石材异型加工的典型数控系统介绍
异型石材多功能数控加工中心开发与分析

1 5 6
Ma c hi n e r y De s i g n
&
Ma n u f a c t ur e
第 5期 2 0 l 3年 5月
异型石材 多功能数控加工 中心开发 与分析
赵 德宏 , 张 珂, 吴 玉厚
1 1 0 1 6 8 ) ( 沈 阳建 筑 大学 交 通 与机 械 工程 学 院 , 辽宁 沈阳
s p e c i a l s h a p e d s t o n e a n d t h e c r a f t p r o d u c t ’ s d e m a n d i n c r e a s e s d a y b y d y. a S t o n e e q u i p m e n t s d e v e l o p r
s p e e d nd a
e f ic f i e n c y ,i n t e l l i g e n t ,c o m p o u n d f u n c t i o n d i r e c t i o n .F i n i s h e d s p e c i l a s h a p e d s t o n e c o m p o u n d m ch a i n i n g d e s i g n i n g a n d p r o j e c t s s e l e c t i n g ,r e l a i z e d s t o n e t u r n i n g f u n c t i o n a n d c a r v i n g a n d m i l l i n g f u n c t i o n c o m p o u n d i n a p e r p e n d i c u l r a s l i p p e r y s a d d l e i f r s t t i m e . T h r o u g h t h e c r o s s b e a m, t h e l t a h e b e d a n d S O o n m a i n s u p p o r t p a r t c h a r ct a e r i s t i c a n l a y s i s ,a pt i m ̄ e d t h e
石材的异型加工设备

石材的异型加工设备由于异型石材制品附加值高,无论是现代建筑或碑石和石材家具制造,对异型石材制品的要求都与日俱增。
石材的异型加工若用人工或单工序设备加工,则劳动量大,生产效率低,抛光成本高,难于满足质量要求;而且运用精钢是工具损耗快。
因此,国内外出现了很多专门针对异型石材设计的设备。
异型石材加工设备按制品加工形状的不同可分为两类:一类是用来加工等截面的石材异型制品,或者截面形状相识,但面积不等的异型回转体制品;另一类用来加工截面形状不等的空间立体制品,二者控制维数是不同的。
针对异型石材制品的加工形状不同,对设备的要求也是不同的。
对于用来加工等截面的石材异型制品,或者截面形状不等的异型回转体制品,以金刚石串珠绳锯和高压水射流技术为主,而对于用来加工截面形状不等的空间立体制品则主要是仿形数控设备为主。
数控金刚石串珠锯是使用柔性刀具加工异型石材制品的数控加工设备,主要由绳轮、金刚石串珠、导向轮电机、机架、绳轮推进设备等组成。
该机所采用的切削刀具是串珠绳,它利用串珠(金刚石烧结环)内含有的金刚石颗粒,在石材表面以20或更高的线速度高速运动。
切割石材适合于加工体积大,厚度大的异型石材制品。
绳锯具有较高的切割效率和较大的切割面积,使用灵活,而且无噪音、无振动,并可获得光滑的切割表面。
目前开发的串珠锯,已从只能安装一根金刚石串珠绳的单绳式串珠锯发展到可同时安装60根串珠绳的多绳式金刚石串珠锯。
与早期的占地面积很大的多绳串珠锯相比,今日的多绳串珠锯已经变得更加轻巧实用,设备外型尺寸与普通的串珠整形机相差无几。
