自动化英文论文参考文献范例
自动化专业专业英语作文
自动化专业专业英语作文Title: The Role of Automation in Modern Industry。
In recent years, automation has become an integral part of various industries, revolutionizing the way tasks are performed and enhancing efficiency and productivity. This essay delves into the significance of automation in modern industry, exploring its benefits, challenges, and future implications.Firstly, automation has significantly improved efficiency in industrial processes. By replacing manual labor with automated systems, tasks can be completed at a faster pace and with greater precision. This not only reduces production time but also minimizes the margin for error, leading to higher-quality outputs. For example, in manufacturing plants, robotic arms can assemble products with unparalleled speed and accuracy, resulting in increased output and reduced costs.Moreover, automation plays a crucial role in ensuring workplace safety. By delegating hazardous or repetitive tasks to machines, the risk of accidents and injuries to human workers is significantly reduced. For instance, in environments with extreme temperatures or exposure to toxic substances, automated systems can operate seamlessly without endangering human health. This not only protects workers but also minimizes liability for employers and enhances overall operational stability.Furthermore, automation facilitates data-driven decision-making through the integration of advanced sensors and analytics technologies. By collecting and analyzingreal-time data, automated systems can identify inefficiencies, predict maintenance needs, and optimize resource allocation. For instance, in smart factories, sensors embedded in machinery can monitor performance metrics such as temperature, pressure, and energy consumption, allowing managers to make informed decisions to improve operational efficiency and reduce downtime.However, despite its numerous benefits, automation alsopresents certain challenges. One such challenge is the potential displacement of human workers. As more tasks become automated, there is a concern that traditional jobs may become obsolete, leading to unemployment and economic disparity. To address this challenge, it is essential to invest in retraining programs and education initiatives to equip workers with the skills needed to thrive in an automated workforce.Additionally, there are concerns regarding the ethical implications of automation, particularly regarding privacy and job security. As automated systems collect vast amounts of data, there is a risk of privacy breaches and misuse of personal information. Similarly, the widespread adoption of automation raises questions about job security and the rights of workers. It is imperative for policymakers and industry stakeholders to establish clear regulations and guidelines to ensure that automation is implemented ethically and responsibly.Looking ahead, the future of automation holds immense potential for innovation and growth. As technologies suchas artificial intelligence and machine learning continue to advance, the capabilities of automated systems will only expand. From autonomous vehicles to smart cities, automation will revolutionize not only industrial processes but also the way we live and work. However, it is essential to approach automation with caution and foresight, addressing challenges such as job displacement and ethical concerns to ensure that its benefits are equitably distributed across society.In conclusion, automation is a transformative forcethat is reshaping modern industry in profound ways. From enhancing efficiency and productivity to improving workplace safety and enabling data-driven decision-making, the benefits of automation are undeniable. However, it is essential to address the challenges it presents, such as job displacement and ethical considerations, to ensure that automation serves the best interests of society as a whole. By embracing automation responsibly and thoughtfully, we can unlock its full potential to drive innovation, growth, and progress.。
生产自动化毕业论文中英文资料外文翻译文献
生产自动化毕业论文中英文资料外文翻译文献外文资料:Production AutomationCharles L. Philips, Royce D. Harbor. FeedbackControl Systems. Prentic Hall, Inc..2000Abstract:Automation is a widely used term in manufacturing. In this context, automation can be defined as a technology concerned with the application of mechanical, electronic, and computer-based systems to operate and control production. Examples of this techno logy include:• Automatic machine tools to process parts.• Automated transfer lines and similar sequential production systems.• Automatic assembly machines.• Industrial robots.• Automatic material handling and storagesystems.• Automated inspection systems for qualitycontrol.• Feedback control and computer process control.• Computer systems that automate procedures for planning, data collection, and decision making to support manufacturing activities.Keywords: Automation manufacturing mechanical computerAutomated production systems can be classified into two basic categories: fixed automation and programmable automation.Fixed AutomationFixed automation is what Harder was referring to when he coined the word automation. Fixed automation refers to production systems in which the sequence of processing or assembly operations is fixed by the equipment configuration and cannot be readily changed without altering the equipment. Although each operation in the sequence is usually simple, the integration and coordination of many simple operations into a single system makes fixed automation complex. Typical features of fixed automation include 1. high initial investment for custom-engineered equipment, 2. high production rates, 3. application to products in which high quantities are to be produced, and 4. relative inflexibility in accommodating product changes.Fixed automation is economically justifiable for products with high demand rates. The high initial investment in the equipment can be divided over a large number of units, perhaps millions, thus making the unit cost low compared with alternative methods of production. Examples of fixed automation include transfer lines for machining, dial indexing machines, and automated assembly machines. Much of the technology in fixed automation was developed in the automobile industry; the transfer line (dating to about (1920) is an example.Programmable AutomationFor programmable automation, the equipment is designed in such a way that the sequence of production operations is controlled by a program, i. e., a set of coded instructions that can be read and interpreted by the system. Thus the operation sequence can be readily changed to permit different product configurations to be produced on the same equipment. Some of the features that characterize programmable automation include 1. high investment in general-purpose programmable equipment, 2. lower production rates than fixed automation, 3. flexibility to deal with changes in product configuration, and 4. suited to low and / or medium production of similar products or parts (e. g. part families). Examples of programmable automation include numerically controlled machine tools, industrial robots, and programmable logic controllers.Programmable production systems are often used to produceparts or products in batches. They are especially appropriate when repeat orders for batches of the same product are expected. To produce each batch of a new product, the system must be programmed with the set of machine instructions that correspond to that product. The physical setup of the equipment must also be changed; special fixtures must be attached to the machine, and the appropriate tools must be loaded. This changeover procedure can be time-consuming. As a result, the usual production cycle for a given batch includes 1. a (3 period during which the setup and reprogramming is accomplished and 2. a period in which the batch is processed. The setup-reprogramming period constitutes nonproductive time of the automated system.The economics of programmable automation require that as the setup-reprogramming time increases, the production batch size must be made larger so as to spread the cost of lost production time over a larger number of units. Conversely, if setup and reprogramming time can be reduced to zero, the batch size can be reduced to one. This is the theoretical basis for flexible automation, an extension of programmable automation. A flexible automated system is one that is capable of producing a variety of products (or parts) with minimal lost time for changeovers from one product to the next. The time toreprogram the system and alter the physical setup is minimal and results in virtually no lost production time. Consequently, the system is capable of producing various combinations and schedules of products in a continuous flow, rather than batch production with interruptions between batches. The features of flexible automation are 1. high investment for a custom-engineered system, 2. continuous production of mixtures of products, 3. ability to change product mix to accommodate changes in demand rates for the different products made, 4. medium production rates, and 5- flexibility to deal with product design variations.Flexible automated production systems operate in practice by one or more of the following approaches: 1. using part family concepts, by which the parts made on the system are limited in variety; 2. reprogramming the system in advance and /or off-line, so that reprogramming does not interrupt production; 3. downloading existing programs to the system to produce previouslymade parts for which programs are already prepared;) 4. using quick-change fixtures so that physical setup time is minimized;5. using a family of fixtures that have been designed for a limited number of part styles; and6. equipping the system with a large number of quick-change tools that include the variety of processing operations needed to produce the part family. For these approaches to be successful, the variation in the part styles produced on a flexible automated production system is usually) more limited than a batch-type programmable automation system. Examples of flexible automation are the flexible manufacturing systems for performing machining operations that date back to the late 1960s.Automation StrategiesA number of fundamental strategies exist for improving productivity in manufacturing operations. These strategies often involve the use of automation technology and are, therefore, called automation strategies. Indicating the likely effects of each strategy on operating factors such as cycle time, nonproductive time, manufacturing lead time, and other production parameters.Numerical controlNumerical control (often abbreviated NC) can be defined as a form of programmable automation in which the process is controlled by numbers, letters, and symbols. In NC, the numbers form a program of instructions designed for a particular workpart or job. When the job changes, the program of instructions is changed. This capability to change the program for each new job is what gives NC its flexibility. It is much easier to write new programs than to make major changes in the production equipment.NC equipment is used in all areas of metal parts fabrication and comprises roughly 15% of the modern machine tools in industry today. Since numerically controlled machines are considerably more expensive than their conventional counterparts, the asset value of industrial NC machine tools is proportionally much larger than their numbers. Equipment utilizing numerical control has been designed to perform such diverse operations as drilling, milling, turning, grinding, sheet metal press working, spot welding, arcwelding, riveting, assembly, drafting, inspection, and parts handling. And this is by no means a complete list. Numerical control should be considered as a possible mode of controlling the operation for any production situation possessing the following characteristics:1. Similar workparts in terms of raw material (e. g., metal stock for machining).2. The workparts are produced in various sizes and geometries.3. The workparts are produced in batches of small to medium-sized quantities.4. A sequence of similar processing steps is required to complete the operation on each workpiece.Many machining jobs meet these conditions. The machined workparts are metal, they are specified in many different sizes and shapes, and most machined parts produced in industry today are made in small to medium-size lot sizes. To produce each part, a sequence of drilling operations may be required, or a series of turning or milling operations. The suitability of NC for these kinds of jobs is the reason for the tremendous growth of numerical control in the metalworking industry over the last 25 years.Basic Components of an NC SystemAn operational numerical control system consists of the following three basic components:1. Program of instructions.2. Controller unit, also called machine control unit (MCU).3. Machine tool or other controlled process.The general relationship among the three components is illustrated. The program of instructions serves as the input to the controller unit, which in turn commands) the machine tool or other process to be controlled.Program of instructionsThe program of instructions is the detailed step-by-step set of directions which tell the Wm machine tool what to do. It is coded in numerical or symbolic form on some type of input medium that can be interpreted by the controller unit. The most common input medium is i-inch-wide punched tape. Over the years, other forms of input media have (been used, including punched cards, magnetic tape, and even 35-mm motion picture film.There are two other methods of input to the NC system which should be mentioned. The first is by manual entry of instructional data to the controller unit. This is time-consuming and is rarely used except as an auxiliary means of control or when only one or a very limited number of parts are to be made. The second method of input is by means of a direct link with a computer. This is called direct numerical control, or DNC.The program of instructions is prepared by someone called a part programmer. The programmer's job is to provide a set of detailed instructions by which the sequence of processing steps is to be performed. For a machining operation, the processing steps 4 involve the relative movement of the machine tool table and the cutting tool.Controller unitThe second basic component of the NC system is the controller unit. This consists of the electronics and hardware that read and interpret the program of instructions and convert it into mechanical actions of the machine tool. The typical elements of the controller unit include the tape reader, a data buffer, signal output channels to the machine tool, feedback channels from the machine tool, and the sequence controls to coordinate the overall operation of the foregoing elements.The tape reader is an electrical-mechanical device for winding and reading the punched tape containing the program of instructions. The data contained on the tape are read into the data buffer. The purpose of this device is to store the input instructions in logical blocks of information. A block of information usually represents one complete step in the sequence of processing elements. For example, one block may be the data required to move the machine table to a certain position and drill a hole at that location.The signal output channels are connected to the servomotors and other controls in the machine tool. Through these channels, the instructions are sent to the machine tool from the controller unit. To make certain that the instructions have been properly executed by the machine, feedback data are sent back to the controller via the feedback channels. The most important function of this return loop is to assure that the table and workpart have$ been properly located with respect to the tool. Most NC machine tools in use today are provided with position feedback controls for this purpose and are referred to as closed-loop systems. However, in recent years there has been a growth in the use of open-loop systems, which do not make use of feedback signals to the controller unit. The advocates of the open-loop concept claim that the reliability of the system is great enough that feedback controls are not needed and are an unnecessary extra cost.Sequence controls coordinate the activities of the other elements of the controller unit. The tape reader is actuated to read data into the buffer from the tape, signals are sent to and from the