关于螺丝头部锻造裂纹说明
SWRCH22A螺栓冷镦开裂原因分析及改善措施

中图分类号:TG142.45
文献标识码:A
文章编号:1672-1152(2019)04-0146-02
冷镦螺栓作为常用紧固件,广泛应用于汽车、机
械、建筑、轻工等行业。国内某金属加工厂生产的
SWRCH22A 螺栓的加工工艺为:机械剥壳→粗拉→
退火→酸洗磷化皂化→精拉→冷镦成型。使用
Φ6.5 mmSWRCH22A 高线盘条拉拔至 Φ3.35 mm 成
750μm
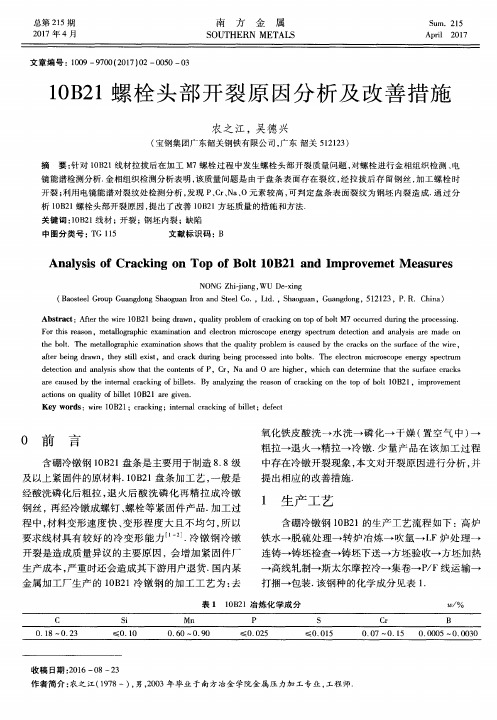
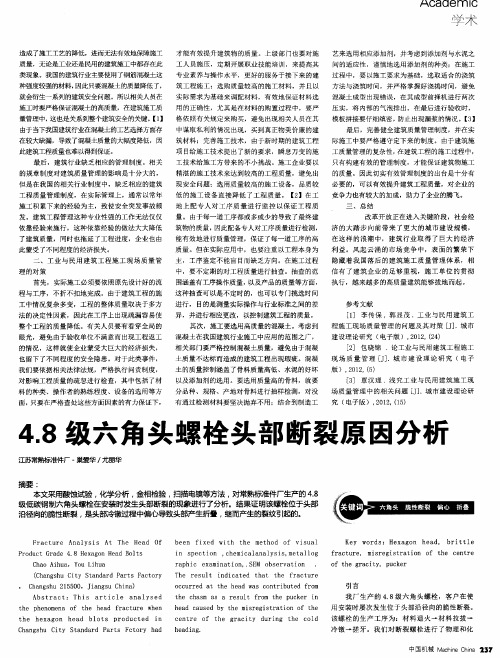
图 1 螺栓头部开裂形貌(100×)
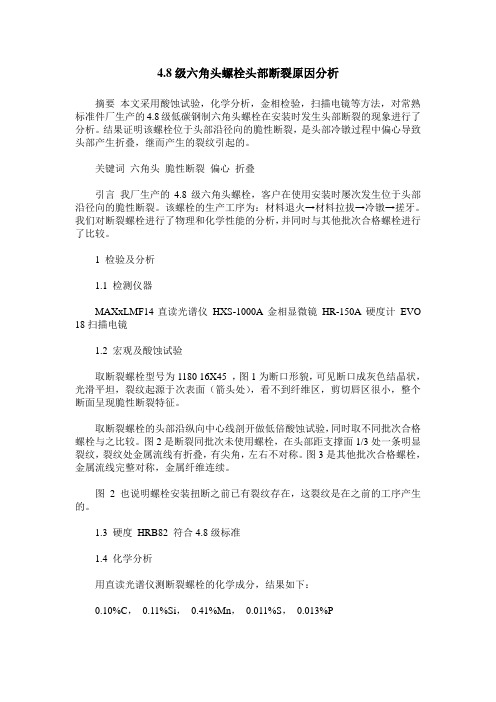
螺杆基体组织为粒状珠光体。 螺栓头部开裂对应杆部线缺陷在金相下有深约 128 μm 的裂纹,裂纹呈弯曲状向内延伸,裂纹内含 灰色夹杂,见图 2 和图 3。
128.257μm
20μm
图 2 开裂对应杆部裂纹形貌(未腐蚀,500×)
20μm
图 3 开裂对应杆部裂纹形貌(腐蚀,500×)
品钢丝打制螺栓,出现螺栓头部开裂质量问题。取开
裂螺栓进行检测,分析开裂原因,生产工艺流程如下:高炉
铁水→脱硫处理→转炉冶炼→吹氩→LF 炉处理→
连铸→铸坯检查→铸坯下送→方坯验收→方坯加
热→高线轧制→斯太尔摩控冷→散卷收集→盘卷表
面质量检测→包装打捆→称质量入库。该钢种的化
13 支螺栓头部开裂对应的螺杆部位均存在长 条线状缺陷。由此推测,螺栓冷镦开裂是由于螺杆表 面线状缺陷在冷镦过程扩展导致,见图 1。 2.2 金相检测
选取开裂程度较严重的螺栓取头部开裂对应杆 部横向样进行金相检测。
收稿日期:2019- 04- 17 第一作者简介:王扬发(1983—),男,2004 年 7 月毕业于重庆 科技学院材料成型及控制工程专业,现为材料成型及控制工 程助理工程师,任线材工艺工程师。
能谱显示螺栓裂纹内灰色夹杂物成分主要为 Fe、O、Ca、Si、F、Mn、Na、Cl、Al 等,主要为保护渣成 分。从夹杂物的成分来看,裂纹内夹渣为连铸保护渣 卷入导致。 4 结论
10B21螺栓头部开裂原因分析及改善措施
Abstract:After the wire lOB21 being drawn,quality problem of cracking on top of bolt M7 occurred dur ing the processing. For this reason,metallographic exam ination and electron m icroscope energy spectrum detection and analysis are m ade on the bolt. The metallographic exam ination shows that the quality problem is caused by the cracks on the surface of the wire, after being drawn,they still exist,and crack during being processed into bolts.The electron microscope energ y spectr um detection and analysis show that the contents of P ,Cr,Na and O are higher,which can determ ine that the surface cracks are caused by the internal cracking of billets. By analyzing the reason of cracking on the top of bolt lOB21,improvem ent actions on quality of billet 10B21 are given. K ey words:wire 10B21;cracking; internal cracking of billet;defect
4.8级六角头螺栓头部断裂原因分析
4.8级六角头螺栓头部断裂原因分析摘要本文采用酸蚀试验,化学分析,金相检验,扫描电镜等方法,对常熟标准件厂生产的4.8级低碳钢制六角头螺栓在安装时发生头部断裂的现象进行了分析。
结果证明该螺栓位于头部沿径向的脆性断裂,是头部冷镦过程中偏心导致头部产生折叠,继而产生的裂纹引起的。
关键词六角头脆性断裂偏心折叠引言我厂生产的4.8级六角头螺栓,客户在使用安装时屡次发生位于头部沿径向的脆性断裂。
该螺栓的生产工序为:材料退火→材料拉拔→冷镦→搓牙。
