点焊螺母厚度及底孔
焊接六角螺母规格

焊接六角螺母规格
什么是焊接六角螺母
焊接六角螺母就是一种用于焊接连接的六角形螺母啦。
它的形状是六角形的,有六个边,这六个边可以让我们用扳手或者工具更方便地拧紧和松开哟。
焊接六角螺母的规格尺寸
焊接六角螺母的规格尺寸那可多啦!比如说常见的有 M6、M8、M10 等等。
这里的数字表示的是螺纹的直径大小哦。
而且不同规格的螺母,它们的对边宽度、厚度也都不太一样呢。
比如说 M6 的螺母,对边宽度可能是 10mm 左右,厚度可能是 5mm 左右。
焊接六角螺母的材质
焊接六角螺母的材质也是各种各样哒!有碳钢的,不锈钢的,还有铜的等等。
碳钢的比较常见,价格也相对便宜一些。
不锈钢的呢,防锈能力强,适合在一些潮湿或者有腐蚀性的环境中使用。
铜的螺母导电性好,在一些特殊的场合会用到哟。
焊接六角螺母的用途
焊接六角螺母的用途可广啦!在机械制造、建筑、汽车工业等等领域都能看到它的身影。
比如说在钢结构的焊接中,用它来固定连接件;在汽车的组装中,用来连接各种零部件。
哪里需要固定和连接,哪里就可能有焊接六角螺母的存在呢!
怎么样,小伙伴们,对焊接六角螺母的规格是不是有了更多的了解呀?。
焊接螺母底孔
焊接螺母底孔引言焊接是一种常见的金属连接方法,在各个领域都有广泛的应用。
在焊接过程中,螺母底孔是一种常见的焊接结构。
本文将介绍焊接螺母底孔的概念、工艺流程以及应用范围,以期为读者提供有关焊接螺母底孔的全面了解。
一、焊接螺母底孔的概念焊接螺母底孔是指在金属零件上预先开设一个孔洞,用于安装螺母。
螺母底孔通常用于焊接螺纹连接。
螺母底孔的设计和焊接质量直接影响到连接的可靠性和使用寿命。
二、焊接螺母底孔的工艺流程焊接螺母底孔的工艺流程包括以下几个步骤:1. 设计和确定焊接螺母底孔的位置和大小:根据设计需求和材料特性,确定螺母底孔的位置和大小。
通常,螺母底孔的位置应考虑到后续操作的便捷性,并确保与周围结构的稳固连接。
2. 制作螺母底孔:使用合适的工具设备,按照设计要求在金属零件上制作螺母底孔。
制作螺母底孔的方法有多种,如:打孔、钻孔、铣孔等。
在制作螺母底孔时,应注意保持孔洞的圆整和平整度。
3. 清洁和处理螺母底孔:在焊接之前,需要对螺母底孔进行清洁和处理,以去除表面的污垢和氧化物。
常用的清洁方法有机械清洗、化学清洗等。
处理螺母底孔的方法有热处理、表面处理等,以增强焊接接头的强度和耐腐蚀性。
4. 焊接螺母底孔:根据焊接材料和工艺要求,在螺母底孔中填充适当的焊接材料,并进行焊接操作。
在焊接过程中,应注意控制焊接温度、时间和焊接角度,以确保焊接接头的质量和可靠性。
5. 检验和修整焊接螺母底孔:焊接完成后,对焊接螺母底孔进行检验和修整。
通过检验,可以确保焊接接头的质量符合要求。
如果发现焊接缺陷或不符合要求,需要进行修整和重新焊接,以保证焊接质量。
三、焊接螺母底孔的应用范围焊接螺母底孔具有广泛的应用范围,特别是在金属结构和机械装配中常见。
以下是焊接螺母底孔的几个典型应用场景:1. 结构焊接:在金属结构中,螺母底孔常用于固定和连接不同零部件。
例如,钢结构中的焊接螺母底孔可以用于连接梁、柱和板材等结构零部件,以增强整体的稳定性和承载能力。
螺母、螺栓焊接标注规范
螺母、螺栓焊接标注规范
在2016年8月23日的EN15085年度监督审核中,审核员对公司产品的图纸设计提出更改意见,内容为:“焊缝标注参数中的间距由原来填写的均分更改为具体长度。
”
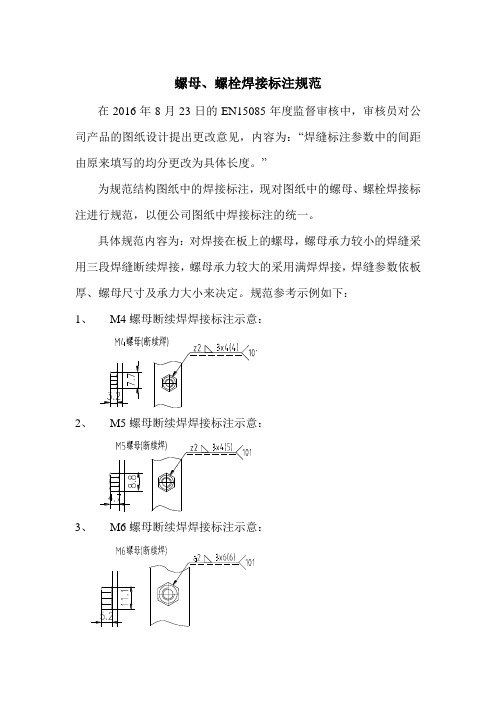
为规范结构图纸中的焊接标注,现对图纸中的螺母、螺栓焊接标注进行规范,以便公司图纸中焊接标注的统一。
具体规范内容为:对焊接在板上的螺母,螺母承力较小的焊缝采用三段焊缝断续焊接,螺母承力较大的采用满焊焊接,焊缝参数依板厚、螺母尺寸及承力大小来决定。