数控金刚石串珠锯高压水射流技术时以高压水射流或磨料射流为切割手段的石材加工技术,以异型石材制品的加工为突破进入石材加工领域并在石材加工中应用发展得很快。
这是一种刀具简单,无粉尘污染,低噪音,切口狭窄的切割技术。
在石材行业,它主要用于石材拼花板材的加工和各种平板材类石材标志加工,而且产品批量大,精度高。
数控高压水射流切割机由高压水泵、工作主机和数控系统三部分组成。
典型数控系统介绍课件

应用领域
发展历程
FANUC系统广泛应用于加工中心、数控车 床、磨床和铣床等机床设备。
FANUC系统自上世纪70年代推出以来,不 断进行技术升级和产品迭代,始终保持其 在数控领域的领先地位。
Siemens数控系统
技术特点
Siemens数控系统以其强大的 计算和控制能力著称,能够实
现复杂零件的高效加工。
03
应用领域
高效化发展的数控系统将广泛应用于汽车、航空航天、模具制造等领域
,满足这些行业对高效率和高精度的加工需求。
数控系统的智能化发展
智能化发展
随着人工智能和物联网技术的快速发展,数控系统的智能化成为未来的重要趋势。通过引 入人工智能算法和大数据技术,数控系统可以实现自适应加工、智能故障诊断等功能。
应用软件
根据具体的加工需求,开发用于实现特定加工功能的 软件。
支撑软件
提供软件开发和运行的支撑环境,如操作系统、数据 库管理系统等。
数控系统的功能特点
高精度加工
数控系统采用数字化控制方式,能够实现高 精度的加工。
自动化程度高
数控系统能够实现加工过程的自动化,减少 人工干预,提高生产效率。
加工灵活
数控系统可以通过改变加工程序实现不同零 件的加工,具有很高的灵活性。
故障排除
根据故障分析结果,采取相应的措施进行故障排 除,如更换部件、调整参数、修复软件等。
ABCD
故障分析
根据故障的表现和特征,分析故障产生的原因和 可能的影响范围。
预防措施
针对故障产生的原因,采取相应的预防措施,以 降低故障发生的概率和影响程度。
05
数控系统的未来发 展趋势
数控系统的高效化发展
伺服系统
石材电脑数控仿形机教程

能够根据预先设定的程序,自动 完成石材的切割、磨削、雕刻等
复杂工艺。
广泛应用于建筑、装饰、雕刻等 领域,提高了石材加工的精度和
效率。
工作原理及主要部件
工作原理
通过计算机控制系统,将设计好的图 形或数据输入到数控系统中,由数控 系统控制各个运动轴的运动,从而驱 动切割头或磨头对石材进行加工。
主要部件
培训合格的操作人员 只有经过专业培训并合格的操作人员才能操作石 材电脑数控仿形机,严禁非专业人员操作。
3
保持机器良好状态
定期检查、维护和保养石材电脑数控仿形机,确 保机器处于良好状态,防止因机器故障导致的安 全事故。
危险源辨识和风险控制措施
危险源辨识
在操作石材电脑数控仿形机时,应注意识别潜在的危险源,如高速 旋转的刀具、飞溅的石材碎片等。
编辑菜单
提供对加工文件的编辑功能,如 修改、删除、复制等。
帮助菜单
提供软件使用说明、技术支持等 帮助信息。
工具菜单
提供一系列实用工具,如测量工 具、刀具库管理等。
视图菜单
可调整软件界面的显示方式,如 放大、缩小、平移等。
03
加工准备与参数设置
加工前准备工作
01
02
03
检查机器状态
确保石材电脑数控仿形机 处于正常工作状态,各部 件完好无损。
02
设备结构与操作界面
设备外观及内部结构
设备主体
传动系统
包括底座、立柱、横梁 等构成设备的主体框架。
由伺服电机、减速机等 组成,实现设备的精确
运动。
加工头
配备不同功能的加工刀 具,用于对石材进行切
割、雕刻等作业。
辅助装置
包括冷却液系统、吸尘 装置等,确保加工过程
DCS系统在石材加工行业中的智能化生产控制与质量管理
DCS系统在石材加工行业中的智能化生产控制与质量管理随着科技的不断进步和工业的发展,越来越多的行业开始引入智能化系统来提高生产效率和管理水平。
在石材加工行业中,DCS系统作为一种先进的自动化技术,已经被广泛应用于生产控制和质量管理方面。
本文将从智能化生产控制和质量管理两个方面,探讨DCS系统在石材加工行业中的应用。
