CNC程式单模板
合集下载
CNC程式单
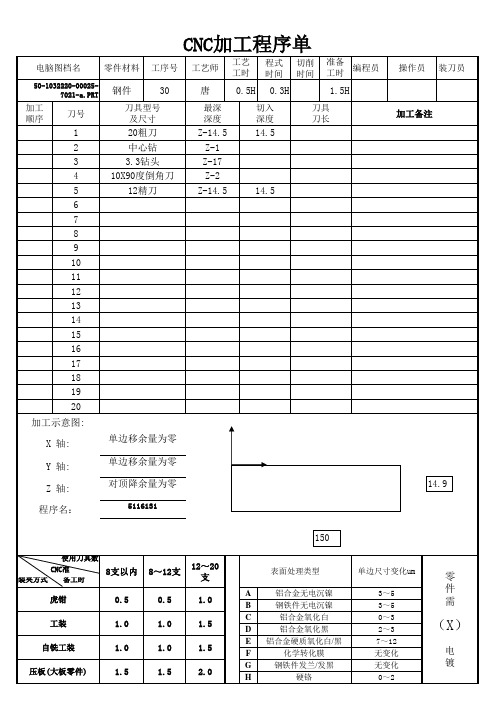
CNC加工程序单 CNC加工程序单
电脑图档名
50-1032220-000257021-a.PRT
零件材料
工序号
工艺师
工艺 工时
程式 时间
切削 时间
准备
最深 深度
0.5H
0.3H
切入 深度
1.5H
刀具 刀长 加工备注
加工 顺序
刀号
刀具型号 及尺寸
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 加工示意图: X 轴: Y 轴: Z 轴: 程序名:
(X)
电 镀
20粗刀 中心钻 3.3钻头 10X90度倒角刀 12精刀
Z-14.5 Z-1 Z-17 Z-2 Z-14.5
14.5
14.5
单边移余量为零 单边移余量为零 对顶降余量为零
5116131
14.9
150
使用刀具数 装夹方式 CNC准 CNC准 备工时
8支以内 0.5 1.0 1.0 1.5
8~12支 12~20支 12支 12~20支 0.5 1.0 1.0 1.5 1.0 1.5 1.5 2.0
A B C D E F G H
表面处理类型 铝合金无电沉镍 钢铁件无电沉镍 铝合金氧化白 铝合金氧化黑 铝合金硬质氧化白/黑 化学转化膜 钢铁件发兰/发黑 硬铬
单边尺寸变化um 3~5 3~5 0~3 2~3 7~12 无变化 无变化 0~2
虎钳 工装 自铣工装 压板(大板零件) 压板(大板零件)
零 件 需
电脑图档名
50-1032220-000257021-a.PRT
零件材料
工序号
工艺师
工艺 工时
程式 时间
切削 时间
准备
最深 深度
0.5H
0.3H
切入 深度
1.5H
刀具 刀长 加工备注
加工 顺序
刀号
刀具型号 及尺寸
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 加工示意图: X 轴: Y 轴: Z 轴: 程序名:
(X)
电 镀
20粗刀 中心钻 3.3钻头 10X90度倒角刀 12精刀
Z-14.5 Z-1 Z-17 Z-2 Z-14.5
14.5
14.5
单边移余量为零 单边移余量为零 对顶降余量为零
5116131
14.9
150
使用刀具数 装夹方式 CNC准 CNC准 备工时
8支以内 0.5 1.0 1.0 1.5
8~12支 12~20支 12支 12~20支 0.5 1.0 1.0 1.5 1.0 1.5 1.5 2.0
A B C D E F G H
表面处理类型 铝合金无电沉镍 钢铁件无电沉镍 铝合金氧化白 铝合金氧化黑 铝合金硬质氧化白/黑 化学转化膜 钢铁件发兰/发黑 硬铬
单边尺寸变化um 3~5 3~5 0~3 2~3 7~12 无变化 无变化 0~2
虎钳 工装 自铣工装 压板(大板零件) 压板(大板零件)
零 件 需
CNC加工程式表

审核:
制订:
黎
C N C 加 工 产 品 指 引 ( 版本: A )
图号 工序 第 073-2001-XXX 3 工程 装夹示意图 零件名: 工程名:
刀 号
版本: 正 面精加工
刀柄型号
日期:
筒夹型号
2005 年
切削 深度
月
日
刀具名称 刀具直径 x 刃长 x 全长
备 注
1 2 3 4 5 6 7 8 9 10 11 12 程序名: 073A.NC (1)、 X方向、Y方向余量对分。 装 (2)、工件表面见光为Z0 夹 要 求 辅助 工具 图纸 图档名: 保存 简具 专用夹具 测具 编号: 编号: 编号: 版本: 编号: 13 14 15 16 17 18 19 20 21 22 23 24 核准:
审核:
制订:
黎
BT40ER32 BT40ER32 BT40ER16 BT40ER16 BT40ER16 BT40ER16 BT40ER16 BT40ER16 BT40ER16 BT40ER32 BT40ER32 BT40ER33 BT40ER16 BT40ER16
ER32φ5~4 ER32φ3~2 ER16φ 5~4 ER16φ 4~3 ER16φ 3~2 ER16φ 4~3 ER32φ 12~11 ER32φ 10~9 ER32φ 5~4 ER16φ 3~2 ER16φ 4~3
22.86 14.43 30.00 35.00 33.00 35.00 33.00 35.00 33.00 31.00 25.40 22.86 14.43 1.10 D34=0 D35=0 D36=0 D37=0 D38=0
审核:
制订:
黎
C N C 加 工 产 品 指 引 ( 版本: A )
CNC加工程式单-多个工步

装夹示意图
众友数控C 众友数控 N C 加 工 程序单
图号 工序
11R2606-1 第 3
材料 工步
A6061
零件名: 工程名: 刀 号 1 2 3 4 5 6 7 8 9 10 11 12 切削时间 底面 加工 刀具名称 刀柄型号 刀具直径 x 刃长 x 全长 备 注
众友数控C 众友数控 N C 加 工 程序单
图号 工序 GE020/021/022 第 2 材料 工步 不锈钢 零件名: 工程名: 刀 号 1 2 3 4 5 6 7 8 9 10 11 12 程序名: (1)、 X方向和Y方向分中 装 (2)、 表面见光为Z0 夹 (3)、 要 (4)、 求 (5)、 (6)、 辅助 工具 图纸 图档名: 保存 简具 专用夹具 测具 编号: 编号:精密平口钳 编号: 版本: 编号: 13 14 15 16 17 18 19 20 21 22 23 24 核准: 审核: 制订: 切削时间 SinoScanGE020-022 底 面 加 工 刀具名称 刀柄型号 刀具直径 x 刃长 x 全长 φ30面铣刀 φ12*90°倒角刀 版本: 日期: 切削 深度 0.00 -2.00 D02 2008 装夹 长度 年 9 月10日 备 注
装夹示意图
众友数控C 众友数控 N C 加 工 程序单
图号 工序 GE020/021/022 第 4 材料 工步 不锈钢 零件名: 工程名: 刀 号 1 2 3 4 5 6 7 8 9 10 11 12 程序名: (1)、 X方向和Y方向分中 装 (2)、 表面见光为Z0 夹 (3)、 要 (4)、 求 (5)、 (6)、 辅助 工具 图纸 图档名: 保存 简具 专用夹具 测具 编号: 编号:精密平口钳及组合夹具 编号: 版本: 编号: 13 14 15 16 17 18 19 20 21 22 23 24 核准: 审核: 制订: 切削时间 SinoScanGE020-022 孔位 加工 刀具名称 刀柄型号 刀具直径 x 刃长 x 全长 φ8精铣刀 φ12*90°倒角刀 φ9.85 粗铰刀 φ10 F8 精铰刀 版本: 日期: 切削 深度 -32.00 -5.00 -35.00 -35.00 2008 年 9 月 10 日 装夹 长度 35.00 25.00 40.00 40.00 备 注 D01
CNC程序单

Y Y
T03 T04 T05
X
注意:程序铣深:11mm(毛坯露出虎钳最高面必须大于11mm)
路径:
单据用后回收
T S 5MG003ZZ001 #
加工工序 零件尺寸 程序名称
二序(精密虎钳装夹) 73*39*13(毛胚) 5MG003ZZ001-2.NCA
编程员
数量:
日期:
刀号
刀补
刀具
装夹长度
校表
性质