规范参考示例如下:
1、M4螺母断续焊焊接标注示意:
2、M5螺母断续焊焊接标注示意:
3、M6螺母断续焊焊接标注示意:
4、M8螺母断续焊焊接标注示意:
5、M8螺母满焊焊接标注示意:
6、M10螺母断续焊焊接标注示意:
7、M10螺母满焊焊接标注示意:
8、M12螺母断续焊焊接标注示意:
9、M12螺母满焊焊接标注示意:
10、非标准螺母、螺套根据具体直径和具体应用填写焊缝间距。
——李建力(设计开发一部)
2016.11.03。
焊接螺母m16底孔

焊接螺母m16底孔焊接螺母M16底孔是一项比较常见的焊接工作,通常用于机器制造、钢结构搭建等行业中。
这种焊接工作常常被人们视为简单的活儿,但实际上,想要做好这项工作,仍需要非常专业的技术和实践经验。
下面,我将为大家详细介绍焊接螺母M16底孔的具体操作步骤。
首先,进行该项焊接工作的工人应该准备好相应的器材及设备。
其主要包括以下几类物品:焊接机、电焊杆、气焊刀、砂轮机、M16螺母等。
有了这些工具才能开始进行下一步操作。
接下来,执行焊接螺母M16底孔的第一个步骤就是确定其位置。
一般情况下,这种焊接应该在需要安装螺母的平面上进行。
可以使用卡尺或其他仪器对其进行量测,以便准确确定其位置。
确认好位置后,接下来要进行的就是电焊或气焊了。
首先,应该清洁好需要进行焊接的区域,以便保障焊接质量。
若在焊前发现该区域存在明显的污垢或氧化物,应该及时处理。
清洁好后,进行电焊时,需要先将其中的电焊杆通过砂轮机切削成与M16螺母底孔相同直径的棒状物。
然后,将其放在底孔内,并使用电焊机进行焊接。
不过,这种焊接方法需要注意保护电焊机和电焊杆,以免焊接时出现过大的反应。
另外,还可以使用气焊的方法进行焊接。
与电焊不同,气焊需要先对焊缝进行预热,这样可以提高焊接质量,降低焊缝变形的风险。
气焊时需要使用气焊刀,将其放在底孔内,并进行熔化焊,直至焊接完成。
最后,在完成焊接后,应及时对其进行检查。
主要包括两方面内容:焊口外观检查和焊缝内部质量检查。
焊口外观检查主要是检查焊接的整体效果,如是否存在气孔、裂纹、焊缝不饱满等问题。
而焊缝内部质量检查则需要拆卸焊口,通过目视法、手感法等提取质量信息。
总之,在进行焊接螺母M16底孔时,我们应该做好预备工作,仔细确认位置,进行焊接,并在完成后及时检查,以保障焊接质量。
通过正确的操作步骤,可以有效提高焊接效率和质量,让我们的焊接工作更加卓有成效。
点焊螺母标准
钢
GB/T 16938
美国施必牢螺纹标准(SPL)
8
10
12
D≤16mm D>16mm
1型Βιβλιοθήκη 2型 1型2型2型
1型
2型
D≤16mm 2型
不锈钢 A2-70
标准 公差 产品等级
公差 表面缺陷
表面处理
SPL 6177.1
GB/T 3098.2
SPL 6177.2
GB/T 3098.4
D≤16mm:A 级;D>16mm:B 级
12 和 A2—70 级,产品等级(除螺纹外)为 A 级和 B 级六角法兰面螺母。A 级
用于 D≤16mm,B 级用于 D>16mm 的螺母。
六角法兰面的检验可按 GB/T 6177.1-2000 中附录 A(标准的附录)执行。
2.引用标准
以下标准的条文,通过本标准的引用已构成本标准的条文。所示标准都会被
4
上海底特精密紧固件有限公司标准
施必牢六角凸缘螺母
Sprialock Hexagon Collar Nuts
2002
5
SPL━CO━2004 代替 SPL━CO━
1.范围 本标准规定了施必牢(spiralock)螺纹、规格为 M6—M30、钢制、性能等
级为 6、8、10、12 级,产品等级(除螺纹外)按 GB/T 6177.1-2000 中的 A 级 B 级。A 级用于 D≤16mm,B 级用于 D>16mm 的螺母。
GB/T 90 1-2002
