滑履瓦安装
滑履刮研施工方案
江华海螺水泥一期粉磨站工程Φ4.2×13m磨机滑履刮研施工方案审批:审核:编制:广西壮族自治区冶金建设公司2012年3月27日托瓦刮研执行标准为设备厂家提供的刮瓦要求,和《水泥机械设备安装工程施工及验收规范》JCJ03-90第3.1。
1条的规定。
按设备厂家要求在全托瓦宽度接触区形成连续均匀分布的接触带,接触斑点不应少于1点/10×10mm2,在拖瓦的两端150~200mm范围内间隙为0.2mm。
用着色法检查滑履轴承瓦面与所配磨机滑环的接触情况,按照要求进行刮研轴瓦,直至达到上述要求。
三、施工步骤1、先检查巴氏合金瓦应无变形、脱壳、裂纹、气孔、砂眼、及损伤等缺陷.瓦与轴的接触面应符合设计要求,对进料端和出料端的轴承托瓦进行编号。
2、在距瓦的侧面约20~30mm处,从瓦口的顶端开始用钢板尺顺着瓦的弧面向下划线,划出集油槽。
从瓦口向下循序渐进,不可有陡台,要圆滑过渡,上深下浅,集油槽的深度应比同断面的侧隙大0。
2~0.3mm,在集油槽底部,其深度应和同一断面的侧隙尺寸一致。
3、检查:将托瓦放在滑环顶上,用塞尺在托瓦两端头检查,滑环与托瓦的微笑间隙约为0。
05~0.1mm(距托瓦端头边缘约20mm),否则就需刮瓦。
但只许在托瓦两端头最外边20~50mm的区域进行,不能为增加接触面积而在其余面上刮瓦,理论上是滑环与托瓦底线接触.4、将需研刮的托瓦面用油清洗干净,红丹粉均匀的涂在轴上,头一次需涂浓一些,依次减薄,最后一次涂得越薄越好。
5、然后将滑履轴承瓦面(凹面)倒扣在滑环上进行研磨,接触带面积根据计算为以油嘴中心的500×500mm为接触面。
推研后,将瓦翻转瓦面向上,用道木垫好,根据研磨的接触点进行粗刮,采用两人对面同时刮研的方法,刮研时两人用力尽量保持一致,研瓦时要仔细分析接触情况,确定刮削的部位。
刮削时姿势正确,用力要均衡,落刀要准,刀花要均匀。
刮研轴瓦操作时,对亮点要用力重刮,刮掉亮点;对黑点和红点轻刮.刮削要平滑,在接触区和非接触区不允许有明显的界限.6、研刮到达到设计要求之接触面积后,为了使轴面(凸面)与瓦面(凹面)8接触面处储存一定的润滑油,对大片接触点还需挑点(将大面积接触点用刮刀分成小接触点)。
滑履刮研施工方案(优质参考)

江华海螺水泥一期粉磨站工程Φ4.2×13m磨机滑履刮研施工方案审批:审核:编制:广西壮族自治区冶金建设公司2012年3月27日我单位承接的江华海螺水泥一期粉磨站机电安装工程中Φ4.2×13m水泥磨安装,本磨机采用中心传动,两端采用滑履轴承支承。
现特对刮瓦施工编写施工方案,此方案用以指导工程施工与管理。
一、施工准备进入正式施工前,施工计划要完善,人员配备要齐整,各种工机具要齐全,机械要到位,并做好各项安全防护措施。
工种数量设备数量钳工4人12吨汽车吊1辆起重工1人刮刀7把配合工2人塞尺2把二、施工标准托瓦刮研执行标准为设备厂家提供的刮瓦要求,和《水泥机械设备安装工程施工及验收规范》JCJ03-90第3.1.1条的规定。
按设备厂家要求在全托瓦宽度接触区形成连续均匀分布的接触带,接触斑点不应少于1点/10×10mm2,在拖瓦的两端150~200mm范围内间隙为0.2mm。
用着色法检查滑履轴承瓦面与所配磨机滑环的接触情况,按照要求进行刮研轴瓦,直至达到上述要求。
三、施工步骤1、先检查巴氏合金瓦应无变形、脱壳、裂纹、气孔、砂眼、及损伤等缺陷。
瓦与轴的接触面应符合设计要求,对进料端和出料端的轴承托瓦进行编号。
2、在距瓦的侧面约20~30mm处,从瓦口的顶端开始用钢板尺顺着瓦的弧面向下划线,划出集油槽。
从瓦口向下循序渐进,不可有陡台,要圆滑过渡,上深下浅,集油槽的深度应比同断面的侧隙大0.2~0.3mm,在集油槽底部,其深度应和同一断面的侧隙尺寸一致。
3、检查:将托瓦放在滑环顶上,用塞尺在托瓦两端头检查,滑环与托瓦的微笑间隙约为0.05~0.1mm(距托瓦端头边缘约20mm),否则就需刮瓦。
但只许在托瓦两端头最外边20~50mm的区域进行,不能为增加接触面积而在其余面上刮瓦,理论上是滑环与托瓦底线接触。
4、将需研刮的托瓦面用油清洗干净,红丹粉均匀的涂在轴上,头一次需涂浓一些,依次减薄,最后一次涂得越薄越好。
滑履磨安装技术方案
6. 滑履磨安装技术方案6.1. 概述本项目水泥磨采用的是Φ4.2×11m 滑履磨两台, 该系统配备两台RP13-140/800辊压机,其进料端、出料端均采用滑履轴承。
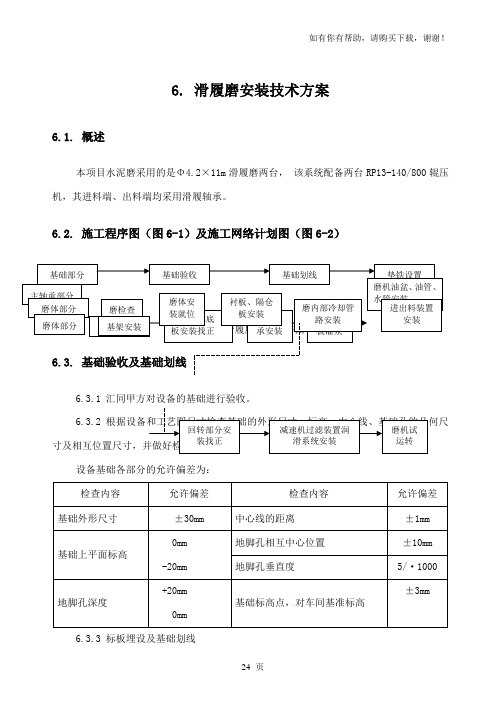
6.2. 施工程序图(图6-1)及施工网络计划图(图6-2)6.3.1 汇同甲方对设备的基础进行验收。
6.3.2设备基础各部分的允许偏差为:6.3.3 标板埋设及基础划线参考已验收基础上土建提供的纵横中心线,埋设中心板,每条主要中心线都要设置中心标板,每个基础设置一个基准点及设置沉降观察点。
中心标板采用100×50×10钢板制作,基准点及沉降观察点用圆钢制作,表面磨平。
根据工艺图及磨机实测尺寸,在基础上划出磨机的纵横中心线,并确定基准点的标高,在标板上打样冲眼作标记。
基础划线技术要求中心标板上所指示的纵向中心线与设计图纸上的纵向中心线的偏差不得大于±3mm。
