锦纶与涤锦复合丝学习资料
面料基础知识整理——入门必看

⾯料基础知识整理——⼊门必看常规化纤⾯料⼊门及详解⼀、原料简介(⼀)涤纶(PET)的性质:1、强⼒耐磨。
2、吸⽔性差,公定回潮率0.4%(20℃,相对湿度65%,100g涤纶吸⽔0.4g)。
3、易⽣静电,易起⽑起球。
4、耐酸不耐碱。
注:⼀定浓度的碱在⼀定温度下破坏涤纶表⾯使织物⼿感松软。
5、耐腐蚀性、耐光性⽐较好。
6、涤纶纤维所制织的织物不易起皱,尺⼨稳定性好,易洗快⼲。
涤纶纺丝形式:1、 FDY(长丝):单纤维平⾏光滑均匀,如图。
分⼤有光,有光,半光,消光,亮度越来越弱。
2、 DTY(弹丝):单纤维弯曲,低伸缩,蓬松状,如图。
3、 DTY⽹络丝(低弹⽹络丝):有阶段性得⽹络点,增加纤维之间得集束能⼒。
分⽆⽹、轻⽹、中⽹、重⽹,其中重⽹可作免浆丝。
⼀般情况下,FDY和DTY必须上浆或加捻⽅可作经线。
上浆:增加丝线得强⼒;纤维之间得抱合⼒;使纤维表⾯光滑,便于织造。
加捻:增加强⼒;增加纤维之间得抱合⼒;使织物具有绉效果。
捻度:(T)单位厘⽶丝线得捻回数。
0-10 T/CM 弱捻10-20 T/CM 中捻20 T/CM 强捻4、POY(预取向丝):可伸长不可回弹,不可单独做经线或纬线,必须与其他丝复合,可伸长1.6倍,POY丝是低弹⽹络丝得半成品。
典型⾯料:⽔洗绒。
5、ATY(空⽓变形丝):表⾯不光洁,有⽑圈。
典型⾯料:塔丝绒6、涤纶短纤:多根短纤维沿轴向加捻⽽成。
7、涤纶⽵节丝:长丝和低弹丝加捻⽽成,弹丝的速度慢。
8、⾼弹丝:⾼伸缩,⾼蓬松。
9、涤纶阳离⼦丝:可与普通涤纶丝产⽣双⾊效果,容易染⾊,⾊泽鲜艳。
(⼆)锦纶(PA)或尼龙NYLON(N)性质:1、强⼒⾮常好,甚⾄超过同等细度的钢丝。
2、耐磨性⾮常好,超过其他纺织纤维,适合做运动装,袜⼦,降落伞,缆绳。
3、吸⽔性差,公定回潮率4%,易静电,起⽑,起球。
4、耐碱不耐酸,37.5%盐酸可以溶解。
5、耐腐蚀性好,耐⽔性差,耐光性耐热性差,久晒强⼒下降泛黄。
涤纶与锦纶简介

涤纶与锦纶简介涤纶与锦纶简介涤纶与锦纶简介一.涤纶(POLYES TER)-------是合成纤维中之一种,学名:聚酯纤维,俗称涤纶.涤纶横切面一般为圆形,侧面光滑而亮度,其性能如下:项目性能断裂强度干/湿 5.5---6.3拉力强度97000—114000伸长率40%--50%比重1:38吸湿率0.4%耐热性238C—240C软化溶点255C—260C耐酸或碱性对浓盐酸,强力不易降低在沸腾强性碱分解.溶解性及化学性一般溶剂不溶解,热二甲基甲先胺40∘C苯酸和四氧化烷混合液中溶解. 染色性用冰染,可溶性还原等染料<加助染剂>防腐蚀性耐蛀不腐,长期曝晒,强力下降.吸湿性差制成品特性结实柔软,手感好,缩水率低,可机洗,烘干,快干耐磨性强,易静电起毛球生产大多采用---步法:常规聚酯切片(原料-----纺丝-----拉伸-----热处理)随着纺丝过程不同,其生产之产品可以分为以下各种:(一)原丝<RAW/MONO FILAME NT>是纺丝原料,亦可与其它原料混合编织成产品.(二)POY<PARTIA LLY ORIENT ED YARN>:预取向丝,又名半加工丝半延伸丝,是经高速纺丝获得的取向度,在末取向丝(U DY)和牵伸丝之间的半成品,一般不会采用此丝作针织用因收缩率不稳定,仍可容易拉长,存放的时间及环境易影响其收缩性,有分单饼丝及双饼丝.(三)S.D.Y<SPIN DRAW YARN>全延伸丝.F.D.Y<FULLYDRAW YARN>F.O.Y<FULLYORIENT ED YARN>P.F.Y<POLYES TER FILAME NT YARN>经牵伸工序生产,因制作工序不同,故有不同名称,但均属于全延伸丝,收缩率较稳定,针织布可用.(四)DTY<DRAW TEXTUR ED YATRN>加工丝或加弹性丝,及(SETTIN G YARN>加工定型丝.经加工定型之产品,其拉伸阶段全部或部份与变形工艺在同一机上进行,此类丝最合针织布用,但;因经过定型工序对丝之亮度有所破坏,故要求高亮度效果最好,选用回FDY产品.产品有白丝,色丝,内分加弹丝,中弹丝,低弹丝,竹节丝,及高彭丝等等,一般有:(A)ITY<INTERM INGLE D TEXTUR ED YARN>网络丝:包括低弹网络丝,幻彩丝,螺旋丝等等.(B)ECY(超喂丝)(C)ATY(空气变形丝)(D)STY(高捻丝)(E)FTY(FULLYTEXTUR ED YARN)全牵伸丝.为着开发更多不同类形之产品,纺丝厂亦于各种丝类,加入不同特殊工序,变成更多产品,例如,加捻(HIGH TWIST),可分”S””Z”不同捻向,竹节(SLUB),空心(HOLLOW),粗细(THIN& THICK)等等.(F)特殊功能.近期随着技术不断改进,各种纤维均被开发成有特殊种功能,因此各类功能纤维应运而生,如防紫外线涤纶(U V PROTEC TIONPOLYES TER),(THERMO LITEBASE)之保温纤维CATION IC DPEABL E阳离子低温涤纶,导电<ELECTR ICALCONDUC TIVIT Y>,抗静电<ANTI-STATIC>,耐高温<HIGH,TEMPER DTURE RESIST ANCE),阻燃<FLAMERETARD ANT>,导光<OPTICA L>,排汗(COOLME X)等等.(G)特殊后处理.(1)利用不同形态或组分加工而成的纤维,例如:双收缩丝:(BI-SHRINK AGE YARN)(B S Y)由不同收缩性能之两根长丝在纺丝或后加工过程中纺制成.双组分丝:(B1-COMPON TENTYARN)(B C Y)由横截面内含有不同收缩性的两种组分的长丝制成的纤维.(2)假编变形丝(K NIT DE.KNIT YARN):胚纱经针织制成织物并定型,然后拆散再经绕卷制成.(3)网络纱,预取向丝或拉伸变形,经高压氧气吹捻,单丝间相交缠,成周期性的网络结的丝条.(4)其它:假捻变形纱(FALSE-TWISTTEXTUR ED YARN)假捻定型变形纱(FALSETWISTSTABIL IZEDTEXTUR ED YARN)加捻变形纱------TWISTTEXTUR ED YARN喷气膨体纱------JET BULKED YARN齿轮卷曲纱------------GEAR CRIMPE D YARN刀口卷曲纱-----------EDGE CRIMPE D YARN二.