我们对断裂螺栓进行了物理和化学性能的分析,并同时与其他批次合格螺栓进行了比较。
1 检验及分析1.1 检测仪器MAXxLMF14直读光谱仪HXS-1000A金相显微镜HR-150A硬度计EVO 18扫描电镜1.2 宏观及酸蚀试验取断裂螺栓型号为1180 16X45 ,图1为断口形貌,可见断口成灰色结晶状,光滑平坦,裂纹起源于次表面(箭头处),看不到纤维区,剪切唇区很小,整个断面呈现脆性断裂特征。
取断裂螺栓的头部沿纵向中心线剖开做低倍酸蚀试验,同时取不同批次合格螺栓与之比较。
图2是断裂同批次未使用螺栓,在头部距支撑面1/3处一条明显裂纹,裂纹处金属流线有折叠,有尖角,左右不对称。
图3是其他批次合格螺栓,金属流线完整对称,金属纤维连续。
图2也说明螺栓安装扭断之前已有裂纹存在,这裂纹是在之前的工序产生的。
1.3 硬度HRB82 符合4.8级标准1.4 化学分析用直读光谱仪测断裂螺栓的化学成分,结果如下:0.10%C,0.11%Si,0.41%Mn,0.011%S,0.013%P材料符合标准规定。
1.5 金相分析取断裂螺栓的横截面做金相试样,晶粒度6级,组织为块状F+少量聚集的粒状P。
为正常退火组织。
(图略)1.6 扫描电镜分析对断裂螺栓的断口进行扫描电镜观察(图4),断口形貌既非解理形貌,也非典型的晶间断裂形貌,而是非常平坦的金属平面,在金属平面上,是不同晶粒压平后的晶界(呈亮线)。
锻造裂纹的原因分析及预防措施

应力状态如图示防止裂纹再次产 Nhomakorabea的措施从冶炼的角度讲,应从提高钢锭头尾部的冶金质量, 即提高钢的纯净度和细化晶粒、均匀结晶组织的角 度出发,改善冶炼条件,提高头尾部的可锻性;
从锻压方面讲,应从应力状态和减小锤击力出发, 即避免产生轴心径向拉应力和减小变形程度的方面 做文章,避免裂纹的产生。打击辊颈时,送进量应 限制在坯料直径的0.5~0.8倍之间,避免拔长辊颈时 出现径向展宽现象,既提高了拔长效率,又避免轴 心的径向拉应力。另外,限制锤的打击力,尽可能 在两吨锤上成形,并选择合适的压下量,以减轻心 部的变形程度。两方面入手,以避免裂纹的产生。
锻造裂纹的原因分析及预防措施
φ288mm冷轧辊尾部锻造裂纹
锻件成形及缺陷位置示意图
该件产品用1.75吨钢锭出3件产品,成形情况 及缺陷出现位置如图示
头 1
尾
2
3
裂纹形成原因分析
首先我们看缺陷产生的部位,在钢锭的头尾端。而 钢锭锭身却很少出现缺陷,钢锭的头尾部的冶金质 量不如锭身也是我们的共识,这应是裂纹产生的本 质上的原因。
说明
以上观点仅为个人看法。
其次,辊身与辊颈的台阶差较大。辊身的直径为 288mm,裂纹端辊颈才100mm,台阶差188。变形 过程中有两方面问题要说,一方面下圆弧砧的圆弧 大,击打辊颈时,近似于平砧,即料侧面未受力。 砧宽为250mm,若送进量过大,对于辊颈而言,轴 向拔长就变成了径向展宽,即应力状态为轴心径向 拉应力(如下图示),容易产生轴心纵向裂纹;另 一方面,因辊身与辊颈的台阶差大,操作时可能重 锤打击,造成心部变形量过大。头尾料差的塑性与 低的强度加之径向拉应力和重锤就可能导致裂纹的 产生,这应是裂纹产生的外因。
锻造裂纹产生的原因及解决方法

锻造裂纹产⽣的原因及解决⽅法裂纹是锻压⽣产中常见的主要缺陷之⼀,通常是先形成微观裂纹,再扩展成宏观裂纹。
锻造⼯艺过程(包括加热和冷却)中裂纹的产⽣与受⼒情况、变形⾦属的组织结构、变形温度和变形速度等有关。
锻造⼯艺过程中除了⼯具给予⼯件的作⽤⼒之外,还有由于变形不均匀和变形速度不同引起的附加应⼒、由温度不均匀引起的热应⼒和由组织转变不同时进⾏⽽产⽣的组织应⼒。
应⼒状态、变形温度和变形速度是裂纹产⽣和扩展的外部条件;⾦属的组织结构是裂纹产⽣和扩展的内部依据。
前者是通过对⾦属组织及对微观机制的影响⽽对裂纹的发⽣和扩展发⽣作⽤的。
全⾯分析裂纹的成因应当综合地进⾏⼒学和组织的分析。
(⼀)形成裂纹的⼒学分析在外⼒作⽤下物体内各点处于⼀定应⼒状态,在不同的⽅位将作⽤不同的正应⼒及切应⼒。
裂纹的形式⼀般有两种:⼀是切断,断裂⾯是平⾏于最⼤切应⼒或最⼤切应变;另⼀种是正断,断裂⾯垂直于最⼤正应⼒或正应变⽅向。
⾄于材料产⽣何种破坏形式,主要取决于应⼒状态,即正应⼒σ与剪应⼒τ之⽐值。
也与材料所能承受的极限变形程度εmax 及γmax有关。
例如,①对于塑性材料的扭转,由于最⼤正应⼒与切应⼒之⽐σ/τ=1是剪断破坏;②对于低塑性材料,由于不能承受⼤的拉应变,扭转时产⽣45°⽅向开裂。
由于断⾯形状突然变化或试件上有尖锐缺⼝,将引起应⼒集中,应⼒的⽐值σ/τ有很⼤变化,例如带缺⼝试件拉伸σ/τ=4,这时多发⽣正断。
下⾯分析不同外⼒引起开裂的情况。
1.由外⼒直接引起的裂纹压⼒加⼯⽣产中,在下列⼀些情况,由外⼒作⽤可能引起裂纹:弯曲和校直、脆性材料镦粗、冲头扩孔、扭转、拉拔、拉伸、胀形和内翻边等,现结合⼏个⼯序说明如下。
