数控铣床高级工零件图2
铣工高级工习题库(含参考答案)

铣工高级工习题库(含参考答案)一、单选题(共80题,每题1分,共80分)1.应该()对数控机床的安装精度检测一次,及时调整反向间隙、丝杠螺距等误差补偿。
A、每年B、每季度C、每月D、每半年正确答案:A2.多次装拆后会影响定位精度的定位销是()。
A、普通圆锥销B、开口销C、普通圆柱销D、弹性圆柱销正确答案:C3.对闸刀开关的叙述不正确的是( )。
A、不宜分断负载电流B、是一种简单的手动控制电器C、分两极三极和四极闸刀开关D、用于照明及小容量电动机控制线路中正确答案:C4.努力使企业的每一个员工都来关心产品质量体现了()的思想。
A、全面管理B、全员管理C、全面方法管理D、全过程管理正确答案:B5.研制生产出世界上第一台数控机床的国家是()。
A、英国B、美国C、德国D、日本正确答案:B6.通过钻→扩→铰加工,孔的直径通常能达到的经济精度为()。
A、IT7~IT8B、IT8~IT9C、IT5~IT6D、IT6~IT7正确答案:A7.X62W铣床工作台纵向、横向的垂直度允差值为( )mm。
A、0.06mm/300B、0.02mm/300C、0.03mm/300D、0.04mm/300正确答案:B8.( )变形区位于其他三个变形区的交汇处。
A、刀具前面摩擦B、刃前C、基本D、刀具后面摩擦正确答案:B9.用压板压紧工件时,垫块的高度应()工件。
A、稍高于B、尽量低于C、稍低于D、尽量高于正确答案:A10.为了减少震动,避免锯片铣刀折损,切断时通常应使铣刀外圆()。
A、尽量高于工件底面B、略高于工件底面C、尽量低于工件底面正确答案:B11.为了促进企业的规范化发展,需要发挥企业文化的( )功能。
A、决策B、娱乐C、自律D、主导正确答案:C12.仿形铣床的主要特征是具有()。
A、万能铣头B、立铣头C、仿形头D.悬梁正确答案:C13.机床型号的第一个字母为铣床表明这部机床是属于()类机床。
A、磨床B、车床C、刨床D、铣床正确答案:C14.氰化处理就是( )。
铣工高级工模拟试题含参考答案

铣工高级工模拟试题含参考答案一、单选题(共80题,每题1分,共80分)1.精加工切削用量选择原则:()。
A、vc↑、f↓、ap↓B、vc↑、f↓、ap↑C、vc↑、f↑、ap↑D、vc↓、f↓、ap↓正确答案:A2.下列刀具中,不属于模具铣刀的是()。
A、圆柱形球头铣刀B、圆锥形平头立铣刀C、圆锥形球头铣刀D、鼓形铣刀正确答案:D3.当投影线互相平行,并与投影面垂直时,物体在投影面上所得的投影称为()。
A、正投影B、平行投影C、面投影D、点投影正确答案:A4.形位误差的基准使用三基面体系时,第一基准应选()。
A、次要或较长的平面B、任意平面C、最重要或最大的平面D、不重要的平面正确答案:C5.工件在装夹时,必须使余量层()钳口。
A、稍高于B、稍低于C、等于D、大量高出正确答案:A6.适应高速运动的、普通数控机床常用的导轨形式是()。
A、贴塑导轨B、滑动导轨C、滚动导轨D、静压导轨正确答案:C7.应该()对数控机床的安装精度检测一次,及时调整反向间隙、丝杠螺距等误差补偿。
A、每月B、每年C、每半年D、每季度正确答案:B8.下列正确的功能字是()。
A、N#1B、N-3C、N8.5D、N0005正确答案:D9.以下说法正确的是( )。
A、tanφ=tanα/tanβB、θ为斜面与基准面间的夹角C、α为工件斜面与基准面沿横坐标y轴方向夹角D、αn角为工件斜面与基准面沿横坐标y轴方向夹角在垂直于斜面轮廓的平面上的投影角正确答案:B10.常用于制作各类低压油罐的变形铝合金是()。
A、硬铝合金B、防锈铝合金C、锻铝合金D、超硬铝合金正确答案:B11.将工件和模样装夹在工作台面上,找正工件和模样的上平面和侧面端部( )。
A、水平面B、垂直面C、基面D、基准面正确答案:D12.常用硬质合金的牌号()主要适用于铸铁、有色金属及其合金的粗加工,也可用于断续切削。
A、K10B、K20C、K30D、K01正确答案:C13.采用高速钢材料的立铣刀铣削不锈钢时,一般铣削速度和进给速度分别为( )m/min。
数控铣床高级工(实)加工图、模拟试题

准备 内 容
场地安全
场地及通道必须符合国家对教学实训场所的规定
场地及通道内必须配备符合国家法令的消防设施
