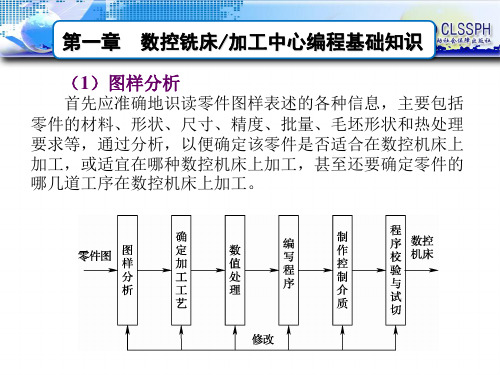
(完整版)华中数控车编程课件
合集下载
华中数控编程与操作(ppt 43页)
图4-12 左刀补和右刀补 a)上手刀,刀架在操作者的外侧 b)下手刀,刀架在操作者的内侧
2020/8/15
9
• 注意: • ①G41/G42不带参数,其补偿号(代表所用刀具对应的刀尖半径补
偿值)由T代码指定。其刀尖圆弧补偿号与刀具偏置补偿号对应。 • ②刀尖半径补偿的建立与取消只能用G00或G01指令,不能用G02或
6
⑵刀尖圆弧半径补偿指令G41/G42/G40。 数控程序一般是针对刀具上的某一点即刀位点,按工
件轮廓尺寸编制的。车刀的刀位点一般为理想状态下的假想刀尖 点或刀尖圆弧圆心点。但实际加工中的车刀,由于工艺或其他要 求,刀尖往往不是一理想点,而是一段圆弧。切削加工时,刀具 切削点在刀尖圆弧上变动,在切削内孔、外圆及端面时,刀尖圆 弧不影响加工尺寸和形状,但在切削锥面和圆弧时,会造成过切 或少切现象(见图4-11)。此时,可以用刀尖半径补偿功能来消 除误差。
把刀为基准(标准)刀具,并以其刀尖位置A为依据建立工件 坐标系。这样,当其他各刀转到加工位置时,刀尖位置B相对 基准刀刀尖位置A就会出现偏置,原来建立的坐标系就不再适
用,因此应对非基准刀具相对于基准刀具之间的偏置值△x、
△z进行补偿,使刀尖位置B移至位置A。
• 2)绝对补偿形式。即机床回到机床零点时,工件坐标系零点 相对于刀架工作位置上各刀刀尖位置的有向距离。当执行刀 偏补偿时,各刀以此值设定各自的加工坐标系,如图4-10所 示。
主轴停转、主程序结束并复位
13
11.螺纹切削指令G32 (25Min) 指令格式为:G32 X(U)__ Z(W)__ R__ E__ P__ F__;
• 螺纹切削分为单行程螺纹切削、螺纹切削循环和螺纹切削复合 循环。
• 单行程螺纹切削指令G32程序段格式为: • G32 X(U)___ Z(W)___ R___ E___ P___ F___; • G32指令可以执行单行程螺纹切削,车刀进给运动严格根据输
华中数控铣编程PPT文档共126页

(如上例中的N02句),也可与其他指令同段指定(如上例 中的N01句)。使用该指令前,先用MDI方式输入该坐 标系坐标原点在机床坐标系中的坐标值,使用G54指令 在开机前,必须回过一次参考点
五、数控铣床常用编程指令
4、直接机床坐标系编程G53
➢格式:G53 在含有G53指令的程序段中,用绝对值编程(G90)的移 动指令位置就是在机床坐标系中(相对于机床原点)的 坐标值。 G53指令仅在其被规定的程序段中有效。
X
_Z
_
Y
_
Z
_
I _ J _
I _ K _
J _ K _
R _
F_
Y OX
终点 ( X, Y)
X OZ
终点 ( X, Z)
Z OY
终点 (Y, Z)
起点
J
圆心 I
圆心
起点 I
圆心 K
起K点 J
图 21 I、J、K 的选择
五、数控铣床常用编程指令
园弧插补注意事项:
1、当圆弧圆心角小于180°时,R为正值, 2、当圆弧圆心角大于180°时,R为负值, 3、整圆编程时不可以使用R,只能用I、J、K; 4、F为编程的两个轴的合成进给速度。
五、数控铣床常用编程指令
三、进给控制指令
1、快速定位指令G00
➢ 格式:G00 X_Y_Z_A_ 其中,X、Y、Z、A为快速定位终点, G90时为终点在工件坐标系中的坐标; G91时为终点相对于起点的位移量。 G00为模态功能,可由G01、G02、G03或G33功能注销。
五、数控铣床常用编程指令
G20 G21 G22
G24 G25 G28 G29
G40 G41 G42
组
意义
五、数控铣床常用编程指令
4、直接机床坐标系编程G53
➢格式:G53 在含有G53指令的程序段中,用绝对值编程(G90)的移 动指令位置就是在机床坐标系中(相对于机床原点)的 坐标值。 G53指令仅在其被规定的程序段中有效。
X
_Z
_
Y
_
Z
_
I _ J _
I _ K _
J _ K _
R _
F_
Y OX
终点 ( X, Y)
X OZ
终点 ( X, Z)
Z OY
终点 (Y, Z)
起点
J
圆心 I
圆心
起点 I
圆心 K
起K点 J
图 21 I、J、K 的选择
五、数控铣床常用编程指令
园弧插补注意事项:
1、当圆弧圆心角小于180°时,R为正值, 2、当圆弧圆心角大于180°时,R为负值, 3、整圆编程时不可以使用R,只能用I、J、K; 4、F为编程的两个轴的合成进给速度。
五、数控铣床常用编程指令
三、进给控制指令
1、快速定位指令G00
➢ 格式:G00 X_Y_Z_A_ 其中,X、Y、Z、A为快速定位终点, G90时为终点在工件坐标系中的坐标; G91时为终点相对于起点的位移量。 G00为模态功能,可由G01、G02、G03或G33功能注销。
五、数控铣床常用编程指令
G20 G21 G22
G24 G25 G28 G29
G40 G41 G42
组
意义
数控车编程与操作实用教程:第四章 华中(HNC-2122T)系统数控车床操作与编程

上一页 下一页 返回
4.2 华中(HNC-21/22T)系统数控车床 的基本操作
例如要输入“G00 X100 Y1000” MDI 运行指令段,可以 (1)直接输入“G00 X100 Y1000 ”并按Enter 键 (2)先输入“G00 ”并按Enter 键,再输入“X100” 并按Enter 键,然后