machine tool, and so on. These types of operations must be synchronized and this is the function of the sequence controls.Another element of the NC system, which may be physically part of the controller unit or part of the machine tool, is the control panel. The control panel or control console contains the dials and switches by which the machine operator runs the NC system. It may also contain data displays to provide information to the operator. Although the NC system is an automatic system, the human operator is still needed to turn the machine on and off, to change tools (some NC systems have automatic tool changers), to load and unload the machine, and to perform various other duties. To be able to discharge these duties, the operator must be able to control the system, and this is done through the control panel.Machine toolThe third basic component of an NC system is the machine tool or other controlled process. It is the part of the NC system which performs useful work. In the most common example of an NC system, one designed to perform machining operations, the machine tool consists of the worktable and spindle as well as the motors and controls necessary to drive them. It also includes the cutting tools, work fixtures, and other auxiliary equipment needed in the machining operation.Transfer MachinesThe highest degree of automation obtainable with special-purpose, multifunction machines is achieved by using transfer machines. Transfer machines are essentially acombination of individual workstations arranged in the required sequence, connected by work transfer devices, and integrated with interlocked controls. Workpieces are automatically transferred between the stations, which are equipped with horizontal, vertical, or angular units to perform machining, gagging, workpiece repositioning, assembling, washing, or other operations. The two major classes of transfer machines are rotary and in-line types.An important advantage of transfer machines is that they permit the maximum number of operations to be performed simultaneously. There is relatively no limitation on (the number of workpiece surfaces or planes that can be machined, since devices can be interposed in transfer machines at practically any point for inverting, rotating, or orienting the workpiece, so as to complete the machining operations. Work repositioning also minimizes the need for angular machining heads and allows operations to be performed in optimum time. Complete processing from rough castings or forgings to finished parts is often possible.One or more finished parts are produced on a transfer machine with each index of the transfer system that moves the parts from station to station. Production efficiencies of such machines generally range from 50% for a machine producing a variety of different parts to 85% for a machine producing one part, in high production, depending upon the workpiece and how the machine is operated (materials handling method, maintenance procedures, etc.)All types of machining operations, such as drilling, tapping, reaming, boring, and milling, are economically combined on transfer machines. Lathe-type operations such as turning and facing are also being performed on in-line transfer machine, with the workpieces being rotated in selected machining stations. Turning operations are performed in lathe-type segments in which multiple tool holders are fed on slides mounted on tunnel-type bridge units. Workpieces are located on centers and rotated by chucks at each turning station. Turning stations with CNC are available for use on in-line transfer machines. The CNC units allow the machine cycles to be easily altered to accommodate changes in workpiece design and can also be used for automatic tooladjustments.Maximum production economy on transfer lines is often achieved by assembling parts to the workpieces during their movement through the machine. Such items as bushings, seals, Welch plugs, and heat tubes can be assembled and then machined or tested during the transfer machining sequence. Automatic nut torturing following the application of part subassemblies can also be carried out.Gundrilling or reaming on transfer machines is an ideal application provided that proper machining units are employed and good bushing practices are followed. Contour boring and turning of spherical seats and other surfaces can be done with tracer controlled single-point inserts, thus eliminating the need for costly special form tools. In-process gaging of reamed or bored holes and automatic tool setting are done on transfer machines to maintain close tolerances.Less conventional operations sometimes performed on transfer machines include grinding, induction heating of ring gears for shrink-fit pressing on flywheels, induction hardening of valve seats, deep rolling to apply compressive preloads, and burnishing.Transfer machines have long been used in the automotive industry for producing identical components at high production rates with a minimum of manual part handling. In addition to decreasing labor requirements, such machines ensure consistently uniform high-quality parts at lower cost. They are no longer confined just to rough machining and now often eliminate the need for subsequent operations such as grinding and honing.More recently, there has been an increasing demand for transfer machines to handle lower volumes of similar or even different parts in smaller sizes, with means for quick changeover between production runs. Built-in flexibility, the ability to rearrange and interchange machining units, and the provision of idle stations increases the cost of any transfer machine, but such features are economically feasible when product redesigns are common. Many such machines are now being used in no automotive applications for lower production requirements.Special features now available to reduce the time required for part changeover include I standardized dimensions, modularconstruction, interchangeable fixtures mounted on master pallets that remain on the machine, interchangeable fixture components, the ability to lock out certain stations for different parts by means of selector switches, and programmable controllers. Product design is also important and common transfer and clamping surfaces should be provided on different parts whenever possible.Programmable Logic ControllersA programmable logic controller (PLC) is a solid-state device used to control machine motion or process operation by means of a stored program. The PLC sends output control signals and receives input signals through input/output (I/O) devices. A PLC controls outputs in response to stimuli at the inputs according to the logic prescribed by the stored program. The inputs are made up of limit switches, pushbuttons, and thumbwheels switches, pulses, analog signals, ASCII serial data, and binary or BCD data from absolute position encoders. The outputs are voltage or current levels to drive end devices such as solenoids, motor starters, relays, lights, and so on. Other output devices include analog devices, digital BCD displays, ASCII compatible devices, servo variable-speed drives, and even computers.Programmable controllers were developed (circa in 1968) when General Motors Corp, and other automobile manufacturers were experimenting to see if there might be an alternative to scrapping all their hardwired control panels of machine tools and other production equipment during a model changeover. This annual tradition was necessary because rewiring of the panels was more expensive than buying new ones.The automotive companies approached a number of control equipment manufacturers and asked them to develop a control system that would have a longer productive life without major rewiring, but would still be understandable to and repairable by plant personnel. The new product was named a "programmable controller".The processor part of the PLC contains a central processing unit and memory. The central processing unit (CPU) is the "traffic director" of the processor, the memory stores information. Coming into the processor are the electrical signals from the input devices, as conditioned by the input module to voltage levelsacceptable to processor logic. The processor scans the state of I / O and updates outputs based on instructions stored in the memory of the PLC. For example, the processor may be programmed so that if an input connected to a limit switch is true (limit switch closed), then a corresponding output wired to an output module is to be energized. This output might be a solenoid, for example.The processor remembers this command through its memory and compares on each scan to see if that limit switch is, in fact, closed. If it is closed, the processor energizes the solenoid by turning on the output module.The output device, such as a solenoid or motor starter, is wired to an output module's terminal, and it receives its shift signal from the processor, in effect, the processor is performing a long and complicated series of logic decisions. The PLC performs such decisions sequentially and in accordance with the stored program. Similarly, analog I / O allows the processor to make decisions based on the magnitude of a signal, rather than just if it is on or off. For example, the processor may be programmed to increase or decrease the steam flow to a boiler (analog output) based on a comparison of the actual temperature in the boiler {analog input) to the desired temperature. This is often performed by utilizing the built-in PID (proportional, integral, derivative) capabilities of the processor.Because a PLC is "software based", its control logic functions can be changed by reprogramming its memory. Keyboard programming devices facilitate entry of the revised program, which can be designed to cause an existing machine or process to operate in a different sequence or to respond to different levels of, or combinations of stimuli. Hardware modifications are needed only if additional, changed, or relocated input / output devices are involved.中文翻译:生产自动化摘要:自动化是一个在制造业中广泛使用的术语。
自动化专业可参考的外文文献

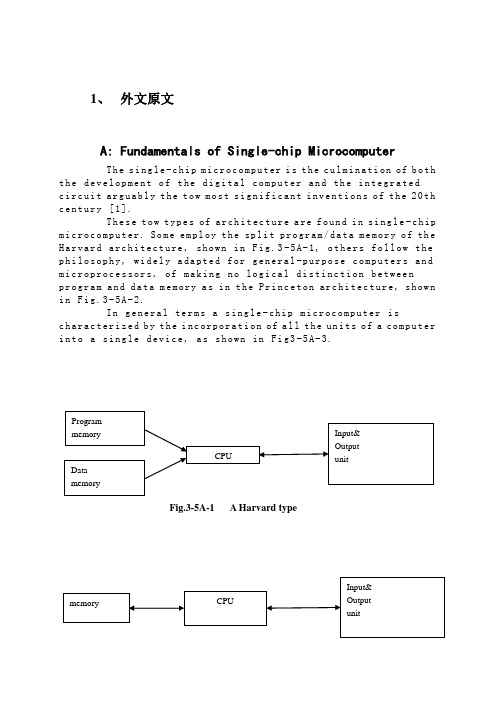
1外文原文A: Fundamentals of Single-chip MicrocomputerTh e si ng le-ch i p mi cr oc om pu ter is t he c ul mi nat i on o f bo th t h e d ev el op me nt o f th e d ig it al com p ut er an d t he int e gr at ed ci rc ui ta r gu ab ly th e t ow m os t s i gn if ic ant i nv en ti on s o f t h e 20t h c en tu ry[1].Th es e to w typ e s of a rc hi te ctu r e ar e fo un d i n s in gl e-ch ip m i cr oc om pu te r. So m e em pl oy t he sp l it p ro gr am/d ata me mo ry o f th e H a rv ar d ar ch it ect u re, sh ow n in Fi g.3-5A-1, o th ers fo ll ow t hep h il os op hy, wi del y a da pt ed f or ge n er al-p ur po se co m pu te rs a ndm i cr op ro ce ss o r s, of ma ki ng no lo gi c al di st in ct io n be tw ee n p ro gr am a n d da ta m em or y a s i n th e Pr in cet o n ar ch it ec tu re,sh ow n inF i g.3-5A-2.In g en er al te r ms a s in gl e-chi p m ic ro co mp ut er i sc h ar ac te ri zed b y the i nc or po ra tio n of al l t he uni t s o f a co mp ut er i n to a s in gl e d ev i ce, as s ho wn in Fi g3-5A-3.Fig.3-5A-1 A Harvard typeFig.3-5A-2. A conventional Princeton computerFig3-5A-3. Principal features of a microcomputerRead only memory (ROM).R OM i s u su al ly f or th e p er ma ne nt,n o n-vo la ti le s tor a ge o f an a pp lic a ti on s pr og ra m .M an ym i cr oc om pu te rs an d mi cr oc on tr ol le r s a re in t en de d fo r h ig h-v ol ume a p pl ic at i o ns a nd h en ce t he e co nom i ca l ma nu fa ct ure of t he d ev ic es r e qu ir es t ha t the co nt en ts o f the pr og ra m me mo ry b e co mm it te dp e rm an en tl y d ur in g th e m an uf ac tu re o f c hi ps . Cl ear l y, th is im pl ie sa ri g or ou s a pp roa c h t o R OM co de d e ve lo pm en t s in ce c ha ng es ca nn otb e m a d e af te r man u fa ct ur e .T hi s d e ve lo pm en t pr oce s s ma y in vo lv e e m ul at io n us in g a s op hi st ic at ed deve lo pm en t sy st em w i th a ha rd wa re e m ul at io n ca pa bil i ty a s we ll a s th e u se of po we rf ul so ft wa re t oo ls.So me m an uf act u re rs p ro vi de ad d it io na l RO M opt i on s byi n cl ud in g i n th ei r ra ng e de vi ce s wi th (or i nt en de d fo r us e wi th) u s er pr og ra mm ab le m em or y. Th e s im p le st of th es e i s us ua ll y d ev ice w h ic h ca n op er ate in a m ic ro pr oce s so r mo de b y usi n g so me o f th e i n pu t/ou tp ut li ne s as a n ad dr es s an d da ta b us f or acc e ss in g e xt er na l m e mo ry. T hi s t ype o f d ev ic e c an b e ha ve fu nc ti on al l y a s t he si ng le c h ip mi cr oc om pu te r fr om wh ic h i t i s de ri ve d a lb eit w it h r es tr ic ted I/O an d a mo di fie d e xt er na l ci rcu i t. T he u se o f t h es e RO Ml es sd e vi ce s is c om mo n e ve n in p ro du ct io n c ir cu it s wh er e t he v ol um e do es n o t ju st if y th e d e ve lo pm en t co sts of c us to m on-ch i p RO M[2];t he rec a n st il l b e a si g ni fi ca nt s a vi ng in I/O a nd ot he r c hi ps co mp ar ed t o a c on ve nt io nal mi cr op ro ce ss or b as ed c ir cu it. M o re e xa ctr e pl ac em en t fo r RO M d ev ic es c an b e o bt ai ne d in t he f o rm o f va ri an ts w i th 'pi gg y-ba ck'EP RO M(Er as ab le p ro gr am ma bl e ROM)s oc ke ts o rd e vi ce s w it h EP ROM i ns te ad o f R OM 。
电气工程及其自动化专业_外文文献_英文文献_外文翻译_plc方面
1、外文原文A: Fundamentals of Single-chip MicrocomputerTh e si ng le-c hi p m ic ro co mp ut er i s t he c ul mi na ti on of b oth t h e de ve lo pm en t o f t he d ig it al co m pu te r an d th e i n te gr at edc i rc ui t a rg ua bl y t h e to w m os t s ig ni f ic an t i nv en ti on s o f t he20th c e nt ur y [1].Th es e t ow ty pe s of ar ch it ec tu re a re fo un d i n s in g le-c hip m i cr oc om pu te r. So m e em pl oy t he spl i t pr og ra m/da ta m e mo ry o f th e H a rv ar d ar ch it ect u re, sh ow n in Fi g.3-5A-1, o th ers fo ll ow t he p h il os op hy, wi del y a da pt ed f or ge n er al-p ur po se co m pu te rs a nd m i cr op ro ce ss o r s, o f ma ki ng n o log i ca l di st in ct ion be tw ee np r og ra m an d d at a m e mo ry a s i n t he P r in ce to n ar ch ite c tu re, sh ow n i n F ig.3-5A-2.In g en er al te r ms a s in gl e-chi p m ic ro co mp ut er i sc h ar ac te ri zed b y t he i nc or po ra ti on of a ll t he un it s of a co mp ut er i n to a s in gl e d ev i ce, as s ho wn in Fi g3-5A-3.Fig.3-5A-1 A Harvard typeFig.3-5A-2. A conventional Princeton computerFig3-5A-3. Principal features of a microcomputerRead only memory (ROM).R OM i s us ua ll y f or th e p e rm an en t,n o n-vo la ti le s tor a ge o f an a pp lic a ti on s pr og ra m .M an ym i cr oc om pu te rs an d m ar e in te nd e d f or hi gh-v ol um e a p pl ic at io ns a n d he nc e t h e eco n om ic al m an uf act u re o f th e de vic e s re qu ir es t h at t he co nt en t s o f t he pr og ra m me m or y b e co mm it t ed pe rm a ne nt ly d u ri ng t he m an ufa c tu re o f ch ip s .Cl ea rl y, t hi s i m pl ie s ar i go ro us a pp ro ach to R OM c od e de ve l op me nt s in ce ch a ng es c an no t b e m ad e af te r m anu f a c tu re .Th is d ev e lo pm en t pr oc ess ma y in vo lv e e m ul at io n us in g a so ph is ti ca te d d e ve lo pm en t sy ste m w it h ah a rd wa re e mu la tio n c ap ab il it y as w el l as t he u se o f po we rf ul s o ft wa re t oo ls.So me m an uf act u re rs p ro vi de ad d it io na l RO M opt i on s byi n cl ud in g i n th eir r a n ge d ev ic es wi t h (or i nt en de d f o r u se w it h) u s er p ro gr am ma ble me mo ry. Th e sim p le st o f th es e i s u su al lyd e vi ce w hi ch c an o p er at e in a mi cro p ro ce ss or m od e b y u si ng s om e o f t he i np ut/o utp u t li ne s as a n a d dr es s an d da ta b us f ora c ce ss in g ex te rna l m em or y. T hi s t y pe o f de vi ce ca nb eh av ef u nc ti on al ly a s t h e si ng le ch ip mi cr oc om pu te r fro m w hi ch it is d e ri ve d al be it wi t h re st ri ct ed I/O a nd a m od if ied ex te rn alc i rc ui t. Th e u se o f th es ed ev ic es i s c om mo ne ve n i n pr od uc ti on c i rc ui ts wh er e t he vo lu me do es no t j us tif y t h e d ev el o pm en t c os ts o f c us to m o n-ch i p R OM[2];t he re c a n s ti ll be a s ig nif i ca nt sa vi ng i n I/O an d o th er c h ip s c om pa re d t o a co nv en ti on al mi c ro pr oc es so r b a se d ci rc ui t. Mo r e ex ac t re pl ace m en t fo r RO M dev i ce s ca n be o b ta in ed i n th e f o rm o f va ri an ts w it h 'p ig gy-b ack'E P RO M(Er as ab le pr o gr am ma bl e RO M )s oc ke ts o r d ev ic e s wi th EP RO M i n st ea d o f RO M 。
生产自动化毕业论文中英文资料外文翻译文献
生产自动化毕业论文中英文资料外文翻译文献随着科技的不断进步和人们对效率的追求,生产自动化已经成为现代工业的重要组成部份。