所有的电气设施必须符合国家标准
必须保证考核使用设备的安全装置完好
人员安全
监考人员发现考生有违反安全生产规定的行为要立即制止,对于不服从指挥者,监考人员有权中止其考试,并认真做好记录。
考生及监考人员必须穿戴好安全防护服装
考场必须在开始考试前对考生进行必要的安全教育
考场应准备一定的急救用品
序号
名称
型号
数量
要求
1
立铣刀
Φ8
1
2
立铣刀
Φ20
1
3
键槽铣刀
φ6
1
4
麻花钻
φ9.8
1
5
麻花钻
φ6.8
1
6
丝锥
M8
1
7
铰刀
Φ10
1
8
铰杠
1
9
常用工具和铜皮
自选
自定
10
百分表
读数0.01
1
11
游标卡尺
0.02/0~200
1
12
游标深度尺
2
2
量具的正确使用
2
3
刃具的合理使用
2
4
设备正确操作和维护保养
4
合计
10
(3)工序制定及编程评分表
序号
项目
考核内容
配分
实际情况
得分
1
工序制定
工序制定合理,选择刀具正确
10
2
指令应用
指令应用合理、得当、正确
15
3
程序格式
铣床图纸

Rev By:Part Name:Drn By:Date:File:Qty:Date:Rev No:DO NOT SCALE DRAWING Material:Dwg No:Part No:Scale:PROJECTIONGENERAL MACHINING TOLERANCE .X ` 0.20.XX ` 0.050 TO 250 ` 0.5500 & ABOVE ` 2.0TIR ` 0.20ANGULAR ` 1/4~THE HONG KONGBench Type Milling Machinecrossslide_screwsTable ScrewsCF Sincrossslide_screws.iamiccfsin 1 1 : 4Bench Type Milling MachinePart Name:Table ScrewPart No: Dwg No: Drn By: Date: File: Rev No: Rev By: Date: Qty: Material:mm02001 mm02001CF Sin 25/09/2003mm02001.ipticcfsin2.0 X Depth 1.0 M10X0.753.5n10 - 0.01n16 Acme ThreadScale:1 Mild Steel 1:2+0Pitch 4.0n10 - 0.01DO NOT SCALE DRAWING+0PROJECTIONGENERAL MACHINING TOLERANCE .X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~2- 0.01 n8 - 0.0313.7 15 25 45 382.5 `0.01 13THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTRE0.2Bench Type Milling MachinePart Name:1210Left Bearing HousingPart No: Dwg No: Drn By: Date:mm05005a mm05005aCF Sinmm05005a.iptn10.5n20File:Two Holes n5.5 THRU v n9 x 5.5Rev No:iccfsin 17/05/2005 Qty: 1 Material: Mild Steel Scale: 1:1Date: DO NOT SCALE DRAWINGRev By:33n60n30PROJECTION45GENERAL MACHINING TOLERANCE .X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTREn4.54 Holes5043Bench Type Milling MachinePart Name:Table NutPart No:mm02002 mm0200227 34Dwg No: Drn By: Date: File: Rev No: Rev By: Date:CF Sin 25/09/2003mm02002.ipticcfsin17n16 Acme ThreadQty: Material: Scale:Pitch 4.05+ 0.02 17 - 0.021 Bronze 1:1DO NOT SCALE DRAWING PROJECTION30GENERAL MACHINING TOLERANCE .X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~888 7.5 358THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTRE40452 Holes M5x0.8 - 6H2518 9017.5125 44.516.5122620038010 4 Holes n6.5 THRU v n11 x 6.5 R62010515510431860°Bench Type Milling MachinePart Name:ColumnPart No: Dwg No: Drn By: Date: File:mm03000 mm03000CF Sin 25/09/2003mm03000.ipt33 R8Rev No: Rev By: Date:iccfsin3644.5Qty: Material: Scale:1 Cast Iron 2:5DO NOT SCALE DRAWING PROJECTIONGENERAL MACHINING TOLERANCE .X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~257512 37THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTREBench Type Milling MachinePart Name:Column ScrewPart No: Dwg No: Drn By: Date: File: Rev No: Rev By: Date:mm03003 mm03003CF Sin 25/09/2003mm03003.ipticcfsinn10 - 0.012.0 X Depth 1.0n8 - 0.03n16 Acme ThreadQty: Material: Scale:Pitch 4.03.5- 0.01M10X0.751 Mild Steel 1:2+0DO NOT SCALE DRAWING PROJECTION2 25 4513.8 15GENERAL MACHINING TOLERANCE .X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~225THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTRE100.6 1312.560°Bench Type Milling Machine125Part Name:32Head MountPart No: Dwg No: Drn By: Date:mm03001 mm03001CF Sin 25/09/2003mm03001.ipt30 15 95 3 Holes M4x0.7 - 6HFile: Rev No: Rev By:iccfsin4 Holes M6x1 - 6HDate: Qty: Material: Scale:25351 Cast Iron 1:2DO NOT SCALE DRAWING10022PROJECTION35GENERAL MACHINING TOLERANCE .X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~395049.5266 4 Holes n4.5 THRU v n9 x 4.515THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTREn60170n60Bench Type Milling MachinePart Name:85Head (Casting)65Part No: Dwg No: Drn By: Date:mm04000 mm0400065 160CF Sin 31/1/2004mm04000.iptFile: Rev No: Rev By: Date:iccfsin21516Qty: Material: Scale:221 Cast Aluminimun 2:522DO NOT SCALE DRAWING PROJECTION135 °447085138GENERAL MACHINING TOLERANCE .X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~22104THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTRE2 Holes M6x1 - 6HE71 R6 8 Holes M5x0.8 - 6H 2E-E52.5n70+ 0.01 n72 0Bench Type Milling MachineM5x0.8 - 6HPart Name:8052.541+ 0.1 130 - 041Milling Head60Part No: Dwg No:mm04001 mm0400115Drn By: Date: File:45 50 91 98E4141 60CF Sin 25/09/2003mm04001.ipt130Rev No: Rev By: Date: Qty:iccfsin205 95 808Material:154Holes n6.5 THRU160Scale:1 Cast Aluminimun 2:54 Holes M5x0.8 - 6HDO NOT SCALE DRAWING PROJECTION18GENERAL MACHINING TOLERANCE6025 75 601810525.X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~145THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTRE111260°6 3 Holesn4 -1 DEEPBench Type Milling MachinePart Name:Drift ZPart No: Dwg No: Drn By: Date: File: Rev No:mm03002 mm03002CF Sin 25/09/2003mm03002.ipt35Rev By: Date: Qty:iccfsinMaterial: Scale:1 Mild Steel 1:1100DO NOT SCALE DRAWING35PROJECTIONGENERAL MACHINING TOLERANCE .X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~15THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTRE2 Holes M4 X 0.76.5Bench Type Milling Machine6.5 95Part Name:Vice BodyPart No: Dwg No: Drn By:mm02003 mm0200311Date: File: Rev No:CF Sin 27/09/2003mm02003.ipt2040 20 12 12 M12x1.75 - 6H 12 90Rev By: Date: Qty: Material: Scale:iccfsin1 Mild Steel 1:2DO NOT SCALE DRAWING12.530 20.5 40PROJECTION2068GENERAL MACHINING TOLERANCE .X ` 0.20 .XX ` 0.05 0 TO 250 ` 0.5 500 & ABOVE ` 2.0 TIR ` 0.20 ANGULAR ` 1/4~10 16 65120THE HONG KONG POLYTECHNIC UNIVERSITYINDUSTRIAL CENTRE。
铣工、数控铣工
铣工、数控铣工1、铣工铣工就是根据设计零件图纸用铣床(加工零件的设备)进行零件加工的技术工人,分为初级工、高级工。
零件加工精度要求高。
简介拼音:xǐ ɡōnɡ(1) [milling]∶进行铣削加工(2) [miller;milling machine operator]∶操作铣床的工人工作职责1.完成班内安排的工作任务和目标。
2.负责铣工作业和设备维护。