备注
零件形状
坐标:G54
T01 T02 H01 H02 H03 H04 H05
D12铣刀 D4铣刀 D1.5铣刀 D4*90°定位钻 D4R0.5圆鼻刀 逼空7mm以上
CNC程序单
客户名称 零件名称 机台编号
分中方式: 毛胚四边分中(X、Y),顶面光出为Z0(如图所示)
单据用后回收
Hale Waihona Puke T S 5MG003ZZ001 #
加工工序 零件尺寸 程序名称
一序(虎钳装夹) 73*39*13(毛胚) 5MG003ZZ001-1.NCA
编程员
数量:
日期:
刀号
刀补
刀具
装夹长度
校表
性质
备注
零件形状
坐标:G54
T01 T02 T03 H01 H02 H03 H04
D12铣刀 90°定位钻 Φ 2.3钻头 D10R1.5圆鼻刀
Y
T04
X
注意:程序铣深:11mm(毛坯露出虎钳最高面必须大于11mm)
路径:
CNC程序单
客户名称 零件名称 机台编号
分中方式: 加工好的凸台四边分中(X、Y),工件底面对刀抬高6mm为Z0(如图所示)
板类零件,数控铣床程序单

N180
G01 Y-58;
N190
G01 X-38;
N200
G01 Y28;
N210
G01 Y18;
N220
G28 Z20 T02;
返回参考点换刀
N230
M06;
N240
D4 M03 S1200;
2号刀φ4麻花钻钻中心孔
N250
G90 G99 G54 G81 X-129.5 Y100 Z-5 R5 F80;
N580
X37 Y37.5;
N590
X37 Y-37.5;
N600
X-37 Y-37.5;
N610
G80;
钻孔循环结束
N620
G28 Z20 T06;
返回参考点换刀
N630
M06;
N640
D3 M03 S1200;
6号刀φ21进行铰孔
N650
G90G99G54G83X-70Y140Z-55R5P10F100;
N060
G01 Y-148;
N070
G01 X-138;
N080
G01 Y118;
N090
G01 X108;
N100
G01 Y-118;
N110
G01 X-108;
N120
G01 Y88;
N130
G01 X78;
N140
G01 Y-88;
N150
G01 X-78;
N160
G01 Y58;
N170
G01 X48;
用钻孔循环指令扩各孔
N420
X-70 Y140;
N430
X70 Y140;
N440
X129.5 Y100;
G01 Y-58;
N190
G01 X-38;
N200
G01 Y28;
N210
G01 Y18;
N220
G28 Z20 T02;
返回参考点换刀
N230
M06;
N240
D4 M03 S1200;
2号刀φ4麻花钻钻中心孔
N250
G90 G99 G54 G81 X-129.5 Y100 Z-5 R5 F80;
N580
X37 Y37.5;
N590
X37 Y-37.5;
N600
X-37 Y-37.5;
N610
G80;
钻孔循环结束
N620
G28 Z20 T06;
返回参考点换刀
N630
M06;
N640
D3 M03 S1200;
6号刀φ21进行铰孔
N650
G90G99G54G83X-70Y140Z-55R5P10F100;
N060
G01 Y-148;
N070
G01 X-138;
N080
G01 Y118;
N090
G01 X108;
N100
G01 Y-118;
N110
G01 X-108;
N120
G01 Y88;
N130
G01 X78;
N140
G01 Y-88;
N150
G01 X-78;
N160
G01 Y58;
N170