一、智能化生产控制1.自动化控制石材加工生产线中的各个工序,如切割、加工和打磨等,都可以通过DCS系统实现自动化控制。
通过与各种传感器和执行器的连接,DCS系统可以实时监测和调节生产过程中的各项参数,保证生产线的稳定运行。
此外,DCS系统还可以通过预设的规则和算法,智能地调整生产参数,实现最佳的生产效率和资源利用率。
2.生产数据采集与分析DCS系统可以实时采集和记录石材加工生产线中的各种数据,如温度、压力、能耗等。
通过对这些数据进行分析和比对,可以及时发现生产线中的异常情况,并采取相应的措施进行调整。
另外,DCS系统还可以对生产数据进行统计和分析,为管理者提供决策依据,以优化生产过程。
3.远程监控与管理DCS系统通过网络连接,可以实现对石材加工生产线的远程监控和管理。
管理者可以通过电脑、手机等终端设备随时随地地监测生产线的运行状态,并进行实时调度和指导。
这种远程监控和管理的方式,不仅提高了工作的灵活性,还降低了成本和人力资源的浪费。
二、智能化质量管理1.质量参数监测通过DCS系统,可以实时监测和记录石材加工过程中的关键质量参数,如尺寸、光泽度等。
通过与设备的联动控制,DCS系统可以自动调整加工参数,保证石材产品的质量一致性。
同时,监测数据还可以用于质量溯源,帮助追踪和解决质量问题。
2.质量分析与优化DCS系统不仅可以收集质量数据,还可以对这些数据进行分析和统计。
通过对不同批次产品的比较和分析,可以找出影响产品质量的关键因素,并进行相应的优化。
此外,DCS系统还可以通过自动化的质量控制算法,进行实时调整和优化,提高石材产品的质量稳定性。
石材行业数控切割技术手册
石材行业数控切割技术手册随着科技的不断发展,数控切割技术在石材行业中得到广泛应用。
本手册将为您详细介绍石材行业数控切割技术的原理、设备、操作以及常见问题等方面的知识,帮助您更好地应用该技术,提高生产效率和质量。
一、数控切割技术原理数控切割技术是一种基于计算机控制的自动化切割方法。
通过预先设定切割轨迹和参数,计算机可以控制数控切割机进行复杂的切割操作,实现石材的精准切割。
在石材行业中,数控切割技术主要采用激光切割、水刀切割和摩擦锯切割等方式。
激光切割适用于对薄板材料的切割,具有切割速度快、精度高的优点;水刀切割适用于对厚板材料的切割,具有切割面光滑、不产生热变形的优点;摩擦锯切割适用于对大理石等材料的切割,具有切割速度快、切割效果好的特点。
二、数控切割设备1. 数控切割机:数控切割机是实现石材数控切割的关键设备。
它由计算机控制系统、切割头、工作台等部分组成。
根据不同的切割方式,数控切割机可以选择激光切割机、水刀切割机或摩擦锯切割机等。
2. 计算机控制系统:计算机控制系统是数控切割机的核心部分,它通过预先输入的程序,控制切割头的运动轨迹和切割参数。
计算机控制系统需要具备高性能的计算能力和稳定的控制精度。
3. 切割头:切割头是数控切割机的执行部分,它通过激光束、高压水流或摩擦锯片等方式对石材进行切割。
切割头的精度和稳定性对切割效果有重要影响。
4. 工作台:工作台是用于支撑和定位石材的平台,其稳定性和刚性对切割精度至关重要。
工作台通常采用真空吸附或磁性吸附的方式,确保石材的固定和定位。
三、数控切割操作1. 设计切割图案:使用CAD软件根据需求设计切割图案,并将其导入数控切割机的计算机控制系统。
2. 设置切割参数:根据石材的材质、厚度和所需切割结果等因素,设置数控切割机的切割参数,包括切割速度、切割压力、切割深度等。
3. 检查设备状态:检查数控切割机的各个部件是否正常运行,包括切割头、工作台、液压系统等。
基于PLC的异型石材数控加工中心电气控制系统设计
就 可使相应 配置 得到 实现 .
1 异 型 石 材 数 控 加 工 中 心 的 基 本 结 构 及 控 制要 求
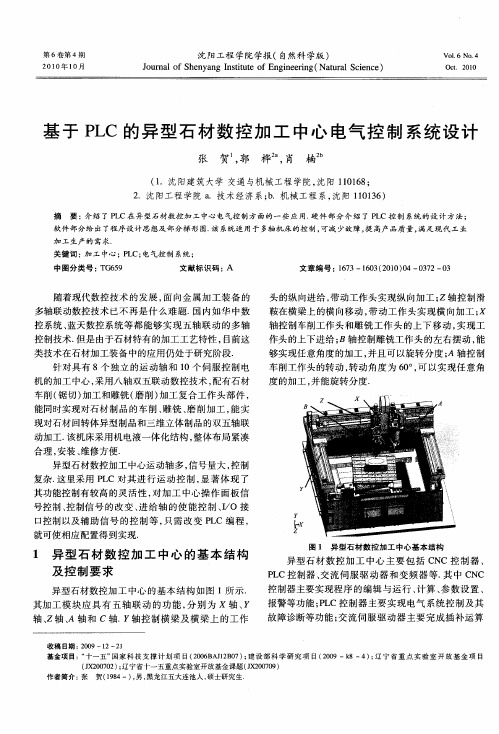
异型石 材数控 加 工 中心 的基 本 结构 如 图 1所示 .