3.配合其它工种进行协同作业。
任职条件1.有铣工操作经验。
2.具备较好的机加工工艺水平。
3.熟悉零件图读图方法。
4.职高或中技以上学历。
铣工在制造业是很重要的工种,是特种工具零件复杂的加工工序。
铣工不仅要掌握经常使用的机床工具的知识,还要熟练掌握计算和调整,例如分度测角等等。
齿轮花键涡轮成形等都是铣工的“拿手好戏”。
工具模具更离不开铣工的参与。
铣工工艺--主要应用于使用铣床加工各种异形或凹槽等,如齿轮的齿面、零件的键槽等。
铣工职业资格和认证1.铣工证就是铣工职业资格证书,由劳动和社会保障部颁发,证明技术水平,分五个级别,初级工-中级工-高级工-技师-高级技师2.数控铣工职业定义:从事编制数控加工程序并操作数控铣床进行零件铣削加工的人员。
职业等级:本职业共分四个等级中级(国家职业资格四级)高级(国家职业资格三级)技师(国家职业资格二级)高级技师(国家职业资格一级)铣工安全操作规程一. 进入工场地必须穿戴工作服。
操作时不准戴手套(防止手套挂在刀具上,从而导致事故的发生),女同学必须戴上工作帽(防止头发过长,卷入机器中)。
二. 开车前,检查机床手柄位置及刀具装夹是否牢固可靠,刀具运动方向与工作台进给方向是否正确。
三. 将各注油孔注油,空转试车(冬季必须先开慢车)2分钟以上,查看油窗等各部位,并听声音是否正常.四. 切削时先开车,如中途停车应先停止进给,后退刀再停车.五. 集中精力,坚守岗位,离开时必须停车,机床不许超负荷工作.六. 工作台上不准堆积过多的铁屑,工作台及道轨面上禁止摆放工具或其他物件,工具应放在指定位置。
2016数控加工(数控车工)高级课程标准

目录一、数控加工(数控车工)专业人才培养方案 (2)二、数控加工(数控车工)专业课程标准1.《机械制图与CAD》课程标准 (24)2.《机械基础》课程标准 (32)3.《液压与气压传动》课程标准 (37)4.《电工电子》课程标准 (41)5.《机械加工基础》课程标准 (47)6.《数控编程》课程标准 (55)7.《零件钳加工》课程标准 (62)8.《零件车铣加工》课程标准 (70)9.《机床电气控制》课程标准 (78)10.《PLC与变频器》课程标准 (86)11.《计算机辅助设计与制造》课程标准 (92)12.《零件数控车床加工》课程标准 (98)13.《产品质量检测》课程标准 (108)14.《数控机床故障诊断与维修》课程标准 (115)15.《工学交替》课程标准 (123)16.《顶岗实习》课程标准 (131)17.《零件数控铣床加工》课程标准 (139)18.《零件数控线切割加工》课程标准 (147)19《零件CNC电火花加工》课程标准 (152)数控加工(数控车工)专业人才培养方案一、专业名称与专业代码专业名称:数控加工(数控车工)专业代码:0106-3二、招生对象与学制招生对象:初中毕业生学制:五年制办学层次:高级工三、培养目标面向制造业生产一线,培养德、智、体、美全面发展,熟悉企业本岗位的工作现场管理,能独立完成工艺制定,复杂零件数控车床的编程与加工等常规性工作,并能解决精度调整、常见故障诊断和质量事故分析等现场问题,达到数控车工高级国家职业资格要求,具有职业生涯发展基础的高素质技能人才。
四、培养规格(一)知识结构1、基础知识(1)具备基本的科学文化素养,掌握必需的人文科学基础知识;(2)具有正确的世界观、人生观和价值观,拥护中国共产党的领导,热爱社会主义祖国;(3)了解专业领域范围内的人力资源市场现状,熟悉国家的就业政策及地方创业鼓励措施。
(1)掌握必需的专业英语及计算机辅助绘图(CAD类软件运用)知识;(2)掌握机械制图知识;(3)理解尺寸公差与几何公差和表面精度(粗糙度)知识;(4)理解金属材料及热处理基础知识;(5)理解普通机械加工知识;(6)掌握测量与误差分析基础知识;(7)掌握机械、数控加工工艺及工艺装备的基本知识;(8)掌握数控编程的基本知识;(9)掌握CAD/CAM技术在数控加工应用方面的基本知识;(10)掌握液压与气动的基本原理和相关知识;(11)掌握数控机床日常保养与维护的基本知识;(12)掌握机械加工车间管理基本知识;(13)了解数控机床控制原理的基本知识。
加工中心数控铣床操作实训基础课件
1.2FANUC系统操作面板介绍
(3)高可靠性的POWERMATE0系列 用于2轴小型车床,取代步进电机的伺服系统;可配画