弯曲件在校正⼯序中(见图3-34)由于⼀侧受拉应⼒常易引起开裂。
例如某⼚锻⾼速钢拉⼑时,⼯具的断⾯是边长相差较⼤的矩形,沿窄边压缩时易产⽣弯曲,当弯曲⽐较严重,随后校正时常常开裂。
镦粗时轴向虽受压应⼒,但与轴线成45°⽅向有最⼤剪应⼒。
锻件常见缺陷裂纹的原因
锻件常见缺陷裂纹的原因锻件常见缺陷裂纹的原因有很多,主要包括以下几个方面:1. 锻造前材料的缺陷:锻造前原材料中可能存在着各种缺陷,如夹杂物、气孔、夹渣等。
这些缺陷会在锻造过程中被拉长、扭曲或剪切,最终导致锻件出现裂纹。
2. 异常冷却方式:锻件在冷却过程中,如果冷却速度过快或不均匀,会导致锻件内部产生应力集中,从而引发裂纹。
尤其是在大尺寸、复杂形状的锻件中,由于其冷却速度不均匀,容易出现内部裂纹。
3. 冷、热变形不均匀:锻造过程中,如果材料的冷、热变形不均匀,会导致锻件内部应力分布不均匀,从而引发裂纹的产生。
尤其是在复杂形状、壁厚不一的锻件中,易出现材料贫化、过冷区和高应力区,容易引发裂纹。
4. 锻造温度过低或过高:锻造温度是影响锻件质量的关键因素之一。
如果温度过低,会导致材料的硬化能力不足,易发生塑性变形困难,从而引发裂纹;而温度过高,则会导致材料的焊接性能下降,也容易引发裂纹。
5. 压力不均匀:锻造过程中,如果锻压力不均匀,会使锻件中的应力分布不均匀,从而容易产生应力集中和裂纹。
尤其是在薄壁锻件中,容易出现锻压力不均匀的问题,导致裂纹的发生。
6. 锻件设计不合理:锻件的设计是影响锻件质量的重要因素之一。
如果锻件的形状、结构设计不合理,容易导致应力集中,从而引发裂纹的产生。
尤其是在复杂形状、尺寸大的锻件中,设计不合理会增加裂纹发生的概率。
7. 热处理不当:热处理是锻件制造过程中的关键环节,如果热处理不当,会导致锻件中的应力不释放或释放不充分,从而引发裂纹。
此外,热处理时的温度、时间等参数也需要合适,否则也可能导致裂纹的产生。
这些都是导致锻件常见缺陷裂纹的主要原因。
为了降低或避免裂纹的产生,需要从原材料选用、工艺控制、设备维护等方面做好控制和管理。
同时,制定合理的锻造工艺和热处理工艺,合理设计锻件形状和结构,对裂纹的产生起到有力的控制和避免作用。
还需要加强工作人员的培训和技能提升,提高他们的专业水平和质量意识,从而减少裂纹缺陷的发生,提高锻件的质量。
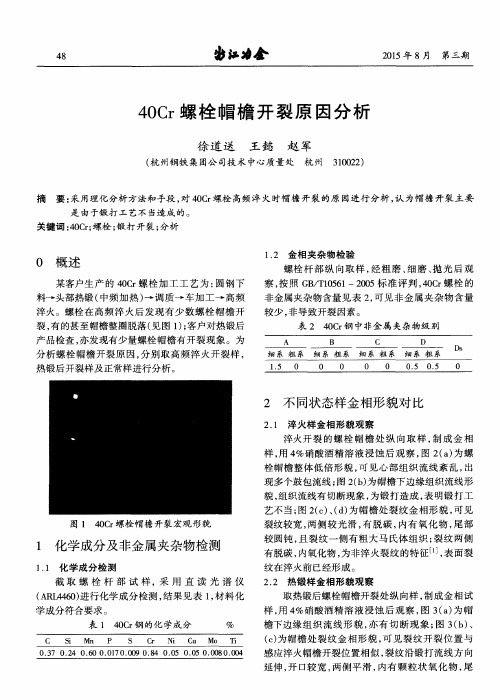
40Cr螺栓帽檐开裂原因分析
1 化学成分及非金属夹杂物检测
1 . 1 化 学成分 检测
有脱 碳 , 内氧化物 , 为 非淬 火 裂纹 的特 征 _ 1 J , 表 面 裂
纹 在淬 火前 已经 形成 。
截 取 螺 栓 杆 部 试 样 ,采 用 直 读 光 谱 仪 ( A R L 4 4 6 0 ) 进 行化 学 成分 检 测 , 结 果 见表 1 , 材 料 化 学 成分 符合要 求 。
2 . 1 淬火 样金 相形 貌观 察 淬火 开 裂 的 螺 栓 帽 檐 处 纵 向 取 样 , 制 成 金 相 样, 用4 %硝酸 酒 精 溶 液 浸 蚀 后 观 察 , 图2 ( a ) 为 螺 栓 帽檐 整体 低 倍 形 貌 , 可 见 心部 组 织 流 线 紊 乱 , 出
现 多个鼓 包 流线 ; 图2 ( b ) 为 帽檐 下边 缘组 织 流线 形 貌, 组织 流线 有切 断现 象 , 为锻 打造 成 , 表 明锻 打 工
淬火 。螺栓 在 高 频 淬 火 后 发 现 有 少 数 螺 栓 帽 檐 开
螺栓 杆 部 纵 向 取 样 , 经粗磨 、 细磨 、 抛 光 后 观 察, 按照 G B / T 1 0 5 6 1 —2 0 0 5标 准 评 判 , 4 0 C r 螺 栓 的
非 金 属夹 杂物 含量 见 表 2 , 可 见 非 金 属 夹 杂 物 含量 较少 , 非导 致开 裂 因素 。 表2 4 0 C r 钢 中非金属 夹杂物级 别
裂, 有 的甚 至 帽檐整 圈脱 落 ( 见图 1 ) ; 客 户对 热锻 后 产 品检查 , 亦发 现有 少量 螺 栓 帽檐 有 开裂 现 象 。为 分析 螺 栓 帽檐 开 裂原 因 , 分别 取 高 频 淬 火 开 裂 样 ,
热锻 后开 裂样及 正 常样进 行 分析 。
4.8级六角头螺栓头部断裂原因分析
首 先 ,实际施 工必 须要依 照原 先设计 好 的流 程 与 工序 ,不折 不扣 地完成 。由于建 筑工 程 的施 工 中情 况复 杂 多变 ,工程 的整体 质量 取决 于多方 法 的 决定性 因素 ,因此 在工 序上 出现 疏漏 容易使 整 个 工程 的质量 降低 。有关 人 员要有 看穿 全局 的
工人 员施 压 ,定期 开展 职业技 能培 训 ,来 提 高其 专业 素 养与操 作水 平 ,更 好 的服务 于接 下来 的建 筑 工程施 工 ;选购 质量较 高 的施工 材料 ,并且 以
实 际需求 为基 础来 调配材 料 ,有效地 保证 材料 选