图 1 异 型石 材 数 控 加 工 中 心基 本 结构
异 型石 材 数 控 加 工 中心 主要 包 括 C NC控 制 器 、 P C控 制器 、 流 伺 服 驱 动器 和 变频 器 等 . 中 C L 交 其 NC
VO _ . l6 NO 4 Oc . 2 0 t 0l
基 于 P C 的 异 型 石 材 数 控 加 工 中 心 电气 控 制 系 统 设 计 L
张 贺 郭 , 桦 , 楠。 肖
(.沈 阳建 筑大 学 交 通 与机 械工 程学 院 , 阳 10 6 ; 1 沈 118
2 .沈 阳工程 学院 a .技 术经 济系 ..机械 工程 系 , 阳 1 0 3 ) b 沈 1 16
异 型石材 数控加 工 中心运 动轴 多 , 号量大 , 信 控制 复杂 . 里采 用 P C对 其 进 行 运 动 控 制 , 著体 现 了 这 L 显
其 功能控 制有较 高 的灵 活 性 , 加 工 中心 操 作 面板 信 对
号 控制 、 制信 号 的改 变 、 给 轴 的 使 能控 制 、 O 接 控 进 I / 口控制 以及辅 助 信 号 的 控 制等 , 只需 改 变 P C编 程 , L
摘 要 : 绍 了 P C在 异 型 石 材 数 控 h 中心 电 气控 制 方 面 的 一 些 应 用. 件 部 分 介 绍 了 P C 控 制 系 统 的 设 计 方 法 ; 介 L az r _ 硬 L
软件 部 分给 出 了程 序 设 计 思 想 及 部 分 梯 形 图. 系统 适 用 于 多轴 机 床 的 控 制 , 该 可减 少故 障 , 高 产 品 质 量 , 提 满足 现 代 工 业
五轴联动数控加工在异型石材制品中的应用研究——CAD/CAM在立体人像中的应用
D v lp n & I n v t no c iey& E e t c l rd cs e eo me t n o a o fMa h n r i lcr a o u t i P
机 电 产 品 开崖 与 新
Vo1 , 2 . No. 25
关 键 词 :石 材 ; 逆 向 工 程 ; 五 轴 联 动 ;数 控 加 工 ;仿 真
中图分 类号 :T 6 G8
文献标 识码 :A d i 03 6 /. s.0 2 6 7 . 1.20 2 o: .9 9 isn10 — 6 32 2 . 1 i 0 0 6
Re e r h o h p ia i n o i e a i s a c n t eAp l t fF v - x sNC a h n n n I r g l r S o e Pr d c s c o M c i i g i r e u a t n o u t
(. 阳 建 筑 大学 交 通 与 机 械工 程 学 院 ,辽 宁 沈 阳 10 6 ;2大 连 理工 大学 机 械 工程 学 院 ,辽 宁 大连 16 2 ) 1 沈 118 . 10 4
摘
要 :石材 是现 代 建筑 装饰 的主要 材 料 ,简单 石材 制 品设 计 和加 工 比较 容 易 ,但 对 于复 杂 异型 石材 制
A s a t S n e j r a rl f em dr r i c r ra n. n d yu c m l a d s n rd c C e n f tr b t c : t ei t o t i o e a ht t a on me tA dt a n o p c e o e o u t a b uau e r o sh m a m e ao t h n c eul o it t p n ma c d
SH-2012SC异型石材切车数控系统

1134自动加工过程中的控制1135异形粗加工工艺1236切机精加工工艺1437车加工粗加工工艺1438车加工精加工工艺1539车削加工中的其他事项16第四章手动功能1741手动功能菜单显示内容说明1742手动功能中的操作选择17第五章切板下料1951切板下料功能菜单显示内容说明1952切板下料自动功能中的操作选择1953切板下料的工艺参数2054切板下料的工艺2155切板下料的单段断点处理22第六章编辑功能2461菜单说明24第七章参数设置2671速度参数2672系统参数2773粗加参数工艺2874精加参数工艺2975切机参数2976控制参数30第八章系统诊断3281诊断功能3282输出检查3283输入检查3284退出32第九章系统指令及编程3391编程符号说明3392指令介绍3393常用g指令说明3494mst功能语句3795两坐标切机编程应用举例37第十章系统外部联接40101限位40102外部输出接口40103输入输出端口定义41104外部电机驱动器接口42附录1