锦纶<NYLON>是合成纤维之一种,锦纶学名:聚先胺纤维<P OLYAM IDE>简称PA.俗称尼龙是由美国杜邦公司卡莱斯氏发明,定名为NYL ON.中文音译尼龙,我国锦州首先生产这种合成纤维,故统称为锦纶,份子主链上含有重复先胺基团—﹝NHCO﹞—的热塑性树脂总称.尼龙家族有20多种,大类分为:脂肪族PA(线状份子尼龙A LIPH AIC NYLON),芳香族PA(ARAMID NYLON)其中,脂肪族PA品种多,其命名规则由合成具体的碳原子数而定.主要品种是尼龙6和尼龙66.占绝对主导地位,其次尼龙11.尼龙12.尼龙610.尼龙612.另外还有尼龙1010.尼龙46.尼龙7.尼龙9.尼龙13.新品种有尼龙6I,特殊尼龙MX D6(阻隔性树脂)等,尼龙的改性品种数量繁多,如增强尼龙,单体浇铸尼龙(MC尼龙)反应注射成型(RIM)尼龙,芳香族尼龙,透明尼龙,高抗冲(超韧)尼龙,电能尼龙,导电尼龙,阻燃尼龙.纺织常用尼龙6:它全名为聚已丙先胺纤维,主要用于袜子.内衣.运动衫等,尼龙66.:全名为聚已二胺纤维,与尼龙6相似,适合制作雨衣,伞等产品.尼龙66的硬度,刚性高,但刃性差,各种尼龙按刃性大小排序为PA66/6<PA6<PA610<PA11<PA12尼龙的横切面为圆形,亦有三角形,其性能如下:项目性能断裂强度干为5.9---9.5湿为5.1----8.0拉力强度86000---134000伸长率为16---28%回弹率4%比重1:14吸湿率 4.5%耐热性180℃软化溶点215℃耐酸或碱性5%盐煮沸分解,硝酸硫酸冷浓盐酸中部份分解.溶解性及化学性一般溶剂不溶于苯酸及浓甲酸中溶解.染色性用分散性和酸性染料较好防腐蚀性耐蛀不腐,长期曝晒,强力下降.色变黄制成品特性超轻,极强牢固性,折迭性好,耐腐性强,吸湿率3.5%--5%之间,易洗涤,缩水率低,快干,着色强,但易静电起毛球,不宜长时间日晒尼龙的生产技术有瑞士I N VENT A,意大利NOY.德国KARL等公司,作为熔纺制取聚先胺纤维的技术从70年代开始发展了高速拉伸变形,由普通的UD Y-DT常规两步法,发展到POY-DTY或FD Y,ATY的一步法,工艺路线纺丝速度由1000米/分提高到4000米/分,纤度由2—3dpf降至0.8---1.2dpf.UDY—DT常规两步法,工艺流程长纺丝速度较低,质量均匀性差,效率低,断裂强度低,但投资小,技术成熟,见效快,故国内仍多采用,FDY一步法高速纺丝技术工艺流程短,丝速快产量高,质量均匀,断裂强度高,效率高,成本低国外一般采用.传统的短纤维纺纱整理工艺已向纺丝,拉伸,变型的BCF工艺演进,以空气变形取代机械变形,生成三维卷曲澎体丝,增加弹性.锦纶由于高强度,高刃性,通过高粘度的切片纺丝并经拉伸后加工工艺的改进,可使强度提高到15g/d.尼龙丝一般有(1)DTY(加弹丝)(2)FDY(全拉伸丝)(3)倍捻丝等大类.杜邦近年开发.TACTAL尼龙家族有(1)AQUATO R(2)BIABOL O.(3)MICROT OUCH(4)MULTIS OFT.(5)STRATA各有其特性<可参考TAC TAL尼龙数据>.其它如NYL STAR亦开发,MERYLTANGO.SATINE等不同系列尼龙<可参考NYL STAR尼龙资料>.而我国2000年尼龙产量达36万吨,估计2010年为55-60万吨,成为合成纤维中发展最快的品种.专用名词:因各制造商,有其独特不同之生产方法,故一般制造商将产品冠以厂名,或其系列之名称,故长期行内亦采用其专用名作为对该纤维之称号,例如: POLYES TER涤纶纤维有:T ERYLE NE,DACRON,KODEL,FORTRE L.VYCRON,BLUEC,VECTRA,TERGAL,TREVIR A,DIALON,TETOLO N,TETERO NKUKARA Y,TERLEN KA.NYLON尼龙纤维有:NYLON6:BAYER—PERLON<DORLON>,ROBINE—PERLON,NEFA—PERLON,ACELE,ACETA.NYLON66,PERLON T,AMILAN,AUSTRY LON,NIPLON,NILFRA NCE.(A)支数:一般常用如70D,100D,135D,150D,等等表示方法用DENI ER或TE X,d—TEX(DECITE X).(B)纤维条数:分为多根纤维长丝(MULIT—FILAME NT YARN)由多条纤维组成及单纤维长丝(MONO FILAME WT YARN)由单一条多纤维组成.一般有36,48或微纤.(C)股数:一般为单股,双股,三股等.(D)亮度:一般分为哑(DULL),半哑(SEMI DULL),光(BRIGHT),超光(SPUERBRGHT),三叶光(TRILOB EL),闪光(SPAKLE),扁平(FLAT),着色(DOPE—DYED).(BRIGHT)光:生产过程中未经消光处理,而制成之光泽段强纤维.(DULL)半哑或消光:生产过程中,经过消光处理,制成表面反射光减弱纤维.(SEMI DULL)哑或半消光:生产过程中,经部份消光处理,而制成.(DOPE-DYED)着色:在纺丝溶液或凝胶丝采取着色光法制成之纤维.七十年代末期,涤伦,尼龙开始被全棉取代.八十年代开始,超细纤维大量生产,其轻柔,透气性能得到市场接受.一般人造纤维常用单位细度范围为1.5-3.0丹尼尔之间.在1-1.5丹尼尔之间的纤维称谓细丹尼尔纤维.若1丹尼尔以下则为超细纤维.(约10um)随着技术进步.最初每根纤维丹尼尔在1(EXTRAFINE)而进为0.5丹尼尔以下,又再进为0.1丹尼尔以下,更进为0.01丹尼尔以下0.005丹尼尔以下为MI CRO FINE.超细纤维之产生,对纤维之形态亦隋之改变.由原来WOO LY(蓬松)--SET(定型)--INTERM ING LE D(喷节).现一般75D/36F,100D/36F.15D/48F非超细纤维多为S E T YARN.超细纤维则以INT ERL ACE及I N TERM INGLE D<喷节>方法处理,分辨方法为:(1)1M内有喷气节80点以上长及大者为INTE RMING LED.(2)1M内有喷气节80点以下短及小者为INTE RLACE可抽取一根纱轻拉5次.若喷节点全部不见,则为INTE RLACE.若喷节点仍隐约可见则为I N TER MINGL ED.此种纱在织布,染整时可避免勾丝现象.涤伦与锦伦为合成纤维中之两大重要品种.其家族及变身出之产品,控制着整个合成纤维中之大部分.我们可从日常产品中均有接触到,在未来之世界,合成纤维及天然纤维同样重要FDY70D锦纶是什么意思全拉伸丝70旦尼尔!全拉伸丝:指的是化纤长丝经过张力全延伸,表面光滑细腻,是塔夫绸最基础的原料;旦尼尔:是指一根9000米长的长丝所具有的克重,所以70旦就是说一根9000米的FDY纱拿去称共重9000g!锦纶学名聚酰氨纤维,是中国所产聚酰胺类纤维的统称。