修调倍率递减5%,机械齿轮换档时,主轴速度不能修调。
上一页 下一页 返回
4.1 华中(HNC-21/22T)系统操作面板
手动移动机床主轴按钮。
机床运行过程中,在危险或紧急情况下按下急停按钮, CNC
即进入急停状态。伺服进给及主轴运转立即停止工作(控制 柜内的进
给驱动电源被切断)。松开急停按钮,左旋此按钮,自动跳起,CNC
4.2 华中(HNC-21/22T)系统数控车床 的基本操作
四、手动操作
1、手动方式 按一下“手动”按键,系统处于点动运行方式。 按压要移动的坐标轴“+X”、“-X”、“+Z”、“-Z”按键,相应轴将
产生正向或负向连续移动。 松开坐标轴按键,相应轴即减速停止。 在手动方式下,同时按压X、Z方向的手动按键,能同时手动连续移
统运行,旋转并拔起“急停”按钮使系统复位。
二、机床回零
控制机床运动的前提是建立机床坐标系,为此,系统接通电源,复 位后首先应该进行机床各轴回参考点操作。方法如下:
1、如果系统显示的工作方式不是回零方式,按一下控制面板上面 的“回零”按键,确保系统处于“回零”方式。
2、按坐标轴方向键“+Z、+X”,点动使每个坐标轴逐一回参考点, 当X、Z轴回参考点后,“+X”和“+Z”按键内的指示灯亮。
动X、Z坐标轴。 手动进给是若同时按下“快进”按键,则产生相应轴的正向或负向快
4.2 华中(HNC-21/22T)系统数控车床 的基本操作
例如要输入“G00 X100 Y1000” MDI 运行指令段,可以 (1)直接输入“G00 X100 Y1000 ”并按Enter 键 (2)先输入“G00 ”并按Enter 键,再输入“X100” 并按Enter 键,然后
修调倍率递减5%,机械齿轮换档时,主轴速度不能修调。
上一页 下一页 返回
4.1 华中(HNC-21/22T)系统操作面板
手动移动机床主轴按钮。
机床运行过程中,在危险或紧急情况下按下急停按钮, CNC
即进入急停状态。伺服进给及主轴运转立即停止工作(控制 柜内的进
给驱动电源被切断)。松开急停按钮,左旋此按钮,自动跳起,CNC
4.2 华中(HNC-21/22T)系统数控车床 的基本操作
四、手动操作
1、手动方式 按一下“手动”按键,系统处于点动运行方式。 按压要移动的坐标轴“+X”、“-X”、“+Z”、“-Z”按键,相应轴将
产生正向或负向连续移动。 松开坐标轴按键,相应轴即减速停止。 在手动方式下,同时按压X、Z方向的手动按键,能同时手动连续移
统运行,旋转并拔起“急停”按钮使系统复位。
二、机床回零
控制机床运动的前提是建立机床坐标系,为此,系统接通电源,复 位后首先应该进行机床各轴回参考点操作。方法如下:
1、如果系统显示的工作方式不是回零方式,按一下控制面板上面 的“回零”按键,确保系统处于“回零”方式。
2、按坐标轴方向键“+Z、+X”,点动使每个坐标轴逐一回参考点, 当X、Z轴回参考点后,“+X”和“+Z”按键内的指示灯亮。
动X、Z坐标轴。 手动进给是若同时按下“快进”按键,则产生相应轴的正向或负向快
华中(HNC-2122T)数控车床系统编程指令

任务三 准备功能G代码
二 、有关坐标系和坐标的G代码
3.工件坐标系选择G54~G59
G54~G59 是 系 加 工 时 其 坐 标 这6个预定工件 工 件 坐 标 系 一 G54~G59为模
统预定的6个坐 系 的 原 点 , 必 坐 标 系 的 原 点 旦选定,后续程 态 功 能 , 可 相
标 系 , 可 根 据 需 须 设 为 工 件 坐 在 机 床 坐 标 系 序 段 中 绝 对 值 互 注 销 , G54
G32 Z(W)__R__E__P__F__
图4-15
锥螺纹(见图4-15)的斜角α在45°以 下时,螺纹导程以Z轴方向指定;在 45°以上至90°时,以 X 轴方向指定, 该指令一般很少使用。
数控车削编程
总目录 TOAL CONTENTS
项目一 数控车床简介 项目二 数控车削工艺 项目三 数控车床的编程基础 项目四 华中(HNC-21/22T)数控车床系统编程指令 项目五 西门子(SIEMENS-802D)系统数控车床的编程指令 项目六 数控车床基本操作 项目七 数控车床的对刀 项目八 典型零件的编程与操作
二 、有关坐标系和坐标的G代码
2.工件坐标系设定G92
格式:G92 X__ Z__
X、Z:对刀点到工件坐标系原点的有向距离。 当执行G92 XαZβ指令后,系统内部即对(α,β)进行记忆,并建立一个使刀具 当前点坐标值为(α、β)的坐标系,系统控制刀具在此坐标系中按程序进行加工, 执行该指令只建立一个坐标系,刀具并不产生运动,G92指令为非模态指令。
编程时都是以增量方式指定,其值如果为正,表示沿 Z、 X 正向回退;如果为负,表示 沿Z、 X 负向回退。使用 R、 E 可免去退刀槽。 R、 E 如省略,表示不用回退功能。根 据螺纹标准 R一般取2倍的螺距, E 取螺纹的牙型高。 P 为主轴基准脉冲处距离螺纹切削起始点的主轴转角,默认值为 0,可省略不写。
第81章华中数控系统的数控铣床手工编程ppt课件

B(17.101, 46.985, 0),
C(46.985,17.101,0),
D(18.794, 6.84, 0),
%3332 (MAIN-PROGRAMM)
N01
N02
N03
N04
G90 G92 X0 Y0 Z100.
G00 Z1.