第四章 手动功能 .......................................................................................................................................................... 17 4.1 手动功能菜单显示内容说明 .................................................................................................................. 17 4.2 手动功能中的操作选择 .......................................................................................................................... 17
石材数控操作方法

石材数控操作方法石材数控操作是指利用数控机床对石材进行自动化加工的一种工艺方法。
石材数控操作方法主要分为刀具路径规划、加工参数设置、数控编程和机床操作几个方面。
下面将详细介绍这几个方面的内容。
一、刀具路径规划刀具路径规划是数控操作的基础,它决定了刀具在加工过程中的运动轨迹。
在进行石材数控操作前,需要对石材进行数字化扫描,利用CAD软件将扫描结果转换为矢量图形。
然后,在CAM软件中进行刀具路径规划,即确定刀具的运动轨迹和切削点。
刀具路径规划需要考虑到石材的形状、尺寸和加工要求,以及刀具的类型和加工能力。
二、加工参数设置加工参数设置是指根据石材的性质和加工要求,设置数控机床的工作参数。
这些参数包括切削速度、进给速度、切削深度和切削宽度等。
切削速度是指刀具在单位时间内对石材进行切削的速度,通常使用米/分钟来表示;进给速度是指刀具在单位时间内对石材进行移动的速度,也使用米/分钟来表示;切削深度是指切除石材的厚度,通常使用毫米来表示;切削宽度是指刀具在切削过程中与石材接触的宽度,也使用毫米来表示。
加工参数设置需要结合石材的硬度、密度和稳定性等因素进行综合考虑,以确保加工质量和效率。
三、数控编程数控编程是将刀具路径规划和加工参数设置转换为数控机床能够识别和执行的指令。
通常使用G代码和M代码进行数控编程。
G代码是加工指令,用于定义刀具的运动方式和轨迹,如直线、圆弧、螺旋等;M代码是机床指令,用于控制机床的各种功能,如启动、停止、进给等。
数控编程需要具备一定的编程能力和石材加工经验,以保证编程的准确性和可操作性。
四、机床操作机床操作是数控操作的最后一步,它直接影响石材加工的效果和质量。
在进行机床操作前,需要将编好的数控程序输入到数控机床的控制系统中。
然后,按照机床操作规程进行操作,包括机床开机、刀具装夹、工件装夹、刀具对准、工件对准、刀具调试、工件调试、加工开始、加工过程监控、加工完成等。
机床操作需要严格按照操作规程进行,遵守相关的安全操作规定,以确保操作的安全和稳定。
DCS系统在石材加工中的应用
DCS系统在石材加工中的应用石材是一种被广泛应用于建筑、装饰和雕刻等领域的材料,而DCS 系统(分布式控制系统)则是一种先进的自动化控制系统。
本文将探讨DCS系统在石材加工中的应用,并介绍其对生产效率、质量控制和安全性方面的积极影响。
1. DCS系统在石材加工中的应用概述DCS系统是基于计算机网络和通信技术的一种自动化控制系统,它可以将生产过程中的各个环节集中管理和监控。
在石材加工行业,DCS系统可以应用于切割、磨削、打磨、雕刻等工艺过程中的控制与管理。
2. 提升生产效率DCS系统可以实现对石材加工设备的智能控制,通过精准的参数调节和自动化操作,大大提高了生产效率。
例如,在石材切割过程中,DCS系统可以根据不同材料的硬度和尺寸,自动调整切割工具的速度和角度,实现精准切割,提高生产效率并减少废料产生。
3. 精确的质量控制DCS系统在石材加工中的应用还能够实现对产品质量的精确控制。
通过传感器和监测装置的实时反馈,DCS系统可以监控石材加工过程中的温度、湿度、压力等关键参数,及时调整工艺参数,确保产品的质量稳定和一致性。
4. 智能化的设备监测与维护DCS系统的应用还为石材加工企业提供了智能化的设备监测与维护功能。
通过对加工设备的运行状态、能耗等进行实时监控,DCS系统可以提前发现设备故障,并通过自动诊断和报警系统进行处理,减少因设备故障而导致的停机时间和生产损失。
5. 安全性的提升DCS系统在石材加工中的应用还能够提升生产过程的安全性。