纺织基础知识

纺织基础(化纤篇)1.原料分析2.织物组织以及常规织物介绍3.规格计算以及上机工艺4.原料用量计算以及坯布报价一.机织物机织物:经纬线按一定规律垂直交织而形成的织物1.经向和纬向的区分,一般情况下:(1)细经粗纬(2)经线密度﹥纬线密度经线密度:单位长度的经线的根数,(根/cm,根/英寸,根/10cm)纬线密度:单位长度的纬线的根数。
二.纺织原料纺织原料:又称纺织纤维纺织原料的特性:(1)具有一定的强力(2)可伸长,可回弹,可弯曲(3)可以染色(4)环保(一)涤纶(PET):聚酯纤维1. 涤纶特性:挺括不皱,水洗可穿2. 性质:(1)强力大,耐磨性好(2)吸水性差,公定回潮率0.4%,易产生静电,易起毛起球公定回潮率0.4%:100g涤纶吸水0.4g湿重-干重回潮率=——————(备注:湿重-干重=水重)干重(3)耐酸不耐碱减碱量:一定浓度的碱溶液在一定温度下可以破坏涤纶纤维表面,织物手感显得松软(4)耐腐蚀性好(5)耐光性好(二)涤纶的纺丝形式1.FDY (长丝) FULL DRAW YARN 全拉伸丝特性:单纤维平行排列光滑匀直2.DTY (低弹丝) DRAW TEXTURE YARN 拉伸变形丝特性:低伸缩,蓬松状大有光有光半光消光—————————————﹥依次光泽越来越弱市场上一般半光的多大有光丝是丝加了发光剂,有光丝是指三角异形丝,半光是指丝的表面是圆形的,消光是指丝的表面的别破坏,粗糙,不反光的3.DTY网络丝(低弹网络丝)网络丝分轻网,中网和重网它们的划分依据是根据网络点的多少划分的轻网 30~40个/M中网 60~70个/M重网 90~100个/M(重网是免浆丝的)涤纶的特性:遇火收缩熔化,充分燃烧时,冒黑烟,有芳香味,充分燃烧后为黑色物体,易压碎成粉末。
75D/72FF为单纤维的根数D表示丝线的粗细程度D(旦尼尔):9000米的丝线在公定回潮率下的重量克数D=9000×G(克)/L(米)dtex分特克斯dtex =10000×G(克)/L(米)tex特克斯=1000×G(克)/L(米)D=0.9 dtex4.Y 预取向丝(未完全拉伸丝)特性是:可拉伸,但不回弹(不能单独做经纬线,须与其他丝进行复合)捻度:T/CM 单位厘米丝线的回捻数一个捻回一个360度捻度分左捻和右捻区分方法为:两手各持一端右手向怀中旋转越来越紧的是左捻如果是越来越松的是右捻捻度的强弱区分:弱捻 0~8T/CM中捻 8~18T/CM强捻 18T/CM以上的5.ATY 空气变形丝(表面不光洁,有毛圈,长丝短纤化)6.CDP 涤纶阳离子可以与普通涤纶丝产生双色效应,必须用阳离子染料进行染色,一般染深色或鲜艳的颜色7.涤纶黑丝已经染成黑色的丝一般情况下,FDY喝DTY (网络丝)需要上浆或者加捻方可做经纬,只有重网不需上浆,就是免浆丝。
涤纶生产基本知识培训资料

涤纶生产基本知识一、什么是涤纶?涤纶的学名叫聚对苯二甲酸乙二酯纤维,简称聚酯纤维。
涤纶是这种纤维在我国的商品名称。
它是以精对苯二甲酸(PTA)和乙二醇(EG)为原料经酯化和缩聚反应而制得的成纤高聚物—聚对苯二甲酸乙二醇酯(PET),经纺丝和后处理制成的纤维.二、涤纶长纤维规格的表示方法及其意义涤纶长纤维的规格变化,主要是指一束丝粗细的变化及含有单根纤维的数量。
涤纶纤维的粗细一般用“旦数”和“分特数”来表示,“旦数”和“分特数”是表示纤维粗细的两种计量单位,纤维的“旦数”和“分特数”越大,表示纤维越粗。
“旦”和“分特”分别用英文“D”和“dT”表示。
涤纶长纤维规格一般表示xxD/xxF活xxdT/xxF现以“150D/30F和”120dT/48F为例来说明其意义。
这里,“150D”表示涤纶长纤维的纤度为150旦,“20F”表示一束长纤维中含有30根单丝,英文字母“F”表示“根”的意思。
因而“150D/30F表示的意义就是这种规格的涤纶长纤维纤度为150旦,整根死束含有30根单丝。
同理,”120dT/48F则表示这种规格的涤纶长纤维纤度为120分特,整根丝束中含有48根单丝。
三、直接纺和切片纺涤纶长纤维生产的基本原料是聚对苯二甲酸乙二酯,它是以石油、煤、天然气等为原料,经过一系列化学反应制成的。
最初制成的聚酯呈熔融状态,但通过进一步处理可以将其变成具有一定形状和尺寸的固体颗粒,这种固体颗粒叫聚酯切片(或称涤纶切片)。
什么是直接纺和切片纺呢?直接纺是指将化学反应后制成的聚酯熔体,直接用管道送去纺丝和后加工来制造涤纶纤维的方法。
切片纺是指聚酯切片进行干燥,纺丝及后加工来制造涤纶纤维的方法。
切片纺和直接纺比较,其工序比较复杂,设备投资、厂房占地面积及动力消耗都比直接纺高,但是其生产灵活性大,变换品种容易。
而直接纺只适合单一品种、大批量的生产。
四、纤度纤度是表示纤维粗细程度的指标。
纤维的纤度,通常用以下几种单位表示:1、支”或叫“公支”,是表示纤维纤度的一种单位。
涤纶工业丝相关知识及应用说明
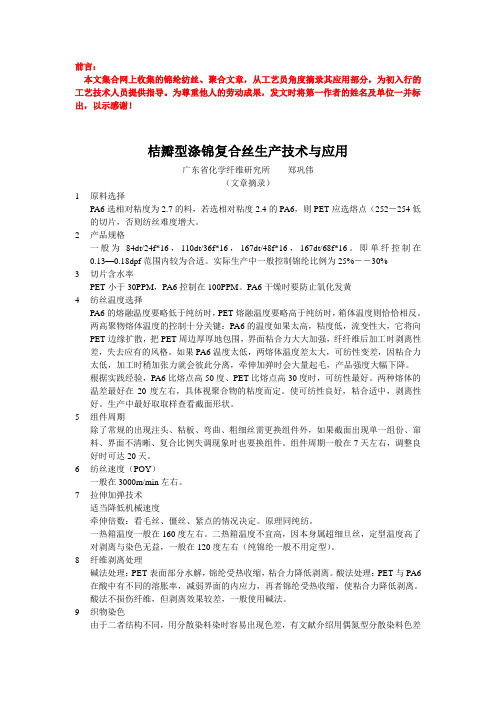
注:强力:kg 或 N,使纤维断裂所需的力 强度:g/D 或 cN/dtex,纤维拉断时每 D/dtex 上所受的力。
以 3000D 为例,若强度无法提高,则可根据 1000D±20 的国标可允许范围增大熔体喷出速度以小范围增 加纤度以提高强力。
注:霍尼韦尔工业丝强度最低标准:6.9CN/dtex=7.82g/D 海利得工业丝强度最低标准:7.0CN/dtex=7.9g/D 晓星、古纤道断裂强度可达 7.2cN/dtex.