两基础上横向中心线距离偏差不得大于±0.5mm,对角线偏差不得大于1mm。
同一中心线各标板的中心线±0.5mm。
基准点标高偏差不得大于±0.5mm。
注意:由于磨机基础有30°斜坡,基础划线难度较大,但在施工中务必保证其精度。
做好划线记录。
6.4. 设备出库在计划安装某工序前,应先对该工序需要安装的设备进行出库。
6.4.1 设备开箱时清点零部件的数量,检查设备外观质量,并做好开箱记录。
6.4.2 设备运往现场后,应合理安放,妥善保管。
图6-2施工网络计划图6.5. 滑履轴承底板安置6.5.1 清理底板,检查底板的尺寸,并查出其纵横中心线。
6.5.2 制作辅助找正工具(见图6-3)。
6.5.3 在辅助找正架上,用钢丝线拉出横向中心线,钢丝线与中心标板偏差为±0.5mm。
6.5.4 利用辅助找正工具,找正底板:将底板置于辅助找正工具中(注意:检查底板相对于轴承防护板罩螺钉的螺纹孔定位是否正确)。
滑履瓦安装
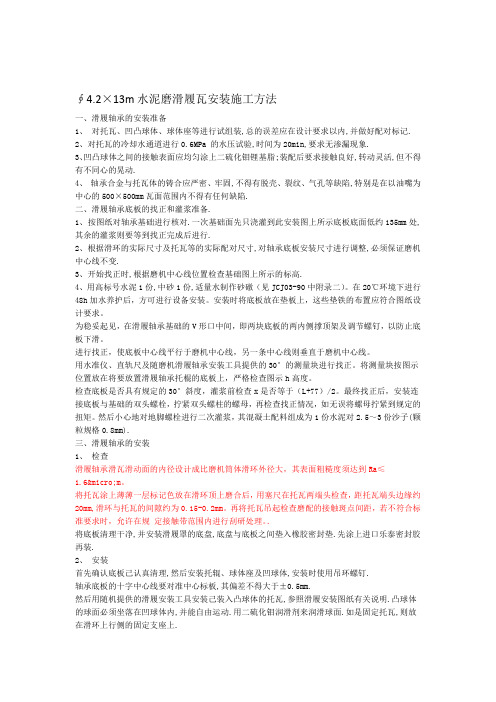
∮4.2×13m水泥磨滑履瓦安装施工方法一、滑履轴承的安装准备1、对托瓦、凹凸球体、球体座等进行试组装,总的误差应在设计要求以内,并做好配对标记.2、对托瓦的冷却水通道进行0.6MPa 的水压试验,时间为20min,要求无渗漏现象.3、凹凸球体之间的接触表面应均匀涂上二硫化钼锂基脂;装配后要求接触良好,转动灵活,但不得有不同心的晃动.4、轴承合金与托瓦体的铸合应严密、牢固,不得有脱壳、裂纹、气孔等缺陷,特别是在以油嘴为中心的500×500mm瓦面范围内不得有任何缺陷.二、滑履轴承底板的找正和灌浆准备.1、按图纸对轴承基础进行核对.一次基础面先只浇灌到此安装图上所示底板底面低约135mm处,其余的灌浆则要等到找正完成后进行.2、根据滑环的实际尺寸及托瓦等的实际配对尺寸,对轴承底板安装尺寸进行调整,必须保证磨机中心线不变.3、开始找正时,根据磨机中心线位置检查基础图上所示的标高.4、用高标号水泥1份,中砂1份,适量水制作砂礅(见JCJ03-90中附录二)。
在20℃环境下进行48h加水养护后,方可进行设备安装。
安装时将底板放在垫板上,这些垫铁的布置应符合图纸设计要求。
为稳妥起见,在滑履轴承基础的V形口中间,即两块底板的两内侧撑顶架及调节螺钉,以防止底板下滑。
进行找正,使底板中心线平行于磨机中心线,另一条中心线则垂直于磨机中心线。
用水准仪、直轨尺及随磨机滑履轴承安装工具提供的30°的测量块进行找正。
将测量块按图示位置放在将要放置滑履轴承托棍的底板上,严格检查图示h高度。
检查底板是否具有规定的30°斜度,灌浆前检查x是否等于(L+77)/2。
最终找正后,安装连接底板与基础的双头螺栓,拧紧双头螺柱的螺母,再检查找正情况,如无误将螺母拧紧到规定的扭矩。
然后小心地对地脚螺栓进行二次灌浆,其混凝土配料组成为1份水泥对2.5~3份沙子(颗粒规格0.8mm).三、滑履轴承的安装1、检查滑履轴承滑瓦滑动面的内径设计成比磨机筒体滑环外径大,其表面粗糙度须达到Ra≤1.6µm。
φ5m×15m水泥粉磨系统调试中出现的问题及处理
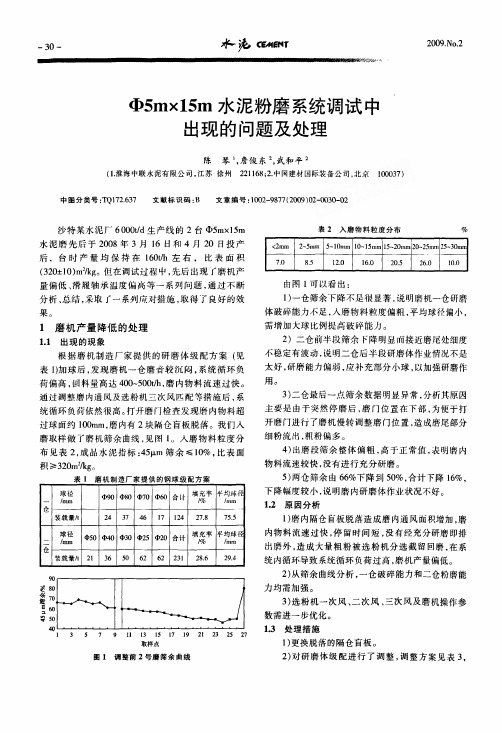
1磨机产量降低的处理 1.1出现的现象
根据磨机制造厂家提供的研磨体级配方案(见
表1)加球后,发现磨机一仓磨音较沉闷,系统循环负
荷偏高,回料量高达400~500t/h,磨内物料流速过快。
通过调整磨内通风及选粉机三次风匹配等措施后,系 统循环负荷依然很高。打开磨门检查发现磨内物料超
过球面约100mm,磨内有2块隔仓盲பைடு நூலகம்脱落。我们入
一30一
枷渗侧削丫
■■■■——●—■——■■——●■—●————■————●—■■—■—●——■■——●———————■———■蠢■—■嘲嘲栅燎凇搿瓣、^
2009.N。.2
巾5mxl5m水泥粉磨系统调试中 出现的问题及处理
陈 琴’,詹俊东2,武和平2 (1.淮海中联水泥有限公司,江苏徐州 221168;2.中国建材国际装备公司,北京 100037)
1.3处理措施 1)更换脱落的隔仓盲板。
图1调整前2号磨筛余曲线
2)对研磨体级配进行了调整,调整方案见表3,
2009.No.2
陈琴,等:西5m×15m水泥粉磨系统调试中出现的问题及处理
一31一
一冀x礴酌榭螭磷端——嘲鞠—■—■—————————■——■——————●—●■——●●——●●——■—■—●●————■——●————■●一
5)两仓筛余由66%下降到50%,合计下降16%。 下降幅度较小,说明磨内研磨体作业状况不好。 1.2原因分析
1)磨内隔仓卣板脱落造成磨内通风面积增加,磨
球径 二 /mm
中50 040
仓
装载量/t 2l
36
90
韩_√k~^-.
暴笺
40
中30
中25
垂20
合计
滑履瓦安装