类现 象。我国的建筑行业主要 使用 了钢筋混凝土这
理 的对策
用 的正确 性 ,尤其 是在材 料 的购 置 过程 中,要 严 格依 照有 关规 定来 购买 ,避免 出现相 关人 员在 其 中谋 取私 利 的情况 出现 ,买到真 正物 美价 廉 的建 筑材 料 :完善施 工 技术 ,由于新 时期 的建 筑工 程
项 目给施 工技 术提 出 了新 的要求 ,瞬息万 变 的施
压 实 ,将 内部 的气 泡排 出。在 最后进 行验 收时 , 模 板拼接 要仔细 缜密 , 防止 出现漏浆 的情况 。【 3 】 最后 ,完善健 全建 筑质量 管理 制度 ,并在实 际施工 中要严 格遵 守定 下来 的制度 。由于 建筑施 工质 量管 理的复 杂性 , 在 建筑 工程 的施 工过程 中 ,
的质量 。因此 切实有 效管 理制度 的 出台是 十分有
必 要的 ,可 以有效提 升建 筑工程 质量 ,对 企业 的
竞 争力也有 较大 的加成 ,助力 了企业 的腾飞 。
三 、总结
地 上配 专 人 对 工序 质 量 进 行 监 控 以保 证 工 程质 量 。由于 每一道 工序 都或 多或少 的导 致 了最终建 筑物 的质量 , 因此配 备专人 对工序 质量进 行检测 , 能有效 地进 行质 量管理 ,保 证 了每 一道 工序 的高 质 量 。但在 实际 应用 中,也 要注重 以工程本 身为 主,工 序鉴 定不 能盲 目而缺 乏方 向 。在 施工 过程 中,要 不定 期的对 工程 质量 进行抽 查 。抽查 的范 围涵盖有 工序操 作质 量 , 以及 产 品的质量 等方面 , 这 种抽 查可 以是 不定时 的 ,也可 以专 门挑选 时间 进 行 , 目的是 测量 实际 操作 与行业 标准 之间 的差 异 ,并进 行相应 更 改, 以控 制建筑 工程 的质量 。 其 次,施 工要选 用高质 量 的混凝 土。考虑 到 混 凝土 在我 国建筑 行业 施工 中应用 的 范围之广 ,
60Si2Mn锻裂原因及解决方案[1]
![60Si2Mn锻裂原因及解决方案[1]](https://img.taocdn.com/s3/m/999d3d3731126edb6f1a109f.png)
60Si2Mn 锻裂原因及解决方案崇 鹏 (扬子重机公司)摘 要 采用退火工艺来消除钢锭内应力、减少化学成分偏析及显微组织的不均匀性,适当调整制造工艺,在不增加成本的前提下,锻造出合格的锻件,并最终加工成符合技术要求的产品。
关键词 60Si2Mn 裂纹 退火1 前言我公司承接的一批加工件,其材质为60Si2Mn,技术要求为调质处理HB241~280。
锻造过程中锻件两端头部开裂(锻造原材料为我公司铸造的钢锭),不能得到合格锻件。
为了有效消除裂纹,经对裂纹产生的原因进行综合分析,相应采取了一定的热处理方法,适当调整了工艺,在成本几乎未增加的前提下得到了合格锻件,并最终加工成合格产品。
2 锻裂宏观形貌最初的制造工艺路线为:炼钢→铸锭→气割下料(未预热)→锻造→退火→粗加工→调质→精加工。
锻造加热温度1180℃,始锻温度1150℃,终锻温度850℃。
锻造后退火的目的在于消除锻造应力,降低硬度,提高切削性能。
钢锭采取氧割下料,经锻造后发现端部有开裂现象:一种为类似缩孔的缺陷(图1);另一种为通条的大裂纹,旁边伴随细小裂纹(图2)。
3 锻裂原因分析经对60Si2Mn 锻裂现象进行宏观分析,锻裂原因主要有以下两个方面。
图1 钢锭缺陷造成开裂图2 气割下料造成开裂3.1 钢锭缺陷造成锻造开裂我公司铸造的60Si2Mn 钢锭经光谱分析化验其主要化学成分(见表1),符合国家标准(G B /T1222-1984)。
表1 主要化学成分钢号及炉号化学成分(%)CSi Mn Cr P S 60Si2Mn (实测)(77-137)0.641.600.860.0740.0290.01560Si2Mn (实测)(77-161)0.63 1.850.770.0310.0170.01660Si2Mn (标准)0.56~0.641.50~2.000.60~0.90≤0.35≤0.035≤0.03560Si2Mn 钢锭化学成分是合格的,但铸锭本身存在铸造内应力,而且钢锭凝固时有成分偏析,造成成分和组织的不均匀性。
45钢六角头螺栓淬火裂纹分析
.
工 人实际热处理操作符 合热处理工 艺
结 果在
9
.
个试样中 肉眼发现有
,
个试样 出
。
现明显的纵向裂纹 金相 组 织 从出现 裂 纹 的螺栓 中截取 一小段 做成 金相试 用 4 % 硝酸酒精溶液蚀 3 0 后放在 3 0
, 、
端面 口 部亦发现有裂纹 但也 隐约可见
. 、
还有
。
1
个试样裂纹倾 向虽然不明显
%
保证钢材
际上 是按 含碳量 为 行 ( 因为从表 即含碳量 为 为
0 4 6%
.
的4 5 钢 的热处理工艺进
H R CZ I 一
.