13
Elongation
干热收缩(%)
5.5
Shrinking in hot Air 耐热性(200℃,48h) 55
heat resistance
耐酸性 acid resistance
好
锦
纶
polyamide 1.14
215
8.5
20
4
45
较好
芳纶 aramid 1.44 >500 22.3 3.3 0.1 90
-2-
浙江海利得新材料股份有限公司
取向度(degree of orientation):由不规则排列高分子变形成有序排列,有序度高即取向度高 取向度测试:双折射法,采用两个不同角度的纤维折射率之差来表征纤维取向度
假捻 低弹丝:加捻→退捻→DTY 捻度:一米内加捻的节点数来表示捻度的大小。分 Z 捻和 S 捻 弹性收缩率(elasticity shrinking precentage):<18% 低弹丝 (裤子和毛涤西装面料)
纺织品的基础知识(培训用)
纺织品基础知识一、纺织纤维1、定义:纤维是天然或人工合成的细丝状物质,纺织纤维则是指用来纺织布的纤维。
2、纺织纤维特点:纺织纤维具有一定的长度、细度、弹性、强力等良好物理性能。
还具有较好的化学稳定性,例如:棉花、毛、丝、麻等天然纤维是理想的纺织纤维。
3、纺织纤维分类:天然纤维和化学纤维。
①天然纤维包括植物纤维、动物纤维和矿物纤维。
A 植物纤维如:棉花、麻、果实纤维。
B 动物纤维如:羊毛、免毛、蚕丝。
C 矿物纤维如:石棉。
②化学纤维包括再生纤维、合成纤维和无机纤维。
A 再生纤维如:黏胶纤维等。
B 合成纤维如:锦纶、涤纶、氨纶等。
C 无机纤维如:玻璃纤维、金属纤维等。
4、常见纺织纤维的纺织性能:①. 棉花:透气、吸湿、服用性能好、耐虫蛀。
②. 黏胶纤维:吸湿性、透气性好、颜色鲜艳、原料来源广、成本低,性质接近天然纤维。
③. 涤纶:织物、挺、爽、保形性好、耐磨、尺寸稳定、易洗快干。
④. 锦纶:耐磨性特别好、透气性差。
⑤.羊毛:吸湿、弹性、服用性能均好,二、纤维的鉴别1、鉴别方法:①鉴别的方法有手感、目测法、燃烧法、显微镜法、溶解法、药品着色法以及红外光谱法等。
在实际鉴别时,常常需要用多种方法,综合分析和研究以后得出结果。
②一般的鉴别步骤如下:A.首先用燃烧法鉴别出天然纤维和化学纤维。
B.如果是天然纤维,则用显微镜(放大镜)观察法鉴别各类植物纤维和动物纤维。
如果是化学纤维,则结合纤维的熔点、比重、折射率、溶解性能等方面的差异逐一区别出来。
C.在鉴别混合纤维和混纺纱时,一般可用显微镜(放大镜)观察确认其中含有几种纤维,然后再用适当方法逐一鉴别。
③ . 常见纤维的燃烧性质:纤维涤纶棉毛锦纶近焰现象近焰熔缩近焰即熔离火焰近焰熔缩在焰中滴落燃熔并燃熔并燃离焰以后起泡续燃燃烧难续燃自熄难续燃自气味弱香味续燃有余辉烧毛味刺鼻味灰烬硬圆烧纸味易碎脆硬圆黑淡褐色灰烬极少蓬松黑淡棕透明3、纱线的重量单位①.特克斯(tex):1000 米长度的纱在公定回潮率时的重量称为特数。
锦纶与涤锦复合丝学习资料

锦纶与涤锦复合丝学习资料第一部分:锦纶1.锦纶是一种合成纤维,也被称为聚酰胺纤维。
它具有良好的强度和耐久性,因此广泛用于纺织品制造。
2.锦纶的特性包括高强度、耐磨性、抗皱性和耐腐蚀性。
它还具有良好的弹性、柔软度和透气性。
3.锦纶可以通过不同的加工方法制成各种不同类型的纤维,如长丝、短纤维、丝光纱、毛线和无纺布等。
4.锦纶纤维的主要应用领域包括纺织品、装饰品、工业用品和技术材料等。
它可以用于制造衣物、家居用品、运动装备、汽车内饰以及航空航天部件等。
5.锦纶纤维的加工特点是熔体纺丝。
它可以通过不同的纺纱工艺获得不同的纤维形态和性能。
第二部分:涤锦1.涤锦是一种合成纤维,也称为聚酯纤维。
它是由聚酯聚合物制成的,具有良好的柔软度和强度。
2.涤锦纤维的特性包括耐褪色性、易清洗性、快干性和抗皱性。
它也具有很强的抗皱性和抗拉强度。
3.涤锦纤维可以通过不同的加工方法制成各种不同类型的纤维,如丝光纱、涤棉混纺纱、无纺布和超细纤维等。
4.涤锦的主要应用领域包括纺织品、家居用品、包装材料和工业用品等。
它广泛用于制造衣物、床上用品、塑料瓶、环保袋和过滤器等。
5.涤锦纤维的加工特点是熔体纺丝。
同样,涤锦纤维也可通过不同的纺纱工艺获得不同的纤维形态和性能。
第三部分:锦纶与涤锦复合丝1.锦纶与涤锦复合丝是将锦纶和涤锦两种纤维进行混合,制成一种特殊的纤维材料。
2.锦纶与涤锦复合丝的优点包括高强度、耐磨性、抗皱性和耐腐蚀性。
它还具有锦纶和涤锦两种纤维的优点,如锦纶的弹性和涤锦的柔软度。
3.锦纶与涤锦复合丝可用于制造各种纺织产品,如衣物、家居用品、工业用品和装饰品等。
4.锦纶与涤锦复合丝的加工工艺包括将锦纶纤维和涤锦纤维进行物理混合,然后通过纺纱工艺制成纤维。
5.锦纶与涤锦复合丝在纺织行业中有着广泛的应用。
它可以用于制造高级面料、合成革、山地服装和工业用织物等。
总结:锦纶与涤锦复合丝是合成纤维中非常常见的两种材料。
它们具有许多相似的特性,如高强度和耐磨性。
合成纤维第六章锦纶

锦纶POY.FDY系列产品
完整版课件ppt
1
第六章 锦纶
❖ 1.概述 ❖ 2.锦纶的生产 ❖ 3.锦纶的结构 ❖ 4.锦纶的性能 ❖ 5.锦纶的用途和发展前景
完整版课件ppt
2
第六章 锦纶
1.1定义
1.概述
聚酰胺纤维:polyamide fibre, PA
中国名称:锦纶;
翻译名称:“耐纶”、“尼龙”, “阿米纶”,“贝
脂的用途来确定,单丝用树脂为35h左右,帘子线用树脂为40~70h。聚合好
的熔体用齿轮泵送出,可直接纺丝,也可以铸带切片。
完整版课件ppt
11
完整版课件ppt
12
高压法 高压法是在250~260℃,0.98MPa条件下,采用直管 形反应器,助剂用0.13%的水和0.05%的己二酸,制备较高粘 度聚合(η时r间=730.5h左左右右,。相聚对合分后子的质熔量体为用1齿8轮00泵0~送2出20,00可)直的接树纺脂丝,, 也可以铸带切片。
H
HO
O
N(C H 2)x NC(C H 2)y Cn
H
O
N (CH2)x C n
完整版课件ppt
5
1.4 品种
聚酰胺-1010
聚酰胺610
种类
聚酰胺-6
其次 29%
聚酰胺-12 聚酰胺-11
聚酰胺66
产量最大 69%
完整版课件ppt
6
2、锦纶的生产简介
1 聚酰胺-6(锦纶-6)的生产
聚酰胺-6
1938年德国的Schlack合成出了聚酰胺6,1941年 实现工业化生产。
在我国最早是锦州化纤厂开始生产尼龙的,所以称
为锦纶。
完整版课件ppt
锦纶与涤锦复合丝学习资料
前言:本文集合网上收集的锦纶纺丝、聚合文章,从工艺员角度摘录其应用部分,为初入行的工艺技术人员提供指导。
为尊重他人的劳动成果,发文时将第一作者的姓名及单位一并标出,以示感谢!桔瓣型涤锦复合丝生产技术与应用广东省化学纤维研究所郑巩伟(文章摘录)1原料选择PA6选相对粘度为2.7的料,若选相对粘度2.4的PA6,则PET应选熔点(252-254低的切片,否则纺丝难度增大。
2产品规格一般为84dt/24f*16,110dt/36f*16,167dt/48f*16,167dt/68f*16。
即单纤控制在0.13—0.18dpf范围内较为合适。
实际生产中一般控制锦纶比例为25%――30%3切片含水率PET小于30PPM,PA6控制在100PPM。
PA6干燥时要防止氧化发黄4纺丝温度选择PA6的熔融温度要略低于纯纺时,PET熔融温度要略高于纯纺时,箱体温度则恰恰相反。
两高聚物熔体温度的控制十分关键:PA6的温度如果太高,粘度低,流变性大,它将向PET边缘扩散,把PET周边厚厚地包围,界面粘合力大大加强,纤纤维后加工时剥离性差,失去应有的风格。
如果PA6温度太低,两熔体温度差太大,可纺性变差,因粘合力太低,加工时稍加张力就会彼此分离,牵伸加弹时会大量起毛,产品强度大幅下降。
根据实践经验,PA6比熔点高50度、PET比熔点高30度时,可纺性最好。
两种熔体的温差最好在20度左右,具体视聚合物的粘度而定。
使可纺性良好,粘合适中,剥离性好。
生产中最好取取样查看截面形状。
5组件周期除了常规的出现注头、粘板、弯曲、粗细丝需更换组件外,如果截面出现单一组份、窜料、界面不清晰、复合比例失调现象时也要换组件。
组件周期一般在7天左右,调整良好时可达20天。
6纺丝速度(POY)一般在3000m/min左右。
7拉伸加弹技术适当降低机械速度牵伸倍数:看毛丝、僵丝、紧点的情况决定。
原理同纯纺。
一热箱温度一般在160度左右。
二热箱温度不宜高,因本身属超细旦丝,定型温度高了对剥离与染色无益,一般在120度左右(纯锦纶一般不用定型)。
锦涤混纺纱
摘要伴随着人们生活水平的提高,对衣物的功能性、舒适性、健康性、安全性、环保性要求也越来越高,追求功能性和舒适性的主张已成为中国服装面料业的主要趋势。
所以相关人员开始研发一些穿着舒服而且具有一定功能的,适应市场要求的多组分纤维。
由于传统的合成纤维缺少亲水基团,吸湿性差,而棉纤维具有亲水基团,吸水能力优良,但保水性较强,也会给人体带来不舒适的感觉。
[2]因此,近年来国内外舒适功能和保健功能纤维、纺织品、服装发展迅速,而多组分的复合功能纤维织物面料把锦纶和涤纶的性能综合在一起,在无缝针织将被充分应用。
涤/棉/锦/氨多组分的无缝内衣面料是一种多组分纤维面料,有着优异的服用性能,涤纶一般采用具有吸湿排汗功能的功能性涤纶。
[1]在纺织品开发的过程中,一直注重新型纤维原料的应用,特别是更多的注重舒适功能环保,逐渐演变为现今对个性、时尚、舒适甚至某些特殊功能的追求。