∮4.2×13m水泥磨滑履瓦安装施工方法一、滑履轴承的安装准备1、对托瓦、凹凸球体、球体座等进行试组装,总的误差应在设计要求以内,并做好配对标记.2、对托瓦的冷却水通道进行0.6MPa 的水压试验,时间为20min,要求无渗漏现象.3、凹凸球体之间的接触表面应均匀涂上二硫化钼锂基脂;装配后要求接触良好,转动灵活,但不得有不同心的晃动.4、轴承合金与托瓦体的铸合应严密、牢固,不得有脱壳、裂纹、气孔等缺陷,特别是在以油嘴为中心的500×500mm瓦面范围内不得有任何缺陷.二、滑履轴承底板的找正和灌浆准备.1、按图纸对轴承基础进行核对.一次基础面先只浇灌到此安装图上所示底板底面低约135mm处,其余的灌浆则要等到找正完成后进行.2、根据滑环的实际尺寸及托瓦等的实际配对尺寸,对轴承底板安装尺寸进行调整,必须保证磨机中心线不变.3、开始找正时,根据磨机中心线位置检查基础图上所示的标高.4、用高标号水泥1份,中砂1份,适量水制作砂礅(见JCJ03-90中附录二)。
在20℃环境下进行48h加水养护后,方可进行设备安装。
安装时将底板放在垫板上,这些垫铁的布置应符合图纸设计要求。
为稳妥起见,在滑履轴承基础的V形口中间,即两块底板的两内侧撑顶架及调节螺钉,以防止底板下滑。
进行找正,使底板中心线平行于磨机中心线,另一条中心线则垂直于磨机中心线。
用水准仪、直轨尺及随磨机滑履轴承安装工具提供的30°的测量块进行找正。
将测量块按图示位置放在将要放置滑履轴承托棍的底板上,严格检查图示h高度。
检查底板是否具有规定的30°斜度,灌浆前检查x是否等于(L+77)/2。
最终找正后,安装连接底板与基础的双头螺栓,拧紧双头螺柱的螺母,再检查找正情况,如无误将螺母拧紧到规定的扭矩。
然后小心地对地脚螺栓进行二次灌浆,其混凝土配料组成为1份水泥对2.5~3份沙子(颗粒规格0.8mm).三、滑履轴承的安装1、检查滑履轴承滑瓦滑动面的内径设计成比磨机筒体滑环外径大,其表面粗糙度须达到Ra≤1.6µm。
磨机、滑履磨安装作业指导书

磨机、滑履磨安装作业指导书磨机、滑履磨安装作业指导书一、引言本指导书旨在提供磨机和滑履磨的安装过程的详细指导,确保安装过程顺利进行并符合相关要求。
二、准备工作1、确定安装位置:- 根据设备规格和功能要求,确定磨机和滑履磨的安装位置。
- 考虑到设备操作和维护的便利性,选择一个相对开阔、通风良好的位置。
2、安全检查:- 检查安装场地有无明火、易燃物等危险物品。
- 确保工作区域没有堆放杂物,地面平整、无障碍物。
3、材料和工具准备:- 准备满足设备安装和调试的所有材料,包括螺栓、垫片、密封胶等。
- 预先准备好适用的手工工具及动力工具。
4、人员安排:- 分配相应的工作人员负责磨机和滑履磨的安装工作。
- 确保工作人员具备相关专业知识和经验。
三、安装步骤1、磨机安装:1、将磨机放置在安装位置,确保底部与地面接触平稳。
2、根据设备的连接要求,安装和连接进、出料口、电源及其他相关管道。
3、根据设备使用要求,调整磨机的水平和垂直度。
2、滑履磨安装:1、确定滑履磨的安装位置,并确保底座与地面接触平稳。
2、根据设备要求,安装和连接进、出料口、电源及其他相关管道。
3、调整滑履磨的水平和垂直度,确保滑履磨正常运行。
四、安全注意事项1、在安装过程中,必须戴上相应的个人防护装备,包括安全帽、防护眼镜、防护手套等。
2、施工人员必须熟悉设备的操作和调试方法,严禁未经授权人员操作设备。
3、在设备运行前,必须对设备进行必要的试运行和安全检测,确保设备正常运行且无异常。
4、在安装过程中,严禁随意更改设备设计和连接,必要时需咨询相关技术人员。
附件:1、设备安装图纸2、安装所需材料清单3、相关法规和标准法律名词及注释:1、《安全生产法》:是中华人民共和国的一部专门调整安全生产领域的法律,旨在保障劳动者的生命安全和健康。
2、《职业病防治法》:是中华人民共和国的一部立法,主要规定了预防职业病的主要措施和责任。
滑履轴承斜底板安装和托瓦刮研

滑履轴承斜底板安装和托瓦刮研随着水泥产量的不断提高,球磨机的大型化对滑履轴承的应用日趋广泛。
鉴于滑履磨安装没有现行的国家标准,建材行业也没有制定具体的安装要求,对工程管理产生不少争议。
根据大型磨机的技术要求,结合国内外(丹麦、法国)同类设备的安装过程,对分歧较大的斜底板安装和托瓦刮研情况总结出了完整的施工工艺和检测数据。
保证了滑履轴承的正常使用和生产需要。
一、基础划线(参考附图一)依据磨筒体的实测数据加上设计所要求热膨胀伸长量在混凝土基础上划出磨机纵、横向中心线,标高线和斜底板的30°平行线,埋设中心标板、标高标板、沉降点标板。
其划线偏差应不大于1mm。
如果磨筒体已运入车间放置,无法直接利用仪器测定中心线时,可选用下述方法划线:a、旁侧引线法 b、阶梯叠加法 c、斜线计算法(注意中心线所用钢丝直径应≤0.5mm)二、斜底板安装(参考附图一、附图二)1、制作安装30°斜底板临时支承装置:把型钢用M16膨胀螺栓固定在基础的合适位置,注意留出不小于10mm的调整量。
为防止底板滑移,在三个方向各焊接2个M20的顶丝以方便找正定位。
2、找平找正30°斜底板的方法和技术要求:①30°斜底板的纵横向水平度检测必须在成对斜度规上(随机提供)放置矩形平尺,用水平仪直接读书,允许偏差应≤0.1mm/1000mm②同组相对的两块30°斜底板的相对水平度检测必须在检测横向水平度的矩形平尺上(也可使用等高块)搭设过桥平尺。