的质量
二
、
1
可 以 看出
.
5 范 围内亦 2 对于含碳量
.
) 按炉 批号 2
.
含碳量将钢材分成几 个档 次分别
、
0
.
料%
的试样 占大 多数)
进行管理
.
送交热处理的零件 应保证其炉批号
.
《 金属热处理 》
9 % 1
0 1
钢 六角头螺栓 出现的淬火裂纹与工 人热处
汉/
认杏 ` 义少扒。` \
( 编样
又少 入岁 卜
毛 丽 青)
入夕入酬 矛
入丫; 吧 厂入 岁 入夕 入夕 入夕入丫 认 杏` ℃ /
丫入 岁认丫 入丫认夕认y 认夕 个心 ` 义 / 入州入 夕认 夕个 心` 又 / 入夕 认乙`
脱碳
过热
力
1 6
.
增 加淬 火应 力的不均 匀分布
过烧 的可能 材料牌 号 用出现裂纹的螺栓在 砂轮上磨火 花时发现其火
螺栓头部开裂与含碳量的关系
螺栓头部开裂与含碳量的关系
螺栓头部开裂与含碳量有一定的关系。
一般来说,含碳量越高,螺栓的强度和硬度越高,但塑性和韧性会降低,导致螺栓头部开裂的风险增加。
螺栓头部开裂的原因除了含碳量以外,还包括以下因素:
1、材料问题:螺栓制作时,若使用质量不好、不合格的材料,或者材料中夹杂了太多的杂质,都会导致螺栓头部开裂。
2、工艺问题:螺栓头部开裂可能与制作工艺有关。
若在加工过程中出现工艺不良情况,如加工温度过高、冷却不够等,都会导致螺栓头部开裂。
3、使用环境问题:螺栓在使用环境恶劣或者受到不良使用方式等因素的影响下,容易出现头部开裂现象。
例如,螺栓在长时间的高温环境下使用,或者受到过大的重量和扭矩作用,都会导致其头部开裂。
锻造开裂原因

锻造开裂原因
锻造开裂的原因可能有多种,以下是一些主要原因:
1. 原材料质量问题:原材料中可能存在的毛细裂纹、折叠、非金属夹杂物过多、碳化物偏析、异金属夹杂物、气泡、柱状晶体粗大、轴心晶间裂纹、粗晶环等缺陷,在锻造工序都可能引发锻造裂纹。
2. 锻造工艺不当:在锻造过程中,如果下料、加热、锻压、冷却及清理等环节出现不当操作,也可能导致锻件开裂。
3. 温度控制不当:在加热和冷却过程中,如果温度控制不当,可能导致材料内部应力过大,从而引发开裂。
4. 材料应力集中:如果锻件存在应力集中区域,如尖角、截面突变处,在应力超过材料承受能力时,可能导致开裂。
5. 锻造变形不当:如果变形速度太大,钢的塑性不足以承受形压力而引起的破裂。
6. 淬火裂纹:淬火裂纹往往是在马氏体转变开始进行后不久产生的,裂纹的分布则没有一定的规律,但一般轻易在工件的尖角、截面突变处形成。
十字槽圆盘螺钉冷镦头部开裂原因及预防
MAXX05-F,检测结果材料成分在正常范围内,化学 成分如表]所示O
表1化学成分
标准范围 (SWRCH35K)
原材料
w(C) w(Si) w(Mn) w(p) w(S)
0.32-0.38 0.10-0.35 0.60-0.90 W0.030 W0.035
0.355
Practical Exploration of Long-term Stability of Furnace Temperature by Remote Control of No. 8 BF in Shaogang
Yang Jun (SGIS Songshan Co<, Ltd. Iron Works, Shaoguan Guangdong 512123)
摘要:详细叙述了十字槽圆盘螺钉表面开裂方式,从多个方面分析影响开裂的因素,探讨了造成开裂的原因,
并提出预防开裂的措施。
关键词:十字槽圆盘螺钉冷锻开裂45。开裂冷敏受力
中图分类号:TG157
文献标识码:A
文章编号:1672-1152( 2021 )02-0099-02
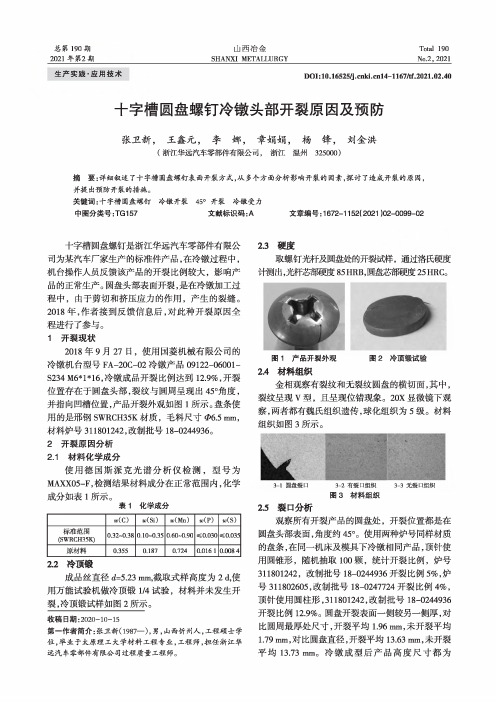
十字槽圆盘螺钉是浙江华远汽车零部件有限公 司为某汽车厂家生产的标准件产品,在冷徽过程中, 机台操作人员反馈该产品的开裂比例较大,影响产 品的正常生产。圆盘头部表面开裂,是在冷徹加工过 程中,由于剪切和挤压应力的作用,产生的裂缝。 2018年,作者接到反馈信息后,对此种开裂原因全 程进行了参与。