通过采用多种纤维混纺的方式,可以弥补单一原料的不足之处,使纱线及织物具有多种纤维原料的优越性能,达到多种纺织纤维原料优势互补的效果,进一步满足人们对产品基本性能、舒适性能、功能性能、环保性能及风格的需求。
包芯纱又称复合纱或包覆纱,它是由两种或两种以上的纤维组合而成的一种新型纱线,多应用在无缝针织里。
关键词:功能性;多组分纤维;无缝针织;包芯纱AbstractWith the improvement of people's living standard, the functionality of clothing, comfort, health, safety, environmental protection requirements are also getting higher and higher, the pursuit of functional and comfortable position has become the main trend of Chinese clothing industry. So the relevant personnel began to research and development some wearing comfortable and has a certain function, adapt to the market requirements of multi-component fiber.Due to the lack of traditional synthetic fiber hydrophilic groups, hygroscopic, and cotton fiber has hydrophilic group and excellent absorption capacity, but to defend the waterborne strong, the human body to bring uncomfortable feeling.[2] therefore, in recent years at home and abroad comfort function and health care function fiber, textile, garment development rapidly, and multi-component composite functional fiber fabric put together, in a seamless knitting will be fully application of comprehensive performance of nylon and polyester.Polyester / cotton / nylon / ammonia group of seamless underwear fabric is a multi group divided into fiber fabrics, with excellent wear ability, polyester commonly used has the function of moisture absorption and perspiration terylene functional.[1]In the process of textile development, has been focusing on the application of new fiber materials, in particular, more attention to the comfort of environmental protection, and gradually evolved into today's pursuit of personality, fashion, comfort, and even some special features.Through the use of multi fiber blended can make up for the deficiencies of single raw material, the yarn and fabric has the advantages of various fiber materials, to achieve the effect of various kinds of textile fiber raw material advantages complementary, to further meet the people on their basic properties and comfortable performance, functional performance, environmental performance and style needs.Core spun yarn, also known as composite yarn or coated yarn, it is a new type of yarn formed by the combination of two or more than two kinds of fibers, and more applications in seamless knitting.Key words:Functional; multi-component fiber; seamless knitting; core spun yarn第1章锦涤混纺纱1.1锦纶纤维性能特征锦纶纤维的强度在合成纤维中是最高的,干态强度锦纶6为42.3~56.4cN/tex;锦纶的弹性回复性能好,在伸长10%时弹性回复率为93%~99%。
服装材料学复习提纲.doc

服装材料学复习提纲1. 常川的合成纤维有哪些?它们在服川性能上有什么优缺点?哪种合成纤维在服装面料中用得最多?强度人、弹性好、不霧不蛀、摩擦易产生静电、易玷污的共同特点。
常用的合成纤维有:涤纶,锦纶,睛纶,丙纶,氨纶,维纶,氯纶涤纶:(1)强度人(2)弹性好(锦纶)(3)不发霉不虫蛀(4)耐化学药品性好(5)洗可穿性好,易洗快干,免熨烫(6)吸湿性差,闷热不舒适(7)染色性差(8)容易起静电,易玷污(9)抗熔孔性差(10)热璃性与热定性锦纶:尼龙耐磨性最好、弹性最好•相对密度小于其他纤维,,耐热性和耐光性差•耐碱不耐酸睛纶:耐光性最好弹性和耐磨性较差.“合成羊毛”外观呈门色、卷曲、蓬松、于感柔软;多用于与羊毛混纺,月青纶多以短纤维的形式存在织物可机洗,易洗快干、防虫蛀和霉菌耐弱酸碱、易产生静电丙纶:耐光性、吸湿性、染色性、耐热性最差氨纶:断裂伸长率人,弹性冋复率高,耐热性差,熨烫不易高温。
维纶:强度耐磨性强,结识耐穿,吸湿率优于其他合成纤维,比重和导热系数较小,穿着轻便保暖,弹性不如涤纶和锦纶,容易起皱,耐化学品性高,耐阳光海水,耐干热性强,耐湿热性差,湿热缩率人,熨烫不能垫湿布合成棉花•染色不鲜艳、耐T•热性好,耐湿热性差吸湿性好熨烫是喷水会产生水渍2. 常川的纤维素纤维有哪些?它们在服用性能上有什么优缺点?棉:2,力学性能,强度较高,湿态强度高于干态,弹性差,延伸性差3,吸湿性好4,耐化学品性耐碱不耐酸5,光电性,不易产生静电6,耐气候性耐光性一•般7,热学性能,耐热好8,染色性良好9,保养性,洗可穿性差,容易发霉芒麻:7,热学性能,较差,耐熨烫温度高亚麻:同于芒麻3. 常川的蛋门质纤维有哪些?它们在服用性能上有什么优缺点?丝:1体积质量1.33 2,力学性能,强度比羊毛好,比棉麻小,初始模量比羊毛人3吸湿性能很好4,耐化学性:比较耐酸,不耐碱5,电化学性能,不易产生静电6, 奶气候性,耐光性差7,热学性能,比较差8染色性能,來那个号9保养性,易虫蛀毛:1,缩绒性2,体积质量1.32 3,力学性能,强力较低,延伸性好,单行好4,吸湿性,很好5耐化学品性,耐酸不耐碱,对氧化剂敏感6,电学性能静电不明显7,耐气候性,耐日光性差8,热学性能,保暖性好,耐热性差9,染色性能良好,需要酸性染料10,保养性:容易虫蛀,容易发霉4. 羊毛纤维、蚕丝、棉纤维、芒麻、亚麻、粘胶纤维在显微镜下的形态是怎样的?纵向形态断面形态羊毛纤维表面有鳞片圆形或接近圆形,有些有毛髓蚕丝表面如树干状,粗细不匀不规则的三饬形或半椭圆形棉纤维扁平带状,有天然转卅腰圆形,育小腔芒麻有横节、竖纹腰圆形,有屮腔及裂缝亚麻有横节、竖纹多角形,屮腔较小粘胶纤维纵向有细沟槽锯齿形,有皮芯结构5. 合成纤维、纤维素纤维、蛋白质纤维燃烧时有哪些特征?合成纤维:接近火焰有收缩现象,多数都会熔融,在火焰屮先熔后燃烧,涤纶锦纶会有溶液滴下,氯纶会生成人暈黑烟,离开火焰后,涤纶锦纶能延烧,腊纶丙纶维纶继续燃烧,氯纶不能延烧,多数燃烧后残渣呈黑褐色硬球,涤纶燃烧令特殊芳香味,锦纶氨臭味,晴纶有辣味,维纶甜味,丙纶轻微沥青味,氯纶有氯化氢臭味。
纱线纤度或者粗细的几个表示方法
• S=L/(G*840)一磅重的棉纱线的长度,是840码的多少倍,就叫多少支。
所以1磅是840码长就是1支纱,21支纱就是21*840码的长度;
• L为长度码;G为重量磅;
• 我们平常使用的21S、20S,其千米重量是583.1/21=27.8克和583.1/20=29.2
克; • 1磅=0.453592公斤=453.592克,840码*0.9144=768米; • 21S为例:1000米为27.8克,453.592/27.8=16.31*1000/768=21.2S. • 数越大——纱线越细!