用水平仪直接读数,允许偏差应≤0.1/1000③两组或同组30°斜底板的平行性测量使用弹簧称拉钢盘尺进行,其拉力为8N/m,并保证每次使用的拉力相同。
对角线和跨距的偏差应≤±0.5mm④使用的检测量具均应测定其误差值(尽可能使用同一量具进行操作)作出标记和记录。
在每次测量时消除或计入误差。
才可以保证得到的数据准确可靠。
⑤用临时支承装置的顶丝和斜垫铁组同时进行30°斜底板的找平找正,可以收到事半功倍的效果。
滑履磨施工技术方案.(DOC)
代县宏威水泥有限责任公司4500t/d新型干法水泥孰料生产线机电设备安装工程施工组织设计编制审核批准四川新川江安装工程有限公司第六项目部二零一三年五月滑履磨施工技术方案代县宏威水泥有限公司一.1二.基础验收及基础划线1.汇同甲方对设备的基础进行验收。
2.根据设备和工艺图尺寸检查基础的外形尺寸、标高、中心线、基础孔的几何尺寸及相互位置尺寸,并做好检查记录。
设备基础各部分的允许偏差为:23.标板埋设及基础划线3.1.参考已验收基础上土建提供的纵横中心线,埋设中心标板,每条主要中心线都要设置中心标板,每个基础设置一个基准点及设置沉降观察点。
中心标板采用100×50×10钢板制作,基准点及沉降观察点用圆钢制作,表面磨平。
3.2.根据工艺图及磨机实测尺寸,在基础上划出磨机的纵横中心线,并确定基准点的标高,在标板上打样冲眼作标记。
3.3.基础划线技术要求3.3.1.中心标板上所指示的纵向中心线与设计图纸上的纵向中心线的偏差不得大于±3mm。
3.3.2.两基础上横向中心线距离偏差不得大于±0.5mm,对角线偏差不得大于1mm。
3.3.3.同一中心线各标板的中心点±0.5mm。
3.3.4.基准点标高偏差不得大于±0.5mm。
注意:由于磨机基础有30°斜坡,基础划线难度较大,但在施工中务必保证其精度。
3.4.做好划线记录。
三.设备出库在计划安装某工序前,应先对该工序需要安装的设备进行出库。
31.设备开箱时清点零部件的数量,检查设备外观质量,并做好开箱记录。
2.设备运往现场后,应合理安放,妥善保管。
四.滑履轴承底板安置1.清理底板,检查底板的尺寸,并划出其纵横中心线。
2.制作辅助找正工具(见图三)。
453.在辅助找正架上,用钢丝线拉出横向中心线,钢丝线与中心标板偏差为±0.5mm 。
6 4.利用辅助找正工具,找正底板:4.1.将底板置于辅助找正工具中(注意:检查底板相对于轴承防护板罩螺钉的螺纹孔定位是否正确)。
滑履磨施工方案详解

4.6M*10+3.5M原料磨施工方案编制人:编制单位:ф4.6ⅹ10+3.5m原料磨施工方案1 ф4.6ⅹ10+3.5m原料磨施工组织构成2施工程序简图本厂所选用的4.610+3.5M滚圈中空轴联合支承烘干中卸生料磨,是当前先进的粉磨设备,也是水泥厂关键设备之一。
其单件重量大、外形尺寸大、零部件多安装精度高,必须采用先进的技术、巧妙的方、高超的检测手段,严格控制每道工序的施工质量,才能确保设备的高质量的按期交付使用,并长期稳定运转。
基础磨体安装减速机及其它3施工前准备:a悉施工现场及设备堆放场地。
b施工图纸会审c 熟悉施工现场及设备堆放场地d准备施工工具、机具、材料及施工电源。
e做好施工方案、技术交底(包括质量、安全措施)。
4基础验收:a基础验收必须认真进行,安排专人负责此项工作,会同厂方、土建等有关部门,根据有关资料(工艺图、基础图、安装图、验收标准等)认真测量、记录、验收合格后,方可进行安装施工。
b设备基础各部分的偏差应符合如下要求:5 设备出库及检测5.1设备出库a设备出库依照安装程序安排零部件的出库顺序。
b安排适当的起重运输机具,选择合适的操作地点c选择最佳的运输道路。
d认真清点件数,结合外观检查,办理有关出库手续。
5.2设备检查与测量:a测量底座厚度,地脚螺栓孔距离,轴承座与底座联接的螺栓孔位置、距离。
b合金轴瓦面外观检查不得有砂眼、气孔、裂纹、夹渣、伤痕等缺陷。
c合金轴与球瓦的铸合应严密、牢固,不得有脱壳、裂纹、气孔等缺陷。
d对水冷却通道要进行打压试验,用0.6MPa的水压保压8分钟无渗漏现象。
e检查中空轴颈、滑履表面是否有砂眼、气孔、毛刺、沟痕、腐蚀、伤痕等。
f测量筒体长(含中空轴、滑履、烘干仓)。
g测量筒体,滑履,烘干仓结合部的椭圆度等。
以上各项检查后做好详细记录,如有与图纸要求不符,应及时与厂方取得联系,共同研究解决后,再进行安装。
6基础处理、埋设标板与放线:6.1清理基础:a基础表面的一切杂物必须清除掉,并打扫干净。
提升滑履轴瓦刮研效率的工装

提升滑履轴瓦刮研效率的工装编者按:此工装为公司某项目技术团队研发的技术革新成果之一已获授权实用新型专利,并且在国内外多个项目的水泥管磨滑履轴瓦刮研施工中得到推广使用,实践证明能有效提升了磨机研瓦工序的效率和缩短整个磨机的施工工期。
一、研究背景众所周知,滑履磨机是水泥厂常用的主机设备之一,尤其是在水泥制成车间,水泥磨机常采用滑履管磨。
其优点是制造成本比立磨低很多,操作和维护相对立磨也简单些。
在管磨的安装过程中,滑履磨轴瓦的刮研属于关键工序,其刮研的效率和质量常常决定了磨机安装的工期和后续的运转质量。