紧固件验收检查、标志与包装
GB/T 193-1981
普通螺纹 直径与螺距系列
GB/T 1237-2000
紧固件标记方法
压铆,焊接螺母底孔参数表
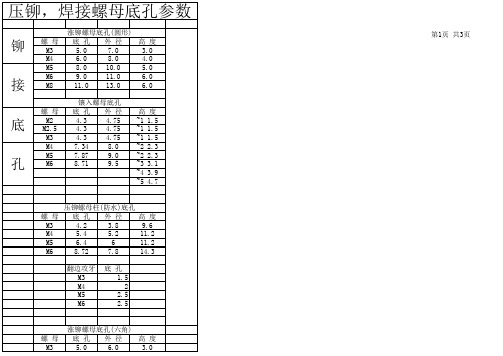
底 孔 4.3 4.8 5.4 6.0 7.5 8.8
外 径
高 度
第3页 共3页
国标焊接螺母底孔(六角,碰焊) 螺 母 底 孔 外 径 高 度 M6 8.0 12.3 4.2 M8 10.6 15.8 5.8 M10 12.5 19.2 6.8 M12 14.8 21.7 8.5 M14 16.8 M4 6 M16 18.8 M5 7 自加工焊接螺母底孔(六角,氩焊) 螺 母 底 孔 外 径 高 度 M6 8.0 M8 11.0 M10 13.0 M12 15.0
压铆螺母底孔 底 孔 外 径 4.2 6.35 4.2 6.35 4.2 6.35 4.73 7.0 5.4 8.0 6.4 9.0 8.7 11.0 10.5 12.7 14.0 17.0 螺母柱 螺 母 底 孔 M3 5.4 M4 6.0 M5 7.2 M6 8.7 直接攻牙 M2 M2.5 M3 M4 M5 底 孔 1.5 2 2.5 3.3 4.2
高 度 1.5 1.5 1.5 1.5 2.0 2.0 4.08 5.47 7.48
松不脱螺钉(PF31,32) 螺 母 底 孔 外 径 总 高 M3*0.5 5.5 10.31 15.11 M4*0.7 6.4 11.89 15.24 M5*0.8 8.0 13.46 15.37 M6*1.0 9.5 15.88 17.15
高 度 9.6 11.2 11.2 14.3
螺 母 M3
涨铆螺母底孔(六角) 底 孔 外 径 高 度 5.0 6.0 3.0
M4 M5 M6 M8
6.0 8.0 9.0 11.0
7.0 9.0 10.0 12.7
4.0 5.0 6.0 6.0
第2页 共3页
螺 母 M2 M2.5 M3 M3.5 M4 M5 M6 M8 M10
点焊螺母标准
2.引用标准
以下标准的条文,通过本标准的引用已构成本标准的条文。所示标准都会被
修订,使用本标准者应探讨使用下列标准最新版本的可能性。
GB/T 90 1-2002
紧固件验收检查、标志与包装
GB/T 193-1981
普通螺纹 直径与螺距系列
GB/T 1237-2000
紧固件机械性能 螺母 粗牙螺纹
GB/T 3098 4-2000
紧固件机械性能 螺母 细牙螺纹
GB/T 3098 15-2000
紧固件机械性能 不锈钢螺母
GB/T 3103.1-2002 紧固件公差 螺栓、螺钉、螺柱和螺母
GB/T 5267.1-2002 紧固件 电镀层
GB/T 5276-1985
紧固件 螺栓、螺钉、螺柱及螺母尺寸代号和标注
1
c
min
1
1.1
1.2
max
5.75 6.75 8.75
da
min
5.00 6.00 8.00
dw min
9.8 12.2 15.8
dc max
11.8 14.2 17.9
e min
8.79 11.05 14.38
max
5.0
6.0
8.00
m
min
4.7
5.7
7.64
mw min
s
公称=max
min
GB/T 16938-1997
紧固件 螺栓、螺钉、螺柱和螺母 通用技术条件
3.尺寸
尺寸代号和标注符合 GB/T 5276
螺纹规格<M12 螺母,建议采用六角法兰面的形式。
2004-10-01 实施
焊接六角螺母
GB197普通 螺纹 公 差与配合 (直径1355mm) GB1237紧 固件的标 记方法
GB3098.2 紧固件 http://ww w.bzjw.co m机械性能
பைடு நூலகம்螺母
GB3103.1 紧固件公 差 螺栓, 螺钉和螺 母 GB5267螺 纹紧固件 电镀层