生产自动化通过引入先进的机械和电子设备,以及自动化控制系统,实现了生产过程的自动化和智能化。
本文将介绍一些关于生产自动化的研究和应用的外文翻译文献。
1. 文献一:《生产自动化的发展与趋势》这篇文献介绍了生产自动化的发展历程和未来的趋势。
文章指出,生产自动化的发展可以追溯到20世纪初,随着电子技术和计算机技术的不断进步,生产自动化得到了快速发展。
未来,生产自动化将更加注重智能化和柔性化,以适应不断变化的市场需求。
2. 文献二:《生产自动化在汽车创造业中的应用》这篇文献探讨了生产自动化在汽车创造业中的应用。
文章指出,汽车创造业是生产自动化的典型应用领域之一。
通过引入机器人和自动化生产线,汽车创造商可以大大提高生产效率和产品质量。
此外,生产自动化还可以减少人力成本和人为错误。
3. 文献三:《生产自动化对工作环境和员工的影响》这篇文献研究了生产自动化对工作环境和员工的影响。
文章指出,尽管生产自动化可以提高生产效率,但它也带来了一些负面影响。
例如,自动化设备的噪音和振动可能对员工的健康造成影响。
此外,自动化还可能导致一些工人失去工作机会。
因此,为了最大限度地发挥生产自动化的优势,必须采取适当的安全措施和培训计划。
4. 文献四:《生产自动化在食品加工行业中的应用》这篇文献讨论了生产自动化在食品加工行业中的应用。
文章指出,食品加工是一个复杂而繁琐的过程,生产自动化可以大大提高生产效率和产品质量。
通过引入自动化设备和控制系统,食品加工商可以减少人为错误和污染风险。
此外,生产自动化还可以实现对食品生产过程的精确控制和监测。
5. 文献五:《生产自动化在医药创造业中的应用》这篇文献探讨了生产自动化在医药创造业中的应用。
文章指出,医药创造是一个高度精细和复杂的过程,生产自动化可以提高生产效率和产品质量的同时,确保药品的安全和一致性。
自动化外文参考文献(精选120个最新)
自动化外文参考文献(精选120个最新)自动化外文参考文献(精选120个最新)本文关键词:外文,参考文献,自动化,精选,最新自动化外文参考文献(精选120个最新)本文简介:自动化(Automation)是指机器设备、系统或过程(生产、管理过程)在没有人或较少人的直接参与下,按照人的要求,经过自动检测、信息处理、分析判断、操纵控制,实现业绩预期的目标的过程。
下面是搜索整理的关于自动化参考文献,欢迎借鉴参考。
自动化外文释义一:[1]NazriNasir,Sha自动化外文参考文献(精选120个最新)本文内容:自动化(Automation)是指机器设备、系统或过程(生产、管理过程)在没有人或较少人的直接参与下,按照人的要求,经过自动检测、信息处理、分析判断、操纵控制,实现预期的目标的过程。
下面是搜索整理的关于自动化后面外文参考文献,欢迎借鉴参考。
自动化外文引文一:[1]Nazri Nasir,Shabudin Mat. An automated visual tracking measurement for quantifying wing and body motion of free-flying houseflies[J]. Measurement,2021,143.[2]Rishikesh Kulkarni,Earu Banoth,Parama Pal. Automated surface feature detection using fringe projection: An autoregressive modeling-based approach[J]. Optics and Lasers in Engineering,2021,121.[3]Tengyue Fang,Peicong Li,Kunning Lin,NengwangChen,Yiyong Jiang,Jixin Chen,Dongxing Yuan,Jian Ma. Simultaneous underway analysis of nitrate and nitrite inestuarine and coastal waters using an automated integrated syringe-pump-based environmental-water analyzer[J]. Analytica Chimica Acta,2021,1076.[4]Shengfeng Chen,Jian Liu,Xiaosong Zhang,XinyuSuo,Enhui Lu,Jilong Guo,Jianxun Xi. Development ofpositioning system for Nuclear-fuel rod automated assembly[J]. Robotics and Computer Integrated Manufacturing,2021,61.[5]Cheng-Ta Lee,Yu-Ching Lee,Albert Y. Chen. In-building automated external defibrillator location planning and assessment through building information models[J]. Automation in Construction,2021,106.[6]Torgeir Aleti,Jason I. Pallant,Annamaria Tuan,Tom van Laer. Tweeting with the Stars: Automated Text Analysis of the Effect of Celebrity Social Media ications on ConsumerWord of Mouth[J]. Journal of Interactive Marketing,2021,48.[7]Daniel Bacioiu,Geoff Melton,MayorkinosPapaelias,Rob Shaw. Automated defect classification of SS304 TIG welding process using visible spectrum camera and machine learning[J]. NDT and E International,2021,107.[8]Marcus von der Au,Max Schwinn,KatharinaKuhlmeier,Claudia Büchel,Bj?rn Meermann. Development of an automated on-line purification HPLC single cell-ICP-MS approach for fast diatom analysis[J]. Analytica ChimicaActa,2021,1077.[9]Jitendra Mehar,Ajam Shekh,Nethravathy M. U.,R. Sarada,Vikas Singh Chauhan,Sandeep Mudliar. Automation ofpilot-scale open raceway pond: A case study of CO 2 -fed pHcontrol on Spirulina biomass, protein and phycocyanin production[J]. Journal of CO2 Utilization,2021,33.[10]John T. Sloop,Henry J.B. Bonilla,TinaHarville,Bradley T. Jones,George L. Donati. Automated matrix-matching calibration using standard dilution analysis withtwo internal standards and a simple three-port mixing chamber[J]. Talanta,2021,205.[11]Daniel J. Spade,Cathy Yue Bai,ChristyLambright,Justin M. Conley,Kim Boekelheide,L. Earl Gray. Corrigendum to “Validation of an automated counting procedure for phthalate-induced testicular multinucleated germ cells” [Toxicol. Lett. 290 (2021) 55–61][J]. Toxicology Letters,2021,313.[12]Christian P. Janssen,Shamsi T. Iqbal,Andrew L. Kun,Stella F. Donker. Interrupted by my car? Implications of interruption and interleaving research for automatedvehicles[J]. International Journal of Human - Computer Studies,2021,130.[13]Seunguk Lee,Si Kuan Thio,Sung-Yong Park,Sungwoo Bae. An automated 3D-printed smartphone platform integrated with optoelectrowetting (OEW) microfluidic chip for on-site monitoring of viable algae in water[J]. Harmful Algae,2021,88.[14]Yuxia Duan,Shicai Liu,Caiqi Hu,Junqi Hu,Hai Zhang,Yiqian Yan,Ning Tao,Cunlin Zhang,Xavier Maldague,Qiang Fang,Clemente Ibarra-Castanedo,Dapeng Chen,Xiaoli Li,Jianqiao Meng. Automated defect classification in infrared thermography based on a neural network[J]. NDT and E International,2021,107.[15]Alex M. Pagnozzi,Jurgen Fripp,Stephen E. Rose. Quantifying deep grey matter atrophy using automated segmentation approaches: A systematic review of structural MRI studies[J]. NeuroImage,2021,201.[16]Jin Ye,Zhihong Xuan,Bing Zhang,Yu Wu,LiLi,Songshan Wang,Gang Xie,Songxue Wang. Automated analysis of ochratoxin A in cereals and oil by iaffinity magnetic beads coupled to UPLC-FLD[J]. Food Control,2021,104.[17]Anne Bech Risum,Rasmus Bro. Using deep learning to evaluate peaks in chromatographic data[J].Talanta,2021,204.[18]Faris Elghaish,Sepehr Abrishami,M. Reza Hosseini,Soliman Abu-Samra,Mark Gaterell. Integrated project delivery with BIM: An automated EVM-based approach[J]. Automation in Construction,2021,106.[19]Carl J. Pearson,Michael Geden,Christopher B. Mayhorn. Who's the real expert here? Pedigree's unique bias on trust between human and automated advisers[J]. Applied Ergonomics,2021,81.[20]Vibhas Mishra,Dani?l M.J. Peeters,Mostafa M. Abdalla. Stiffness and buckling analysis of variablestiffness laminates including the effect of automated fibre placement defects[J]. Composite Structures,2021,226.[21]Jenny S. Wesche,Andreas Sonderegger. When computers take the lead: The automation of leadership[J]. Computers in Human Behavior,2021,101.[22]Murat Ayaz,Hüseyin Yüksel. Design of a new cost-efficient automation system for gas leak detection in industrial buildings[J]. Energy & Buildings,2021,200.[23]Stefan A. Mann,Juliane Heide,Thomas Knott,Razvan Airini,Florin Bogdan Epureanu,Alexandru-FlorianDeftu,Antonia-Teona Deftu,Beatrice Mihaela Radu,Bogdan Amuzescu. Recording of multiple ion current components and action potentials in human induced pluripotent stem cell-derived cardiomyocytes via automated patch-clamp[J]. Journal of Pharmacological and Toxicological Methods,2021,100.[24]Rhar? de Almeida Cardoso,Alexandre Cury,Flavio Barbosa. Automated real-time damage detection strategy using raw dynamic measurements[J]. Engineering Structures,2021,196.[25]Mengmeng Zhong,Tielong Wang,Chengdu Qi,Guilong Peng,Meiling Lu,Jun Huang,Lee Blaney,Gang Yu. Automated online solid-phase extraction liquid chromatography tandem mass spectrometry investigation for simultaneous quantification of per- and polyfluoroalkyl substances, pharmaceuticals and personal care products, and organophosphorus flame retardants in environmental waters[J]. Journal of Chromatography A,2021,1602.[26]Pau Climent-Pér ez,Susanna Spinsante,Alex Mihailidis,Francisco Florez-Revuelta. A review on video-based active and assisted living technologies for automated lifelogging[J]. Expert Systems With Applications,2021,139.[27]William Snyder,Marisa Patti,Vanessa Troiani. An evaluation of automated tracing for orbitofrontal cortexsulcogyral pattern typing[J]. Journal of Neuroscience Methods,2021,326.[28]Juan Manuel Davila Delgado,LukumonOyedele,Anuoluwapo Ajayi,Lukman Akanbi,OlugbengaAkinade,Muhammad Bilal,Hakeem Owolabi. Robotics and automated systems in construction: Understanding industry-specific challenges for adoption[J]. Journal of Building Engineering,2021,26.[29]Mohamed Taher Alrefaie,Stever Summerskill,Thomas W Jackon. In a heart beat: Using driver’s physiological changes to determine the quality of a takeover in highly automated vehicles[J]. Accident Analysis andPrevention,2021,131.[30]Tawseef Ayoub Shaikh,Rashid Ali. Automated atrophy assessment for Alzheimer's disease diagnosis from brain MRI images[J]. Magnetic Resonance Imaging,2021,62.自动化外文参考文献二:[31]Vaanathi Sundaresan,Giovanna Zamboni,Campbell Le Heron,Peter M. Rothwell,Masud Husain,Marco Battaglini,Nicola De Stefano,Mark Jenkinson,Ludovica Griffanti. Automatedlesion segmentation with BIANCA: Impact of population-level features, classification algorithm and locally adaptive thresholding[J]. NeuroImage,2021,202.[32]Ho-Jun Suk,Edward S. Boyden,Ingrid van Welie. Advances in the automation of whole-cell patch clamp technology[J]. Journal of Neuroscience Methods,2021,326.[33]Ivana Duznovic,Mathias Diefenbach,Mubarak Ali,Tom Stein,Markus Biesalski,Wolfgang Ensinger. Automated measuring of mass transport through synthetic nanochannels functionalized with polyelectrolyte porous networks[J]. Journal of Membrane Science,2021,591.[34]James A.D. Cameron,Patrick Savoie,Mary E.Kaye,Erik J. Scheme. Design considerations for the processing system of a CNN-based automated surveillance system[J]. Expert Systems With Applications,2021,136.[35]Ebrahim Azadniya,Gertrud E. Morlock. Automated piezoelectric spraying of biological and enzymatic assays for effect-directed analysis of planar chromatograms[J]. Journal of Chromatography A,2021,1602.[36]Lilla Z?llei,Camilo Jaimes,Elie Saliba,P. Ellen Grant,Anastasia Yendiki. TRActs constrained by UnderLying INfant anatomy (TRACULInA): An automated probabilistic tractography tool with anatomical priors for use in the newborn brain[J]. NeuroImage,2021,199.[37]Kate?ina Fikarová,David J. Cocovi-Solberg,María Rosende,Burkhard Horstkotte,Hana Sklená?ová,Manuel Miró. A flow-based platform hyphenated to on-line liquid chromatography for automatic leaching tests of chemical additives from microplastics into seawater[J]. Journal of Chromatography A,2021,1602.[38]Darko ?tern,Christian Payer,Martin Urschler. Automated age estimation from MRI volumes of the hand[J]. Medical Image Analysis,2021,58.[39]Jacques Blum,Holger Heumann,Eric Nardon,Xiao Song. Automating the design of tokamak experiment scenarios[J]. Journal of Computational Physics,2021,394.[40]Elton F. de S. Soares,Carlos Alberto V.Campos,Sidney C. de Lucena. Online travel mode detection method using automated machine learning and feature engineering[J]. Future Generation Computer Systems,2021,101.[41]M. Marouli,S. Pommé. Autom ated optical distance measurements for counting at a defined solid angle[J].Applied Radiation and Isotopes,2021,153.[42]Yi Dai,Zhen-Hua Yu,Jian-Bo Zhan,Bao-Shan Yue,Jiao Xie,Hao Wang,Xin-Sheng Chai. Determination of starch gelatinization temperatures by an automated headspace gas chromatography[J]. Journal of Chromatography A,2021,1602.[43]Marius Tarp?,Tobias Friis,Peter Olsen,MartinJuul,Christos Georgakis,Rune Brincker. Automated reduction of statistical errors in the estimated correlation functionmatrix for operational modal analysis[J]. Mechanical Systems and Signal Processing,2021,132.[44]Wenxia Dai,Bisheng Yang,Xinlian Liang,ZhenDong,Ronggang Huang,Yunsheng Wang,Wuyan Li. Automated fusionof forest airborne and terrestrial point clouds throughcanopy density analysis[J]. ISPRS Journal of Photogrammetry and Remote Sensing,2021,156.[45]Jyh-Haur Woo,Marcus Ang,Hla Myint Htoon,Donald Tan. Descemet Membrane Endothelial Keratoplasty Versus Descemet Stripping Automated Endothelial Keratoplasty andPenetrating Keratoplasty[J]. American Journal of Ophthalmology,2021,207.[46]F. Wilde,S. Marsen,T. Stange,D. Moseev,J.W. Oosterbeek,H.P. Laqua,R.C. Wolf,K. Avramidis,G.Gantenbein,I.Gr. Pagonakis,S. Illy,J. Jelonnek,M.K. Thumm,W7-X team. Automated mode recovery for gyrotrons demonstrated at Wendelstein 7-X[J]. Fusion Engineering and Design,2021,148.[47]Andrew Kozbial,Lekhana Bhandary,Shashi K. Murthy. Effect of yte seeding density on dendritic cell generation in an automated perfusion-based culture system[J]. Biochemical Engineering Journal,2021,150.[48]Wen-Hao Su,Steven A. Fennimore,David C. Slaughter. Fluorescence imaging for rapid monitoring of translocation behaviour of systemic markers in snap beans for automatedcrop/weed discrimination[J]. Biosystems Engineering,2021,186.[49]Ki-Taek Lim,Dinesh K. Patel,Hoon Se,JanghoKim,Jong Hoon Chung. A fully automated bioreactor system for precise control of stem cell proliferation anddifferentiation[J]. Biochemical Engineering Journal,2021,150.[50]Mitchell L. Cunningham,Michael A. Regan,Timothy Horberry,Kamal Weeratunga,Vinayak Dixit. Public opinion about automated vehicles in Australia: Results from a large-scale national survey[J]. Transportation Research Part A,2021,129.[51]Yi Xie,Qiaobei You,Pingyang Dai,Shuyi Wang,Peiyi Hong,Guokun Liu,Jun Yu,Xilong Sun,Yongming Zeng. How to achieve auto-identification in Raman analysis by spectral feature extraction & Adaptive Hypergraph[J].Spectrochimica Acta Part A: Molecular and Biomolecular Spectroscopy,2021,222.[52]Ozal Yildirim,Muhammed Talo,Betul Ay,Ulas Baran Baloglu,Galip Aydin,U. Rajendra Acharya. Automated detection of diabetic subject using pre-trained 2D-CNN models with frequency spectrum images extracted from heart ratesignals[J]. Computers in Biology and Medicine,2021,113.[53]Marius Kern,Laura Tusa,Thomas Lei?ner,Karl Gerald van den Boogaart,Jens Gutzmer. Optimal sensor selection for sensor-based sorting based on automated mineralogy data[J]. Journal of Cleaner Production,2021,234.[54]Karim Keddadouche,Régis Braucher,Didier L.Bourlès,Mélanie Baroni,Valéry Guillou,La?titia Léanni,Georges Auma?tre. Design and performance of an automated chemical extraction bench for the preparation of 10 Be and 26 Al targets to be analyzed by accelerator mass spectrometry[J]. Nuclear Inst. and Methods in Physics Research, B,2021,456.[55]Christian P. Janssen,Stella F. Donker,Duncan P. Brumby,Andrew L. Kun. History and future of human-automation interaction[J]. International Journal of Human - Computer Studies,2021,131.[56]Victoriya Orlovskaya,Olga Fedorova,Michail Nadporojskii,Raisa Krasikova. A fully automated azeotropic drying free synthesis of O -(2-[ 18 F]fluoroethyl)- l -tyrosine ([ 18 F]FET) using tetrabutylammonium tosylate[J]. Applied Radiation and Isotopes,2021,152.[57]Dinesh Krishnamoorthy,Kjetil Fjalestad,Sigurd Skogestad. Optimal operation of oil and gas production usingsimple feedback control structures[J]. Control Engineering Practice,2021,91.[58]Nick Oliver,Thomas Calvard,Kristina Poto?nik. Safe limits, mindful organizing and loss of control in commercial aviation[J]. Safety Science,2021,120.[59]Bo Sui,Nils Lubbe,Jonas B?rgman. A clustering approach to developing car-to-two-wheeler test scenarios for the assessment of Automated Emergency Braking in China using in-depth Chinese crash data[J]. Accident Analysis and Prevention,2021,132.[60]Ji-Seok Yoon,Eun Young Choi,Maliazurina Saad,Tae-Sun Choi. Automated integrated system for stained neuron detection: An end-to-end framework with a high negative predictive rate[J]. Computer Methods and Programs in Biomedicine,2021,180.自动化外文参考文献八:[61]Min Wang,Barbara E. Glick-Wilson,Qi-Huang Zheng. Facile fully automated radiosynthesis and quality control of O -(2-[ 18 F]fluoroethyl)- l -tyrosine ([ 18 F]FET) for human brain tumor imaging[J]. Applied Radiation andIsotopes,2021,154.[62]Fabian Pütz,Finbarr Murphy,Martin Mullins,LisaO'Malley. Connected automated vehicles and insurance: Analysing future market-structure from a business ecosystem perspective[J]. Technology in Society,2021,59.[63]Victoria A. Banks,Neville A. Stanton,Katherine L. Plant. Who is responsible for automated driving? A macro-level insight into automated driving in the United Kingdom using the Risk Management Framework and Social NetworkAnalysis[J]. Applied Ergonomics,2021,81.[64]Yingjun Ye,Xiaohui Zhang,Jian Sun. Automated vehicle’s behavior decision making using deep reinforcement learning and high-fidelity simulation environment[J]. Transportation Research Part C,2021,107.[65]Hasan Alkaf,Jameleddine Hassine,TahaBinalialhag,Daniel Amyot. An automated change impact analysis approach for User Requirements Notation models[J]. TheJournal of Systems & Software,2021,157.[66]Zonghua Luo,Jiwei Gu,Robert C. Dennett,Gregory G. Gaehle,Joel S. Perlmutter,Delphine L. Chen,Tammie L.S. Benzinger,Zhude Tu. Automated production of a sphingosine-1 phosphate receptor 1 (S1P1) PET radiopharmaceutical [ 11C]CS1P1 for human use[J]. Applied Radiation andIsotopes,2021,152.[67]Sarfraz Qureshi,Wu Jiacheng,Jeroen Anton van Kan. Automated alignment and focusing system for nuclear microprobes[J]. Nuclear Inst. and Methods in Physics Research, B,2021,456.[68]Srikanth Sagar Bangaru,Chao Wang,MarwaHassan,Hyun Woo Jeon,Tarun Ayiluri. Estimation of the degreeof hydration of concrete through automated machine learning based microstructure analysis – A study on effect of image magnification[J]. Advanced Engineering Informatics,2021,42.