1开裂现状 2018年9月27 H,使用国菱机械有限公司的
冷徹机台型号FA-20C-02冷徽产品09122-06001S234 M6*l*16,冷傲:成品开裂比例达到12.9%,开裂 位置存在于圆盘头部,裂纹与圆周呈现出45。角度, 并指向凹槽位置,产品开裂外观如图1所示。盘条使 用的是邢钢SWRCH35K材质,毛料尺寸06.5 mm, 材料炉号311801242,改制批号18-0244936o 2开裂原因分析 2.1材料化学成分
螺丝打头容易产生的不良现象及原因

螺丝打头容易产生的不良现象及原因1、偏心二冲安装不良及调机不当。
2、歪头一冲安装不良及调机不当。
3、头部不圆一冲模的选择不当或一冲成型不够饱满。
4、打模裂痕打模破裂或打模R角不当,使打模被二冲撞刮。
5、头部双层一冲成型不良。
6、毛边一冲成型不良、主要是冲棒与冲模孔之间间隙过大或冲棒太短引起。
7、裂角冲针破裂或二冲与打模相不重。
8、头部开裂材质问题,须用专用药水对金属材料进行严格测试,必要时使用加热设备给线材加热少许;或一冲模使用错误(如打盘头用六角华司头的一冲模),以及润滑油的粘度失效等原因,应注意最好选用低温不结块,高温不会迅速变稀冒烟甚至挥发、粘指在90以上的正规国标油,目前市面大部分散装30#-40#非标机油多数用废汽车机油过滤酸洗再生翻造而成,品质时好时坏,久了对机器的损害也很大。
多博络化工科技长期推出的D-619-SD1润滑打造油(D-619-SD1 dual-purpose forging oil)该油品是以精制矿物油为基础,复配入极压、油性及防锈等多种特殊添加剂调配而成,具有良好的润滑性、极压抗磨性、防锈性及高温抗氧化安全性等。
能有效地保护模具,满足标准件及非标准件的多工位成型加工工艺。
用于铜、碳钢螺丝、蜗钉冷镦、,高强度螺栓、套筒、空心及半空心铆钉等的成型打造及机身齿轮润滑防锈。
与一般常用的30、40号螺丝机油不同,D-619-SD1含有大量抗磨损、防烧结添加剂,可显著延长模具寿命而且售价廉宜,适合大量采用。
表现出的明显优点是:1、可有效保护冲棒(冲针)及模具,延长使用寿命,降低综合成本2、不会污染金属线材表面,产品表面光亮且易清洗3、不对机床内部滑槽,油管及漆层腐蚀而生锈4、良好的机身润滑性和镦锻性能及冷却流动性,对快速多工位机内自身传动部件的润滑保护并使工件和模具充分冷却5、热稳定性高,长期循环使用不易因粘度变化失效而堵塞滤芯或挥发,对抵挡磷化处理的线材也有很好的清净沉降性美国DOUBLEROLL(多博络)是美国润滑油的著名品牌,在亚太地区授权由美国德寳润石油(中国)有限公司责任监制,他们长期以来本着对专业一丝不苟的态度和对诚信度坚持不懈的珍爱,以及不断进取的尖端润滑技术与丰厚的文化底蕴而享誉世界,是被谕为‘润滑先锋,无微不至’的高端润滑材料的世界级生产厂家。
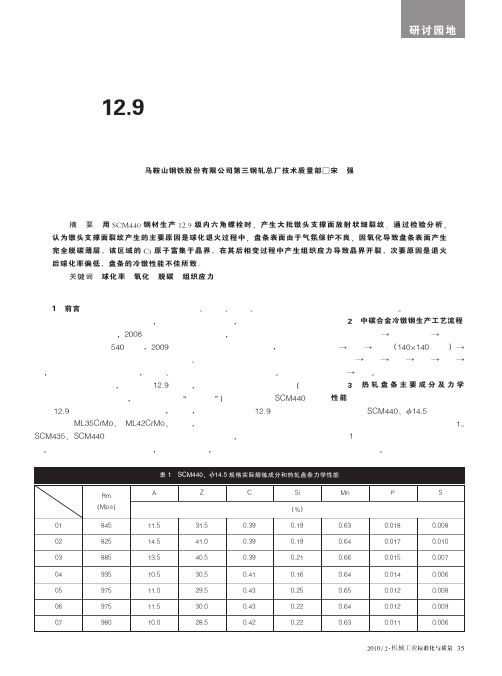
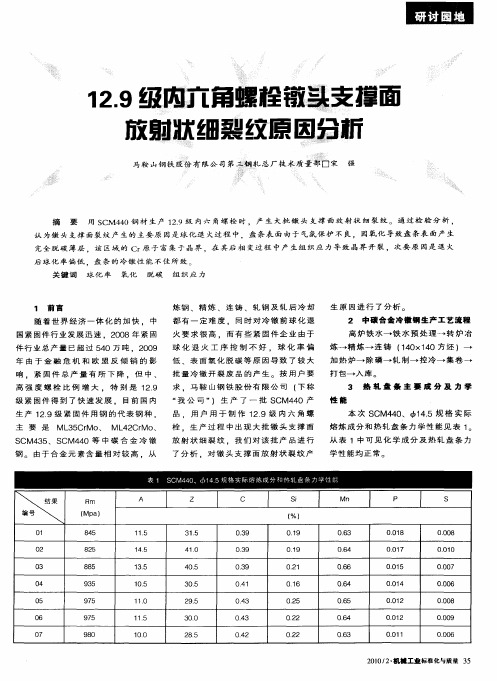
12.9级内六角螺栓镦头支撑面放射状细裂纹原因分析
0.018 0.017 0.015 0.014 0.012 0.012 0.011
0.008 0.010 0.007 0.006 0.008 0.009 0.006
机械工业标准化与质量 11 · 2010 / 2 35
研讨园地
4
镦制过程开裂情况及讨论分析 试样 表 面 电 镜 扫 描 照 片 ; 图 4 为 试 样 表 面 裂 纹 内 3 -A 点 能 谱 分 析 ; 图 5 为按改进球化工艺, 退火后试样表面 电镜扫描照片; 图 6 为表面裂纹内 谱 分 析 , 图 3 中 3 -A 点 含 O 、 Zn 、
经球化退火的 SCM440 盘条 , 冷 镦成型后的螺栓支撑面上沿圆周出现 较大批量放射状细小裂纹。 裂纹产生 的主要原因是球化退火过程中, 盘条 表面由于气氛保护不良, 因氧化导致 盘条表面产生完全脱碳薄层, 厚度约
( 收稿日期 : 2010-01-27 )
!!!!!!!!!!"
基础知识
!!!!!!!!!!!!!!!!!!!" !!!!!!!!!!"