• 公制支数(N)与旦尼尔(D)的换算公式=9000/N ,如化纤的单位是D,那么D
数X公制支数=9000,150D=9000/150=60N
• 英制支数(S)与旦尼尔(D)的换算公式=5314/S ,如化纤的单位是D,那么D
数X英支支数=5314,150D=53dtex)与特克斯(tex)的换算公式:1tex=10dtex
这些“丝”一般是化学纤维,也就是通常讲的“化纤丝” 定长制的三个表示方法:旦尼尔(D),特克斯(tex,号数),分特克斯(dtex)
• 9000米纤维的质量是多少克,就是多少旦的(比如:150D,则9000米纤维
的质量是150克)
• 反之:知道了纤维的质量和长度,也能够推导出纤维的旦数(比如整经
旦尼尔——D
5000米,质量是400克,则400/5000=0.08*9000=720D)
特克斯——tex
分特——dtex
定重制表示方法多体现在我们使用的“纱”上;
21支纱、16支、32支、40支、60支等。 两个方法:公制支数(N)和英制支数(S)
• N:每克纤维的长度对应为N; • 比如:1克为20米,则公制支数就是20N; • N=L/G,其中L为长度米,G为纤维质量克; • 平常我们接触较少; • 150D是9000米150克,其对应的公制支数是9000/150=60N,也就是60N的 纱线纤度和150D是一样的; • 公制支数越大则纱线越细;
面料知识
1、大豆纤维产品特性大豆蛋白改性纤维”俗称“人造羊绒”,其成本仅为真丝的三分之一、羊绒的十五分之一,其终端产品的定位是针织品、内衣、毛衣、T恤、衬衫面料等。
1. 外观华贵纺织面料具有真丝般的光泽,柔和鲜亮,非常怡人其悬垂性也极佳给人以飘逸脱俗的感觉,用高支纱织成的织物表面纹路清晰是高档的衬衣面料。
2. 舒适性好以大豆蛋白粘胶纤维为原料的针织面料手感柔软,滑爽质地轻薄,具有真丝与山羊绒混纺的感亲切舒适其吸湿性与棉相当而导湿透气性远优于棉3. 染色性好到蛋白粘胶纤维本色为淡黄色很象柞蚕丝色它可用酸性染料活性染料染色尤其是采用活性染料色产品颜色鲜艳而有光泽,同时其耐日晒牢度也非常好。
4. 物理机械性能好,织物挺括,不褶皱,而废水收缩率低,古面料尺寸稳定性好,在常规洗涤下不必担心织物的收缩,抗皱性也非常出色,且易洗快着衣有高雅,豪华之感,适宜做男女高档服装面料5. 保健功能性,大豆蛋白纤维与人体皮肤亲和性好,切喊有多种必须的氨基酸,具有良好的保健作用。
6. 干爽透气-大豆蛋白纤维表面结构特点,具有更好的吸湿与优异的放湿性能,具卓越的透气性。
防螨、防霉菌─大豆蛋白纤维调节空气湿度,保持肌肤干爽透气,从而阻止了螨虫、霉菌的生成7. 环保产品,似羊绒般的柔软、滑糯,却不对环境造成伤害,它的制作原料来源于资源和营养十分丰富的植物--大豆。
大豆纤维纺织品可以在土壤中降解,回归自然。
2、竹炭纤维竹炭纤维简介竹炭素有“黑钻石”的美誉,在国际上被誉为“二十一世纪环保新卫士”。
是取毛竹为原料,采用了纯氧高温及氮气阻隔延时的煅烧新工艺和新技术,使得竹炭天生具有的微孔更细化和蜂窝化,然后再与具有蜂窝状微孔结构趋势的聚酯改性切片熔融纺丝而制成的。
该纤维最大的与众不同之处,就是每一根竹炭纤维都呈内外贯穿的蜂窝状微孔结构。
这种独特的纤维结构设计,能使竹炭所具有的功能100%的发挥出来。
这款集多功能于一身竹炭纤维的诞生,是纺织多功能原料一次革命性的创新。
简述涤锦复合超细纤维的生产技术与应用情况
简述涤锦复合超细纤维的生产技术与应用情况一、前言复合纤维是两种或两种以上的高聚物熔体,由特殊的分配板进行分流,通过同一喷丝孔挤出成形。
复合纤维品种有上百种,分类方法也较多,按生产方式可分为复合纺丝和共混纺丝,按纺丝的形态常用的有5种:共纺型,并列型,皮芯型,裂片型,海岛型。
涤/锦复合纤维,它既具有锦纶的耐磨、高强、易染、吸湿的优点,又有涤沦弹性好、保形性好、挺括、免烫的优点。
一般复合纺以涤锦复合为主,有桔瓣性、米字型等异型截面,具有良好的吸湿性,主要应用于清洁用品,家纺用品等。
此外很多纤维的低熔点、阻燃、抗静电、导电功能也通过复合纺的特殊结构来达到。
二、涤锦复合超细纤维的生产技术1. 涤锦复合超细纤维的生产方法涤锦复合超细纤维利用PET和PA两种聚合物化学结构差异,及其界面结合力较弱、可以相互分离的特点,在生产过程中以一定的比例熔融喷丝而成。
通常,抗菌超细纤维是将抗菌剂以共混或母粒添加的方式加入到化学纤维中,以获得持久性抗菌效果。
与抗菌后整理技术相比,抗菌纤维的抗菌效果好且耐久,织物织造、染整工艺简单,纤维不附着树脂,成品织物手感好。
但是,这种方法技术含量高、难度大,尤其对抗菌剂的要求高。
加之多数有机抗菌剂不耐高温,难以用于熔纺,而无机抗菌剂,如抗菌性磷酸盐、玻璃、陶瓷、氧化物等,则具有独特的耐高温性能,它们主要通过所载含的银、铜、锌等金属离子的抗菌作用,达到抗菌防臭效果。
国内有关企业将含银无机磷酸盐和金属氧化物的混合体抗菌剂应用到涤锦复合超细纤维的生产中,采用抗菌母粒与纤维切片共混纺丝的生产技术,生产出抗菌涤锦复合超细纤维和抗菌面料。
抗菌材料选用无机抗菌剂(含银3%的磷酸盐与金属氧化物混合体,平均粒径400nm)、纺丝级树脂切片采用国产超细旦锦纶切片和国产超细旦涤纶切片。
熔融纺丝方法采用母粒添加法制造熔融纺抗菌涤锦(80/20)复合超细纤维。
抗菌母粒添加在涤纶组分中,添加比例为基料的2%左右。
面料:锦纶、涤(di)纶辨别

二.棉料宜做内衣,透气性好,吸湿性强,穿着舒服,但有突出的缺点——经过水洗和穿着后易起皱,变形,吸湿性强,缩水率较大,约为4~10%。
纯棉织品的特点:① 吸湿性:棉纤维具有较好的吸湿性,在正常的情况下,纤维可向周围的大气中吸收水分,其含水率为8-10%,所以它接触人的皮肤,使人感到柔软而不僵硬。如果棉布湿度增大,周围温度较高,纤维中含的水分量会全部蒸发散去,使织物保持水平衡状态,使人感觉舒适。② 保湿性:由于棉纤维是热和电的不良导体,热传导系数极低,又因棉纤维本身具有多孔性,弹性高优点,纤维之间能积存大量空气,空气又是热和电的不良导体,所以,纯棉纤维纺织品具有良好的保湿性,穿着纯棉织品服装使人感觉到温暖。 ③ 耐热性:纯棉织品耐热能良好,在摄氏110℃以下时,只会引起织物上水分蒸发,不会损伤纤维,所以纯棉织物在常温下,穿着使用,洗涤印染等对织品都无影响,由此对提高了纯棉织品耐洗耐穿服用性能。④ 耐碱性:棉纤维对碱的抵抗能力较大,棉纤维在碱溶液中,纤维不发生破坏现象,该性能有利于服用后对污染的洗涤,消毒除杂质,同时也可以对纯棉纺织品进行染色、印花及各种工艺加工,以产生更多棉织新品种。⑤ 卫生性:棉纤维是天然纤维,其主要成分是纤维素,还有少量的蜡状物质和含氮物与果胶质。纯棉织物经多方面查验和实践,织品与肌肤接触无任何刺激,无负作用,久穿对人体有益无害,卫生性能良好
三.衣服起球