在以往传统施工过程中,滑履磨的研瓦是在滑履磨的滑环处搭设一个简易支架,便于工人能够到管磨筒体顶部和滑环面上作业,进行研瓦和测量瓦口间隙等,每次作业时一般采用8吨吊车、手拉葫芦进行配合作业,将轴瓦吊上、吊下、翻转等,刮研一块轴瓦,这样的操作过程需要重复很多次,而且耗时比较长,占用机械台班比较多。
而在实际的施工中,我们研瓦基本都在露天进行,其研瓦质量、效率常常受到环境因素的制约,如环境温度、风沙、雨雪等天气的影响,往往会降低研瓦的效率,造成工作强度大,耗时较长,从而影响磨机安装的工期。
针对这种传统的研瓦作业方式,为提高滑履轴瓦刮研的效率,公司技术团队研发了“提升滑履轴瓦刮研效率的工装”,下面对其结构功能进行简单的介绍。
二、工装的结构组成此提升滑履轴瓦刮研效率的工装分为两部分。
第一部分操作平台,大小根据所需刮研磨机筒体外形尺寸确定,平台长度根据水泥磨直径确定应能跨过水泥管磨机,操作平台高度与滑履顶部一般高或者稍稍高一点,操作平台的中间预留的孔洞长度方向比滑履瓦长1000~1500mm左右,宽度方向比滑履轴瓦宽500~600mm,平台必须保证牢固,四周设置防护栏杆(靠磨机顶部内侧预留一个人出入的门),操作平台中间开孔后四周应留有足够的操作空间(每侧不小于800mm)。
操作平台施工载荷满足5个施工操作人员及轴瓦载荷,顶部距操作面净空不小于2.2m。
水泥磨双滑履瓦研瓦施工技术要求

滑履瓦研瓦施工技术要求
1、首先检查滑履瓦是否有变形、脱壳、裂纹、气孔等缺陷;
2、对滑履瓦进行水压试验,试验压力0.6MPa,保压10分钟,无渗漏即可,对滑履瓦进油端和出油端进行标记,防止错研;
3、瓦面划线:以油囊为中心,划640600区域作为接触面,瓦口间隙以0.5mm为宜,从瓦口到接触面全长度用0.1mm塞尺能通过,不可有陡台,要圆滑过渡,上深下浅;两侧端面向内划20mm宽,用0.2mm 塞尺能通过;
4、接触面刮研:接触面区域形成均匀连续的接触带,接触斑点不应少于1点每10×10mm2,用红丹粉着色法检查滑履瓦与磨机滑履的基础情况,按要求进行滑履瓦刮研,直到达到上述要求;
5、刮研滑履瓦时,对亮点要用力重刮,对红点和黑点要清刮,刮研要平滑,在接触区和非接触区不允许有明显的界线;
6、刮研达到设计要求的接触面后,为在磨机滑履与滑履瓦接触面储存一定的润滑油,还需用三棱刮刀将大面积接触点破成小接触点;
7、将滑履瓦凸球体拆下,与凹球体接触面进行着色检查,要求接触均匀,转动灵活,如接触面太小,则需配合刮研,直至接触面均匀,符合使用要求;
8、刮研完成,安装之前应及时覆盖,防止雨水、灰尘、杂物损坏研磨面。
图示①、②即为刮研面。
φ4.6m滑履磨安装不当导致瓦发热的现象及分析

生料 、 泥 和 矿 渣粉 磨 方 面增 产 节 能 的 改造 实例 , 集 成 册 。 水 汇
这 些 文章 中 涵 盖 了工 艺 流 程 的 选 择 、 产 实 践 中 出现 问题 生 与 解 决措 施 、 生产 管理 经验 以及 助 磨 剂 应 用 等 方 面 这 些 实例
节 能 的技 术 , 有 很 强 的 实 用性 和 参 考 价值 。 具 本 书 从 杂 志社 购 买 仅 需 5 . O0 0元 ( 邮 费 ) 汇 款 时 请 注 明 含 ,
过 程 中受 磨 体 的热胀 冷 缩,滑履 瓦 向各 方 向 的移 动 ,
不能 在 两球 面体 问消 除 ,这 是 滑履 瓦发 热 的根 本 原
因。
//// ///
/ ///// /
骤然 升高 , 机跳停 频 繁 。 磨
滑 履瓦 温度 变化 时高 时低 , 度 变化 和发 热 滑履 温 没 有规 律 , 如表 1为 2 0 0 9年 4月份 某 日连续 3 h滑履
人发 现 , 生 产初 期 问题 表 现 还 不 是太 突 出, 而 久 在 久
之逐 渐加 重 , 重影 响 了生产 。 严
( 辑 编 王 艳 丽)
控制滑履瓦温升的技巧

控制滑履瓦温升的技巧滑履瓦在磨机的应用已特别广泛,使用效果突出,美中不足的是这种磨机的滑履瓦温升往往难于掌握。
我们知道:滑履瓦的正常工作温度冬天宜掌握在45℃以下,夏天掌握在55℃以下,这主要是基于滑履瓦的使用性能和温升对润滑油粘度的影响进行考虑。
但事实上滑履磨机几乎无法保证这样的使用条件,很多厂依据经验都做了相应的调整,有的甚至将最高的跳停温度调到了80℃也往往不能保证磨机的正常运行,令许多业主感到无奈。
滑履瓦在重载、高线速度滑动摩擦、粉尘较大、接触物件(滑履)表面温度高等条件下工作,其温升主要与安装、运行维护和润滑等因素有关。
依据我们的一些经验,现介绍几点处理方法,供参考交流。
1滑履瓦润滑和安装过程的处理1.1润滑油滑履瓦在重载和高线速度滑动摩擦条件下工作,选用的润滑油应有足够的运动粘度和较好的流淌性,厂家推荐的润滑油一般有320号和460号两种,实践证明460号中负荷工业齿轮油效果较好。
1.2接触精度滑履瓦与滑履的接触表面精度要符合标准规定即2~3点/cm2匀称分布,这个精度对滑履轴承的起动和牢靠运行起着重要作用,我们知道,滑履轴承的磨机都是由高压泵将磨机捧起脱离滑履瓦,在滑履和滑履之间建立一层抱负的润滑膜后磨机才会起动,这个油膜的厚度一般掌握在0.15mm 左右。