用 户 将 我 公 司 提 供 的 SCM440 、
Al 、 Si 、 Cr 、 Mn 、 Fe 等元素 , 具体 参
数 见 图 4。 表 明 用 户 球 化 退 火 过 程 中 气体保护没有起到应有的效果, 在较 低 温 度 ( 500℃~600℃ ) 下 , 较 长 时 间 氧 化 形 成 薄 薄 一 层 ( 20μm ~30μm ) 完全氧化脱碳层; 并且在材料表面沿 圆周产生细小的沿晶微裂纹, 裂纹仅 存在于完全脱碳层区域。 改进球化退 火 工 艺 后 (许 天 己 编 著 《钢 铁 热 处 理 实用 技术 》 及惠 卫军 等编 著 《高 强 度 紧固件用钢 》 中有相关论述 ), 球化率 提高, 但仍有薄薄一层完全脱碳层 ( 厚度约 20μm ), 而且沿晶微裂纹仍然 存在 ( 见图 5 、 图 6 )。
1---螺帽的表面缺陷及检验方法
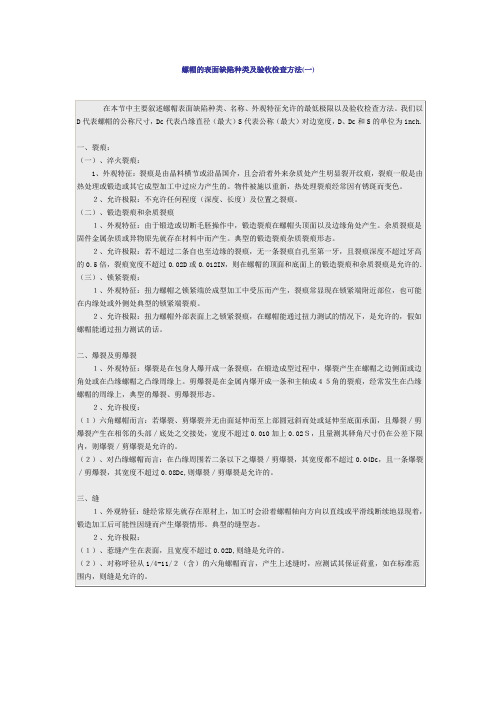
螺帽的表面缺陷种类及验收检查方法(一)在本节中主要叙述螺帽表面缺陷种类、名称、外观特征允许的最低极限以及验收检查方法。
我们以D代表螺帽的公称尺寸,Dc代表凸缘直径(最大)S代表公称(最大)对边宽度,D、Dc和S的单位为inch.一、裂痕:(一)、淬火裂痕:1、外观特征:裂痕是由晶料横节或沿晶国介,且会沿着外来杂质处产生明显裂开纹痕,裂痕一般是由热处理或锻造或其它成型加工中过应力产生的。
物件被施以重新,热处理裂痕经常因有锈斑而变色。
2、允许极限:不充许任何程度(深度、长度)及位置之裂痕。
(二)、锻造裂痕和杂质裂痕1、外观特征:由于锻造或切断毛胚操作中,锻造裂痕在螺帽头顶面以及边缘角处产生。
杂质裂痕是固件金属杂质或异物原先就存在材料中而产生。
典型的锻造裂痕杂质裂痕形态。
2、允许极限:若不超过二条自也至边缘的裂痕,无一条裂痕自孔至第一牙,且裂痕深度不超过牙高的0.5倍,裂痕宽度不超过0.02D或0.012IN,则在螺帽的顶面和底面上的锻造裂痕和杂质裂痕是允许的.(三)、锁紧裂痕:1、外观特征:扭力螺帽之锁紧端於成型加工中受压而产生,裂痕常显现在锁紧端附近部位,也可能在内缘处或外侧处典型的锁紧端裂痕。
2、允许极限:扭力螺帽外部表面上之锁紧裂痕,在螺帽能通过扭力测试的情况下,是允许的,假如螺帽能通过扭力测试的话。
二、爆裂及剪爆裂1、外观特征:爆裂是在包身人爆开成一条裂痕,在锻造成型过程中,爆裂产生在螺帽之边侧面或边角处或在凸缘螺帽之凸缘周缘上。
剪爆裂是在金属内爆开成一条和主轴成45角的裂痕,经常发生在凸缘螺帽的周缘上,典型的爆裂、剪爆裂形态。
2、允许极度:(1)六角螺帽而言:若爆裂、剪爆裂并无由面延伸而至上部圆冠斜而处或延伸至底面承面,且爆裂/剪爆裂产生在相邻的头部/底处之交接处,宽度不超过0.010加上0.02S,且量测其驿角尺寸仍在公差下限内,则爆裂/剪爆裂是允许的。
(2)、对凸缘螺帽而言:在凸缘周围若二条以下之爆裂/剪爆裂,其宽度都不超过0.04Dc,且一条爆裂/剪爆裂,其宽度不超过0.08Dc,则爆裂/剪爆裂是允许的。
12.9级内六角螺栓镦头支撑面放射状细裂纹原因分析
2 中碳 合 金冷 徽 钢生 产 工艺 流程 高 炉 铁 水 一 铁 水 预 处 理 一 转 炉 冶 炼 一 精 炼一 连 铸 ( 4 x1 0 方 坯 )一 10 4
加 热 炉 一 除 磷一 轧 制一 控 冷一 集 卷一
打 包一 入 库 。
3 热 轧 盘 条 主 要 成 ቤተ መጻሕፍቲ ባይዱ 及 力 学
性 能
级 紧 固 件 得 到 了 快 速 发 展 . 目 前 国 内
生产 1 . 2 9级 紧 固 件 用 钢 的 代 表 钢 种 . 主 要 是 ML 5 M0、 ML 2 M0 3 Cr 4 Cr 、
“ 公 司 ”1 生 产 了 一 批 S 我 CM4 0 产 4
品 .用 户 用 于 制 作 1 2 9级 内 六 角 螺
后 球 化 率偏 低 .盘条 的冷 镦性 能 不佳 所 致 。 关 键 词 球 化 率 氧 化 脱碳 组 织 应 力
1 前 言
炼 钢 、 精 炼 、 连 铸 、 轧 钢 及 轧 后 冷 却 都 有 一 定 难 度 . 同 时对 冷 镦 前 球 化 退 火 要 求 很 高 . 而 有 些 紧 固 件 企 业 由 于 球 化 退 火 工 序 控 制 不 好 。 球 化 率 偏 低 表 面 氧 化 脱 碳 等 原 因 导 致 了 较 大 批 量 冷 镦 开 裂 废 品 的 产 生 。 按 用 户 要
1.级内九角螺栓镦 毒 皿 9 2 狺 撑面 l 放射 细裂纹原因 析 分
囊群
马鞍 山钢铁股份 有限公 司第三钢扎 总厂技 术质量部口宋 强
曩: 薹
摘 要 用 S CM 4 0钢 材 生 产 1 . 4 29级 内 六 角 螺 栓 时 , 产 生 大 批 镦 头 支 撑 面 放 射 状 细 裂 纹 。 通 过 检 验 分 析 , 认 为 镦 头 支 撑 面 裂 纹 产 生 的 主 要 原 因 是 球 化 退 火 过 程 中 .盘 条 表 面 由 于 气 氛 保 护 不 良 , 因 氧 化 导 致 盘 条 表 面 产 生 完 全 脱 碳 薄 层 .该 区 域 的 Cr 子 富 集 于 晶 界 ,在 其 后 相 变 过 程 中 产 生 组 织 应 力 导 致 晶 界 开 裂 , 次 要 原 因 是 退 火 原