S200 M03
G01 Z-5. F50
N05 M98 P10
G00 X_ Y_ Z_
执行该指令时,机床以自身设定的最大移动速度移向指定位置。
2.直线插补(G01)
直线插补指令的一般格式为:
G01 X_ Y_ Z_ F_
【例8.1】编制加工如图4.1所示的轮廓加工程序,工件的厚度为5mm。设起
刀具点相对工件的坐标为(-10, -10, 300)。按A-B-C-D顺序编程。
N01 G90 G92 X0 Y0 Z200
N02 G00 X30. Y15. Z5.
N03 G91 S600 M03
N004 M98 P10
%10 (SUB_PROGRAMM)
N1 G01 Z-7. F50
N2 X50. F150
N3 Y30.
N4 X-50.
N5 Y-30.
N6 G00 Z7
N07 G00 X-70. Y50.
M
功能
F、S、
T
8.1.2
华中数控铣床常用编程指令
数控铣床的编程指令随控制系统的不同而不同,但一些常用的指
令,如某些准备功能、辅助功能,还是符合IS0标准的。
一、快速定位和直线插补
以配置FANUC 0i-MA系统为例,介绍数控铣床的常用编程指令和
编程方法。
1.快速定位(G00)
C(46.985,17.101,0),
D(18.794, 6.84, 0),
%3332 (MAIN-PROGRAMM)
N01
N02
N03
N04
G90 G92 X0 Y0 Z100.
G00 Z1.
S200 M03
G01 Z-5. F50
N05 M98 P10
G00 X_ Y_ Z_
执行该指令时,机床以自身设定的最大移动速度移向指定位置。
2.直线插补(G01)
直线插补指令的一般格式为:
G01 X_ Y_ Z_ F_
【例8.1】编制加工如图4.1所示的轮廓加工程序,工件的厚度为5mm。设起
刀具点相对工件的坐标为(-10, -10, 300)。按A-B-C-D顺序编程。
N01 G90 G92 X0 Y0 Z200
N02 G00 X30. Y15. Z5.
N03 G91 S600 M03
N004 M98 P10
%10 (SUB_PROGRAMM)
N1 G01 Z-7. F50
N2 X50. F150
N3 Y30.
N4 X-50.
N5 Y-30.
N6 G00 Z7
N07 G00 X-70. Y50.
M
功能
F、S、
T
8.1.2
华中数控铣床常用编程指令
数控铣床的编程指令随控制系统的不同而不同,但一些常用的指
令,如某些准备功能、辅助功能,还是符合IS0标准的。
一、快速定位和直线插补
以配置FANUC 0i-MA系统为例,介绍数控铣床的常用编程指令和
编程方法。
1.快速定位(G00)
电子课件-《数控铣床加工中心编程与操作(华中系统)》第二版-A02-3941-3
系统执行M00指令后,程序在本程序段停止运动,机床的 所有动作均被切断,同时模态信息全部被保存下来,相当于程 序暂停。当重新按下控制面板的循环启动按钮后,可继续执行 M00指令后的程序。M00指令一般可以用做在自动加工过程中, 停车进行某些固定的手动操作,如测量、换刀等。
第一章 数控铣床/加工中心编程基础知识
程序号 程序结束
第一章 数控铣床/加工中心编程基础知识
(1)程序号 华中系统用地址符%及后续的四位数字表示程序号,取 值范围为%0000~%9999。 在书写程序号时应注意: 1)程序号必须写在程序的最前面,并单独占一行。 2)%0000和%8000以后的程序号,在系统中有特殊的用 途,因此应尽量避免在普通数控加工程序中使用。 3)数字前的零可以省略不写。如%0001可以省略为%1。
第一章 数控铣床/加工中心编程基础知识
(2)程序内容 程序内容是整个程序的核心,由许多程序段组成。它包含 了所有的加工信息,如加工轨迹、主轴和切削液开关等。 (3)程序结束 程序的结束在数控系统中由M代码来表示,写在程序的最 后一行。用M02或M30来指定。使用M02作为程序的结束,数 控程序运行到M02指令时,整个程序运行结束,光标停留在此 位置。使用M30指令作为程序的结束,数控程序运行到M30指 令时,整个程序结束,并且光标回到程序头。
(2)确定加工工艺
根据图样分析拟定加工方案,确定机床、夹具和刀具, 选择适合的对刀点和换刀点,确定合理的切削用量及设定 最佳的加工路线。
第一章 数控铣床/加工中心编程基础知识
(3)数值处理
在编写程序前,还需要根据确定的编程原点对一些加 工轨迹中未知的基点(即图素之间交点或切点)的坐标进 行计算,为编程做好准备。
第一章 数控铣床/加工中心编程基础知识
第一章 数控铣床/加工中心编程基础知识
程序号 程序结束
第一章 数控铣床/加工中心编程基础知识
(1)程序号 华中系统用地址符%及后续的四位数字表示程序号,取 值范围为%0000~%9999。 在书写程序号时应注意: 1)程序号必须写在程序的最前面,并单独占一行。 2)%0000和%8000以后的程序号,在系统中有特殊的用 途,因此应尽量避免在普通数控加工程序中使用。 3)数字前的零可以省略不写。如%0001可以省略为%1。
第一章 数控铣床/加工中心编程基础知识
(2)程序内容 程序内容是整个程序的核心,由许多程序段组成。它包含 了所有的加工信息,如加工轨迹、主轴和切削液开关等。 (3)程序结束 程序的结束在数控系统中由M代码来表示,写在程序的最 后一行。用M02或M30来指定。使用M02作为程序的结束,数 控程序运行到M02指令时,整个程序运行结束,光标停留在此 位置。使用M30指令作为程序的结束,数控程序运行到M30指 令时,整个程序结束,并且光标回到程序头。
(2)确定加工工艺
根据图样分析拟定加工方案,确定机床、夹具和刀具, 选择适合的对刀点和换刀点,确定合理的切削用量及设定 最佳的加工路线。