衣服在穿着、洗涤或者进行其他运动的过程中,衣服里面的纤维会受到外界给它们的力的作用,因此会形成一定程度的相互纠缠和纠结,最后就变成人们嘴里说的起球或者起毛了。一般来说,不管是什么面料的衣服,都会或多或少地起球,只是区别在于厉害程度而已,
涤纶最易起球。
凡是含有毛成分的服装一般都会起球的,而通常起球的原因只有两个,一、就是穿着过程磨擦而产生的球状或者粒状;二、在洗涤的过程处理不当而造成的磨擦也会出现起球的问题。处理方法,一是平时穿着的过程注意手臂与腰至液下部位,尽量减少磨擦的机会,如果起球之后,只能用《去毛器》(呵呵!这是我忘了叫什么而这样起的,那东西专门用来剪球的;个子小小的,电动的)整理起球的部位。而第二的处理方法就是把衣服反过来洗,洗的过程还要注意力度。唯一没有见过起球的衣服是我们单位的富婆~她的衣服从来不起球,问其原因,衣服都是干洗的。。。。从来不背包。。。。。
涤锦复合丝问题与对策
涤锦复合超细丝织物染色的难点与对策摘要:涤锦复合超细丝织物由于纤维直径小,比表面积大,其染毛性能不同于普通织物。
℃中就其匀染性、同色性、显色性和色牢度均较差等难点问题进行了详细分析,并提出了解决问题的措施,即根据不同的织物结构,选用合适的染料、助剂及染色工艺。
关键词:染色染色性能超细纤维聚对苯二甲酸乙二酯纤维聚酰胺纤维1、前言涤锦复合超细丝,是指在一根单丝中,按一定规律排列着涤锦两种纤维组分。
这种纤维,通常是用剥离型或海岛型纤维先织成织物,再经化学或机械开纤处理,使织物呈现超细纤维特征。
诙纤维线密度特别低。
纤维直径一般在5 um以下,而比表面积很大,通常为常规纤维的数倍甚至数十倍,因而,其染色性谌如显色性、匀染性、色牢度等,与常规纤维有很大不同,给染色造成一定困难。
2、染色难点涤锦复合超细纤维的染色性能与普通纤维不同,主要表现在:2. 1显色性差超细纤维的染色提升性高于常规纤维。
所谓提升性,是指随着染液浓度提高,纤维上染料浓度相应递增的程度。
超细纤维的染色提升性好,当染液达到一定浓度时,上染的染料浓度值明显高于常规纤维,即超细纤维的饱和吸色量比常规纤维大。
这是因为超细纤维的比表面积大,吸附染料的能力比常规纤维强,在同一条件下,可以吸附更多的染料。
同时这与超细纤维截面半径小也有一定关系,染料在纤维中扩散半径短,容易染透。
值得注意的是,对同种纤维而言,纤维上的染料浓度越高,纤维表观颜色深度相应越深。
然而,当同种纤维的线密度不同时,情况则发生变化。
即纤维越细,比表面积越大,吸收染料越多,纤维染色提升性越好,显色性越差。
所谓显色性,是指不同纤维含有相同染料浓度时,所表现出来的表观色泽的深浅度。
显色性差,即表观颜色浅。
超细纤维显色性差的主要原因是纤维比表面积大,对入射臼光的反射和漫反射性强,导致进入纤维内部被纤维(染料)选择吸收的光减少,使纤维的透射光(着色光)显著变弱。
对比试验也证实了这一点,超细纤维与常规纤维染同样深度的色泽时,一般需要使用的染料更多。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言:本文集合网上收集的锦纶纺丝、聚合文章,从工艺员角度摘录其应用部分,为初入行的工艺技术人员提供指导。
为尊重他人的劳动成果,发文时将第一作者的姓名及单位一并标出,以示感谢!桔瓣型涤锦复合丝生产技术与应用广东省化学纤维研究所郑巩伟(文章摘录)1原料选择PA6选相对粘度为2.7的料,若选相对粘度2.4的PA6,则PET应选熔点(252-254低的切片,否则纺丝难度增大。
2产品规格一般为84dt/24f*16,110dt/36f*16,167dt/48f*16,167dt/68f*16。
即单纤控制在0.13—0.18dpf范围内较为合适。
实际生产中一般控制锦纶比例为25%――30%3切片含水率PET小于30PPM,PA6控制在100PPM。
PA6干燥时要防止氧化发黄4纺丝温度选择PA6的熔融温度要略低于纯纺时,PET熔融温度要略高于纯纺时,箱体温度则恰恰相反。
两高聚物熔体温度的控制十分关键:PA6的温度如果太高,粘度低,流变性大,它将向PET边缘扩散,把PET周边厚厚地包围,界面粘合力大大加强,纤纤维后加工时剥离性差,失去应有的风格。
如果PA6温度太低,两熔体温度差太大,可纺性变差,因粘合力太低,加工时稍加张力就会彼此分离,牵伸加弹时会大量起毛,产品强度大幅下降。
根据实践经验,PA6比熔点高50度、PET比熔点高30度时,可纺性最好。
两种熔体的温差最好在20度左右,具体视聚合物的粘度而定。
使可纺性良好,粘合适中,剥离性好。
生产中最好取取样查看截面形状。
5组件周期除了常规的出现注头、粘板、弯曲、粗细丝需更换组件外,如果截面出现单一组份、窜料、界面不清晰、复合比例失调现象时也要换组件。
组件周期一般在7天左右,调整良好时可达20天。
6纺丝速度(POY)一般在3000m/min左右。
7拉伸加弹技术适当降低机械速度牵伸倍数:看毛丝、僵丝、紧点的情况决定。
原理同纯纺。
一热箱温度一般在160度左右。
二热箱温度不宜高,因本身属超细旦丝,定型温度高了对剥离与染色无益,一般在120度左右(纯锦纶一般不用定型)。
8纤维剥离处理碱法处理:PET表面部分水解,锦纶受热收缩,粘合力降低剥离。
酸法处理:PET与PA6在酸中有不同的溶胀率,减弱界面的内应力,再者锦纶受热收缩,使粘合力降低剥离。
酸法不损伤纤维,但剥离效果较差,一般使用碱法。
9织物染色由于二者结构不同,用分散染料染时容易出现色差,有文献介绍用偶氮型分散染料色差较小。
但色差与两组份比例、结构、纤维均匀性、剥离是否充分有密切关系。
在染色工艺上最重要的是升温速率要低,有人采用1℃/10min的速度控制,没有出现‘抢色’现象,染色效果很好。
注:PA6熔点:215-225度,熔化温度230-280度,对增强品种在250-280度。
分解温度300度以上。
干燥80-100度8-16小时。
玻璃化温度35-50度(48度),软化点比熔点低20-40度PA66熔点:250-270度,分解温度350度以上,玻璃化温度40-60度(50度),软化点比熔点低20-40度锦纶6HOY生产工艺探讨杭州华欧锦纶有限公司沈欣(文章摘录)1原料:有光切片,相对粘度2.42-2.44(用96%浓硫酸溶解测得),含水率320PPM,可萃取物0.24%,氨基含量42.1mmol/kg,粒度80粒/g。
2产品75dt/24f有光三叶。
纺丝速度4800m/min,纺丝熔体温度265度,组件压力12.5-12.7MPA,单体抽吸吸。
侧吹风温度18度,速度0.4-0.42m/s,湿度90-95%,油浓6-8%,双上油,上油率0.9%,一导4830,二导4885,卷绕头4800m/min。
卷绕张力9.8克。