[69]Fang Tengyue,Li Peicong,Lin Kunning,Chen Nengwang,Jiang Yiyong,Chen Jixin,Yuan Dongxing,Ma Jian. Simultaneous underway analysis of nitrate and nitrite in estuarine and coastal waters using an automated integrated syringe-pump-based environmental-water analyzer.[J]. Analytica chimica acta,2021,1076.[70]Ramos Inês I,Carl Peter,Schneider RudolfJ,Segundo Marcela A. Automated lab-on-valve sequential injection ELISA for determination of carbamazepine.[J]. Analytica chimica acta,2021,1076.[71]Au Marcus von der,Schwinn Max,Kuhlmeier Katharina,Büchel Claudia,Meermann Bj?rn. Development of an automated on-line purification HPLC single cell-ICP-MS approach for fast diatom analysis.[J]. Analytica chimica acta,2021,1077.[72]Risum Anne Bech,Bro Rasmus. Using deep learning to evaluate peaks in chromatographic data.[J].Talanta,2021,204.[73]Spade Daniel J,Bai Cathy Yue,LambrightChristy,Conley Justin M,Boekelheide Kim,Gray L Earl. Corrigendum to "Validation of an automated counting procedure for phthalate-induced testicular multinucleated germ cells" [Toxicol. Lett. 290 (2021) 55-61].[J]. Toxicologyletters,2021,313.[74]Zhong Mengmeng,Wang Tielong,Qi Chengdu,Peng Guilong,Lu Meiling,Huang Jun,Blaney Lee,Yu Gang. Automated online solid-phase extraction liquid chromatography tandem mass spectrometry investigation for simultaneousquantification of per- and polyfluoroalkyl substances, pharmaceuticals and personal care products, and organophosphorus flame retardants in environmental waters.[J]. Journal of chromatography. A,2021,1602.[75]Stein Christopher J,Reiher Markus. autoCAS: A Program for Fully Automated MulticonfigurationalCalculations.[J]. Journal of computationalchemistry,2021,40(25).[76]Alrefaie Mohamed Taher,Summerskill Stever,Jackon Thomas W. In a heart beat: Using driver's physiological changes to determine the quality of a takeover in highly automated vehicles.[J]. Accident; analysis andprevention,2021,131.[77]Shaikh Tawseef Ayoub,Ali Rashid. Automatedatrophy assessment for Alzheimer's disease diagnosis frombrain MRI images.[J]. Magnetic resonance imaging,2021,62.[78]Xie Yi,You Qiaobei,Dai Pingyang,Wang Shuyi,Hong Peiyi,Liu Guokun,Yu Jun,Sun Xilong,Zeng Yongming. How to achieve auto-identification in Raman analysis by spectral feature extraction & Adaptive Hypergraph.[J]. Spectrochimica acta. Part A, Molecular and biomolecular spectroscopy,2021,222.[79]Azadniya Ebrahim,Morlock Gertrud E. Automated piezoelectric spraying of biological and enzymatic assays for effect-directed analysis of planar chromatograms.[J]. Journal of chromatography. A,2021,1602.[80]Fikarová Kate?ina,Cocovi-Solberg David J,Rosende María,Horstkotte Burkhard,Sklená?ová Hana,Miró Manuel. Aflow-based platform hyphenated to on-line liquid chromatography for automatic leaching tests of chemical additives from microplastics into seawater.[J]. Journal of chromatography. A,2021,1602.[81]Moitra Dipanjan,Mandal Rakesh Kr. Automated AJCC (7th edition) staging of non-small cell lung cancer (NSCLC) using deep convolutional neural network (CNN) and recurrent neural network (RNN).[J]. Health information science and systems,2021,7(1).[82]Ramos-Payán María. Liquid - Phase microextraction and electromembrane extraction in millifluidic devices:A tutorial.[J]. Analytica chimica acta,2021,1080.[83]Z?llei Lilla,Jaimes Camilo,Saliba Elie,Grant P Ellen,Yendiki Anastasia. TRActs constrained by UnderLying INfant anatomy (TRACULInA): An automated probabilistic tractography tool with anatomical priors for use in the newborn brain.[J]. NeuroImage,2021,199.[84]Sedghi Gamechi Zahra,Bons Lidia R,Giordano Marco,Bos Daniel,Budde Ricardo P J,Kofoed Klaus F,Pedersen Jesper Holst,Roos-Hesselink Jolien W,de Bruijne Marleen. Automated 3D segmentation and diameter measurement of the thoracic aorta on non-contrast enhanced CT.[J]. European radiology,2021,29(9).[85]Smith Claire,Galland Barbara C,de Bruin Willemijn E,Taylor Rachael W. Feasibility of Automated Cameras to Measure Screen Use in Adolescents.[J]. American journal of preventive medicine,2021,57(3).[86]Lambert Marie-?ve,Arsenault Julie,AudetPascal,Delisle Benjamin,D'Allaire Sylvie. Evaluating an automated clustering approach in a perspective of ongoing surveillance of porcine reproductive and respiratory syndrome virus (PRRSV) field strains.[J]. Infection, genetics and evolution : journal of molecular epidemiology and evolutionary genetics in infectious diseases,2021,73.[87]Slanetz Priscilla J. Does Computer-aided Detection Help in Interpretation of Automated Breast US?[J]. Radiology,2021,292(3).[88]Sander Laura,Pezold Simon,Andermatt Simon,Amann Michael,Meier Dominik,Wendebourg Maria J,Sinnecker Tim,Radue Ernst-Wilhelm,Naegelin Yvonne,Granziera Cristina,Kappos Ludwig,Wuerfel Jens,Cattin Philippe,Schlaeger Regina. Accurate, rapid and reliable, fully automated MRI brainstem segmentation for application in multiple sclerosis and neurodegenerative diseases.[J]. Human brainmapping,2021,40(14).[89]Pajkossy Péter,Sz?ll?si ?gnes,Racsmány Mihály. Retrieval practice decreases processing load of recall: Evidence revealed by pupillometry.[J]. International journal of psychophysiology : official journal of the International Organization of Psychophysiology,2021,143.[90]Kaiser Eric A,Igdalova Aleksandra,Aguirre Geoffrey K,Cucchiara Brett. A web-based, branching logic questionnaire for the automated classification ofmigraine.[J]. Cephalalgia : an international journal of headache,2021,39(10).自动化外文参考文献四:[91]Kim Jin Ju,Park Younhee,Choi Dasom,Kim Hyon Suk. Performance Evaluation of a New Automated Chemiluminescent Ianalyzer-Based Interferon-Gamma Releasing Assay AdvanSure I3 in Comparison With the QuantiFERON-TB Gold In-Tube Assay.[J]. Annals of laboratory medicine,2021,40(1).[92]Yang Shanling,Gao Xican,Liu Liwen,Shu Rui,Yan Jingru,Zhang Ge,Xiao Yao,Ju Yan,Zhao Ni,Song Hongping. Performance and Reading Time of Automated Breast US with or without Computer-aided Detection.[J]. Radiology,2021,292(3).[93]Hung Andrew J,Chen Jian,Ghodoussipour Saum,OhPaul J,Liu Zequn,Nguyen Jessica,Purushotham Sanjay,Gill Inderbir S,Liu Yan. A deep-learning model using automated performance metrics and clinical features to predict urinary continence recovery after robot-assisted radical prostatectomy.[J]. BJU international,2021,124(3).[94]Kim Ryan S,Kim Gene. Double Descemet Stripping Automated Endothelial Keratoplasty (DSAEK): Secondary DSAEK Without Removal of the Failed Primary DSAEK Graft.[J]. Ophthalmology,2021,126(9).[95]Sargent Alexandra,Theofanous Ioannis,Ferris Sarah. Improving laboratory workflow through automated pre-processing of SurePath specimens for human papillomavirus testing with the Abbott RealTime assay.[J]. Cytopathology : official journal of the British Society for Clinical Cytology,2021,30(5).[96]Saba Tanzila. Automated lung nodule detection and classification based on multiple classifiers voting.[J]. Microscopy research and technique,2021,82(9).[97]Ivan D. Welsh,Jane R. Allison. Automated simultaneous assignment of bond orders and formal charges[J]. Journal of Cheminformatics,2021,11(1).[98]Willem Jespers,MauricioEsguerra,Johan ?qvist,Hugo Gutiérrez-de-Terán. QligFEP: an automated workflow for small molecule free energycalculations in Q[J]. Journal of Cheminformatics,2021,11(1).[99]Manav Raj,Robert Seamans. Primer on artificial intelligence and robotics[J]. Journal of OrganizationDesign,2021,8(1).[100]Yvette Pronk,Peter Pilot,Justus M.Brinkman,Ronald J. Heerwaarden,Walter Weegen. Response rate and costs for automated patient-reported outcomes collection alone compared to combined automated and manual collection[J]. Journal of Patient-Reported Outcomes,2021,3(1).[101]Tristan Martin,Ana?s Moyon,Cyril Fersing,Evan Terrier,Aude Gouillet,Fabienne Giraud,BenjaminGuillet,Philippe Garrigue. Have you looked for “stranger things” in your automated PET dose dispensing system? A process and operators qualification scheme[J]. EJNMMI Radiopharmacy and Chemistry,2021,4(1).[102]Manuel Peuster,Michael Marchetti,Ger ardo García de Blas,Holger Karl. Automated testing of NFV orchestrators against carrier-grade multi-PoP scenarios using emulation-based smoke testing[J]. EURASIP Journal on Wireless ications and Networking,2021,2021(1).[103]R. Ferrús,O. Sallent,J. Pérez-Romero,R. Agustí. On the automation of RAN slicing provisioning: solution framework and applicability examples[J]. EURASIP Journal on Wireless ications and Networking,2021,2021(1).[104]Duo Li,Peter Wagner. Impacts of gradual automated vehicle penetration on motorway operation: a comprehensive evaluation[J]. European Transport Research Review,2021,11(1).[105]Abel Gómez,Ricardo J. Rodríguez,María-Emilia Cambronero,Valentín Valero. Profiling the publish/subscribe paradigm for automated analysis using colored Petri nets[J]. Software & Systems Modeling,2021,18(5).[106]Dipanjan Moitra,Rakesh Kr. Mandal. Automated AJCC (7th edition) staging of non-small cell lung cancer (NSCLC) using deep convolutional neural network (CNN) and recurrent neural network (RNN)[J]. Health Information Science and Systems,2021,7(1).[107]Marta D’Alonzo,Laura Martincich,Agnese Fenoglio,Valentina Giannini,Lisa Cellini,ViolaLiberale,Nicoletta Biglia. Nipple-sparing mastectomy: external validation of a three-dimensional automated method to predict nipple occult tumour involvement on preoperative breast MRI[J]. European Radiology Experimental,2021,3(1).[108]N. V. Dozmorov,A. S. Bogomolov,A. V. Baklanov. An Automated Apparatus for Measuring Spectral Dependences ofthe Mass Spectra and Velocity Map Images of Photofragments[J]. Instruments and Experimental Techniques,2021,62(4).[109]Zhiqiang Sun,Bingzhao Gao,Jiaqi Jin,Kazushi Sanada. Modelling, Analysis and Simulation of a Novel Automated Manual Transmission with Gearshift Assistant Mechanism[J]. International Journal of Automotive Technology,2021,20(5).[110]Andrés Vega,Mariano Córdoba,Mauricio Castro-Franco,Mónica Balzarini. Protocol for automating errorremoval from yield maps[J]. Precision Agriculture,2021,20(5).[111]Bethany L. Lussier,DaiWai M. Olson,Venkatesh Aiyagari. Automated Pupillometry in Neurocritical Care: Research and Practice[J]. Current Neurology and Neuroscience Reports,2021,19(10).[112] B. Haskali,Peter D. Roselt,David Binns,Amit Hetsron,Stan Poniger,Craig A. Hutton,Rodney J. Hicks. Automated preparation of clinical grade [ 68 Ga]Ga-DOTA-CP04, a cholecystokinin-2 receptor agonist, using iPHASE MultiSyn synthesis platform[J]. EJNMMI Radiopharmacy andChemistry,2021,4(1).[113]Ju Hyun Ahn,Minho Na,Sungkwan Koo,HyunsooChun,Inhwan Kim,Jong Won Hur,Jae Hyuk Lee,Jong G. Ok. Development of a fully automated desktop chemical vapor deposition system for programmable and controlled carbon nanotube growth[J]. Micro and Nano Systems Letters,2021,7(1).[114]Kamellia Shahi,Brenda Y. McCabe,Arash Shahi. Framework for Automated Model-Based e-Permitting System forMunicipal Jurisdictions[J]. Journal of Management in Engineering,2021,35(6).[115]Ahmed Khalafallah,Yasmin Shalaby. Change Orders: Automating Comparative Data Analysis and Controlling Impacts in Public Projects[J]. Journal of Construction Engineering and Management,2021,145(11).[116]José ?. Martínez-Huertas,OlgaJastrzebska,Ricardo Olmos,José A. León. Automated summary evaluation with inbuilt rubric method: An alternative to constructed responses and multiple-choice testsassessments[J]. Assessment & Evaluation in Higher Education,2021,44(7).[117]Samsonov,Koshel,Walther,Jenny. Automated placement of supplementary contour lines[J]. International Journal of Geographical Information Science,2021,33(10).[118]Veronika V. Odintsova,Peter J. Roetman,Hill F. Ip,René Pool,Camiel M. Van der Laan,Klodiana-DaphneTona,Robert R.J.M. Vermeiren,Dorret I. Boomsma. Genomics of human aggression: current state of genome-wide studies and an automated systematic review tool[J]. PsychiatricGenetics,2021,29(5).[119]Sebastian Eggert,Dietmar W Hutmacher. In vitro disease models 4.0 via automation and high-throughput processing[J]. Biofabrication,2021,11(4).[120]Asad Mahmood,Faizan Ahmad,Zubair Shafiq,Padmini Srinivasan,Fareed Zaffar. A Girl Has No Name: Automated Authorship Obfuscation using Mutant-X[J]. Proceedings on Privacy Enhancing Technologies,2021,2021(4).。
机械设计制造及其自动化参考文献英文

机械设计制造及其自动化参考文献英文机械设计制造及其自动化参考文献英文:1. Chen, J., & Mei, X. (2016). A review of intelligent manufacturing in the context of Industry 4.0: From the perspective of quality management. Engineering, 2(4), 431-439.这篇文章回顾了智能制造在工业4.0背景下的发展,并从质量管理的角度进行了分析。
2. Wu, D., & Rosen, D. W. (2015). Cloud-based design and manufacturing: A new paradigm in digital manufacturing and design innovation. Computer-Aided Design, 59, 1-14.该研究探讨了基于云计算的设计和制造,认为这是数字制造和设计创新的新范式。
3. Wang, L., Trngren, M., & Onori, M. (2015). Current status and advancement of cyber-physical systems in manufacturing. Journal of Manufacturing Systems, 37, 517-527.这篇文章综述了制造业中物联网技术的现状和进展,强调了制造业中的网络化和物理化系统。
4. Xie, Y. M., & Shi, Y. (2008). A survey of intelligence-based manufacturing: Origins, concepts, and trends. IEEE Transactions on Industrial Informatics, 4(2), 102-120.该文章综述了智能制造的起源、概念和趋势,并对智能制造的方法和技术进行了详细描述。
自动化的英语作文
自动化的英语作文Title: The Advantages of Automation。
Automation refers to the use of technology to perform tasks with minimal human intervention. This can include anything from robotic assembly lines in manufacturing to automatic bill payments in personal finance. The rise of automation has had a profound impact on various aspects of our lives, and its benefits are numerous.One of the key advantages of automation is increased efficiency. Machines and technology are able to perform tasks at a much faster rate than humans, and they can do so consistently without the need for breaks or rest. This means that businesses and industries can produce more goods and services in a shorter amount of time, leading to increased productivity and profitability. In addition, automation can also reduce the occurrence of errors and mistakes, as machines are programmed to perform tasks with precision and accuracy.Another benefit of automation is cost savings. Whilethe initial investment in automation technology may be high, the long-term savings can be substantial. By replacing human labor with machines, businesses can reduce theirlabor costs, as well as the costs associated with employee benefits and training. In addition, automation can alsolead to savings in terms of energy consumption, as machines are often more energy-efficient than human workers.Automation also has the potential to improve safety in various industries. By taking over dangerous or repetitive tasks, machines can help reduce the risk of workplace accidents and injuries. For example, in the manufacturing sector, robots can handle tasks that involve heavy liftingor exposure to hazardous materials, keeping human workers out of harm's way. This not only protects workers, but it also reduces the financial burden on companies in terms of worker compensation and insurance costs.Furthermore, automation can lead to higher quality products and services. Machines are able to perform taskswith a level of precision and consistency that is difficult to achieve with human labor alone. This can result in products that are more uniform in quality and free from defects. In addition, automation can also lead to improved customer service, as technology can be used to streamline processes and reduce wait times.In addition to these benefits, automation also has the potential to create new job opportunities. While it is true that some jobs may be displaced by automation, the implementation of new technology also creates a demand for workers with the skills to operate and maintain automated systems. This can lead to the creation of new, high-tech jobs in fields such as engineering, programming, and maintenance.Despite these advantages, it is important to acknowledge that automation also presents challenges. The displacement of workers by machines can lead to job loss and economic hardship for some individuals and communities. In addition, there are concerns about the ethical implications of automation, particularly in terms ofprivacy and data security. It is important for society to address these challenges and ensure that the benefits of automation are equitably distributed.In conclusion, automation offers numerous advantages across a wide range of industries and sectors. From increased efficiency and cost savings to improved safety and product quality, the benefits of automation are clear. While it is important to address the challenges that come with automation, the potential for positive impact on society and the economy is significant. As technology continues to advance, the role of automation is likely to become even more prominent in our lives.。