第一章 数控铣床/加工中心编程基础知识
(3)数值处理
在编写程序前,还需要根据确定的编程原点对一些加 工轨迹中未知的基点(即图素之间交点或切点)的坐标进 行计算,为编程做好准备。
第一章 数控铣床/加工中心编程基础知识
数控车床编程基础(华中系统)

对于直线运动,通常可以采用的附加坐标系有:第二组U、 V、W坐标,第三组P、Q、R坐标。 4.机床原点的设置
机床原点是指在机床上设置的一个固定点,即机床坐 标系的原点。它在机床装配、调试时就已确定下来,是数 控机床进行加工运动的基准参考点。
整理ppt
第3章 数控车床编程基础
在数控车床上,机床原点一般取在卡盘端面与主轴 中心线的交点O1处,如图3-5所示。同时,通过设置参数 的方法,也可将机床原点设定在X、Z坐标正方向的极限 位置上。
(2)机床坐标系的规定 标准机床坐标系中,X、Y、Z坐标轴的相互关系用
右手笛卡儿直角坐标系确定,如图3-2所示 。
图3-2 笛卡儿直角坐标系
整理ppt
第3章 数控车床编程基础
(3)运动方向的规定 增大刀具与工件距离的方向即为各坐标轴的正方向。 如图3-3所示,为数控车床上两个运动的正方向。
图3-3 机床运动的方向
整理ppt
第3章 数控车床编程基础
(3)Y坐标 在确定X、Z坐标的正方向后,可以根据X和Z坐标的方
向,按照右手直角坐标系来确定Y坐标的方向。如图3-4所示 为数控车床的坐标系。
图3-4 数控车床的坐标系
整理ppt
第3章 数控车床编程基础
3.附加坐标系 为了编程和加工的方便,有时还要设置附加坐标系。
数控机床开机时,必须先确定机床原点,而确定机床 原点的运动就是刀架返回参考点的操作,这样通过确认参 考点,就确定了机床原点。只有机床参考点被确认后,刀 具(或工作台)移动才有基准。
整理ppt
第3章 数控车床编程基础
6.各类数控车床的坐标系 ISO对数控车床的坐标轴及其运动方向作了规定。
常用数控车床的坐标轴及坐标方向如图3-6所示。
机床原点是指在机床上设置的一个固定点,即机床坐 标系的原点。它在机床装配、调试时就已确定下来,是数 控机床进行加工运动的基准参考点。
整理ppt
第3章 数控车床编程基础
在数控车床上,机床原点一般取在卡盘端面与主轴 中心线的交点O1处,如图3-5所示。同时,通过设置参数 的方法,也可将机床原点设定在X、Z坐标正方向的极限 位置上。
(2)机床坐标系的规定 标准机床坐标系中,X、Y、Z坐标轴的相互关系用
右手笛卡儿直角坐标系确定,如图3-2所示 。
图3-2 笛卡儿直角坐标系
整理ppt
第3章 数控车床编程基础
(3)运动方向的规定 增大刀具与工件距离的方向即为各坐标轴的正方向。 如图3-3所示,为数控车床上两个运动的正方向。
图3-3 机床运动的方向
整理ppt
第3章 数控车床编程基础
(3)Y坐标 在确定X、Z坐标的正方向后,可以根据X和Z坐标的方
向,按照右手直角坐标系来确定Y坐标的方向。如图3-4所示 为数控车床的坐标系。
图3-4 数控车床的坐标系
整理ppt
第3章 数控车床编程基础
3.附加坐标系 为了编程和加工的方便,有时还要设置附加坐标系。
数控机床开机时,必须先确定机床原点,而确定机床 原点的运动就是刀架返回参考点的操作,这样通过确认参 考点,就确定了机床原点。只有机床参考点被确认后,刀 具(或工作台)移动才有基准。
整理ppt
第3章 数控车床编程基础
6.各类数控车床的坐标系 ISO对数控车床的坐标轴及其运动方向作了规定。
常用数控车床的坐标轴及坐标方向如图3-6所示。
华中数控车床の典型指令幻灯片PPT

两种刀架方向的机床,其程序及相应设置相同。
第一章 数控机床编程基础
1.2.2 机床原点、机床坐标系
机床原点也称为机床零点,它的位置通常由机床 制造厂确定。在机床经过设计、制造和调整之后,这 个原点便被确定下来,它是固定的点。数控车床的机 床原点的位置大多数规定在其主轴旋转中心与卡盘后 端面的交点上;数控铣床的机床原点的位置大多数规 定在其工作台上表面的中心点上。
华中数控车床の典型指令 幻灯片PPT
本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢!
第一章 数控机床编程基础
1.1 数控编程概述
可以通过CNC将相对于程序原点的任意点的坐标 转换为相对于机床零点的坐标。
加工开始时要设置工件坐标系,用G92指令可建 立工件坐标系;用G54~G59 及T指令(刀具指令)可 选择工件坐标系。
第一章 数控机床编程基础
1.2.6 对刀操作
1、 进入“刀具偏置表”; 2、试切长度(试切工件端面),+X 方向退刀,不得 有 Z 轴位移,输入此时刀具在将设立的工件坐标系下 的 Z 轴坐标值;
第三章 数控系统编程指令体系
3.4 刀具功能
T 代码用于选刀,其后的 4 位数字分别表示选 择 的刀具号和刀具补偿号。
执行 T 指令,转动转塔刀架,选用指定的刀具。 当一个程序段同时包含 T 代码与刀具移动指令时 ,先执行 T 代码指令,而后执行刀具移动指令。 刀具的补偿包括刀具偏置补偿、刀具磨损补偿及 刀尖圆弧半径补偿。 T 指令同时调入刀补寄存器中的补偿值。刀尖圆 弧补偿号与刀具偏置补偿号对应。
第一章 数控机床编程基础
1.2.2 机床原点、机床坐标系
机床原点也称为机床零点,它的位置通常由机床 制造厂确定。在机床经过设计、制造和调整之后,这 个原点便被确定下来,它是固定的点。数控车床的机 床原点的位置大多数规定在其主轴旋转中心与卡盘后 端面的交点上;数控铣床的机床原点的位置大多数规 定在其工作台上表面的中心点上。
华中数控车床の典型指令 幻灯片PPT
本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢!