焊接六角螺母四方焊接螺母焊接螺母六角螺母三视图焊接六角螺母标准焊接六角螺母规格焊接螺母标准焊接六角螺母使用焊接六角螺母如何焊接
1.本标准 规定了螺 纹规格为 M4-M16的 焊接六角 螺母的型 式,尺寸和 技术条件
本标准适 用于具有 可焊性的 钢板连接 用焊接螺 母 2.引用标 准 GB90 紧 固件验收 检查,标志 与包装
GB5779.2 紧固件表 面缺陷 螺母 一 般要求
GB12212技 术制图,焊 缝符号的 尺寸,比例 及简化表 示法 3.型式与 尺寸
4.技术条 件
5.焊接螺 母表示方 法
焊接螺母 在技术制 图中的表 示方法,按 GB12212规 定 6.焊接用 钢板 焊接用钢 板焊接前 的孔径D0 与板厚H的 推荐值按 图2及表4 规定
螺母 GB/T13681 -92 M10
5.焊接螺 母表示方 法
焊接螺母 在技术制 图中的表 示方法,按 GB12212规 定
6.焊接用 钢板 焊接用钢 板焊接前 的孔径D0 与板厚H的 推荐值按 图2及表4 规定
7.标记方 法按 GB1237规 定
标记示例
螺纹规格 D=M10,材 料为含碳 量不大于 0.25%的 钢,不经表 面处理的 焊接六角 螺母的标 记示例:
螺母 GB/T13681 -92 M10
7.标记方 法按 GB1237规 定 标记示例
焊接方螺母(1)
长安汽车有限责任公司企业标准Q/JD T1—1995焊接方螺母代替Q/JD T1—901范围本标准规定了螺纹规格为M4~M12焊接方螺母的形式与尺寸、要求和标记。
本标准适用与长安牌系列微型汽车用焊接方螺母。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 90—85 紧固件验收检查标志与包装GB 196—81 普通螺纹基本尺寸(直径1~600mm)GB 197—81 普通螺纹公差与配合(直径1~355mm)GB 699—88 优质碳素结构钢GB 1237—88 紧固件的标记方法GB 3098.2—82 紧固件机械性能螺母GB 3098.4—86 紧固件机械性能细牙螺母GB 3103.1—82 紧固件公差螺栓、螺钉和螺母GB 5779.2—86 紧固件表面缺陷螺母一般要求JB 3608—84 焊接六角螺母技术负责:批准:实施:3 形式与尺寸焊接方螺母的形式与尺寸按图1、图2及表1的规定。
图1 A型图2 B型表1 焊接方螺母的尺寸4 要求4.1 焊接方螺母的焊接强度见表2的规定表2 焊接方螺母的焊接强度4.2 焊接方螺母的要求见表3的规定表3 焊接方螺母要求5标记5.1 焊接方螺母的标记方法按GB1237的规定5.2 标记示例螺纹规格为M8,机械性能为6级,不经表面处理的A型焊接方螺母的标记为:焊接螺母:Q/JD T1—1995 AM8螺纹规格为M6, 机械性能为6级,不经表面处理的B型焊接方螺母的标记为:焊接螺母:Q/JD T1—1995 AM6。
钣金工艺标准

1. 适用范围本标准规定了钣金主要下料和成型工艺规程,适用于本公司圆桶、挡板、端盖、消音板、隔板等钣金的工艺,成型工艺又可以分为冲压和折弯等工艺。
2. 引用标准[1]陈万里主编.《钣金工下料的基础知识》中国建筑工业出版社,1990.[2]王爱珍主编.《钣金技术手册》科学技术出版社,2006.[3]梅启钟,陈华杰主编.《简明冷作手册》上海科学技术出版社,1988.3. 钣金材料①.冷轧板.简称SPCC,用于表面处理是电镀五彩锌或烤漆件使用.②.镀锌板.简称SECC,用于表面处理是烤漆件使用.在无特别要求下,一般选用SPCC,可减少成本.③.铜板.一般用于镀镍或镀铬件使用,有时不作处理.根据客户要求而定.④.铝板. AL3003-H14、AL5052-H32一般用于表面处理是铬酸盐或氧化件使用.⑤.不锈钢板.