论述自动化专业的作文英语
论述自动化专业的作文英语Automation is a field of study that has revolutionized industries and technology in the modern world. With the advancement of robotics and artificial intelligence, automation plays a crucial role in enhancing efficiency, productivity, and precision in various sectors. As a student majoring in automation, I have come to appreciate the importance of this field in shaping the future.In today's fast-paced world, automation has become essential in manufacturing, healthcare, transportation, and many other industries. Automated systems can perform tasks with speed and accuracy that surpass human capabilities. This not only increases productivity but also reduces errors and promotes safety in the workplace.As an automation student, I have learned how to design and program automated systems, analyze data, and optimize processes. These skills are in high demand in the job market, as companies seek to streamline their operations and stay competitive in the global economy. By studying automation, I am preparing myself for a career that is both challenging and rewarding.In conclusion, automation is a dynamic and rapidlyevolving field that has a significant impact on society. As a student of automation, I am excited to be part of this technological revolution and contribute to creating a more efficient and innovative world.中文翻译:自动化是一个在现代世界中彻底改变了产业和技术的领域。
自动化专业外文文献

Development of Sensor New TechnologySensor is one kind component which can transform the physical quantity, chemistry quantity and the biomass into electrical signal. The output signal has the different forms like the voltage, the electric current, the frequency, the pulse and so on, which can satisfy the signal transmission, processing, recording, and demonstration and control demands. So it is the automatic detection system and in the automatic control industry .If automatic Technology is used wider, then sensor is more important.Several key words of the sensor:1 Sensor ElementsAlthough there are exception ,most sensor consist of a sensing element and a conversion or control element. For example, diaphragms,bellows,strain tubes and rings, bourdon tubes, and cantilevers are sensing elements which respond to changes in pressure or force and convert these physical quantities into a displacement. This displacement may then be used to change an electrical parameter such as voltage, resistance, capacitance, or inductance. Such combination of mechanical and electrical elements form electromechanical transducing devices or sensor. Similar combination can be made for other energy input such as thermal. Photo, magnetic and chemical,giving thermoelectric, photoelectric,electromaanetic, and electrochemical sensor respectively.2 Sensor SensitivityThe relationship between the measured and the sensor output signal is usually obtained by calibration tests and is referred to as the sensor sensitivity K1= output-signal increment / measured increment . In practice, the sensor sensitivity is usually known, and, by measuring the output signal, the input quantity is determined from input= output-signal increment / K1.3 Characteristics of an Ideal SensorThe high sensor should exhibit the following characteristics.ahigh fidelity-the sensor output waveform shape be a faithful reproduction of the measured; there should be minimum distortion.bThere should be minimum interference with the quantity being measured; the presence of the sensor should not alter the measured in any way.cSize. The sensor must be capable of being placed exactly where it is needed.dThere should be a linear relationship between the measured and the sensor signal. eThe sensor should have minimum sensitivity to external effects, pressure sensor,for example,are often subjected to external effects such vibration and temperature.fThe natural frequency of the sensor should be well separated from the frequency and harmonics of the measurand.Sensors can be divided into the following categories:1 Electrical SensorElectrical sensor exhibit many of the ideal characteristics. In addition they offer high sensitivity as well as promoting the possible of remote indication or mesdurement.Electrical sensor can be divided into two distinct groups:avariable-control-parameter types,which include:iresistanceiicapacitanceiiiinductanceivmutual-inductance typesThese sensor all rely on external excitation voltage for their operation.bself-generating types,which includeielectromagneticiithermoelectriciiiphotoemissiveivpiezo-electric typesThese all themselves produce an output voltage in response to the measurand input and their effects are reversible. For example, a piezo-electric sensor normally produces an output voltage in response to the deformation of a crystalline material; however, if an alternating voltage is applied across the material, the sensor exhibits the reversible effect by deforming or vibrating at the frequency of the alternating voltage.2 Resistance SensorResistance sensor may be divided into two groups, as follows:iThose which experience a large resistance change, measured by using potential-divider methods. Potentiometers are in this group.iiThose which experience a small resistance change, measured by bridge-circuit methods. Examples of this group include strain gauges and resistance thermometers.3 Capacitive SensorThe capacitance can thus made to vary by changing either the relative permittivity, the effective area, or the distance separating the plates. The characteristic curves indicate that variations of area and relative permittivity give a linear relationship only over a small range of spacings. Thus the sensitivity is high for small values of d. Unlike the potentionmeter, the variable-distance capacitive sensor has an infinite resolution making it most suitable for measuring small increments of displacement or quantities which may be changed to produce a displacement.4 Inductive SensorThe inductance can thus be made to vary by changing the reluctance of the inductive circuit.Measuring techniques used with capacitive and inductive sensor:aA.C. excited bridges using differential capacitors inductors.bA.C. potentiometer circuits for dynamic measurements.cD.C. circuits to give a voltage proportional to velocity for a capacitor. dFrequency-modulation methods, where the change of C or L varies the frequency of an oscillation circuit.Important features of capacitive and inductive sensor are as follows:iresolution infiniteiiaccuracy±0.1% of full scale is quotediiidisplacement ranges 2510-6 m to 10-3mivrise time less than 50us possibleTypical measurands are displacement, pressure, vibration, sound, and liquid level.5 Linear Variable-differential Ttransformer6 Piezo-electric Sensor7 Electromagnetic Sensor8 Thermoelectric Sensor9 Photoelectric Cells10 Mechanical Sensor and Sensing ElementsIn information age, the information industry includes information gathering, transmission, process three parts, namely sensor technology, communication, computer technology. Because of ultra large scale integrated circuit’s rapid development after having been developed Modern computer technology and communication, not only requests sensor precision reliability, speed ofresponse and gain information content request more and more high but also requests its cost to be inexpensive. The obvious traditional sensor is eliminated gradually because of the function, the characteristic, the volume, the cost and so on. As world develop many countries are speeding up to the sensor new technology’s research and the development, and all has obtained the enormous breakthrough. Now the sensor new technology development mainly has following several aspects:Using the physical phenomenon, the chemical reaction, the biological effect as the sensor principle therefore the researches which discovered the new phenomenon and the new effect are the sensor technological improving ways .it is important studies to developed new sensor’s the foundation. Japanese Sharp Corporation uses the superconductivity technology to develop successfully the high temperature superconductivity magnetic sensor and get the sensor technology significant breakthrough. Its sensitivity is so high and only inferior in the superconductivity quantum interference component. Its manufacture craft is far simpler than the superconductivity quantum interference component. May use in magnetism image formation technology. So it has the widespread promoted value.Using the immune body and the antigen meets one another compound when the electrode surface. It can cause the electrode potential change and use this phenomenon to be possible to generate the immunity sensor. The immunity sensor makes with this kind of immune body may to some organism in whether has this kind of ant original work inspection. Like may inspect somebody with the hepatitis virus immune body whether contracts the hepatitis, plays to is fast, the accurate role. The US UC sixth branch has developed this kind of sensor.The sensor material is the important foundation for sensor technology, because the materials science is progressive and the people may make each kind of new sensor For example making the temperature sensor with the high polymer thin film; The optical fiber can make the pressure, the current capacity, the temperature, the displacement and so on the many kinds of sensors; Making the pressure transmitter with the ceramics. The high polymer can become the proportion adsorption and the release hydrogen along with the environment relative humidity size. The high polymer electricity lies betweenthe constant to be small, the hydrogen can enhance the polymer the coefficient of dialectical loss. Making the capacitor the high polymer dielectric medium, determines the electric capacity cape city the change, then obtains the relative humidity. Making the plasma using this principle to gather the legitimate polystyrene film temperature sensor below, it has the characteristic.Measured the wet scope is wide; The temperature range is wide, may reach -400 ℃ ~ +1,500 ℃; The speed of response is quick, is smaller than 1S; The size is small, may use in the small space measuring wet; The temperature coefficient is small.The ceramic electric capacity type pressure transmitter is one kind does not have the intermediary fluid the dry type pressure transmitter. Uses the advanced ceramic technology, the heavy film electronic technology, its technical performance is stable, the year drifting quantity is smaller than 0.1%F.S, warm floats is smaller than ±0.15%/10K, anti- overloads strongly, may reach the measuring range several hundred times. The survey scope may from 0 to 60mpa.German E+H Corporation and the American Kahlo Corporation product is at the leading position.The optical fiber application is send the material significant breakthrough, its uses in most early the optical communication techniques. In the optical communication use discovered works as environmental condition change and so on the temperature, pres-sure, electric field, magnetic field, causes the fiber optic transmission light wave intensity, the phase, the frequency, change and so on the polarization condition, the survey light wave quantity change, may know causes these light wave physical quantity the and so on quantitative change temperature, pressure ,electric field, magnetic field size, uses these principles to be possible to develop the optical fiber sensor. The optical fiber sensor and the traditional sensor compare has many characteristics: Sensitivity high, the structure simple, the volume small, anti-corrosive, the electric insulation good, the path of rays may be curving, be advantageous for the realization telemeter and so on. Optical fiber sensor Japan is in the advanced level. Like Idec Izumi Corporation and Sun x Corporation. The optical fiber send receiver and the integrated path of rays technology unify, accelerates the optical fiber sensor technology development. Will integrate the path of ray’s component to replace the original optics part and the passive light component;enable the optical fiber sensor to have the high band width, the low signal processing voltage, the reliability high, the cost will be low.In semiconductor technology processing method oxygenation, the photo etc hang, the proliferation, the deposition, the plane electron craft, various guides corrosion and steams plates, the sputtering thin film and so on, these have all introduced to the sensor manufacture. Thus has produced each kind of new sensor, like makes the silicon micro sensor using the semiconductor technology, makes the fast response using the thin film craft the gas to be sensitive, the wet sensitive sensor, the use sputtering thin film craft system pressure transmitter and so on..The Japanese horizontal river company uses various guides’ corrosion technology to carry on the high accuracy three dimensional processing; the system helps the silicon resonance type pressure transmitter. The core partially presses two resonant Liang by the feeling which above the silicon diaphragm and the silicon diaphragm manufactures to form, two resonant Liang's frequency difference correspondence different pressure, measures the pressure with the frequency difference method, may eliminate the error which factor and so on ambient temperature brings. When ambient temperature change, two resonant Liang frequencies and the amplitude variation are same, after two frequency differences, its same change quantity can counterbalance mutually. It’s survey most high accuracy may reach 0.01%FS.American Silicon Microstructure Inc.SMI the company develops a series of low ends, linear in 0.1% to 0.In 65% scope silicon micro pressure transmitter, the lowest full measuring range is 0.15psi 1KPa, it makes take the silicon as the material, has the unique three dimensional structure, the light slight machine-finishing, makes the wheat stone bridge many times with the etching on the silicon diaphragm, when above silicon chip stress, it has the distortion, the resistance produces presses the anti- effect but to lose the bridge balance, the output and the pressure becomes the proportion the electrical signal.Such silicon micro sensor is the front technology which now the sensor develops, Its essential feature is the sensitive unit volume is a micron magnitude, Is the traditional sensor several dozens, several 1%. In aspect and so on industry control, aerospace domain, biomedicine has the vital role, like on the airplane the use may reduce the airplane weight, reduces the energy.Another characteristic is can be sensitive is small surveyed, may make the blood pressure pressure transmitter.The Chinese aviation main corporation Beijing observation and control technical research institute, the development CYJ series splashes thanks the membrane pressure transmitter is uses the ion sputtering craft to process the metal strain gauge, it has over come the nonmetallic strain gauge easily the temperature influence insufficiency, has the high stability, is suitable in each kind of situation, is measured the medium scope widely, but also overcame the tradition lowly to glue the precision which the type brought, sluggish big, shortcoming and so on slow change, had the precision high, the re-liability is high, the volume small characteristic, widely used in domain and so on aviation, petroleum, chemical industry, medical service.Integrates the sensor the superiority is the traditional sensor is unable to achieve, it is a simple sensor not merely, it in at the same time the auxiliary circuit part and send the part will integrate on together the chip, will caus e it to have the calibration, to compensate, from the diagnosis and the network correspondence function, it might reduce the cost, the gain in yield, this kind of blood pressure sensor which American LUCAS, NOVASENSOR Corporation will develop, each week will be able to produce 10,000.The intellectualized sensor is one kind of belt microprocessor sensor, is achievement which the microcomputer and the sensor unifies, it has at the same time the examination, the judgment and the information processing function, compares with the traditional sensor has very many characteristics: Has the judgment and the information processing function, can carry on the revision, the error to the observed value compensates, thus enhancement measuring accuracy; May realize the multi-sensor multi parameters survey; Has from the diagnosis and from the calibration function, enhances the reliability; The survey data may deposit and withdraw, easy to operate; Has the data communication interface, can and the microcomputer direct communication.The sensor, the signal adjustment electric circuit, the monolithic integrated circuit integration forms ultra large-scale integrated on a chip the senior intelligence sensor. American HONY WELL Corporation ST-3000 intelligence sensor, the chip size only then has 3×4×2mm3, uses the semiconductor craft,makes CPU, EPROM, the static pressure, the differential pressure, the temperature on the identical chip and so on three kind of sensitive units.The intellectualized sensor research and the development, US is at the leading position. American Space Agency when development spaceship called this kind of sensor for the clever sensor Smart Sensor, on the spaceship this kind of sensor is extremely important. Our country in this aspect research and development also very backward mainly is because our country semiconductor integrated circuit technological level is limited.The sensor’s development is changing day after day since especially the 80's humanities have entered into the high industrialization the information age, sensor techno-logy to renewal, higher technological development. US, Japan and so on developed country sensor technological development quickest, our country because the foundation is weak, the sensor technology compares with these developed countries has the big disparity. Therefore, we should enlarge to the sensor engineering research, the development investment, causes our country sensor technology and the foreign disparity reduces, promotes our country instrument measuring appliance industry and from the technical development.