第一章 数控机床编程基础
1.1 数控编程概述
可以通过CNC将相对于程序原点的任意点的坐标 转换为相对于机床零点的坐标。
加工开始时要设置工件坐标系,用G92指令可建 立工件坐标系;用G54~G59 及T指令(刀具指令)可 选择工件坐标系。
第一章 数控机床编程基础
1.2.6 对刀操作
1、 进入“刀具偏置表”; 2、试切长度(试切工件端面),+X 方向退刀,不得 有 Z 轴位移,输入此时刀具在将设立的工件坐标系下 的 Z 轴坐标值;
第三章 数控系统编程指令体系
3.4 刀具功能
T 代码用于选刀,其后的 4 位数字分别表示选 择 的刀具号和刀具补偿号。
执行 T 指令,转动转塔刀架,选用指定的刀具。 当一个程序段同时包含 T 代码与刀具移动指令时 ,先执行 T 代码指令,而后执行刀具移动指令。 刀具的补偿包括刀具偏置补偿、刀具磨损补偿及 刀尖圆弧半径补偿。 T 指令同时调入刀补寄存器中的补偿值。刀尖圆 弧补偿号与刀具偏置补偿号对应。
华中数控车床编程

FANUC系统:
G76 P 011060 Q100 R100;
G76 X-33.8 Z-60. P2400 Q 700 F4.;
G71—内(外)径粗车复合循环
1、无凹槽加工时程序格式:
G71 UΔd Rr P ns Q nf XΔx ZΔz Ff Ss Tt;
说明: Δd :切削深度,无正负号,半径指 定;
P:主轴基准脉冲处距离螺纹切削起点的主轴 转角。
F—:为螺纹导程,单位:mm/r。
G82—螺纹车削固定循环
格式:
G82 X(U)— Z(W)— I —R—E—C—P— F—;
说明:X、Z:为螺纹终点坐标;
U、W:为螺纹终点坐标相对于螺纹循环起点的增量 坐标;
I:为圆锥螺纹起点和终点的半径差,加工圆柱螺纹 时I为零,可省略。
D大= D公—0.1P=30—0.1 ×2=29.8 D小= D公—1.3P=30—1.3 ×2=27.4 H=( D大—D小)/2=(29.8—27.4)/2=1.2 2)按递减式分配吃刀量及走刀次数:
第一刀车至ø29毫米,第二刀车至ø28.2毫米 第三刀车至ø27.6毫米,第四刀车至ø 27.5毫 米,第五刀车至ø 27.4毫米。
定;
r:退刀量,无正负号,半径指定; ns :精加工程序第一个程序段的序号; nf :精加工程序最后一个程序段的序号; e:精加工余量,外径切削时为正,内径切
削时为负。
f ,s ,t:F,S,T代码。
例3:车削如图所示零件。
解:O2
T0101M03S800;
•U10W-10
1、端平面切削循环 格式: G81 X(U)— Z(W)— F—; 说明:X,Z:为端平面切削终点坐标值; U、W:为端平面切削终点相对于循环起点的坐标增
G76 P 011060 Q100 R100;
G76 X-33.8 Z-60. P2400 Q 700 F4.;
G71—内(外)径粗车复合循环
1、无凹槽加工时程序格式:
G71 UΔd Rr P ns Q nf XΔx ZΔz Ff Ss Tt;
说明: Δd :切削深度,无正负号,半径指 定;
P:主轴基准脉冲处距离螺纹切削起点的主轴 转角。
F—:为螺纹导程,单位:mm/r。
G82—螺纹车削固定循环
格式:
G82 X(U)— Z(W)— I —R—E—C—P— F—;
说明:X、Z:为螺纹终点坐标;
U、W:为螺纹终点坐标相对于螺纹循环起点的增量 坐标;
I:为圆锥螺纹起点和终点的半径差,加工圆柱螺纹 时I为零,可省略。
D大= D公—0.1P=30—0.1 ×2=29.8 D小= D公—1.3P=30—1.3 ×2=27.4 H=( D大—D小)/2=(29.8—27.4)/2=1.2 2)按递减式分配吃刀量及走刀次数:
第一刀车至ø29毫米,第二刀车至ø28.2毫米 第三刀车至ø27.6毫米,第四刀车至ø 27.5毫 米,第五刀车至ø 27.4毫米。
定;
r:退刀量,无正负号,半径指定; ns :精加工程序第一个程序段的序号; nf :精加工程序最后一个程序段的序号; e:精加工余量,外径切削时为正,内径切
削时为负。
f ,s ,t:F,S,T代码。
例3:车削如图所示零件。
解:O2
T0101M03S800;
•U10W-10
1、端平面切削循环 格式: G81 X(U)— Z(W)— F—; 说明:X,Z:为端平面切削终点坐标值; U、W:为端平面切削终点相对于循环起点的坐标增
数控车床编程培训课件(共37张PPT)
X35.5
说明:G90为模态代码
Z-70. X35.
Z-90. X40. F0.2. G0 X100. Z100. M01 T0404
M03 S450 G0 X40. Z-95.
G1 X0.5 F0.05 G1 X40. F0.4 G0 X100. Z100. T0100 M30
培训专用
1-4 数控车床的编程
说明:T后前两位数字表示刀具号码,后两位数字对应该刀具的刀具补偿号, 可由参数设定为 T##
培训专用
1-4 数控车床的编程
2辅助功能〔M代码〕
〔1〕、M00 程序停止 M01 程序任选停止
〔2〕、M03 主轴正转 M04主轴反转 M05主轴停
〔3〕、M08 冷却液开 M09 冷却液关
〔4〕、M02 程序结束 M30 程序结束并返回到程序开始 〔5〕、M98 子程序调用 M99 子程序结束
〔3〕加工开始点:每一次切削的起点。
〔4〕加工终止点:每一次切削的终点。 〔5〕退刀点:刀具加工后,刀具应退出工件外表,该点必须离毛坯有一定的 平安距离。
培训专用
1-4 数控车床的编程
2、固定的程序段落模式。我们习惯把每把刀的加工内容写成的程序,程 序开始时必须都设定加工环境,如主轴转速、程序状态等,加工程序严格 按照固定的进刀退刀模式编写,程序结束时,加上M01语句。这样编写 有两个好处:
〔1〕每把刀有的加工程序,可以根据每把刀的加工内容,以及加工调试时出 现的问题方便地检查该把刀的加工程序。 〔2〕在程序调试时,可以方便的从修改正程序的刀具开始执行,不必从头到尾都执 行,防止了正确程序的重复执行。
培训专用
1-4 数控车床的编程
O0001
M03 S800
说明:G90为模态代码
Z-70. X35.