通过对生产现场的监控和实时数据的收集,DCS系统可以及时发现潜在的安全隐患,如设备异常、材料过载等,及时采取相应的措施,降低事故发生的概率,保障员工的安全。
综上所述,DCS系统在石材加工中的应用带来了诸多益处,包括提升生产效率、精确的质量控制、智能化设备监测与维护以及安全性的提升。
随着科技的不断进步,DCS系统的应用前景在石材加工行业中将不可限量。
通过深入研究和应用,可以进一步推动石材加工行业的发展,实现高质量、高效率的石材生产与加工。
五轴联动数控加工在异型石材制品中的应用研究_CAD_CAM在立体人像中的应用

·数控机床世界·Vol.21Jan .,201211收稿日期:2012-01-10基金项目:国家自然科学基金(50975162);教育部创新团队支撑计划(IRT1160);辽宁省攻关计划(2011220012);辽宁省自然科学基金(20102186);沈阳市科技计划(F10-205-1-15);住建部科技项目(2011-k8-6)作者简介:吴玉厚(1955-),男,博士生导师。
主要研究方向:精密加工技术、数控装备及技术;刘岩(1987-),男,硕士研究生。
研究方向:数字化制造。
0引言随着人类物质文化水平的提高以及建筑装饰业的发展,人们对建筑的装饰要求也朝着美观、豪华、典雅的方向发展,对石材异型制品的需求越来越多,随着现代设计制造方法和手段不断涌现,尤其是CAD/CAM/CAE ,多轴加工技术,仿真与优化技术,检测技术等的发展,使复杂异型制品的设计、加工等不再难以实现,利用虚拟制造技术在计算机上模拟真实加工,可以提高产品加工质量,降低废品率,缩短制造周期;通过对模型的各个部分进行参数化描述,并根据具体模型,对其各个部分进行参数化控制,提高复杂异型制品模型的建模效率。
图1为异型石材制品编程加工流程图。
1立体人像三维模型构建利用通用三维建模软件UG ,Pro/E ,solidworks 等可以很容易地对简单模型进行建模,但针对复杂模型,如立体人像等,常规建模有一定难度,本文人头像建模是通过三维扫描设备采集立体人像三维模型数据,并通过逆向软件Imageware 对数据模型进行数据处理、表面模型重构,再利用UG 和Imageware 对立体人像模型与扫描点云进行误差分析和修改,如此往复,直至得到符合Research on the Application of Five-axis NC Machining in Irregular Stone ProductsWU Yu-Hou 1,LIU Yan 1,XIAO Nan 2,ZHANG Ke 1,ZHAO De-Hong 1(1.School of Traffic and Mechanical Engineering,Shenyan Jianzhu University,Shenyang Liaoning 110168,China ;2.School of Mechanical Engineering,Dalian University of Technology ,Dalian Liaoning 116024,China )Abstract :Stone is the major material of the modern architectural ornament.And today uncomplicated stone product can be manufactured easily.However,compared with the regular stone product,it is also very difficult for people to machining complicated stone products.Fortu -nately ,Five-axis NC machining is one of efficient ways for making complicated stone products.And the quality and efficiency of machining three-dimensional portraits are improved by reverse modeling,NC programming,simulation,optimization of tool path and NC machining.Besides that,parametric modeling,which is put forward to applying to the design of three-dimensional portraits for the