——FromSensor Technology Handbook,Jon Wilson,Newnes传感器新技术的发展传感器是一种能将物理量、化学量、生物量等转换成电信号的器件;输出信号有不同形式,如电压、电流、频率、脉冲等,能满足信息传输、处理、记录、显示、控制要求,是自动检测系统和自动控制系统中不可缺少的元件;如果把计算机比作大脑,那么传感器则相当于五官,传感器能正确感受被测量并转换成相应输出量,对系统的质量起决定性作用;自动化程度越高,系统对传感器要求越高;传感器的几个关键词:1传感器元件除特例外,大多数的传感器都由敏感元件、转换元件或控制元件组成;如振动膜、波纹管、应力管和应力环、低音管和悬臂都是敏感元件,它们对压力和力作出响应把物理量转变成位移;然后位移可以改变电参数,如电压、电阻、电容或者感应系数;机械式和电子式元件合并形成机电式传感设备或传感器;这样的组合可用来输入能量信号;热的,光的,磁的和化学的相互结合产生的热电式、光电式、电磁式和电化学式传感器;2 传感器灵敏度通过校正测量系统获得的被测物理量和传感器输出信号的关系叫做传感器灵敏度K1,也就是K1=输出信号增量/测量增量;实际中,传感器的灵敏度是已知的,并且通过测量输出信号,输入量由下式决定,输入量=输出信号增量/K1;3 理想传感器的特性a高保真性:传感器输出波形应该真实可靠地再现被测量,并且失真很小;b可测量最小的干扰,任何时候传感器的出现不能改变被测量;c尺寸:传感器必须能正确地放在所需的地方;d被测量和传感器信号之间应该有一个线性关系;e传感器对外部影响的灵敏度应该小,例如压力传感器经常受到外部振动和温度的影响;f传感器的固有频率应该避开被测量的频率和谐波;传感器可分为以下几类:1 电传感器电传感器具有许多理想特性;它们不仅实现远程测量和显示,还能提供高灵敏度; 电传感器可分为两大类;a变参数型,包括:i电阻式;ii电容式;iii自感应式;v互感应式;这些传感器的工作依靠外部电压;b自激型,包括:i电磁式;ii热电式;iii光栅式;iv压电式;这些传感器根据测量输入值产生输出电压,而且这一过程是可逆的;比如,在一般情况下,压电式传感器可根据晶体材料的变形产生一个输出电压;但是,如果在材料上施加一个可变电压,传感器可以通过变形或与变电压同频率的振动来体现可逆效应;2 电阻式传感器电阻式传感器可以分为两大类:i那些表现为大电阻变化的物理量可通过分压方式进行测量,电位器就属于此类; ii那些表现为小电阻变化的物理量可通过桥电路方式进行测量,这一类包括应变仪和电阻温度计;3 电容式传感器电容量随着相对介电常数、截面面积、或者极板间的距离的变化而变化;电容的特征曲线表明,在空间的一段范围内,截面面积和相对介电常数的变化与电容量变化成线性关系;不象电位器,变极距型电容传感器有无限的分辨率,这最适合测量微小的位移增量的位移;4 电感式传感器电感可以通过改变电感电路的阻抗来调节;电容式和电感式传感器的测量技术:a用差分式电容或电感作为交流电桥;b用交流电位计电路做动态测量;c用直流电路为电容器提供正比于容值变化的电压;d采用调频法,C或者L随着振荡电路频率的变化而改变;电容式和电感式传感器的一些重要特性如下:i分辨率无限ii精确到满量程的±0.1%iii位移范围从2510-6m到10-3miv上升时间小于50us典型的被测量是位移、压力、振动量、声音和液位;5 线性调压器6 压电式传感器7 电磁式传感器8 热电式传感器9 光电管10 机械式传感器及敏感元件在今天的信息时代里,信息产业包括信息采集、传输、处理三部分,即传感技术、通信技术、计算机技术;现代的计算机技术和通信技术由于超大规模集成电路的飞速发展,而已经充分发达后,不仅对传感器的精度、可靠性、响应速度、获取的信息量要求越来越高,还要求其成本低廉且使用方便;显然传统传感器因功能、特性、体积、成本等已难以满足而逐渐被淘汰;世界许多发达国家都在加快对传感器新技术的研究与开发,并且都已取得极大的突破;如今传感器新技术的发展,主要有以下几个方面:利用物理现象、化学反应、生物效应作为传感器原理,所以研究发现新现象与新效应是传感器技术发展的重要工作,是研究开发新型传感器的基础;日本夏普公司利用超导技术研制成功高温超导磁性传感器,是传感器技术的重大突破,其灵敏度高,仅次于超导量子干涉器件;它的制造工艺远比超导量子干涉器件简单;可用于磁成像技术,有广泛推广价值;利用抗体和抗原在电极表面上相遇复合时,会引起电极电位的变化,利用这一现象可制出免疫传感器;用这种抗体制成的免疫传感器可对某生物体内是否有这种抗原作检查;如用肝炎病毒抗体可检查某人是否患有肝炎,起到快速、准确作用;美国加州大学巳研制出这类传感器;传感器材料是传感器技术的重要基础,由于材料科学进步,人们可制造出各种新型传感器;例如用高分子聚合物薄膜制成温度传感器;光导纤维能制成压力、流量、温度、位移等多种传感器;用陶瓷制成压力传感器;高分子聚合物能随周围环境的相对湿度大小成比例地吸附和释放水分子;高分子电介常数小,水分子能提高聚合物的介电常数;将高分子电介质做成电容器,测定电容容量的变化,即可得出相对湿度;利用这个原理制成等离子聚合法聚苯乙烯薄膜温度传感器,其有以下特点:测湿范围宽;温度范围宽,可达-400℃~+1500℃;响应速度快,小于1S;尺寸小,可用于小空间测试;温度系数小;陶瓷电容式压力传感器是一种无中介液的干式压力传感器;采用先进的陶瓷技术和厚膜电子技术,其技术性能稳定,年漂移量小于0.1%F.S,温漂小于±0.15%/10K,抗过载强,可达量程的数百倍;测量范围可从0到60Mpa;德国E+H 公司和美国Kahlo公司产品处于领先地位;光导纤维的应用是传感材料的重大突破,其最早用于光通信技术;在光通信利用中发现当温度、压力、电场、磁场等环境条件变化时,引起光纤传输的光波强度、相位、频率、偏振态等变化,测量光波量的变化,就可知道导致这些光波量变化的温度、压力、电场、磁场等物理量的大小,利用这些原理可研制出光导纤维传感器;光纤传感器与传统传感器相比有许多特点:灵敏度高,结构简单、体积小、耐腐蚀、电绝缘性好、光路可弯曲、便于实现遥测等;光纤传感器日本处于先进水平;如IdecIzumi公司和Suns公司;光纤传感受器与集成光路技术相结合,加速光纤传感器技术的发展;将集成光路器件代替原有光学元件和无源光器件,使光纤传感器有高的带宽、低的信号处理电压,可靠性高,成本低;半导体技术中的加工方法有氧化、光刻、扩散、沉积、平面电子工艺,各向导性腐蚀及蒸镀,溅射薄膜等,这些都已引进到传感器制造;因而产生了各种新型传感器,如利用半导体技术制造出硅微传感器,利用薄膜工艺制造出快速响应的气敏、湿敏传感器,利用溅射薄膜工艺制压力传感器等;日本横河公司利用各向导性腐蚀技术进行高精度三维加工,制成全硅谐振式压力传感器;核心部分由感压硅膜片和硅膜片上面制作的两个谐振梁结成,两个谐振梁的频差对应不同的压力,用频率差的方法测压力,可消除环境温度等因素带来的误差;当环境温度变化时,两个谐振梁频率和幅度变化相同,将两个频率差后,其相同变化量就能够相互抵消;其测量最高精度可达0.01%FS;美国Silicon Microstructure IncSMI公司开发一系列低价位,线性度在0.1%到0.65%范围内的硅微压力传感器,最低满量程为0.15psi1KPa,其以硅为材料制成,具有独特的三维结构,轻细微机械加工,和多次蚀刻制成惠斯登电桥于硅膜片上,当硅片上方受力时,其产生变形,电阻产生压阻效应而失去电桥平衡,输出与压力成比例的电信号;象这样的硅微传感器是当今传感器发展的前沿技术,其基本特点是敏感元件体积为微米量级,是传统传感器的几十、几百分之一;在工业控制、航空航天领域、生物医学等方面有重要的作用,如飞机上利用可减轻飞机重量,减少能源;另一特点是能敏感微小被测量,可制成血压压力传感器;中国航空总公司北京测控技术研究所,研制的CYJ系列溅谢膜压力传感器是采用离子溅射工艺加工成金属应变计,它克服了非金属式应变计易受温度影响的不足,具有高稳定性,适用于各种场合,被测介质范围宽,还克服了传统粘贴式带来的精度低、迟滞大、蠕变等缺点,具有精度高、可靠性高、体积小的特点,广泛用于航空、石油、化工、医疗等领域;集成传感器的优势是传统传感器无法达到的,它不仅仅是一个简单的传感器,其将辅助电路中的元件与传感元件同时集成在一块芯片上,使之具有校准、补偿、自诊断和网络通信的功能,它可降低成本、增加产量,美国LUCAS、NOV ASENSOR公司开发的这种血压传感器,每星期能生产1万只;智能化传感器是一种带微处理器的传感器,是微型计算机和传感器相结合的成果,它兼有检测、判断和信息处理功能,与传统传感器相比有很多特点:具有判断和信息处理功能,能对测量值进行修正、误差补偿,因而提高测量精度;可实现多传感器多参数测量;有自诊断和自校准功能,提高可靠性;测量数据可存取,使用方便;有数据通信接口,能与微型计算机直接通信;把传感器、信号调节电路、单片机集成在一芯片上形成超大规模集成化的高级智能传感器;美国HONYWELL公司ST-3000型智能传感器,芯片尺寸才有3×4×2mm3,采用半导体工艺,在同一芯片上制成CPU、EPROM、静压、压差、温度等三种敏感元件;智能化传感器的研究与开发,美国处于领先地位;美国宇航局在开发宇宙飞船时称这种传感器为灵巧传感器Smart Sensor,在宇宙飞船上这种传感器是非常重要的;我国在这方面的研究与开发还很落后,主要是因为我国半导体集成电路工艺水平有限;传感器的发展日新月异,特别是80年代人类由高度工业化进入信息时代以来,传感器技术向更新、更高的技术发展;美国、日本等发达国家的传感器技术发展最快,我国由于基础薄弱,传感器技术与这些发达国家相比有较大的差距;因此,我们应该加大对传感器技术研究、开发的投入,使我国传感器技术与外国差距缩短,促进我国仪器仪表工业和自化化技术的发展;摘自——传感器技术手册,Jon Wilson,Newnes。
自动化英文文献
Classification of control systems there are three ways: by automatic classification methods in order to participate in the control mode classification, to adjust the law category.One way to control category1, the open-loop control system if the computer output of open loop control system to exercise control of the production process, but the control results --- the state of the production process does not affect the computer control systems, computer \ controller \ production and other sectors does not constitute a closed loop, is called open-loop control system computer. the production process of the state is no feedback to the computer, but by the operator to monitor the status of the production process, decision control program, and tell the computer to control the role of exercising control.2, closed loop control system computer to the production of an object or process control, the state can directly influence the production process computer control system, called the closed-loop control system computer. Control of the computer monitor in the operator, the automatic acceptance of the production process state test results, calculate and determine the control scheme, the direct command and control units (devices) of action, the role of exercising control of the production process. In such systems, aircraft control components under control of control information sent to control device operation, the other running equipment condition as the output, measured by the detection part, the feedback as input to the control computer; to make control Computer \ Control Components \ production \ test components form a closed loop. We will call this form of control computer control closed-loop control. Closed loop control system computer, using a mathematical model to set the value of the production process and test results of the best value of the deviation between the feedback and control the production process to run at their best.3, line control system as long as the computer controlled production of the controlled object or process, to exercise direct control, without human intervention are called the control computer on-line control, or on-line control system.4, offline control system control computer does not directly participate in the control object or the controlled production process. It only managed to complete the process of the controlled object or the status of testing, and testing of data processing; and then develop control programs, the output control instruction, operator reference control instructions manually controlled operation to control parts of the object orsubject control process control. This control form is called off-line computer control system.5, real-time control system control computer real-time control system is controlled by the control of the object or process, or request when the request processing control, the control function in a timely manner to address and control systems, commonly used in the production process is interrupted for the occasion. Such as steel, each one refining furnace steel is a process; and if the process rolling, rolling out each piece of steel considered a process, each process is repeated. Only enter the process only requires a computer control. Once control of the computer, it requires a computer from the production process information in the required time to respond to or control. Such systems often use sophisticated interrupt system and interrupt handling procedures to achieve. In summary, an online system is not necessarily a real-time system. But a real-time system must be an online system.Second, in order to participate in the control mode to Category1, direct digital control system by the control computer to replace conventional analog instruments and direct regulation to control the production process, as the computer as digital signals, so named after the DDC control. Actually controlled the production process control components, control signals received by the process controller input / output channels of D / (D / A) converter output of the digital control computer volume to be converted into analog; analog input control machine to go through the process of input / output channels of analog / digital (A / D) converter into a digital number into the computer. DDC control systems often use a small computer or microprocessor, the time-sharing system to achieve multiple points of control. Is in fact a discrete sampling with the controller, to achieve discrete multi-point control. DDC computer control system that has become the main control computer control system forms. DDC control of the advantage of flexibility, large, focused on high reliability and low cost. Can use several forms of digital computing circuits, or even dozens of loop production process, integral to proportional --- --- differential (PID) control to maintain the industrial state of the controlled object at a given value, the deviation small and stable. And as long as the change of control algorithms and applications can achieve more complex control. Such as feedforward control and the best control. Under normal circumstances, DDC-level control often more complex as the implementation of advanced control level.2, supervisory computer control system supervisory computer control system fora particular production process, according to the production process of various states, according to the production process of the mathematical model to calculate the best production equipment should be running a given value, and the best value automatically or manually on the DDC Executive-level computer or analog meter to align the regulation or control of the target set. By a DDC or adjust the instrument at various points on the production process (running equipment) to exercise control. SCC system is that it can guarantee the production process is always controlled the situation in the best condition to run, so get the most benefit. SCC results directly affect the merits of the first of its mathematical model, this should always improve the operation process model, and modify the control algorithm, and application control procedures.3, multi-level control systems in modern manufacturing enterprises in the production process not only the need to address the problem of online control, and Huan Zhi Li called for a solution of production problems, the daily product line, the number of arrangements for planning and scheduling, and Rose plans develop a long term planning, notice Xiaoshou prospects, there was multi-level control system. DDC class is mainly used for direct control of the production process, for PID, or feedforward control; SCC level is mainly used for optimal control or adaptive control or learning control calculation, and command and control the same DDC class report back to the MIS class. DDC level usually microcomputers, SCC-level general use of small computers or high-end microcomputers. MIS Workshop main function of governance is based on plant-level production of varieties issued, the number of orders and collect up the production process of the state of information, at any time reasonable schedule to achieve optimal control, command and SCC-level supervisory control. Factory management level MIS main function is to accept the company and factory production tasks assigned by the actual situation of optimized computing, Zhi Ding factory production plans and short-term (ten days or weeks or days) arrangements, and then issued to the plant-level production tasks. Corporate governance level MIS main function is to guess the market demand computing to develop strategic long-term development planning, and contract orders, raw material supply situation and the production conditions, comparison of the optimal production program selection and calculation, work out the entire company business a long time (months or ten days) of the production plan, sales plan, assigned to the task of the factory management level. MIS-level main function is to achieve real-timeinformation processing, decision-makers at all levels to provide useful information, make on the production planning \ scheduling and management programs to plan the coordination and management control in the optimal state. This one can control the size and scope of enterprise size divided into several levels. Each level has to be addressed according to the size of the amount of information to determine the type of computer used. MIS generally use small computer shop class or high-grade micro-computer, the factory management level of the MIS with a medium-sized computer, and corporate governance level MIS is to use large-scale computer, or use super computer. 