Z-90. X40. F0.2. G0 X100. Z100. M01 T0404
M03 S450 G0 X40. Z-95.
G1 X0.5 F0.05 G1 X40. F0.4 G0 X100. Z100. T0100 M30
培训专用
1-4 数控车床的编程
说明:T后前两位数字表示刀具号码,后两位数字对应该刀具的刀具补偿号, 可由参数设定为 T##
培训专用
1-4 数控车床的编程
2辅助功能〔M代码〕
〔1〕、M00 程序停止 M01 程序任选停止
〔2〕、M03 主轴正转 M04主轴反转 M05主轴停
〔3〕、M08 冷却液开 M09 冷却液关
〔4〕、M02 程序结束 M30 程序结束并返回到程序开始 〔5〕、M98 子程序调用 M99 子程序结束
〔3〕加工开始点:每一次切削的起点。
〔4〕加工终止点:每一次切削的终点。 〔5〕退刀点:刀具加工后,刀具应退出工件外表,该点必须离毛坯有一定的 平安距离。
培训专用
1-4 数控车床的编程
2、固定的程序段落模式。我们习惯把每把刀的加工内容写成的程序,程 序开始时必须都设定加工环境,如主轴转速、程序状态等,加工程序严格 按照固定的进刀退刀模式编写,程序结束时,加上M01语句。这样编写 有两个好处:
〔1〕每把刀有的加工程序,可以根据每把刀的加工内容,以及加工调试时出 现的问题方便地检查该把刀的加工程序。 〔2〕在程序调试时,可以方便的从修改正程序的刀具开始执行,不必从头到尾都执 行,防止了正确程序的重复执行。
培训专用
1-4 数控车床的编程
O0001
M03 S800
第5章华中HNC21T系统数控车床编程 数控编程技术教学PPT课件
上一页 下一页 返4回
5. 1 HNC-21 T系统数控车床程序的 编制
5. 1. 3辅助功能M代码
M指令是控制数控机床“开/关”功能的指令,主要用于完 成加工操作时的辅助动作M指令有模态和非模态之分,HNC21T系统数控车床常用M指令的功能及应用如下。
(1)程序暂停指令M00 功能:执行完包含M00的程序段后,机床停止自动运行,此
时所有存在的模态信息保持不变,用循环启动使自动运行重 新开始。继续执行M00下面的程序,M00为非模态指令 (2)选择停止指令M01 功能:与M00类似,执行完包含M01的程序段后,机床停止 自动运行,只是当机床操作面板上的选择停开关压下时,这 个代码才有效。M01为非模态指令。
上一页 下一页 返5回
下一页 返3回
5. 1 HNC-21 T系统数控车床程序的 编制
5. 1. 2模态指令与非模态指令
1.模态指令 模态指令,称续效指令,一经程序段指定,便一直有效,
直到后面出现同组中另一指令或被其他指令取消时才失效。 编写程序时,与上段相同的模态指令可以省略不写。不同组 模态指令编在同一程序段内,互不影响,例如常用的G00、 G01、G02等指令。 2.非模态指令 非模态指令,称非续效指令,其功能仅在其出现的程序段 有效,例如常用的G04指令。
2
5. 1 HNC-21 T系统数控车床程序的 编制
5.1.1华中系统程序的组成与结构
1.华中系统程序的组成 数控机床的加工程序是由一组被传送到数控装置中,且能
被数控机床识别的指令和数据组成。HNC-21T数控系统的程 序组成也是由程序名称、程序内容和程序结束来组成。 2.华中系统程序的结构 每一个数控机床的加工程序都遵循一定的程序结构、语法 和格式。其结构如图5-1所示。 3.华中系统程序段的格式 一个程序段定义一个将由数控装置执行的指令行。程序段 的格式定义了每个程序段中功能字的语法,如图5-2所示。
5. 1 HNC-21 T系统数控车床程序的 编制
5. 1. 3辅助功能M代码
M指令是控制数控机床“开/关”功能的指令,主要用于完 成加工操作时的辅助动作M指令有模态和非模态之分,HNC21T系统数控车床常用M指令的功能及应用如下。
(1)程序暂停指令M00 功能:执行完包含M00的程序段后,机床停止自动运行,此
时所有存在的模态信息保持不变,用循环启动使自动运行重 新开始。继续执行M00下面的程序,M00为非模态指令 (2)选择停止指令M01 功能:与M00类似,执行完包含M01的程序段后,机床停止 自动运行,只是当机床操作面板上的选择停开关压下时,这 个代码才有效。M01为非模态指令。
上一页 下一页 返5回
下一页 返3回
5. 1 HNC-21 T系统数控车床程序的 编制
5. 1. 2模态指令与非模态指令
1.模态指令 模态指令,称续效指令,一经程序段指定,便一直有效,
直到后面出现同组中另一指令或被其他指令取消时才失效。 编写程序时,与上段相同的模态指令可以省略不写。不同组 模态指令编在同一程序段内,互不影响,例如常用的G00、 G01、G02等指令。 2.非模态指令 非模态指令,称非续效指令,其功能仅在其出现的程序段 有效,例如常用的G04指令。
2
5. 1 HNC-21 T系统数控车床程序的 编制
5.1.1华中系统程序的组成与结构
1.华中系统程序的组成 数控机床的加工程序是由一组被传送到数控装置中,且能