假如滑履瓦没有刮研好,高压油就会从瓦的缝隙中快速被卸掉,无法达到起动所需的压力,即无法形成有效的油膜。
在这种状况下起动磨机很简单造成烧瓦事故。
所以在安装和检修时应加以重视。
滑履瓦球的接触部分,表面精度一般要求达到3~4点/cm2,这个精度可以保证滑履瓦转动敏捷,从而保证滑履和滑履瓦工作表面油膜作用的正常发挥。
1.3磨机的安装精度磨机的尾部要比头部高约1mm;磨机与同侧(如进料端两滑履瓦)滑履轴承连线的垂直度达到规定的要求,否则滑履瓦的刮研很困难,同时更难确定磨机在工作时滑履轴承的接触匀称度;磨机与减速机连接的同轴度在安装公差范围内,使磨机在滑履瓦可适应的范围内工作;磨机尾部法兰端面与减速机法兰的端面距离符合图纸的要求,否则滑履可能很简单与滑履轴承的铜挡板相摩擦,从而引起发热。
瓦片安装施工工艺流程
瓦片安装施工工艺流程一、施工前的准备。
场地也得收拾干净,要是场地乱七八糟的,施工的时候东西到处乱放,那多耽误事儿呀。
就好比在一个乱糟糟的桌子上画画,肯定画不好嘛。
而且还要检查一下屋顶的结构是不是牢固,要是屋顶不牢固,瓦片安装上去也不安全呀。
二、瓦片的搬运与堆放。
瓦片搬运的时候要小心点哦。
这些瓦片就像小宝贝一样,磕着碰着就不好了。
最好是有专门的工具来搬运,可不能像扔石头一样乱丢。
在堆放的时候呢,也要有讲究。
要堆放整齐,而且要放在一个不会被风吹倒、不会被水淹到的地方。
要是一阵大风把瓦片吹倒了,那瓦片碎了可就白费了呢。
三、基层处理。
基层处理是很关键的一步哦。
要把屋顶基层上的灰尘、杂物都清理干净。
就好像给屋顶洗个脸一样,洗得干干净净的才能让瓦片舒舒服服地待在上面。
如果有不平的地方,还要把它修补平整。
这就好比我们睡觉的床,如果床不平,那肯定睡不舒服呀。
四、瓦片的铺设。
瓦片铺设可是个技术活呢。
要从下往上铺,一片挨着一片,就像小朋友手拉手一样。
而且每片瓦片之间的间距也要合适,不能太大也不能太小。
太大了容易漏水,太小了又会挤在一起,看起来不美观。
在铺设的时候,还得注意瓦片的方向,要顺着屋顶的坡度来铺,这样才能保证排水顺畅。
就像水流一样,得有个正确的方向才能顺利地流下去呀。
五、固定瓦片。
瓦片铺好了,可不能让它乱跑呀。
这时候就需要把瓦片固定住了。
用钉子或者其他固定工具,要钉得牢固一些。
但是也不能太用力,要是把瓦片钉坏了,那可就不好了。
就像我们给衣服钉扣子一样,要恰到好处。
六、收尾工作。
最后就是收尾工作啦。
要检查一下整个屋顶的瓦片安装情况,看看有没有遗漏的地方,有没有瓦片松动的。
如果发现有问题,要及时处理。
然后把施工过程中产生的垃圾清理干净。
就像做完饭要把厨房收拾干净一样,让屋顶看起来整洁又漂亮。
琉璃瓦安装方法(中文英文双语版高分优质文档)
琉璃瓦安装方法(中文英文双语版高分优质文档)琉璃瓦是一种传统的屋顶材料,其安装需要一定的专业知识和技巧。
以下是一般的琉璃瓦安装方法:1. 准备工作:首先,确保屋顶结构稳固、干燥、平整,并且符合安装琉璃瓦的要求。
清理屋顶上的杂物、灰尘和残留物,确保安装区域清洁。
2. 确定安装方式:根据屋顶的类型和要求,选择合适的安装方式,可以是直接粘贴安装、钉固定安装或者其他特定的安装方式。
3. 铺设防水层:在屋顶上铺设防水层,以确保屋顶不渗漏。
可以使用防水卷材、防水涂料等材料进行铺设,按照厂家的要求进行施工。
4. 安装底层支撑材料:在防水层上安装底层支撑材料,通常使用木龙骨或轻钢龙骨,龙骨的间距和安装方式根据琉璃瓦的规格和设计要求确定。
5. 粘贴或固定琉璃瓦:根据选择的安装方式,进行琉璃瓦的粘贴或固定。
如果选择粘贴安装,使用专用的瓦面胶将琉璃瓦粘贴在底层支撑材料上;如果选择固定安装,使用合适的瓦钉或螺丝将琉璃瓦固定在底层支撑材料上。
6. 排列与修整:按照设计要求和安装方式,依次排列和安装琉璃瓦。
注意保持瓦片之间的间隙和对齐,确保整体效果和线条美观。
同时,根据需要进行瓦片的修整和调整,确保瓦面平整。
需要注意的是,琉璃瓦的安装需要专业的技术和经验,建议由专业的屋顶安装工人进行操作。
在安装前,确保了解琉璃瓦的特性和安装要求,并遵循厂家的指导和建议。
Glazed tile installation method (Chinese and English bilingual version with high scores and high-quality documents)Glazed tiles are a traditional roofing material, and their installation requires certain expertise and skills. The following are the general glazed tile installation methods:1. Preparatory work: First, make sure that the roof structure is stable, dry, flat, and meets the requirements for installing