分镜面不锈钢和雾面不锈钢,它不需要做任何处理.4.钣金加工的工艺流程对于任何一个钣金件来说,它都有一定的加工过程,也就是所谓的工艺流程.由于钣金件结构的差异,工艺流程可能各不相同,但总的不超过以下几点.①.设计并绘出其钣金件的零件图,又叫三视图.其作用是用图纸方式将其钣金件的结构表达出来.②.绘制展开图.也就是将一结构复杂的零件展开成一个平板件.③.下料.下料的方式有很多种,主要有以下几种方式:a.剪床下料.是利用剪床剪出展开图的外形长宽尺寸.若有冲孔、切角的,再转冲床结合模具冲孔、切角成形.b.冲床下料.是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其优点是耗费工时短,效率高,可减少加工成本,在批量生产时经常用到. c.NC数控冲床下料.NC下料时首先要编写数控加工程序.就是利用编程软件,将绘制的展开图编写成NC数控加工机床可识别的程序.让其根据这些程序一步一步地在一块板材上,将其平板件的结构形状冲制出来.④.冲床加工.一般冲床加工的有冲孔切角、冲孔落料、冲凸包、冲撕裂、抽孔等加工方式,以达到加工目的.其加工需要有相应的模具来完成操作.冲凸包的有凸包模,冲撕裂的有撕裂成形模等.⑤.折弯.折弯就是将2D的平板件,折成3D的零件.其加工需要有折床及相应的折弯模具来完成操作.它也有一定的折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折.⑥.焊接.焊接就是将多个零件组焊在一起,达到加工的目的或是单个零件边缝焊接,以增加其强度.其加工方一般有以下几种:CO2气体保护焊、氩弧焊、点焊、机器人焊接等.这些焊接方式的选用是根据实际要求和材质而定.一般来说CO2气体保护焊用于铁板类焊接;氩弧焊用于铝板类焊接;机器人焊接主要是在料件较大和焊缝较长时使用.如机柜类焊接,可采用机器人焊接,可节省很多任务时,提高工作效率和焊接质量.⑦.表面处理.表面处理一般有磷化皮膜、电镀五彩锌、铬酸盐、烤漆、氧化等.磷化皮膜一般用于冷轧板和电解板类,其作用主要是在料件表上镀上一层保护膜,防止氧化;再来就是可增强其烤漆的附着力;其具体表面处理方式的选用,是根据客户的要求而定.⑧.组装.所谓组装就是将多个零件或组件按照一定的方式组立在一起,使之成为一个完整的料品。
焊接六角螺母Hexagonweldnuts

2
螺纹规格 D M4 M5 M6 M8 M10 M12 M14 M16
表3 保证载荷
N 6 800 11 600 15 500 28 300 44 800
65 300
89 700 123 000
保证载荷 螺纹规格 D×P M8×1 M10×1 M10×1.25 M12×1.5 M12×1.25 M14×1.5 M16×1.5
5 焊接板厚及孔径
焊接板厚及孔径按图3和表5。
QC/T ×××—××××
保证载荷 N -
30 200 50 200 47 800 72 100 68 200 97 500 132 000
图2 焊接板厚及孔径
螺纹规格 D或D×P
min a
max
d5
min
(推荐) max
M4 0.75 1.5 6 6.075
8 16.73
17
M12 M12×1.25 M12×1.25
0.95 1.55 14.69 14.8 14.8 15.07 12.6 20.91 1.2 1.4 0.6 0.8 9.64
10 18.67
19
单位为毫米
M14
M16
M14×1.5 M16×1.5
-
-
1.1
1.1
1.9
1.9
16.69
18.67
3 型式与尺寸
型式与尺寸按图1和表1。
图1 型式与尺寸
1
QC/T ×××—××××
M4
M5
螺纹规格
-
-
D或D×P
-
-
b
min 0.6
0.6
max 1.0
1.0
d1
min 5.91 6.91