被数控机床识别的指令和数据组成。HNC-21T数控系统的程 序组成也是由程序名称、程序内容和程序结束来组成。 2.华中系统程序的结构 每一个数控机床的加工程序都遵循一定的程序结构、语法 和格式。其结构如图5-1所示。 3.华中系统程序段的格式 一个程序段定义一个将由数控装置执行的指令行。程序段 的格式定义了每个程序段中功能字的语法,如图5-2所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参考点 o
Z
机床原点 o
X
3、工件原点和工件坐标系
工件原点 (编程原点)
Z
参考点 o
X
Z
机床原点 o
X
4、绝对编程与增量编程
绝对编程
增量编程
混合编程
Φ25
1
4
Φ15
3
30 40
%0001
%0001
%0001
N 1 T0101
N 1 G91
N 1 T0101
N 2 G00 X25 Z2
N 2 G01 X-17.5 (Z0) N 2 G00 X25 Z2
N08 M99
第三章 数控车床编程指令体系
3-1 M指令(或辅助功能) 3-2 S . F.T指令 3-3 G指令(准备功能)
3)附加坐标轴:
在基本的线性坐标轴X,Y,Z之外的附加线性坐标轴 指定为U,V,W 和P,Q,R。
这些附加坐标轴的运动方向,可按决定基本坐标轴运 动方向的方法来决定。
CJK6032坐标轴
Z
X
ZJK7532坐标轴
+Z +X
+Y
图2 华中I型ZJK7532铣床坐标系统
2、机床原点、参考点、机床坐标系
2)旋转轴
围绕X,Y,Z轴旋转的圆周进给坐标轴分
别用A,B,C表示,根据右手螺旋定则,如图 1所示,以大姆指指向+X,+Y,+Z方向,则食 指、中指等的指向是圆周进给运动的+A,+B, +C方向。
上述坐标轴正方向,是假定工件不动,刀具相对于 工
件做进给运动的方向。如果是工件移动则用加“′”的 字母表示,按相对运动的关系,工件运动的正方向
N 3 G01 X7.5(Z2) N 3 (X0) Z-32
N 3 G01 X7.5(Z2)
2 N 4 (X7.5) Z-30
N 4 X5 Z-10
N 4 Z-30
N 5 X12.5 Z-40
N 5 X12.5 Z42
N 5 U5 Z-40
1 N 6 X25 Z2
N 6 M30
N 6 X25 W42
N 7 M30
N 7 M30
绝对编程时:用G90指令后面的X、Z表示X轴、Z轴的坐标值; 增量编程时:用U、W 或G91指令后面的X、Z表示X轴、Z轴的
增量值;
注:1:车床的默认状态为G90
5、直径、半径编程
绝对编程
增量编程
混合编程
半
%0001 N 1 G37
%0001 N 1 G37
%0001 N 1 G37
数控车床编程及操作
▪
武汉华中数控股份有限公司
▪
▪
国培部
▪
▪
王小军
HNC华中数控的发展过程
HNC华中数控的发展过程
▪ 第一代--华中I型 ▪ 第二代--华中2000 ▪ 华中“世纪星”HNC-21/22--
分别经历1234代其中4代扩展到6轴 ▪ 精简版“世纪星”HNC-18i/19i
数控车床编程基础
径 N 2 T0101 N 3 G00 X25 Z2
编 N 4 G01 X7.5(Z2)
N 2 G91
N 2 T0101
N 3 G01 X-17.5 (Z0) N 3 G00 X25 Z2
N 4 (X0) Z-32
N 4 G01 X7.5(Z2)
程
N 5 (X7.5) Z-30 N 6 X12.5 Z-40
•. . . . . . . . . •指令字符
•若干指令字 •. . . . . . . . .
•数值
程 序
•若干程序段 •. . . . . . . . .
2-2 程序格式
%8001
%0003
N01 G37
N01 G91 G01 X-12 F100
N02 G92 X16 Z1
N02 G03 X7.385 Z-4.923
R8
N03 G90 G00 Z0
Байду номын сангаас
N03 X2.215 Z-39.877 R60
N04 M03
N04 G02 X2.4 Z-28.636
R40
N05 M98 P0003 L6 N05 G00 X4
N06 G90 G00 X16 Z1 N06 Z73.436
N07 M05
N07 X-4.8
N08 M30
N 5 X5 Z-10 N 6 X12.5 Z42
N 5 Z-30 N 6 U5 Z-40
Φ25
Φ15
N 7 X25 Z2
N 7 M30
N 7 X25 W42
N 8 M30
N 8 M30
1
3
2
%0001
直 N 1 G36
径
N2 N3
T0101 G00 X50 Z2
编 程
N4 N5 N6
G01 X15(Z2) (X15) Z-30
X25 Z-40
%0001
N 1 G36
N 2 G91 N 3 G01 X-35 (Z0) N 4 (X0) Z-32
N 5 X10 Z-10
N 6 X25 Z42
%0001 N 1 G36 N 2 T0101 N 3 G00 X50 Z2 N 4 G01 X15(Z2) N 5 Z-30 N 6 U10 Z-40
30
4
40
1
N 7 X50 Z2
N 7 M30
N 7 X50 W42
N 8 M30
N 8 M30
注意:1、使用直径、半径编程时,系统参数设置要求与之对应
第二章程序的结构
2-1 程序的构成
•
程
序 ( 完 整 )
•
•
主 程
•. . . . .
序
•程序段 •. . . . .
子 •. . . . . . . . .