面清晰、操作方便、中文显示的CRT/MDI,也可配性 能/价格比高的DPL/MDI。
1.2FANUC系统操作面板介绍
(4)高性能/价格比的0i系列 具有整体软件功能包,能实现高速、高精度加工,并
1.2FANUC系统操作面板介绍
【扩展知识】 FANUC数控系统的发展。
1.2FANUC系统操作面板介绍
【讨论与总结】 ①收集资料,了解还有哪些数控系统,它们各自的特
点是什么? ②如何才能更快地输入数控程序?如何减少差错率?
1.3刀具与工件的测量
【教学指导】 ①使学生正确掌握游标卡尺的使用。 ②使学生熟练掌握机外对刀仪的使用。 ③使学生了解加工中心(数控铣床)常用刀具。
式、立式和万能加工中心。 (1)卧式加工中心:是指主轴轴线与工作台平行的加
工中心,主要适用于加工箱体类零件。
1.1 入厂教育
(2)立式加工中心:是指主轴轴线与工作台垂直的加 工中心,主要适用于加工板类、盘类、模具及小型壳 体类复杂零件。
(3)万能加工中心(又称多轴联动型加工中心):是 指通过主轴轴线与工作台回转轴线的角度可控制联动 变化,完成复杂空间曲面加工的加工中心。适用于具 有复杂空间曲面的叶轮转子、模具、刃具等工件的加 工。
1.3刀具与工件的测量
(2)游标卡尺的结构形状 ①两用游标卡尺
1.3刀具与工件的测量
②双面游标卡尺
1.3刀具与工件的测量
(3)游标卡尺的刻线理及读数方法 ①游标卡尺刻线原理
图1-3-2所示为0.02mm游标卡尺的刻线原理。主尺每小 格是1mm,当两量爪合并时,主尺上49mm刚好等于 游标上50格,游标每格长为49/50mm即0.98mm,主尺 与游标每格相差为1mm-0.98mm=0.02mm。因此,它 的测量精度为0.02mm。
铣工(高级工)技能理论考试复习题库(附答案)

铣工(高级工)技能理论考试复习题库(附答案)一、单选题1.保证已确定的工件位置在加工过程中不发生变更的装置,称为()装置。
A、定位B、夹紧C、导向D、联接参考答案:B2.在车床两顶尖车削细长轴时,由于工件刚度不足造成在工件轴向截面上的形状是()。
A、矩形B、梯形C、鼓形D、鞍形参考答案:C3.滑移齿轮与花键轴的连接为了得到较高的定心精度一般采用()定心。
A、外径B、内径参考答案:A4.机床夹具中需要考虑静平衡要求的是()夹具。
A、车床B、钻床C、镗床D、铣床参考答案:A5.V带型号最小的是()A、YB、ZC、AD、B参考答案:A6.刃磨硬质合金铣刀时,刃磨不当,容易在刀刃上产生()裂纹。
A、纵向B、横向C、斜向D、网状参考答案:A7.铣床的一级保养是在机床运转()h以后进行的。
A、200C、1000D、1500参考答案:B8.为了保证数控铣床连续生产,要列出加工工件所需的刀具,要用光学数显对刀仪精确测得刀具的半径和()。
A、长度B、宽度C、直径D、高度参考答案:D9.在刀具的切削部分,()担负主要的切削工作。
A、主切削刃B、副切削刃C、刀尖D、前面参考答案:A10.用键槽铣刀在轴类零件上用切痕法对刀,切痕的形状是()。
A、椭圆形B、圆形C、矩形参考答案:C11.轴类零件用双中心孔定位,能消除()个自由度。
A、3B、4C、5D、6参考答案:C12.工企对环境污染的防治不包括()。
A、防治大气污染B、防治运输污染C、开发防治污染新技术D、防治水体污染参考答案:B13.用来配制高级铜合金的纯铜是()。
A、T1、T2B、T1、T3C、T2、T3D、T1、T2、T3参考答案:A14.对分度精度要求较高的大质数的等份或锥齿轮的加工时,应用()分度法。
A、差动B、近似C、双分度头复式参考答案:C15.工件在夹具中定位时,其定位基准面的()相对于定位元件支承面的()发生的最大位移叫定位误差。
A、装配基准B、设计基准C、定位基准D、工艺基准参考答案:B16.不能做刀具材料的有()。
连杆铣削、钻夹具全套示意图、零件图、装配图

连杆零件图
第五道工序图——铣削加工工序图
第五道工序图
第五道工序定位方案简图
第五道工序夹紧方案简图
连杆铣夹具
第五道工序夹具体草图
钻孔
第六道工序工序图
第六工序定位机构
第六工序定位机构
拨杆钻夹具精度计算图
连杆钻夹具夹具体草图
Hale Waihona Puke 连杆插键槽夹具插键槽加工工序图
第七序插键槽定位机构
第七序 插键槽夹紧机构