4, distributed control or distributed control system distributed control or distributed control, the control system is divided into a number of independent local control subsystems to complete the controlled production process control task. Since the emergence of micro-computers and rapid development of distributed control to provide for the realization of the material and technical basis, in recent years, decentralized control can be different almost normal development, and has become an important trend in the development of computer control. Since the 70's, appeared focused on distributed control system, called DCS. It is a decentralized local control of the new computer control system.Three, classified according to the law regulating1, program control if the computer control system the division of a predetermined time function control, such control is called program control. Such as the furnace temperature-time curves Anzhao some control on the process control. Here the procedure is time-varying changes have to determine the corresponding value, rather than the computer running.2, sequence control in the process control based on the generated sequence control, computer, over time, as can be determined according to the corresponding control value and previous results at the moment both to exercise on the production process control system, called the order of the computer control .3, proportional - integral - differential analog PID control regulation of conventional PID control instrument can be completed. Micro-computer can also be achieved with PID control.4, feedforward control is usually the feedback control system, have certain effects on the interference in order to generate feedback over the role of inhibitory control of interference, and thus delay the control of undesirable consequences. In order to overcome the negative lag control, with the computer accepts the interferencesignal after the, did not produce effects in the Huan insert a feedforward control Zuoyong, it Ganghao interference point in the interference of the control to completely offset the effect on the variable, it was Ming Wei Yin Er disturbance compensation control.5, optimal control (optimal control) system control computer, such as to have controlled object is best known as the best run of the control system control system. Such as computer control system is limited in the existing conditions, select appropriate control law (mathematical model), the controlled object indicators in optimal running condition. Such as the largest output, consumption of the largest, highest quality standards, such as the least scrap rate. Best is determined by a set of mathematical models, sometimes several in a limited range of the best indicators of the pursuit of individual, sometimes the best indicators of comprehensive requirements.6, the adaptive control system, optimal control, when the working conditions or qualifications change, we can not get the best control effects. If the situation changes in working conditions, the control system can still be controlled in the best state of the object's control, such control system called the adaptive system. This requires mathematical model reflects the change in the conditions, how to achieve the best state. Control computer to detect changes in terms of the information given by the laws of mathematical models to calculate, to change the control variables, the controlled objects still in the best condition.7, self-learning control system if the computer can keep the results under the controlled object gain experience running their own change and improve the control law so that more and better control effect, this control system is called self-learning control system. Above mentioned optimal control, adaptive control and self-learning control are related to multi-parameter, multi-variable complex control systems, are all problems of modern control theory. Determine the stability of the system, many factors affect the control of complex mathematical models, have to be a production control, production technology, automation, instrumentation, programming, computer hardware, each with various personnel to be realized. Controlled object by the length of reaction time required to control the number of points and mathematical models to determine the complexity of the computer use scale. Generally speaking, a strong need to functionality (speed and computing power) of the computer can be achieved. The Zhuzhong control, can be a single type also is not single, you can combineseveral forms to achieve control of the production process. This should address the actual situation of the controlled object, the system analysis, system design determined at the time.。
自动化相关外文文献原文及译文资料

Application, Design, and Manufacturing of Conical Involute Gears for Power TransmissionsDr. J. Börner,K. Humm,Dr. F. Joachim,Dr. H. Yakaria,ZF Friedrichshafen AG , 88038Friedrichshafen, Germany;[ABSTRACT] Conical involute gears (beveloids) are used in transmissions with intersecting or skew axes and for backlash-free transmissions with parallel axes. Conical gears are spur or helical gears with variable addendum modification (tooth thickness) across the face width. The geometry of such gears is generally known, but applications in power transmissions are more or less exceptional. ZF has implemented beveloid gear sets in various applications: 4WD gear units for passenger cars, marine transmissions (mostly used in yachts), gear boxes for robotics, and industrial drives. The module of these beveloids varies between 0.7 mm and 8 mm in size, and the crossed axes angle varies between 0°and 25°. These boundary conditions require a deep understanding of the design, manufacturing, and quality assurance of beveloid gears. Flank modifications, which are necessary for achieving a high load capacity and a low noise emission in the conical gears, can be produced with the continuous generation grinding process. In order to reduce the manufacturing costs, the machine settings as well as the flank deviations caused by the grinding process can be calculated in the design phase using a manufacturing simulation. This presentation gives an overview of the development of conical gears for power transmissions: Basic geometry, design of macro and micro geometry, simulation, manufacturing, gear measurement, and testing.1IntroductionIn transmissions with shafts that are not arranged parallel to the axis, torque transmission ispossible by means of various designs such as bevel or crown gears , universal shafts , or conical involute gears (beveloids). The use of conical involute gears is particularly ideal for small shaft angles (less than 15°), as they offer benefits with regard to ease of production, design features, and overall input. Conical involute gears can be used in transmissions with intersecting or skew axes or in transmissions with parallelaxes for backlash-free operation. Due to the fact that selection of the cone angle does not depend on the crossed axes angle, pairing is also possible with cylindrical gears. As beveloids can be produced as external and internal gears, a whole matrix of pairing options results and the designer is provided with a high degree of flexibility;Table 1.Conical gears are spur orhelical gears with variableaddendum correction (tooththickness)across the face width. Theycan mesh with all gears made witha tool with the same basic rack.The geometry of beveloids isgenerally known, but they have sofar rarely been used in powertransmissions. Neither the load capacity nor the noise behavior of beveloids has been examined to any great extent inthe past. Standards (such as ISO6336 for cylindrical gears ),calculation methods, and strengthvalues are not available. Therefore,it was necessary to develop thecalculation method, obtain theload capacity values, and calculatespecifications for production andquality assurance. In the last 15years, ZF has developed variousapplications with conical gears:® Marine transmissions with down-angle output shafts /1, 3/, Fig. 1® Steering transmissions /1/®Low-backlashplanetary gears (crossed axes angle 1…3°) for robots /2/® Transfer gears for commercial vehicles (dumper)®Automatic cartransmissions for AWD /4/, Fig. 22 GEAR GEOMETRY 2.1 MACRO GEOMETRYTo put it simply, a beveloid is a spur gear with continuously changing addendum modification across the face width, as shown in Fig. 3. To accomplish this, the tool is tilted towards the gear axis by the root cone angle ? /1/. This results in the basic gear dimensions:Helix angle, right/lefttanβLR ,=tan β·cos δβδασcos sin tan •n (1)Transverse pressure angle right/leftδββδαα•±•=tan cos cos tan tan ,no L tR(2)Base circle diameter right/leftLR LtR n L dR Zim d ,,,cos cos βα=(3)The differing base circlesfor the left and right flanks lead toasymmetrical tooth profiles at helicalgears, Fig. 3. Manufacturing with arack-type cutter results in a tooth rootcone with root cone angle δ. Theaddendum angle is designed so thattip edge interferences with the matinggear are avoided and a maximally large contact ratio is obtained. Thus, a differing tooth height results across the face width.Due to the geometric design limits for undercut andtip formation, the possible facewidth decreases as the cone angleincreases. Sufficientlywell-proportioned gearing is possibleup to a cone angle of approx. 15°.2.2MICRO GEOMETRYThe pairing of two conical gearsgenerally leads to a point-shaped toothcontact. Out-side this contact, there isgaping between the tooth flanks , Fig. 7.The goal of the gearing correctiondesign is to reduce this gaping inorder to create a flat and uniformcontact. An exact calculation of thetooth flank is possible with thestep-by-step application of thegearing law /5/, Fig. 4. To that end , apoint (P) with the radiusrP1and1normal vectorn1is generated on the original flank. This generates the speed vectorV 1P with⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧'*'*•='0cos sin 1111γγωP P P r r v (4)For the point created on the mating flank, the radial vector rp 2:12P P r a r -= (5) and the speed vector 2PV '' apply ⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧'*'*•=''0cos sin 212122γγωP P Pr r V (6) The angular velocities are generated from the gear ratio:1221z z-=ωω (7)The angle γ is iterated until the gearing law in the form()0121=-⨯P P v v n (8)is fulfilled. The meshing point Pa found is then rotated through the angle 2φ2112z z •-=φφ (9) around the gear axis, and this results in the conjugate flank point P 2.3 GEARING DESIGN3.1 UNDERCUT AND TIP FORMA TIONThe usable face width on the beveloid gearing is limited by tip formation on the heel and undercut on the toe as shown in Fig. 3. The greater the selected tooth height (in order to obtain a larger addendum modification), the smaller the theoretically useable face width is. Undercut on the toe and tip formation on the heel result from changing the addendum modification along the face width. The maximum usable face width isachieved when the cone angle onboth gears of the pairing isselected to be approximately thesame size. With pairs having asignificantly smaller pinion, asmaller cone angle must be usedon this pinion. Tip formation onthe heel is less critical if the tipcone angle is smaller than theroot cone angle, which oftenprovides good use of theavailable involute on the toe andfor sufficient tip clearance in theheel.3.2FIELD OF ACTIONAND SLIDING VELOCITYThe field of action for thebeveloid gearing is distorted bythe radial conicity with atendency towards the shape of aparallelogram. In addition, thefield of action is twisted due to the working pressure angle change across the face width. Fig. 5 shows an example of this. There is a roll axis on the beveloid gearing with crossed axes; there is no sliding on this axis as there is on the roll point of cylindrical gear pairs. With a skewed axis arrangement, there is always yet another axial slide in the tooth engagement. Due to the working pressure angle that changes across the face width, there is varying distribution of the contact path to the tip and root contact. Thus, significantly differing sliding velocities can result on the tooth tip and the tooth root along the face width. In the center section, the selection of the addendum modification should be based on thespecifications for the cylindrical gear pairs; the root contact path at the driver should be smaller than the tip contact path. Fig. 6 shows the distribution of the sliding velocity on the driver of a beveloid gear pair.4CONTACT ANAL YSIS AND MODIFYCATIONS4.1POINT CONTACT AND EASE-OFFAt the uncorrected gearing, there is only one point in contact due to the tilting of the axes. The gaping that results along the potential contact line can be approximately described by helix crowning and flank line angle deviation. Crossed axes result in no difference between the gaps on the left and right flanks on spur gears. With helical gearing, the resulting gaping is almost equivalent when both beveloid gears show approximately the same cone angle. The difference between the gap values on the left and right flanks increases as the difference between the cone angles increases and as the helix angle increases. This process results in larger gap values on the flank with the smaller working pressure angle. Fig.7 shows the resulting gaping (ease-off) for a beveloid gear pair with crossed axes and beveloid gears with an identical cone angle. Fig.8 shows the differences in the gaping that results for the left and right flanks for the same crossed axes angle of 10°and a helical angle of approx. 30°. The mean gaping obtained from both flanks is, to a large extent, independent of the helix angle and the distribution of the cone angle to both gears.The selection of the helical and cone angles only determines the distribution of the mean gaping to the left and right flanks. A skewed axis arrangement results in additional influence on the contact gaping. There is a significant reduction in the effective helix crowning on one flank. If the axis perpendicular is identical to the total of the base radii and the difference in the base helix angle is equivalent to the (projected) crossed axes angle, then the gaping decreases to zero and line contact appears. However, significant gaping remains on the opposite flank. If the axis perpendicular is further enlarged up to the point at which a cylindrical crossed helical gear pair is obtained, this results in equivalent minor helix crowning in the ease-off on both flanks. In addition to helix crowning, a notable profile twist (see Fig. 8) is also characteristic of the ease-off of helical beveloids. This profile twist grows significantly as the helix angle increases.Fig.9 shows how the profile twist on the example gear set from Fig.7 is changed depending on the helix angle. In order to compensate for the existing gaping in the tooth engagement, topological flank corrections are necessary; these corrections greatly compensate for the effective helix crowning as well as the profile twist. Without the compensation of the profile twist, only a diagonally patterned contact strip is obtained in the field of action, as shown in Fig. 10.4.2FLANK MODIFICATIONSFor a given degree ofcompensation, the necessarytopography can be determined fromthe existing ease-off. Fig. 11 shows these types of typographies, which were produced on prototypes. The contact ratios have improved greatly with these corrections as can be seen in Fig.12. For use in series production, the target is always to manufacture such topographies on commonly used grinding machines. The options for this are described in Section 6. In addition to the gaping compensation, tip relief is also beneficial. This relief reduces the load at the startand at the end of meshing and can also provide lower noise excitation. However, tip relief manufactured at beveloid gears is not constant in amount and length across the face width. The problem primarily occurs on gearing with a large root cone angle and atip cone angle deviating from thisangle. The tip relief at the toe issignificantly larger than that at the heel.This uneven tip relief must be acceptedif relief of the start and end of meshingis required. The production of tip reliefusing another cone angle as the rootcone angle is possible; however, thisrequires an additional grinding steponly for the tip relief. Independently ofthe generating grinding process,targeted flank topography can bemanufactured by coroning or honing;the application of this method onbeveloids, however, is still in the earlystages of development.5LOAD CAPACITY AND NOISEEXCITATION5. 