程的基本语法,以便能够正确使用机械手编程语言进行编程。
第四步,学习如何使用机械手编程软件。
机械手编程软件可以帮助学习者更加有效地完成机械手编程,因此,学习者应该学习相关软件的使用方法,并能够正确使用编程软件完成编程任务。
第五步,熟悉机械手编程的应用领域。
机械手编程可以应用于多个领域,例如机械组装、焊接、装配等,学习者需要深入学习机械手编程的各种应用场景,以便能够更好地应用机械手编程。
第六步,多实践,不断积累经验。
在学习机械手编程时,学习者要多实践,尝试不同的编程语言,多总结经验,不断提高自己的机械手编程水平。
以上就是机械手编程教程自学的基本流程,在学习机械手编程时,学习者要把握好学习步骤,认真学习,不断实践,积累实践经验,才能够更好地掌握机械手编程的知识。
法兰克机械手编程教程
法兰克机械手编程教程本教程旨在介绍如何编程法兰克机械手,让读者能够掌握基本的编程技能并使用机械手完成各种任务。
法兰克机械手是一种高度自动化的机器人系统,广泛应用于工业制造领域。
通过学习本教程,您将了解机械手的基本工作原理、编程方法和应用技巧,从而为未来的工作和研究积累基础知识。
机械手简介法兰克机械手是一种多关节机器人,由多个铰链结构构成,能够模拟人类手臂的运动。
机械手通常配备有传感器、执行器和控制系统,能够精确地执行各种任务。
在工业领域,机械手可以用于装配、焊接、搬运等工作,提高生产效率和产品质量。
编程准备在进行机械手编程之前,需要准备以下工具和环境: - 一台法兰克机械手 - 机械手控制器 - 编程软件 - 编程手册和参考资料编程基础在学习机械手编程之前,需要掌握一些基本的编程概念,包括: - 编程语言的基本语法 - 变量和数据类型 - 控制流程和循环结构 - 函数和模块化编程编程步骤1.连接机械手和控制器,并确保电源正常。
2.打开编程软件,并加载机械手控制程序。
3.编写机械手的运动轨迹和动作序列。
4.调试程序并检查运动轨迹是否符合预期。
5.上传程序到机械手控制器,并开始执行任务。
编程技巧在编程机械手时,可以使用以下技巧提高编程效率和代码质量: - 划分任务模块,提高代码的可读性和可维护性。
- 使用注释说明程序的逻辑和功能,方便他人阅读和理解。
- 考虑机械手的运动范围和速度限制,避免出现碰撞或意外情况。
应用案例法兰克机械手可以应用在多个领域,例如: - 汽车制造:机械手可以用于汽车装配线上的零部件装配和焊接。
- 医疗领域:机械手可以用于手术辅助和医疗设备生产。
- 电子制造:机械手可以用于电子产品的组装和检测。
通过学习本教程,您将掌握机械手编程的基本原理和技巧,能够独立进行机械手编程并应用于实际工作中。
祝您学习愉快!。
六轴机械手nc编程

六轴机械手nc编程(原创版)目录1.六轴机械手的概述2.NC 编程的简介3.六轴机械手的 NC 编程方法4.六轴机械手的 NC 编程实例5.六轴机械手的 NC 编程注意事项正文【六轴机械手的概述】六轴机械手是一种具有六个自由度的工业机器人,能够在三维空间内进行复杂的运动和操作。
其六个自由度分别是沿 X、Y、Z 轴的线性运动和绕 X、Y、Z 轴的旋转运动。
由于其高度的自由度和灵活性,六轴机械手广泛应用于各种工业生产领域,如汽车制造、电子产品制造等。
【NC 编程的简介】C 编程,即数控编程,是指通过计算机编写程序来控制机床或机器人进行加工或操作的过程。
NC 编程具有高精度、高效率和高自动化程度等特点,是现代制造业中不可或缺的重要技术。
【六轴机械手的 NC 编程方法】六轴机械手的 NC 编程主要通过离线编程和在线编程两种方式进行。
离线编程是指在计算机上预先编写程序,然后将程序上传到机械手控制系统中,由机械手按照程序进行操作。
在线编程则是直接在机械手控制系统中编写程序,实时控制机械手的运动和操作。
【六轴机械手的 NC 编程实例】以一个简单的六轴机械手取物操作为例,我们可以通过以下步骤进行NC 编程:1.首先,我们需要确定机械手的初始位置和目标位置,以及取物的具体姿势。
2.然后,编写 NC 程序,指令机械手从初始位置运动到目标位置,并执行取物操作。
3.最后,编写 NC 程序,指令机械手将取到的物品运送到指定的位置。
【六轴机械手的 NC 编程注意事项】在进行六轴机械手的 NC 编程时,需要注意以下几点:1.确定机械手的运动范围,避免超出机械手的工作范围。