G01 X48;
用钻孔循环指令扩各孔
N420
X-70 Y140;
N430
X70 Y140;
N440
X129.5 Y100;
CNC加工程序单(供参考)
M5
D12R08 L80
0
2500
400
0.2/--
精加工(光刀)等高加工
QM-jing-Q6L80
M7
Q6L80
0
2500
400
--/10%
白钢刀,3刃
精加工(光刀)固定轴加工
程式确认
检测人
審核
机台类型
XK860
操作人
完成時間
备注:
刀具:硬质合金刀片/整体硬质合金刀具/整体高速钢/2刃/3刃/4刃
刀具
刀片/合金刀/白钢刀/2刃/3刃/4刃
加工阶段和操作类型
XQ-ru-D35R5L60
M1
D35R5L60
1
1500
150
1 / 80%
合金刀片,3刃
粗加工(开粗)型腔加工
XQ-ru-D25R5L80
M2
D25R5L80
1
1500
150
1/ 80%
粗加工(开粗)型腔加工
QJ-ru-D20R08L80
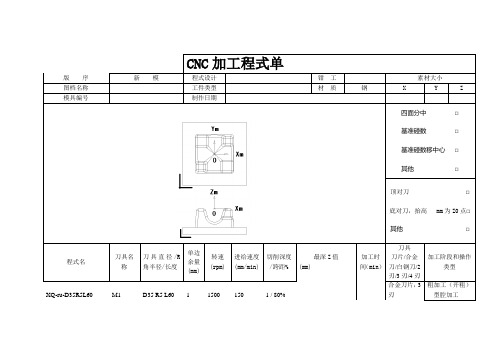
CNC加工程式单
版序
新模
程式设计
钳工
素材大小
图名称
工件类型
材质
钢
X
Y
Z
模具编号
制作日期
四面分中□
基准碰数□
基准碰数移中心□
其他□
顶对刀□
底对刀,抬高mm为Z0点□
其他□
程式名
刀具名称
刀具直径/R角半径/长度
单边余量
(mm)
转速
(rpm)
进给速度
(mm/min)
切削深度/跨距%
最深Z值
(mm)
加工时间(min)
M3
D12R08 L80
0
2500
400
0.2/--
精加工(光刀)等高加工
QM-jing-Q6L80
M7
Q6L80
0
2500
400
--/10%
白钢刀,3刃
精加工(光刀)固定轴加工
程式确认
检测人
審核
机台类型
XK860
操作人
完成時間
备注:
刀具:硬质合金刀片/整体硬质合金刀具/整体高速钢/2刃/3刃/4刃
刀具
刀片/合金刀/白钢刀/2刃/3刃/4刃
加工阶段和操作类型
XQ-ru-D35R5L60
M1
D35R5L60
1
1500
150
1 / 80%
合金刀片,3刃
粗加工(开粗)型腔加工
XQ-ru-D25R5L80
M2
D25R5L80
1
1500
150
1/ 80%
粗加工(开粗)型腔加工
QJ-ru-D20R08L80
CNC加工程式单
版序
新模
程式设计
钳工
素材大小
图名称
工件类型
材质
钢
X
Y
Z
模具编号
制作日期
四面分中□
基准碰数□
基准碰数移中心□
其他□
顶对刀□
底对刀,抬高mm为Z0点□
其他□
程式名
刀具名称
刀具直径/R角半径/长度
单边余量
(mm)
转速
(rpm)
进给速度
(mm/min)
切削深度/跨距%
最深Z值
(mm)
加工时间(min)
M3
CNC程序加工清单

CNC程序加工清单
编程日期:生产日期:刀号加工总深刀具有效长度备注
刀具直径下工序的程序名:压块次序:
虎钳夹持力度:
当前加工的工艺步序:
刀具类型 CNC加工程序清单
刀具明细清单(单位:MM)
零点对刀说明:
图号及版本:
程序名:版本:
编程员:梅宇松机器:3轴MAZ定位方式:装夹最小深度:
装夹(或压块)位置明细图:
操作员/工号:---------日期:---------
1OF2仓库确认:------------
F-EG-020-RC
定位棒
定位钻
中心钻
钻头
丝攻
面铣刀
四刃高速钢铣刀两刃高速钢铣刀粗铣刀
钨钢铰刀
精镗刀
四刃钨钢铣刀两刃钨钢铣刀高速钢铰刀
中心钻
操作员/工号:---------日期: ---------
2OF2仓库确认:------------ F-EG-020-RC。