第七序插键槽夹具总装图
连杆插键槽夹具夹具体草图
数控铣削编程跟操作设计(有全套图纸)
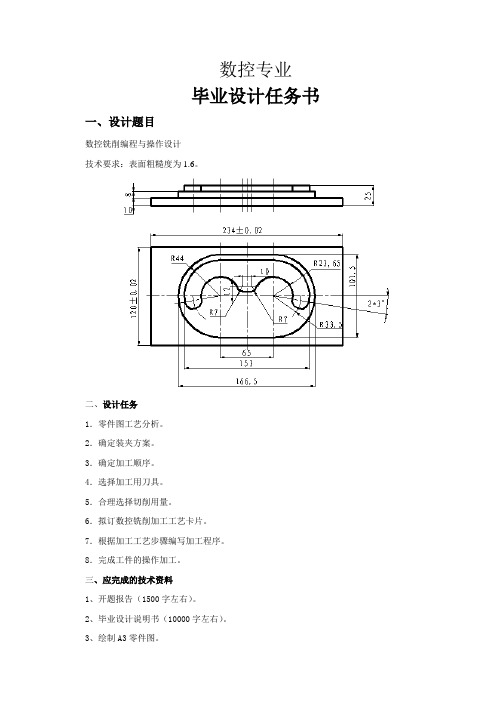
数控专业毕业设计任务书一、设计题目数控铣削编程与操作设计技术要求:表面粗糙度为1.6。
二、设计任务1.零件图工艺分析。
2.确定装夹方案。
3.确定加工顺序。
4.选择加工用刀具。
5.合理选择切削用量。
6.拟订数控铣削加工工艺卡片。
7.根据加工工艺步骤编写加工程序。
8.完成工件的操作加工。
三、应完成的技术资料1、开题报告(1500字左右)。
2、毕业设计说明书(10000字左右)。
3、绘制A3零件图。
开题报告一.毕业设计题目来源按系里所发的毕业设计用图1.技术要求:表面粗糙度均为1.6,尺寸精度除120±0.02外均为一般精度。
2.毛坯尺寸: 240×130×30。
3.材料:硬铝(LY12)。
技术资料:1.绘制A3图纸2.绘制装夹方式图3.填写数控加工工艺卡片4.编制加工程序清单二.选题设计的意义数控技术在20世纪80年代以后得到迅速发展,数控机床不仅在宇航,造船,军工等领域广泛应用,而且也进入了汽车,机床,模具等机械制造行业。
目前,在机械行业中,单件、小批量的生产所占的比例越来越大。
机械产品的精度和质量也不断地提高。
所以,普通机床越来越难以满足加工精度零件的需求。
数控机床在机械行业中十分普遍。
作为数控技术专业的学生,数控编程加工工艺设计是必须要经历的一个重要实践环节,通过本环节的锻炼,力争把以前所学的知识融会贯通,从而达到温故而知新的目的,提高解决实际问题的能力。
三.基本内容(8)完成工件的操作加工工件的操作加工主要内容是:1、工件的安装。
安装工件时先把工作台面打扫干净,然后校正平口钳固定钳口与工作台某一移动方向的平行度与垂直度。
工件装夹后,还需校验工件上表面与工作台的平行度。
组合压板、精密治具板(筒)等方法装夹的工件均需找正工件侧面与某一移动轴的平行度后再夹紧。
2、设置工件坐标系。
工件坐标系原点亦称编程零点。
对于在数控机床上加工的具体工件来说,必须通过一定的方法把工件坐标系原点(实际上是工件坐标系原点所在的机床坐标值)体现出来,这个过程称为对刀。
数控铣床(加工中心)高级工教案——项目一高级编程指令介绍(中职教育).docx

口期—年—刀_口NO 01项目1高级编程指令介绍1、局部坐标系设定G52格式:G52 X_Y_Z_;式中:X、丫、Z;局部坐标系原点在当前工件坐标系屮的坐标值。
G52指令能在所有的工件坐标系(G92、G54~G59)内形成子坐标系,即局部坐标系,如 图1T 。
含有G52指令的程序段屮,绝对值编程方式的指令值就是在该局部坐标系中的坐标值。
设定局部处标系后,工件坐标系和机床处标系保持不变。
刀具从A-B-C 路线进行,刀具起点在(20, 20, 0)处,可编程如下:N02 G92 X20 Y20 Z0; 设定G92为当前工作坐标系N04 G90 GOO X1O Y10; 快速定位至IJG92T.作坐标系中的A 点 N06 G54;将G54置为为前处标系N08 G90 GOO X10 Y10; 快速定位到G54工作他标系中的B 点 N10 G52 X20 Y20;在当前工作坐标系G54中建立局部坐标系G52N12 G90 GOO X10 Y10;定位到G52中的C 点 图1-1局部处标系的设定G52指令为非模态指令。
在缩放及旋转功能下,不能使用G52指令,但在G52下能进行缩放及坐标系旋转。
2、暂停指令G04格式:G04 P_;式中:P :暂停时间,单位为s 。
G04在询一程序段的进给速度降到零之后才开始暂停动作。
在执行含G04指令的程序段 时,先执行暂停功能。
编程举例:如图1-1所示, / 20 40机械坐标系G04为非模态指令,仅在其被规定的程序段中有效。
如加工孔时,当刀具进给到规定深度后,川暂停指令使刀具作非进给光整切削运动,然后退刀,保证孔底平整。
女U :欲停留2. Os 时,程序段为:G04 P2;3、子程序调用功能指令M98子程序的调用方法如图1-2所示。
需要注意的是,子程序还可以调用另外的子程序。
从 主程序中被调用出的子程序称一重子程序,共可调用四重子程序,如图1・3所示。
图1-3子程序嵌套在子程序中调用子程序与在主程序中调用子程序方法一致。