2.考虑机械手的运动轨迹,避免发生碰撞或干涉。
3.合理设置机械手的运动速度和加速度,保证运动平稳性和安全性。
abb机械手编程教程
abb机械手编程教程【ABB机械手编程教程】ABB机械手是全球领先的工业机器人制造商之一,它在自动化领域的应用非常广泛。
本篇文章将为大家介绍ABB机械手编程的基本概念和步骤。
I. 什么是ABB机械手编程ABB机械手编程是指通过编写指令来控制机械手执行特定的任务。
主要包括位置指令、运动指令、逻辑指令和IO指令等。
编程过程中需要了解机械手的运动学、坐标系和逆运动学等基础知识。
II. ABB机械手编程的基础知识1. 机械手坐标系ABB机械手有多种坐标系,如基座坐标系、工具坐标系和用户坐标系等。
在编程过程中,需要了解这些坐标系的定义和关系,以便正确控制机械手的运动。
2. 运动学ABB机械手的运动学包括正运动学和逆运动学。
正运动学是指通过机械手的关节角度计算末端执行器的位置。
逆运动学则是根据末端执行器的位置计算关节角度。
编程时需要根据具体的任务选择合适的运动学计算方法。
3. 机械手编程语言ABB机械手的编程语言主要是RAPID语言。
这是一种高级编程语言,类似于C++。
它具有良好的可读性和易于学习的特点。
编程时需要掌握RAPID语言的语法和常用指令。
III. ABB机械手编程的步骤1. 创建程序在ABB机械手编程软件中,首先需要创建一个程序。
程序是编程的基本单元,包含一系列指令来完成特定任务。
创建程序时需要设置程序的名称和属性。
2. 编写指令编写指令是ABB机械手编程的核心内容。
根据具体的任务需求,选择合适的位置指令、运动指令、逻辑指令和IO指令等。
这些指令可以按照需要进行组合和循环,实现复杂的运动和控制逻辑。
3. 调试程序在完成指令的编写后,需要进行程序的调试。
调试程序时需要逐步执行指令,并观察机械手的运动和执行效果。
如果发现问题,可以进行错误排查和修改。
4. 运行程序在调试完成后,就可以将程序运行到实际的机械手上。
在运行程序前,需要确保机械手和周围环境的安全。
可以根据需要设置程序的启动方式和运行条件。
IV. ABB机械手编程的应用领域ABB机械手编程可以应用于各种自动化生产线和工业场景。
拓斯达机械手程序教导

拓斯达机械手程序教导(最新版)目录一、引言:介绍拓斯达机械手二、拓斯达机械手的程序教导1.离线编程2.在线编程3.示教编程三、程序教导的优点1.提高生产效率2.降低人工成本3.提高产品质量四、程序教导的挑战与未来发展1.技术挑战2.行业应用前景正文一、引言:介绍拓斯达机械手在现代制造业中,自动化设备日益成为生产过程中的重要组成部分。
其中,机械手在工业生产领域中的应用越来越广泛,其可以实现高效、精准和稳定的物料搬运、装配等作业。
拓斯达机械手作为我国知名的工业机器人品牌,凭借其出色的性能和可靠的品质,赢得了市场的广泛认可。
二、拓斯达机械手的程序教导1.离线编程离线编程是指在计算机上预先编写机械手的运动轨迹和操作指令,形成一个程序,然后将这个程序下载到机械手控制系统中,让机械手按照预设的程序执行任务。
离线编程可以提高编程效率,减少现场调试时间。
2.在线编程在线编程是指直接在机械手控制系统中进行编程,通过手动操作机械手,记录其运动轨迹和操作指令,形成一个程序。
在线编程适用于较为简单的作业任务,可以快速适应生产过程的变更。
3.示教编程示教编程是一种通过人工引导机械手进行操作的编程方式。
操作人员用手动控制器控制机械手完成一个完整的作业过程,机械手会将这个过程记录下来,形成一个程序。
示教编程适用于复杂的作业任务,可以提高机械手的操作精度和稳定性。
三、程序教导的优点1.提高生产效率通过程序教导,机械手可以快速学会完成各种复杂的作业任务,从而提高生产效率。
此外,机械手可以进行 24 小时不间断的工作,有效降低企业的生产成本。
2.降低人工成本机械手的应用可以替代部分人工操作,减少企业的人力成本支出。
特别是在一些重复性高、危险度大的工作环境中,使用机械手可以有效降低员工的劳动强度,提高工作安全。
3.提高产品质量机械手具有较高的操作精度和稳定性,可以保证产品在生产过程中的质量稳定性。
同时,程序教导可以使机械手按照预设的程序进行操作,降低人为因素对产品质量的影响。
AMAHA四轴机械手操作与编程指令应用技能解析

` 接下来再按“F1(MOTOR)”键,就会出现如下图所 示:
按“F1(ON)”键打开马达电源。此时,机械手已 经回归正常状态,按“ESC”键退出操作界面即可;
手持编程器的UTILITY操作方法
任何时候同时按“LOWER”键和“ESC/UTILITY”键出现上图中的 画面。这其中MOTOR为伺服马达的上电断电及刹车的上断电操作, SEQUENC为序列控制的操作,ARMTYPE为左右手臂的切换操作, RST.DO为复位泛用输出的操作。例按下F1键选择MOTOR,图中 “ON”—(F1)“OFF”—(F2)为伺服的上电和断电。
紧急停止
操作机器人过程中,我们常常需要让机器 人立即停止移动;此时,我们就可以按下RPB 上红色大按钮;
紧急停止复位
按下急停按钮后,要恢复正常操作,就需要 复位紧急停止操作;
首先,旋起按钮;接着按 “LOWER”+“UTILITY”组合键;即出现上图画面, 再按“YES”后即出现如下图所示;
手持编程器的AUTO操作方法
按“上”“下”键和不按“上”“下”键会出现下面的 画面
手持编程器的AUTO操作方法
其中:F1为复位程序,F2为选择任务号,F3为选择运行那个程序 ,F4为速度的定向加(1,5,20,50,100),F5为速度的定向减 (100,50,20,5,1),F6为到选定的点去,F7为运行你在》后 写的一行程序(按回车键运行),F8为设置休息点(程序到此行暂 停),F9为速度按1%递增,F10为速度按1%递减,F11为程序一行一 行的执行,F12为跳过此行程序不执行,F13为执行下一行程序。
打开VIPWIN后,有三个选择。
选择“Connect Robot Controller”后,进入下面窗口选择通讯口。
Creating production_zh-sepro机械手编程手册

创建生产周期学员手册ST187 – 创建生产周期© S e p r o R o b o t i q u e 2010。
版权所有。
目录I - SIMPLE PICK & PLACE (简单取放技术)....................................................................................... 3 I - 1. 安装机械手末端工具 ..................................................................................................................... 3 I - 2. 创建生产周期 ................................................................................................................................ 4 I - 3. 示教和微调 ................................................................................................................................... 6 I - 4. 更改 S IMPLE P ICK & P LACE 周期的选项 .. (8)II - EPS (8)© 版权所有 SEPRO ROBOTIQUE ,La Roche sur Yon ,法国本文件内容的工业、知识及商业产权仍归 SEPRO ROBOTIQUE 所有。
根据法国 1957 年 3 月 11 日颁布的《著作权法》第 40 条,“未经作者或其代表事先许可,本文档的任何部分不得用于展示或复制”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
步骤 2
按“OBJ”键选择 MOVE 命令,输入第二排产品 到第三排产品的距离,按“ENT”键进入第三步。 如果是编写从右至左的 104 程序,就把 X 移动距离 改为—0008.00 就可以。
7
(未经许可,禁止转载)
CH. 102 0003 STEP
[SUBROUTINE] 101CH
步骤 3
按“OBJ”键选择 SUBROUTINE 命令,输入两排产品点 胶程序 101,按“ENT”键进入第四步。如果是编写 104 程序就输入两排程序 103.