glazed tiles. Clean debris, dust and residue from the roof to ensure the installation area is clean.2. Determine the installation method: According to the type and requirements of the roof, choose the appropriate installation method, which can be direct paste installation, nailed installation or other specific installation methods.3. Laying waterproof layer: Laying waterproof layer on the roof to ensure that the roof does notleak. Waterproof membrane, waterproof coating and other materials can be used for laying, and the construction should be carried out according to the requirements of the manufacturer.4. Install the bottom support material: install the bottom support material on the waterproof layer, usually using wooden keel or light steel keel, the spacing and installation method of the keel are determined according to the specifications and design requirements of the glazed tile.5. Paste or fix glazed tiles: Paste or fix glazed tiles according to the selected installation method. If you choose paste installation, use special tile glue to paste the glazed tiles on the underlying support material; if you choose fixed installation, use appropriate tile nails or screws to fix the glazed tiles on the underlying support material.6. Arrangement and trimming: Arrange and install glazed tiles in sequence according to design requirements and installation methods. Take care to maintain the gaps and alignment between the tiles to ensure the overall effect and nice lines. At the same time, trim and adjust the tiles as needed to ensure that the tile surface is flat.It should be noted that the installation of glazed tiles requires professional skills and experience, and it is recommended to be operated by professional roof installation workers. Before installation, make sure to understand the characteristics and installation requirements of glazed tiles, and follow the manufacturer's instructions and recommendations.。
安装各种瓦的工艺流程
安装各种瓦的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!安装各种瓦的工艺流程一、准备工作阶段在正式进行各种瓦的安装之前,充分的准备工作必不可少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
∮4.2×13m水泥磨滑履瓦安装施工方法
一、滑履轴承的安装准备
1、对托瓦、凹凸球体、球体座等进行试组装,总的误差应在设计要求以内,并做好配对标记.