first time,has more meaning to simplify the design flow.And at the same time,this modeling method has certain reference value for the design of other compli -cated products either.Key words:stone ;reverse engineering ;five-axis linkage ;NC machining ;simulation五轴联动数控加工在异型石材制品中的应用研究———CAD/CAM 在立体人像中的应用吴玉厚1,刘岩1,肖楠2,张珂1,赵德宏1(1.沈阳建筑大学交通与机械工程学院,辽宁沈阳110168;2.大连理工大学机械工程学院,辽宁大连116024)摘要:石材是现代建筑装饰的主要材料,简单石材制品设计和加工比较容易,但对于复杂异型石材制品还是很困难,五轴联动数控加工技术为复杂异型石材制品的加工提供了一种行之有效的手段,通过对立体人像进行逆向建模、数控编程、仿真以及对刀具路径进行优化,利用自行研制开发的异型石材车铣复合加工中心(HTM50200)机床进行加工,提高了立体人像加工质量和效率;首次提出了立体人像的参数化建模技术,缩短了立体人像的建模时间,同时对于其他复杂异型制品的快速建模也有借鉴和推广应用价值。
石材的新型加工技术

石材的新型加工技术第一部分石材新型加工技术概述 (2)第二部分高效切割技术与设备 (5)第三部分石材表面处理与优化 (9)第四部分数控石材雕刻技术应用 (12)第五部分石材磨削与抛光技术发展 (14)第六部分采用生物技术制造石材 (17)第七部分石材的新型复合材料研究 (20)第八部分环保石材加工材料与方式 (22)第一部分石材新型加工技术概述石材新型加工技术概述随着建筑业和装饰材料市场的不断发展,对石材的需求日益增长,同时对石材加工技术的要求也越来越高。
传统的石材加工方法存在效率低、成本高、污染环境等问题,因此,新型石材加工技术的研究和发展成为当前行业的重要课题。
本文将对石材新型加工技术进行概述,包括其基本原理、特点、应用及发展现状。
一、石材新型加工技术基本原理新型石材加工技术主要包括精密加工技术、纳米加工技术、激光加工技术、切削加工技术等。
这些技术的应用,使石材加工过程更加高效、环保、精确。
1.精密加工技术:采用精密加工设备和工具,通过切割、磨削、研磨等工艺,实现对石材的精细加工。
2.纳米加工技术:运用纳米级别的加工工具,通过化学、物理等方法,在石材表面进行微米或纳米级别的加工。
3.激光加工技术:利用激光的高能量密度和聚焦性,对石材进行熔融、切割、打标等加工。
4.切削加工技术:采用切削刀具在石材表面进行物理去除加工,达到预期的形状和尺寸。
二、石材新型加工技术特点相对于传统石材加工技术,新型石材加工技术具有以下特点:1.高效:新型加工技术能够显著提高石材的加工效率,减少加工时间。
2.环保:新型加工技术在加工过程中产生的废料、粉尘等污染物较少,有利于环保。
3.精确:新型加工技术具有高度的加工精度,能够实现石材的精细化加工。
4.经济:虽然新型加工设备的初期投资较高,但长期来看,其高效的加工能力和精确的加工质量能够降低生产成本,提高经济效益。
三、石材新型加工技术应用新型石材加工技术在建筑、装饰、艺术等领域具有广泛的应用前景:1.建筑装饰:新型石材加工技术可用于加工大理石、花岗石等装饰材料,提高装饰效果的档次和科技含量。
异型石材平面数控铣床
1前言1.1石材行业的发展天然石材自古以来就成为一种优质的建筑材料,具有质感好、外观庄重、机械以及物理化学性能好,如耐压、耐磨及耐腐蚀等优点。
在古代,石材的加工完全是靠手工来完成。
直至到了19世纪,欧洲才出现了第一台用于加工石材的机械,这给石材加工行业带来了一场革命,从此,石材加工开始从手工操作向机械化方向发展。
进30年来,我国石材开采和加工业的持续发展推动了我国的石材机械制造业的兴旺]1[。
1.2异型加工机械由于异型加工制品附加值高,无论碑石和石材家具制造还是现代的建筑装饰,对异型石材加工机械的需求与日俱增。
石材的异型加工如果用人工,则劳动量大、生产效率低、抛光成本高,难于满足质量要求,而且运用金刚石工具耗损快。
因此国内外出现了许多专门针对异型石材设计的机械设备。
异型石材加工机械按制品加工形状的不同可大致分为两类:一类是用来加工等截面的异性石材制品;另一类是来加工截面不等的立体制品,二者控制维数是不同的。
对于异型石材制品的加工形状不同,对机械的要求也是不同的。