SHIFT+ENT:返回上个位置
二、各个按键中含有的命令:
NMODE:模式转换: ①、[EXT] MODE:全自动控制模式,只有在此模式机械臂上的 START、STOP、RESET E 按键才有作用。 ②、[PROGRAM] MODE:编程模式。(编写、查看、修改、删除、复制程序等操作全部在
D 此模式进行)。 N ③、[TEST] MODE:手动测试、步进模式。
N 18→PTP SPEED MOVE Z:Z 轴移动速度设定; E 三、EDIT:(在[PROGRAM] MODE 条件下) D ①、STEP CALL 调出步骤
②、INSERT 插入命令
I ③、DELETE 删除步骤 F 4,CH COPY 复制程序(只针对 300S)
5,ALL DELETE 删除程序(只针对 300S)
④、[AUTO] MODE:自动运行模式。
I ⑤、[RS—232C] MODE:电脑连接模式。 L ⑥、[PRINT] MODE:程序打印模式。
1
(未经许可,禁止转载)
OBJ:
0→MOVE:要使针头在 X 和 Y 轴上移动时使用此命令;
1→TIMER:设定针头在某个指定位置停留的时间;
2→SUBROUTINE:插入子程序;300S 为 CH CALL
4
(未经许可,禁止转载)
CH. 001 03 04 STEP
[SUBROUTINE] 102CH
步骤 3
按“OBJ”键选择 SUBROUTINE 命令,输入单片点胶 程序 102,按“ENT”键进入第四步.300S 则为 CH CALL
步骤 4 AL CH. 001 [MOVE]
按“OBJ”键选择 MOVE 命令,输入第一片支架最后一
TOTAL 0000 STEPS
输入程序存放的通道 1,按 ENT 键进入程序第一步
CH. 001 [END]
0001
STEP
L 按 OBJ 键显示点胶命令
IA CH. 001
0001
NT STEP
NO.=00 0:MOVE 1: TIMER 2: SUBRO令,按 OBJ 键即可进 行命令显示的翻页。若想使用那个命令,选择命令前面的数字 代码,再按 ENT 键即可。
停止点胶 Z 轴返回原点 X、Y 轴返回原点
N 1、点胶主干程序 001CH [PROGRAM] MODE ECH:PROGRAM D AUX: AUX DATE
按“MODE”键进入编程模式
LIN 按 CH 键选择需要设定的点胶主干程序
3
(未经许可,禁止转载)
[PROGRAM] MODE 001 CH
CH. 102 0001 STEP
[END]
按 OBJ 键
AL CH. 102 I 0001 T STEP
0:MOVE 1: TIMER 2: SUBROUTINE
OBJ 命令共有 22 个,每一页显示 3 个命令,按 OBJ 键即可进 行命令显示的翻页。若想使用那个命令,选择命令前面的数字
FI步骤D1EN CH. 102 [SUBROUTINE]
FID 3、点胶子程序 101 CON [PROGRAM] MODE
按“MODE”键进入编程模式
CH:PROGRAM
AUX: AUX DATE
N按 CH 键选择需要设定的点胶程序 DE[PROGRAM] MODE N 101 CH LI TOTAL 0000 STEPS
输入程序 101,按 ENT 键进入程序第一步
步骤 4 L CH. 102 [REPEAT ]
0004 FROM 2 STEP
ENTIA STEP
8 TIMES
按“OBJ”键选择 REPEAT 命令,使程序从第二步到第 四步循环 8 次,单片支架点胶完成。按“ENT”键进入 第五步,按“MODE”键保存 102CH。在使用 REPEAT 命令时,要注意移动的方向要一致,移动的距离要一致, 调用的子程序要一样才能使用。在这里 101 是两排灯的 程序,第一步调用时就点完两排,第三步调用时就点完 四排,300 的机器在重复时把第三步的也包含在内,要 重复 8 次共 16 排。加上第一步的两排共 18 排。如果产 品有 20 排则重复 9 次就可以。300S 的机器在重复时则 不包含第三步的两排,只要重复 7 次就可以了。
步骤 1ENTIA CH.101 D 0001 CONFI步骤 2 STEP
[SUBROUTINE] 100CH
按“OBJ”键选择 SUBROUTINE 命令,输入单颗点胶 程序 100,按“ENT”键进入第二步
CH. 101 0002
NSTEP
INC
[MOVE] X=0000.00 Y=0004.20
SHOTMASTER 300 机械手编程指导
一、 PLC 编程控制器面板
DENTIAL MODE:模式转换键 I OBJ:命令键 F AUX:参数更改(调节速度)
ABS/INC:ABS/INC 坐标转换
N CLR:解除报警或清除
ENT:确定键
CO STOP:停止键
CH:程序选择键 EDIT:编辑键 SHIFT:组合键(需配合其它键使用) +/-:正、负键 RTN:复位键 START:开始 FAST:加速移动
3→——————————
4→REPEAT:设定指定的几个命令的重复使用及使用次数;
5→JUMP:跳跃到指定的步骤;
6→CP LINE(画线的命令)
1:LINE:画直线。
2:CURVE:划弧线。 3:CIRCLE:划圆。 7→OUT:点胶信号.