恰 好与刀具运动的正方向相反,即有: +X =-X′, +Y =-Y′, +Z =-Z′, +A =-A′, +B =-B′, +C =-C′ 同样两者运动的负方向也彼此相反。
+Y +Z
+Y +B +Z ’
+X ’ +C +Z
+X +A
+Y ’
+X
+X +Y +Z
+A +B +C
图 1 机床坐标轴
1-2 数控车编程基本知识
1、机床坐标轴 2、机床原点、参考点、机床坐标系 3、工件原点和工件坐标 4、绝对编程、增量编程 5、直径编程、半径编程
1、机床坐标轴
1)基本坐标轴
数控机床的坐标轴和方向的命名制订了统一的标准,规
定直线进给运动的坐标轴用X,Y,Z表示,常称基
本坐标轴。 X,Y,Z坐标轴的相互关系用右手定则决定,如图1所 示,图中大姆指的指向为X轴的正方向,食指指向为Y 轴的正方向,中指指向为Z轴的正方向。
数控车床概述 1- 1 数控车床编程基本知识 1- 2 数控车床编程基本指令 1- 3 数控车床编程实例 1- 4 用户宏程序 1- 5 数控车床操作基础
第一章 数控车床概述
▪ 1-1 概述
▪ 本节主要介绍CJK6032数控车床。该 车床为两坐标连续控制的数控车床, 系统是HNC-21T系统,其人机界面、 操作面板、操作步骤及编程方法与当 前国际主流基本一致
Z
机床原点 o
X
3、工件原点和工件坐标系
工件原点 (编程原点)
Z
参考点 o
X
Z
机床原点 o
X
4、绝对编程与增量编程
绝对编程
增量编程
混合编程
Φ25
1
4
Φ15
3
30 40
%0001
%0001
%0001
N 1 T0101
N 1 G91
N 1 T0101
N 2 G00 X25 Z2
N 2 G01 X-17.5 (Z0) N 2 G00 X25 Z2
N08 M99
第三章 数控车床编程指令体系
3-1 M指令(或辅助功能) 3-2 S . F.T指令 3-3 G指令(准备功能)
3)附加坐标轴:
在基本的线性坐标轴X,Y,Z之外的附加线性坐标轴 指定为U,V,W 和P,Q,R。
这些附加坐标轴的运动方向,可按决定基本坐标轴运 动方向的方法来决定。
CJK6032坐标轴
Z
X
ZJK7532坐标轴
+Z +X
+Y
图2 华中I型ZJK7532铣床坐标系统
2、机床原点、参考点、机床坐标系
2)旋转轴
围绕X,Y,Z轴旋转的圆周进给坐标轴分
别用A,B,C表示,根据右手螺旋定则,如图 1所示,以大姆指指向+X,+Y,+Z方向,则食 指、中指等的指向是圆周进给运动的+A,+B, +C方向。
上述坐标轴正方向,是假定工件不动,刀具相对于 工
件做进给运动的方向。如果是工件移动则用加“′”的 字母表示,按相对运动的关系,工件运动的正方向
N 3 G01 X7.5(Z2) N 3 (X0) Z-32
N 3 G01 X7.5(Z2)
2 N 4 (X7.5) Z-30
N 4 X5 Z-10
N 4 Z-30
N 5 X12.5 Z-40
N 5 X12.5 Z42
N 5 U5 Z-40
1 N 6 X25 Z2
N 6 M30
N 6 X25 W42
N 7 M30
N 7 M30
绝对编程时:用G90指令后面的X、Z表示X轴、Z轴的坐标值; 增量编程时:用U、W 或G91指令后面的X、Z表示X轴、Z轴的
增量值;
注:1:车床的默认状态为G90
5、直径、半径编程
绝对编程
增量编程
混合编程
半
%0001 N 1 G37
%0001 N 1 G37
%0001 N 1 G37
数控车床编程及操作
▪
武汉华中数控股份有限公司
▪
▪
国培部
▪
▪
王小军
HNC华中数控的发展过程
HNC华中数控的发展过程
▪ 第一代--华中I型 ▪ 第二代--华中2000 ▪ 华中“世纪星”HNC-21/22--
分别经历1234代其中4代扩展到6轴 ▪ 精简版“世纪星”HNC-18i/19i
数控车床编程基础
径 N 2 T0101 N 3 G00 X25 Z2
编 N 4 G01 X7.5(Z2)
N 2 G91
N 2 T0101
N 3 G01 X-17.5 (Z0) N 3 G00 X25 Z2
N 4 (X0) Z-32
N 4 G01 X7.5(Z2)
程
N 5 (X7.5) Z-30 N 6 X12.5 Z-40
•. . . . . . . . . •指令字符
•若干指令字 •. . . . . . . . .
•数值
程 序
•若干程序段 •. . . . . . . . .
2-2 程序格式
%8001
%0003
N01 G37
N01 G91 G01 X-12 F100
N02 G92 X16 Z1
N02 G03 X7.385 Z-4.923
R8
N03 G90 G00 Z0
Байду номын сангаас
N03 X2.215 Z-39.877 R60
N04 M03
N04 G02 X2.4 Z-28.636
R40
N05 M98 P0003 L6 N05 G00 X4
N06 G90 G00 X16 Z1 N06 Z73.436
N07 M05
N07 X-4.8
N08 M30
N 5 X5 Z-10 N 6 X12.5 Z42
N 5 Z-30 N 6 U5 Z-40
Φ25
Φ15
N 7 X25 Z2
N 7 M30
N 7 X25 W42
N 8 M30
N 8 M30
1
3
2
%0001
直 N 1 G36
径
N2 N3
T0101 G00 X50 Z2
编 程
N4 N5 N6
G01 X15(Z2) (X15) Z-30
X25 Z-40
%0001
N 1 G36
N 2 G91 N 3 G01 X-35 (Z0) N 4 (X0) Z-32
N 5 X10 Z-10
N 6 X25 Z42
%0001 N 1 G36 N 2 T0101 N 3 G00 X50 Z2 N 4 G01 X15(Z2) N 5 Z-30 N 6 U10 Z-40
30
4
40
1
N 7 X50 Z2
N 7 M30
N 7 X50 W42
N 8 M30
N 8 M30
注意:1、使用直径、半径编程时,系统参数设置要求与之对应
第二章程序的结构
2-1 程序的构成
•
程
序 ( 完 整 )
•
•
主 程
•. . . . .
序
•程序段 •. . . . .
子 •. . . . . . . . .
恰 好与刀具运动的正方向相反,即有: +X =-X′, +Y =-Y′, +Z =-Z′, +A =-A′, +B =-B′, +C =-C′ 同样两者运动的负方向也彼此相反。
+Y +Z
+Y +B +Z ’
+X ’ +C +Z
+X +A
+Y ’
+X
+X +Y +Z
+A +B +C
图 1 机床坐标轴
1-2 数控车编程基本知识
1、机床坐标轴 2、机床原点、参考点、机床坐标系 3、工件原点和工件坐标 4、绝对编程、增量编程 5、直径编程、半径编程
1、机床坐标轴
1)基本坐标轴
数控机床的坐标轴和方向的命名制订了统一的标准,规
定直线进给运动的坐标轴用X,Y,Z表示,常称基
本坐标轴。 X,Y,Z坐标轴的相互关系用右手定则决定,如图1所 示,图中大姆指的指向为X轴的正方向,食指指向为Y 轴的正方向,中指指向为Z轴的正方向。
数控车床概述 1- 1 数控车床编程基本知识 1- 2 数控车床编程基本指令 1- 3 数控车床编程实例 1- 4 用户宏程序 1- 5 数控车床操作基础
第一章 数控车床概述
▪ 1-1 概述
▪ 本节主要介绍CJK6032数控车床。该 车床为两坐标连续控制的数控车床, 系统是HNC-21T系统,其人机界面、 操作面板、操作步骤及编程方法与当 前国际主流基本一致