对于用来加工等截面的石材异性制品,或者截面相似,但面积不等的异型制品以金刚石串珠绳锯和高压水射流技术为主,而对于用来加工截面形状不等的空间立体制品则主要是仿形、数控机械为主]2[。
1.3国内外发展动向1.3.1 国内发展特点(1)单机设备多能化;目前,国内异性石材制品加工设备的功能越来越多、用途也越来越广。
(2)向专业化、集成化生产配套方向发展;为了满足高自动化要求的石材生产项目的需要,国内石材专业化生产配套设施越来越完善。
(3)向智能化、机电一体化方向发展,设备自动化程度逐渐升高;异型石材设备已经开始使用可编程控制器、计算机控制技术及变频调速器等,提高了工作效率和使用寿命]3[。
1.3.2 国外发展特点(1)石材设备品种越来越全;各种功能的异性石材加工设备以及加工中心应有尽有,几乎所有形状的异性石材制品都有相应的加工设备以供选择。
(2)设备的性能和控制系统日益改善,加工设备的功能逐步提高;用各种电脑程控设备来加工形状比较复杂的立体雕刻制品或画像,有的可以选配激光扫描器,对于小型模型,通过配备专用的软件,直接进行加工,不再需要琐碎的编程工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
石材异型加工的典型数控系统介绍
多功能数控加工中心用来加工各种人像雕刻、圆柱雕刻、不规则的柱头、柱座等石材立体异型制品,平面浮雕、卫生间面盆、浴盆和面盆台板、厨房灶台板面板,直线、曲线花线等、曲线边板材等平面异型制品以及圆弧板材的精铣、定厚和磨抛。
所生产的制品形状和造型可以是对称的,也可以是非对称或不规则的。
从结构上说,这类设备通常是将多个普通数控加工设备的功能集中于一台设备上。
设备的不同功能可以通过增加选配件来实现。
只有一个圆柱铣刀动力头的数控加工中心,一般需要五维控制,即设备必须能控制工件的旋转角度定位,圆柱铣刀类刀具的水平(X轴)、垂直(Z轴)、前后(Y 轴)的移动和定位,以及刀具轴本身的角度摆动控制,这是完成雕像类制品加工所需要的最少控制维数。
目前最多可以达到六维控制,即设备能控制工件的旋转速度和旋转角度定位,圆柱铣刀类刀具的左右(X轴),垂直(Z轴)前后(Y轴)的移动和定位,以及刀具轴本身的作呕摆动角度,向前倾斜角度这六个方向的运动,数控车床主要用来加工回转体制品,回转体雕刻制品和立体雕刻制品,气主轴箱转速的调节是为了适应不同材质、硬度的石材,不同直径制品的加工,旋转角度的定位是为了适应雕像,雕刻柱类制品的加工需要。
工作台上主要放置非回转体类制品,配合可前后、上下、左右运动的刀具,可完成数控铣床的加工功能。
刀具轴线的摆动(圆柱铣刀可以从0~±45°或±90°之间摆动)是为了加工制品的侧面,刀具X、Y、Z方向的同步移动是完成异型加工的基本运动,从提高加
工效率来完成更复杂形状的异型制品加工考虑,应该再增加一个安装圆锯片的锯切动力头,可以对工件进行锯切加工,这也是加工扭纹柱所必需的刀具,该动力头可以与圆柱铣刀型刀具的动力头安装在同一个滑动架上,其X、Y、Z三个运动方向也都可得到控制。
如果锯片可以通过其直径的垂直轴转动(锯片平面360°旋转),转动角度的定位可以得到控制,那么该锯片可进行各个方向的切割。
这种加工中心具有六维控制功能,是多功能数控加工中心的基本配置。
为了提高多维数控加工的自动化程度和生产效率,设备还配备有容量为10~25把刀具的刀具库,加工过程中根据需要自动更换刀具。
加工卫生间的面盆台板,厨房台灶面板等平面异型制品,需要最小刀具数量是9个,即2个金刚石圆柱铣刀切割外轮廓,2个金刚石成型刀具加工曲线形状的轮廓边。
4个曲边磨抛轮和一个面板开草锯片。
如果需要磨抛面板平面,还需要增加2个金刚石定厚加工刀具和4个磨抛轮。
使用者可以根据实际加工产品,合理地选择刀库的容量,例如使用磨光板加工上述制品,至少可以省去6个刀具,设备成本自然会降低,但加工所必需的刀具是必不可少的。
对于前面介绍的六维数控加工中心,推荐配备12~16个刀具即可。
从控制系统方面来说,多维数控加工中心一般采用图形编程和模型扫描两种方法来建立制品造型程序。
对于简单或规则对称的制品可以用CAD 中几何建模软件建立需要设计和加工制品的二、三维几何模型程序,利用
所选定的尺寸和形状参数定义几何模型的有关尺寸。
对于像人像雕刻这类形状复杂的立体雕刻制品,由于使用CAD编程生成几何模型的操作非常复杂,工作量太大,所以为了简化操作,提高生产效率,可以使用激光扫描的办法,对预先制作的小型实体模型进行扫描,通过数控系统转化成CAD 图形程序,从而提高了编程的效率和准确度。
在功能齐全、控制维数多的数控加工中心上,除了安装有图形设计程序外,一般都配有激光扫描装置。