L 打开点胶信号:1—1:1 带 S 的型号为 13:1. 带 DS 的型号为 27:1.
E选择 MOVE Z 命令输入 Z 坐标 Z=30
选择 OUT 命令,输入 1-1:1 点胶命令
ND 选择 TIMER 命令,确定点胶时间
选择 OUT 命令,输入 1-1:0 停止
LI 点胶
选择 MOVE Z 命令,输入坐标值 Z=0 ,Z 轴复位
选择 MOVE
命令输入坐标值 X=0,Y=0,复位至原点。
步骤 7
按“OBJ”键选择 SUBROUTINE 命令,输入单片点胶 程序 102,按“ENT”键进入第八步
步骤 8 L CH. 001 [MOVE Z] A 08 TI STEP Z=0000.00
ABS
按“OBJ”键选择 MOVE Z 命令,使机械臂 Z 轴复位。 Z 轴坐标为零。按“ENT”键进入第九步. 如果是 300S 的机器,要在这一步之前插入一个步骤(OBJ16 输入 Z 轴速度 80MM/S)
FI步骤D5E CH. 001
0005
CON STEP
[SUBROUTINE] 102CH
按“OBJ”键选择 SUBROUTINE 命令,输入单片点胶 程序 102,按“ENT”键进入第六步,102 程序是从左边
至右边的程序,点完第一片后针头在右边,如果还调用 102 程序,则针头要从最右边跑到最左边,会浪费时间。 所以在这里也可以输入一个从右点到左的程序(104)
8
(未经许可,禁止转载)
CH. 101 0001 STEP
[END]
按 OBJ 键
CH. 101 0001
L STEP
NO.=00 0:MOVE 1: TIMER 2: SUBROUTINE
OBJ 命令共有 22 个,每一页显示 3 个命令,按 OBJ 键即可进 行命令显示的翻页。若想使用那个命令,选择命令前面的数字
DE 按“0”键,选择“MOVE”命令
NF步I骤 1 CH. 001 [MOVE]
0001
CO STEP
X=0020.00 Y=0040.00
按“OBJ”键,选择“MOVE”命令。分别在 X、Y 处输入 支架第一颗产品的 X、Y 坐标(ABS)。例第一颗产品的坐标为:
ABS
X=20
ENCH. 001 [MOVE]
I 0004
X=-0136.00
颗产品和第二片支架第一颗产品的距离,按“ENT”键
STEP Y=0075.00
进入第五步(使用 INC 坐标)。如果不知道两片之间的间
T INC
距,可以先在 TEST 模式,移动 XYZ 轴将针头对准第一
片的第一个灯的外壁,记下坐标值,再移动针头至第二
N 片的第一个灯的外壁,也记下坐标值,两个 Y 的座标相减,就是两片的间距。
0001
CON STEP
101CH
按“OBJ”键选择 SUBROUTINE 命令,输入两排产品点 胶程序 101,按“ENT”键进入第二步。如果是 300S 的 机器,命令是 CH CALL。如果是编写从右至左的 104 程 序就输入两排点胶程序 103。
ENCH. 102 [MOVE] D0002 X=0008.00 N STEP Y=0000.00 LI INC
关闭点胶信号:1—1:0 带 S 的型号为 13:0. 带 DS 的型号为 27:0
A 8→OFFSET:将当前坐标改为原点坐标; I 9→IN JUMP:条件信号输入;
15→MOVE Z(300S 所用命令)
T 16→PTP SPEED:X、Y 轴移动速度设定;