8.8级六角头螺栓头部淬火裂纹形貌

六角头螺栓头部裂纹分析一、概况六角头螺栓(三价黑),8.8级,装配时发生断裂。
二、宏观检查断裂发生在头部R处,最后螺纹底。
断口有深褐色月牙形旧痕区,约占整个断口面积的2/3;其余部分为浅灰色,该区域可见塑性变形(图1)。
断裂起源于旧痕区的牙底处表面(图2)。
图1断裂形貌旧痕区图2断口形貌三、基体硬度实测值:31.5 31.5 31.5 HRC8.8级规定:22~32 HRC四、电镜特征断口旧痕区表层已被污物覆盖,可见沿晶特征(图3-6)。
浅色区的微观形貌为韧窝(图7)。
图3图4图5图6图7五、金相检查断口旧痕区有可见氧化层,并有沿晶二次裂纹,未见非金属夹杂物聚集及其它材料缺陷(图8、9)。
根据GB/T 3098.1-2010对螺纹脱碳层检测,结果为:G=0mm,E=0.72mm,螺纹底无脱碳现象(图10)。
基体组织为回火索氏体(图11)。
图8 200×断口照片10100×照片11500×六、结论螺栓在头部断裂,断口有深色月牙形旧痕区,起源于旧痕区的牙底处表面;其余断口区域呈浅灰色,可见塑性变形。
扫描电镜观察:断口旧痕区表层已被污物覆盖;除锈后观察,可见沿晶特征;最后断裂新鲜断口区的微观形貌为韧窝。
金相观察,螺栓断口旧痕区可见内填充氧化层,并有沿晶二次裂纹;无脱碳,基体组织为回火索氏体。
实测硬度值符合GB/T3098.1-2000中8.8级螺栓规定。
综合以上试验分析结果,认为送检螺栓装配前存在予裂纹旧痕,导致受外力作用发生断裂,该予裂纹旧痕为淬火裂纹导致。
史上最全螺钉孔开裂的原因及最强解决方案
塑料制品螺钉孔开裂的原因及解决方案之迟辟智美创作螺钉孔开裂现象一般发生在脆性资料或应力敏感资料或易发生内应力的资料中,如ABS,PC,PC/ABS合金等,分析招致螺钉孔开裂的原因,应该从产物设计(模具设计及模具加工)-原料-加工工艺三方面动身.1. 产物设计方面①尽量防止在实心螺丝柱上直接打孔或攻丝,设计产物时设计成空心螺丝柱;②螺丝柱壁厚(肉厚)不够,适当增加壁厚或柱高较高时设置加强筋;③直角孔口招致攻丝时受力不均,孔口顶端开倒角,孔底也设计倒角;④适当减小螺纹设计余量,余量过年夜会招致拧入螺丝或攻丝过程中对螺丝柱压力增年夜;⑤模具设计问题,招致注塑件的内应力集中在螺丝孔处;⑥熔接痕(夹水线)位于螺丝孔处,对这种情况,也可通过调机处置获得解决;⑦成型较年夜塑料圆孔时,由于模具型芯采纳硬质合金资料,塑料孔收缩不均招致发生内应力,螺纹孔一般不呈现这种情况⑧对有金属内嵌螺纹的产物而言,由于塑料比金属的收缩率年夜,嵌件冷却后容易撑裂柱子,应根据两种材质的线胀系数及温度变动范围,计算出半径方向上的间隙为0.3~0.4mm 左右;⑨对接触水的有金属内嵌螺纹的产物而言,应确保产物冷却后金属嵌件嵌入紧密,生锈也会招致螺纹柱开裂;⑩对形状复杂或者薄壁产物,增年夜浇注口尺寸,模具浇注口短而粗有利于减少压力损失,改善注塑条件2. 原料问题:①原料质量差,回收料(水口料、环保料)含量年夜;②原料自己不含回收料,供应商造粒时工艺不妥招致原料降解;③原料自己无质量问题,牌号选择不妥,改用改性料或高韧性牌号;④原料自己无质量问题,分歧厂家的原料有微小但对产物质量影响很年夜的分歧;⑤某些色母料会加剧内应力问题,仍是原料选择问题;⑥原料中加玻纤可提高强度;⑦原料水分含量过高,未充沛干燥或吸湿招致加工过程中原料降解,韧性降低;3. 加工工艺的问题:(请专业调机师傅调机)①提高模具温度,改善熔体流动条件,增强熔接痕强度;②减小注射压力及保压压力,减少内应力的发生;③在玻璃化温度以下对制品进行充沛热处置,释放内应力,处置时间视处置介质而定;4.其他外部条件(弥补说明)①根据分歧材质的料件设定相匹配的热熔参数(温度、预热时间、下压时间、稳定可控的气压);②螺母原资料的清洁,(用酒精浸泡的方法)去除概况的油污等;③螺母外径与螺丝柱内径要相匹配,既要保证扭力和拉拔力符合要求的前提下,又要将螺母和螺丝柱的应力控制在最小.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三.零件图片状态及实测结果
料号: 670A4012 零件图纸0=0.64mm 开裂状图片及测试结果如下:
测试裂纹宽 度为0.23, 符合标准
测试裂纹宽 度为0.30, 符合标准
测试裂纹宽 度为0.36, 符合标准
测试裂纹宽 度为1.30, 不符合标准 NG
四.头部开裂对实际组装影响
扭断测试(见右图, 轻微裂纹及严重裂纹 状态都非从开裂源断 裂)
测试结果断裂扭矩 为4N.M
结论:零件头部开裂,不影响实际组装性能
感谢 Q&A
关于螺丝锻造裂纹说明
参考标准:ISO6157-1
一.标准关于锻造裂纹说明
二.关于以上页标准的解读结果
1.对于螺丝头顶裂纹要求: 裂纹长度: l ≤ d1(螺纹外径) 深度或寬度 b, b ≤ 0.04d 2.对于螺丝侧边轮缘或法兰面 单条裂纹宽度≤ 0.08 dc(螺纹头径或法兰径) 多条裂纹≤ 0.04dc(有两条以上裂痕时,其中一条可以到 0.08 dc )