2、对托瓦的冷却水通道进行0.6MPa 的水压试验,时间为20min,要求无渗漏现象.
3、凹凸球体之间的接触表面应均匀涂上二硫化钼锂基脂;装配后要求接触良好,转动灵活,但不得有不同心的晃动.
4、轴承合金与托瓦体的铸合应严密、牢固,不得有脱壳、裂纹、气孔等缺陷,特别是在以油嘴为中心的
500×500mm瓦面范围内不得有任何缺陷.
二、滑履轴承底板的找正和灌浆准备.
1、按图纸对轴承基础进行核对.一次基础面先只浇灌到此安装图上所示底板底面低约135mm处,其余的灌浆则要等到找正完成后进行.
2、根据滑环的实际尺寸及托瓦等的实际配对尺寸,对轴承底板安装尺寸进行调整,必须保证磨机中心线不变.
3、开始找正时,根据磨机中心线位置检查基础图上所示的标高.
4、用高标号水泥1份,中砂1份,适量水制作砂礅(见JCJ03-90中附录二)。
在20℃环境下进行48h加水养护后,方可进行设备安装。
安装时将底板放在垫板上,这些垫铁的布置应符合图纸设计要求。
为稳妥起见,在滑履轴承基础的V形口中间,即两块底板的两内侧撑顶架及调节螺钉,以防止底板下滑。
进行找正,使底板中心线平行于磨机中心线,另一条中心线则垂直于磨机中心线。
用水准仪、直轨尺及随磨机滑履轴承安装工具提供的30°的测量块进行找正。
将测量块按图示位置放在将要放置滑履轴承托棍的底板上,严格检查图示h高度。
检查底板是否具有规定的30°斜度,灌浆前检查x是否等于(L+77)/2。
最终找正后,安装连接底板与基础的双头螺栓,拧紧双头螺柱的螺母,再检查找正情况,如无误将螺母拧紧到规定的扭矩。
然后小心地对地脚螺栓进行二次灌浆,其混凝土配料组成为1份水泥对2.5~3份沙子(颗粒规格0.8mm).
三、滑履轴承的安装
1、检查
滑履轴承滑瓦滑动面的内径设计成比磨机筒体滑环外径大,其表面粗糙度须达到Ra≤1.6µm。
将托瓦涂上薄薄一层标记色放在滑环顶上磨合后,用塞尺在托瓦两端头检查,距托瓦端头边缘约20mm,滑环与托瓦的间隙约为0.15-0.2mm。
再将托瓦吊起检查磨配的接触斑点间距,若不符合标准要求时,允许在规定接触带范围内进行刮研处理。
将底板清理干净,并安装滑履罩的底盘,底盘与底板之间垫入橡胶密封垫.先涂上进口乐泰密封胶再装.
2、安装
首先确认底板己认真清理,然后安装托辊、球体座及凹球体,安装时使用吊环螺钉.
轴承底板的十字中心线要对准中心标板,其偏差不得大于±0.5mm.
然后用随机提供的滑履安装工具安装己装入凸球体的托瓦,参照滑履安装图纸有关说明.凸球体的球面必须坐落在凹球体内,并能自由运动.用二硫化钼润滑剂来润滑球面.如是固定托瓦,则放在滑环上行侧的固定支座上.
托瓦的位置及其倾斜度必须尽可能接近最终位置.用钢丝绳穿过托瓦最高端所拧入的吊环螺钉将托瓦系住,让托瓦滑动面朝向中心.当磨机要放入滑履轴承时,在滑环刚要与托瓦接触前,去掉挡块和系住的钢丝绳,以使磨机就位时便可进行自调.
检查隔板是否能在槽内自由移位而不受制约.检查托辊是否能自由转动而无挤压现象.
安装好润滑泵站然后对其进行部分机械的电气连接,详见滑履轴承管路及润滑泵站供油系统图.
在找正期间必须能转动磨机,当转动磨机时,高压泵必须工作.因此在进行找正前必须对润滑站进行试验和认可.
四、滑履轴承的刮研
1、首先检查:首先将需要刮研的托瓦或凹凸球体面用油清洗干净,将红丹粉均匀的涂于球面
2、将滑履轴承瓦面(凹面)至于滑环顶部进行研磨,推研后将瓦面朝上放好放平,根据研磨的接触点进行粗
刮,,采用两人对面同事刮研的方法,两人用力大小要一致。
3、用塞尺检查在距离滑履边缘大20mm处间隙是否0.15~0.2mm范围之内,刮研的接触点达到图纸和标准要求
后,为了保证以后设备运行时,瓦内留有足够的润滑油,需对的接触点进行分割,分成小的点数多的接触点。
4、轴瓦刮研后,为了使润滑油能够畅通的流入滑环与滑履之间,瓦面上刮出宽3~5mm,间距60~80mm,倾
角为45°的刀痕。
5、用0#纱布沾有将刀痕打磨干净,最后清洗干净保护好刮好的瓦面。
6、注意刮削只能在距离瓦口20mm~50mm区域内,并达到规定间隙。
7、滑履轴承与滑环刮研区接触斑点为每2平方厘米,1-2点
8、根据经验按JCJ03-90可做适当的调整。
9、最后刮研要求满足下表
双滑履磨检NO.03建设单位:
双滑履磨检NO.04建设单位:。