3卷绕成型:生头角度5.5,卷绕角6-7度,切换角5.0度,接触压力117.6N,4丝强度4.14,伸长57%,沸水8.0,含油0.9%,含水5.4%,网络12-15个/米锦纶6细旦FDY生产工艺探讨赵维钊广东新会美达锦纶股份有限公司(文章摘录)1产品78/56156/13656/36生产流程POY-DT2纺丝温度270度,风温21度,风速0.35-0.4m/s冷却长度800-1000mm,网络气压0.15-0.2MPA,网络度20-30个/米。
锦纶6切片质量对FDY的影响谭子良开平涤纶企业集团(文章摘录)1设备:二组冷盘牵伸,第二组牵伸盘后用蒸汽盒网络定型。
产品:78/24FDY2工艺条件:后压10MPA,侧吹风温20度,湿度78%,风速0.43-0.45m/s,冷却长度1.2米,卷绕速度4800m/min,一二组牵伸盘间DR=1.2934,工艺蒸汽压力0.55MPA。
3低聚物及单体:干切片粘度2.5±0.01,含水率0.05%-0.06%。
切片中低聚物及单体含量对纺丝断丝有直接影响:越低断丝越少。
原因为:低聚物含量少,分子量分布窄,熔体粘弹性变好,可纺性增强,有利于牵伸,飘丝、断丝减少。
根据实践:低聚物含量在0.3%-0.5%范围内时,纺丝断头次数变化已很小,说明低聚物对可纺性的影响已相对减小。
本司控制在(0.45±0.05)%范围。
4含水率:当切片粘度2.5±0.01,低物含量(0.45±0.01)%范围内,纺丝稳定前提下:随含水率升高,纺丝压力降低,无油丝粘度降低,日均断丝次数先降低后升高。
锦纶切片含水率对断丝的影响与涤纶不同,涤纶是越低越好,而锦纶不是,锦纶是在某一含水率值附近,明显有利于纺丝。
实践中含水率在0.08%以上纺丝断头明显增多,主要原因是水分产生气泡使熔体细流破裂产生断丝。
当含水率小于0.04%时,断丝也有增多趋势,主要原因是聚己内酰胺的反应是可逆反应,熔融纺丝中也存在再聚合与水解。
纺丝用切片经萃取和干燥已去除了大部分水分、低聚物和单体,聚合物在纺丝中依然存在可逆平衡,在切片熔融时即向正反应方向移动,使部分高聚物的分子量增大,粘度升高,切片中含水率越低,向正反应方向移动的越快,聚合物中一部分分子量变大,最终导致聚合物的分子量分布变宽。
纺丝流体质量不稳定,可纺性变差。
实践中干燥后直接纺丝时,切片含水率控制在0.05%-0.06%为好,干燥后不直接纺丝时,宜控制在0.04%以下,留下再输送时切片的吸水空间。
5粘度:当切片含水率在0.05%-0.06%、低聚物含量在0.4%-0.45%范围内时,切片粘度自2.405升高到2.542时,纺丝压力升高,无油丝粘度升高,日均断丝次数降低到一定程度后又有升高趋势。
切片粘度在2.51-2.53时断头情况处理稳定水平,当粘度高于2.53后,断头有增加的趋势。
原因是熔体粘弹性增强,拉伸粘度与剪切粘度也大幅增加,熔体流变性变差,熔体破裂的机会增加。
虽然提高纺丝温度能够缓解,但高温会加剧聚合物的局部再聚合与水解,使分子量分布变宽而不利于纺丝。
根据设备能力,切片粘度在2.43-2.57间选择,纺丝能力大,停留时间长,粘度应稍高一些,我厂选在2.50±0.1范围。
用嫁接设备生产锦纶6FDY张凯大连合纤所(文章摘录)1原料:相对粘度2.2-2.4(用质量分数96%的浓硫酸测试),含水350PPM,可萃取物0.26%,氨基值42.5mmol/kg,粒度80粒/g。
2工艺参数:切片真空包装,无需结晶、干燥。
常规切片熔点224度三热辊二步牵伸工艺:220dt/36f,纺丝温度265,组件压力≥15MPA,一热辊温度60速度1700,(注:DR1=1.3529),二热辊温度80速度2300,三热辊温度180速度3500(注:DR2=1.5217)(总DR=2.0588),卷绕速度3460,强度4.0伸长58%沸水8.2%条干1.2含油0.6网络12二热辊一步牵伸工艺:110dt/24f纺丝温度270组件压力≥15MPA,一热辊温度85速度1900,二热辊温度185速度4000(注:DR=2.1052),卷绕速度3970,强度4.1伸长56%沸水8.1%条干1.0含油0.7网络153结果与讨论:切片粘度在2.3-2.45时最好,纺丝温度260-275度,(挤压机出口至喷丝板4-6米,停留时间约15分钟,无油丝粘度降控制在0.02以内)。
抽吸单体:用高压水喷射抽吸,入口处配热板防止单体结晶堵塞,热辊拉伸:dpf在5.6以上或纤度在220以上的用三热辊二步牵伸,在一、二热辊间进行预拉伸以提高纤维取向度,以保证纤维在二、三热辊间充分拉伸定型,对稳定丝束及及提高染色均匀度有较大好处。
通过对比,与一步拉比较,220/36品种用3热辊二步拉时:强度高、伸长低、条干小、M率高、丝束稳定、断头少。
生产车速对产品的影响与涤纶相同。
一般167dt以内速度为4000-4500,167以上速度为3500-4000,软化拉伸温度一般为60-85度,定型温度在160-185度。
用锦纶6FDY设备生产POY的工艺陈宜生桂林宏伟集团桂林化纤总厂(文章摘录)1原料:干切片相对粘度2.45,水分0.05±0.01%,可萃取物0.3%-0.4%,TiO2含量0.2% 2工艺参数:FDY参数:预网络0.2MPA,网络0.25MPA,第一牵伸辊速(V1)3700,第二牵伸辊速(V2)5050,卷绕速4500,蒸汽盒蒸汽压力0.25MPA378/24FDY质量指标:强4.57,伸43.2%,油0.98%,网络10,沸10.6。
4改POY时如果使V2=V1,丝在二组牵伸辊之间容易因松驰而跑脱,导致缠辊、断丝。
需使V2>V1,保证丝束受一定的张力,在此前提下又需使V2/V1尽可能地接近于1.0(在1.01以下)。
当V2/V1大于1.02时,POY经加弹后做出的DTY染色会受很大影响。
一般选择POY卷绕速度4000-4300,在此基础上选V1与V2值。
蒸汽盒(TTA)生产FDY时是必不可少的装置,它的主要作用是在卷绕之前消除丝的内应力。
当生产POY时因内应力很小,不再需要,可拆除或仅当导丝器使用。
油剂:不可再使用FDY油剂,需降低油浓改用POY油剂,上油率控制在0.5%附近。
如果仍用FDY油剂生产POY,在后加工时会加热器上析出不挥发的油剂残留物。
网络器:保留纺程上的二道网络器,使上油更均匀,适当降低气压。
592/24POY工艺:预网络0.2MPA,二网络0.2MPA,一辊速4300,二辊速4340,卷绕速度4300。
质量指标:强3.65,伸64.6,条干1.06,油0.52,网5。
做出的DTY质量指标:强4.23,伸28.6,卷曲收缩率55.6%,卷曲稳定度59.3%,聚酰胺6的纺丝(高速)广东纺织职业技术学院(文章摘录)一、纺丝工艺(纺丝设备与涤纶高速纺基本相同)1、对切片含水和熔体纯度的要求切片含水<0.08%;熔体不允许有>6µm的杂质2、纺丝温度:265~270℃(比涤纶低)(熔点:聚己内酰胺206~230℃;聚己二酰己二胺250~269℃)。