1APPLICATION OF THECALCULATION STANDARDSThe flank and root load capacity ofbeveloid gearing can onlyapproximately be deter-mined usingthe calculation standards (ISO6336,DIN3990,AGMA C95) for cylindricalgearing. A substitute cylindrical gearpair has to be used, whichis defined by the gearparameters at the centerof the face width. Theprofile of the beveloidtooth is asymmetrical;that can, however, beignored on the substitutegears. The substitutecenter distance isobtained by adding up the operating pitch radii at the center of the face width.When viewed across the face width, individual parameters will change, which significantly influence the load capacity. Table 2 shows the main influences on the root and flank load capacities. The larger notch effect due to the decrease in the tooth root fillet radius towards the heel is in opposition to the increase in the root thickness. In addition, there is a smaller tangential force on the larger operating pitch circle at the heel; at the same time, however, the addendum modification on the heel is smaller. The primary influences are nearly well-balanced so that the load capacity can be calculated sufficiently approximate with the substitute gear pair. The load distribution acrossthe face width can be considered with the width factors (e. g. KβH and KβFinDIN/ISO) and should be determined from additional load pattern analyses.5.2USE OF THE TOOTH CONTACT ANAL YSISA more precise calculation of the load capacity is possible with athree-dimensional tooth contact analysis, as used at cylindrical gear pairs. The substitute cylindrical gear pair can be used in this analysis and the contact conditions are considered very well with flank topography. This topography is obtained from thesuperimposition of the load-freecontact ease-off with the flankcorrections used on the gear. Inthis process, the contact lines aredetermined on the substitutecylindrical gear and they differslightly from the contact at thebeveloid gear. Fig. 13 shows theload distributions calculated inthis manner as compared to theload patterns recorded, and a very goodcorrelation can be seen.This tooth contact analysis also generates the transmission error resulting from the tooth mesh as vibrational excitation. It can, however, only be used as a rough guide. The impreciseness in the contact behavior calculated has a stronger effect on the transmissionerror than it does on the load distribution.5.3EXACT MODELING USING THE FINITE-ELEMENT METHODThe stress at the beveloid gearscan also be calculated using thefinite-element method. Fig. 14shows examples of the modelingof the transverse section on thegears. Fig. 15 shows thecomputer-generated model in thetooth mesh section and the stressdistribution calculated withPERMAS /7/ on the driven gear in a mesh position. The calculation was carried out for multiple mesh positions and the transmission error can be determined from the rotation of the gears.5.4TESTS REGARDING LOAD CAPACITY AND NOISEA back-to-back test bench with crossed axes, upon which gear pairs from AWD transmissions were tested, was used to determine the load capacity, Fig.16. Different corrections were produced on the test gears in order to ascertain their influence on the load capacity. There was good correlation between the load capacity in the test and the FE (finite element) results. Particularly noteworthy is an additional shift of the load pattern towards the heel due to the increased stiffness in this area. This shift is not discernable in the calculation with the substitute cylindrical gear pair. Simultaneous to the load capacity tests, measurements of the transmission error and rotational acceleration were conducted in a universal noise test box, Fig. 17. In addition to the load influence, the influence of additional axis tilt on the noise excitation was also examined in these tests. With regard to this axis tilt, no large amount of sensitivity in the tested gear sets was found.6MANUFACTURING SIMULATIONWith the assistance of the manufacturingsimulation, machine settings and movements withcontinuous generation grinding as well as theproduced profile twist can be obtained. Production-constrained profile twist can be considered as early as the design phase of a transmission and can be incorporated into the load capacity and noise analyses. Simulation software for the manufacturing of beveloids was specially developed at ZF, which is comparable to /9/.6.1PRODUCTION METHODSTHAT CAN BE USED FORBEVELOIDSOnly generating methods canbe used to produce the beveloidgearing, because the shape of thetooth profile changes significantlyalong the face width. Only veryslightly conical beveloids can be manufactured with the acknowledgment that there is profile angle deviation even with the shaping process. Hobs are the easiest to use for pre-cutting. Gear planning would theoretically be useable as well; however, the kinematics required makes this not really feasible on existing machines. Internal conical gears can then only be precisely manufactured with pinion-type cutters if the cutter axis is parallel to the tool axis and the cone is created by changing the center distance. If the internal gear is manufactured with a tilted pinion cutter axis such as used for crown gears, this results in a hollow crowning and a profile twist without corrective movements. These deviations are small enough to be ignored for minor cone angles. For final processing, continuous generation grinding with a grinding worm appears to be the best option. If the workpiece or tool fixture can be additionally tilted,then partial generation methods are also applicable. Processing in a topological grinding process is also possible (e.g. 5-axis machines), but with great effort, when the cone angle of the gearing can be considered in the machine control. In principle, honing and coroning can also be used for the processing; however, the application of these methods in beveloids still needs extensive development. The targeted hollow crowning can be created in the generation grinding process in the dual-flank grinding process via a bowshaped reduction in the center distance. Thismethod results in a profile twist, that is the reverse of the profile twist from the contact gaping. Thus, this method provides extensive compensation for the profile twist and a significantly more voluminous load pattern as is typical on cylindrical gears.6.2WORKPIECE GEOMETRYThe following workpiece descriptions are used in the simulation:® initial gear (with stock allowance for the grind processing)® ideal gear (from the gear data, without flank corrections)® finished gear (with production-constrained deviations and flank corrections).动力传动圆锥渐开线齿轮的设计、制造和应用Dr. J. Börner,K. Humm,Dr. F. Joachim,Dr. H. akaria,ZF Friedrichshafen AG , 88038Friedrichshafen, Germany;摘要:圆锥渐开线齿轮(斜面体齿轮)被用于交叉或倾斜轴变速器和平行轴自由侧隙变速器中。
自动化专业外文文献
Development of Sensor New TechnologySensor is one kind component which can transform the physical quantity, chemistry quantity and the biomass into electrical signal、The output signal has the different forms like the voltage, the electric current, the frequency, the pulse and so on, which can satisfy the signal transmission, processing, recording, and demonstration and control demands、So it is the automatic detection system and in the automatic control industry 、If automatic Technology is used wider, then sensor is more important、Several key words of the sensor:1 Sensor ElementsAlthough there are exception ,most sensor consist of a sensing element and a conversion or control element、For example, diaphragms,bellows,strain tubes and rings, bourdon tubes, and cantilevers are sensing elements which respond to changes in pressure or force and convert these physical quantities into a displacement、This displacement may then be used to change an electrical parameter such as voltage, resistance, capacitance, or inductance、Such combination of mechanical and electrical elements form electromechanical transducing devices or sensor、Similar combination can be made for other energy input such as thermal、Photo, magnetic and chemical,giving thermoelectric, photoelectric,electromaanetic, and electrochemical sensor respectively、2 Sensor SensitivityThe relationship between the measured and the sensor output signal is usually obtained by calibration tests and is referred to as the sensor sensitivity K1= output-signal increment / measured increment 、In practice, the sensor sensitivity is usually known, and, by measuring the output signal, the input quantity is determined from input= output-signal increment / K1、3 Characteristics of an Ideal SensorThe high sensor should exhibit the following characteristics、(a)high fidelity-the sensor output waveform shape be a faithful reproduction of the measured; there should be minimum distortion、(b)There should be minimum interference with the quantity being measured; the presence of the sensor should not alter the measured in any way、(c)Size、The sensor must be capable of being placed exactly where it is needed、(d)There should be a linear relationship between the measured and the sensor signal、(e)The sensor should have minimum sensitivity to external effects, pressure sensor,for example,are often subjected to external effects such vibration and temperature、(f)The natural frequency of the sensor should be well separated from the frequency and harmonics of the measurand、Sensors can be divided into the following categories:1 Electrical SensorElectrical sensor exhibit many of the ideal characteristics、In addition they offer high sensitivity as well as promoting the possible of remote indication or mesdurement、Electrical sensor can be divided into two distinct groups:(a)variable-control-parameter types,which include:(i)resistance(ii)capacitance(iii)inductance(iv)mutual-inductance typesThese sensor all rely on external excitation voltage for their operation、(b)self-generating types,which include(i)electromagnetic(ii)thermoelectric(iii)photoemissive(iv)piezo-electric typesThese all themselves produce an output voltage in response to the measurand input and their effects are reversible、For example, a piezo-electric sensor normally produces an output voltage in response to the deformation of a crystalline material; however, if an alternating voltage is applied across the material, the sensor exhibits the reversible effect by deforming or vibrating at the frequency of the alternating voltage、2 Resistance SensorResistance sensor may be divided into two groups, as follows:(i)Those which experience a large resistance change, measured by using potential-divider methods、Potentiometers are in this group、(ii)Those which experience a small resistance change, measured by bridge-circuit methods、Examples of this group include strain gauges and resistance thermometers、3 Capacitive SensorThe capacitance can thus made to vary by changing either the relative permittivity, the effective area, or the distance separating the plates、The characteristic curves indicate that variations of area and relative permittivity give a linear relationship only over a small range of spacings、Thus the sensitivity is high for small values of d、 Unlike the potentionmeter, the variable-distance capacitive sensor has an infinite resolution making it most suitable for measuring small increments of displacement or quantities which may be changed to produce a displacement、4 Inductive SensorThe inductance can thus be made to vary by changing the reluctance of the inductive circuit、Measuring techniques used with capacitive and inductive sensor:(a)A、C、excited bridges using differential capacitors inductors、(b)A、C、potentiometer circuits for dynamic measurements、(c)D、C、circuits to give a voltage proportional to velocity for a capacitor、(d)Frequency-modulation methods, where the change of C or L varies the frequency of an oscillation circuit、Important features of capacitive and inductive sensor are as follows:(i)resolution infinite(ii)accuracy±0、1% of full scale is quoted(iii)displacement ranges 25*10-6 m to 10-3m(iv)rise time less than 50us possibleTypical measurands are displacement, pressure, vibration, sound, and liquid level、5 Linear Variable-differential Ttransformer6 Piezo-electric Sensor7 Electromagnetic Sensor8 Thermoelectric Sensor9 Photoelectric Cells10 Mechanical Sensor and Sensing ElementsIn information age, the information industry includes information gathering, transmission, process three parts, namely sensor technology, communication, computer technology、Because of ultra large scale integrated circuit’s rapid development after having been developed Modern computer technology and communication, not only requests sensor precision reliability, speed ofresponse and gain information content request more and more high but also requests its cost to be inexpensive、The obvious traditional sensor is eliminated gradually because of the function, the characteristic, the volume, the cost and so on、As world develop many countries are speeding up to the sensor new technology’s research and the development, and all has obtained the enormous breakthrough、Now the sensor new technology development mainly has following several aspects:Using the physical phenomenon, the chemical reaction, the biological effect as the sensor principle therefore the researches which discovered the new phenomenon and the new effect are the sensor technological improving ways 、it is important studies to developed ne w sensor’s the foundation、Japanese Sharp Corporation uses the superconductivity technology to develop successfully the high temperature superconductivity magnetic sensor and get the sensor technology significant breakthrough、Its sensitivity is so high and only inferior in the superconductivity quantum interference component、Its manufacture craft is far simpler than the superconductivity quantum interference component、May use in magnetism image formation technology、So it has the widespread promoted value、Using the immune body and the antigen meets one another compound when the electrode surface、It can cause the electrode potential change and use this phenomenon to be possible to generate the immunity sensor、The immunity sensor makes with this kind of immune body may to some organism in whether has this kind of ant original work inspection、Like may inspect somebody with the hepatitis virus immune body whether contracts the hepatitis, plays to is fast, the accurate role、The US UC sixth branch has developed this kind of sensor、The sensor material is the important foundation for sensor technology, because the materials science is progressive and the people may make each kind of new sensor For example making the temperature sensor with the high polymer thin film; The optical fiber can make the pressure, the current capacity, the temperature, the displacement and so on the many kinds of sensors; Making the pressure transmitter with the ceramics、The high polymer can become the proportion adsorption and the release hydrogen along with the environment relative humidity size、The high polymer electricitylies between the constant to be small, the hydrogen can enhance the polymer the coefficient of dialectical loss、Making the capacitor the high polymer dielectric medium, determines the electric capacity cape city the change, then obtains the relative humidity、Making the plasma using this principle to gather the legitimate polystyrene film temperature sensor below, it has the characteristic、Measured the wet scope is wide; The temperature range is wide, may reach -400 ℃ ~ +1,500 ℃; The speed of response is quick, is smaller than 1S; The size is small, may use in the small space measuring wet; The temperature coefficient is small、The ceramic electric capacity type pressure transmitter is one kind does not have the intermediary fluid the dry type pressure transmitter、Uses the advanced ceramic technology, the heavy film electronic technology, its technical performance is stable, the year drifting quantity is smalle r than 0、1%F、S, warm floats is smaller than ±0、15%/10K, anti- overloads strongly, may reach the measuring range several hundred times、The survey scope may from 0 to 60mpa、German E+H Corporation and the American Kahlo Corporation product is at the leading position、The optical fiber application is send the material significant breakthrough, its uses in most early the optical communication techniques、In the optical communication use discovered works as environmental condition change and so on the temperature, pres-sure, electric field, magnetic field, causes the fiber optic transmission light wave intensity, the phase, the frequency, change and so on the polarization condition, the survey light wave quantity change, may know causes these light wave physical quantity the and so on quantitative change temperature, pressure ,electric field, magnetic field size, uses these principles to be possible to develop the optical fiber sensor、The optical fiber sensor and the traditional sensor compare has many characteristics: Sensitivity high, the structure simple, the volume small, anti-corrosive, the electric insulation good, the path of rays may be curving, be advantageous for the realization telemeter and so on、Optical fiber sensor Japan is in the advanced level、Like Idec Izumi Corporation and Sun x Corporation、The optical fiber send receiver and the integrated path of rays technology unify, accelerates the optical fiber sensor technology development、Will integrate the path of ray’scomponent to replace the original optics part and the passive light component; enable the optical fiber sensor to have the high band width, the low signal processing voltage, the reliability high, the cost will be low、In semiconductor technology processing method oxygenation, the photo etc hang, the proliferation, the deposition, the plane electron craft, various guides corrosion and steams plates, the sputtering thin film and so on, these have all introduced to the sensor manufacture、Thus has produced each kind of new sensor, like makes the silicon micro sensor using the semiconductor technology, makes the fast response using the thin film craft the gas to be sensitive, the wet sensitive sensor, the use sputtering thin film craft system pressure transmitter and so on、、The Japanese hor izontal river company uses various guides’ corrosion technology to carry on the high accuracy three dimensional processing; the system helps the silicon resonance type pressure transmitter、The core partially presses two resonant Liang by the feeling which above the silicon diaphragm and the silicon diaphragm manufactures to form, two resonant Liang's frequency difference correspondence different pressure, measures the pressure with the frequency difference method, may eliminate the error which factor and so on ambient temperature brings、When ambient temperature change, two resonant Liang frequencies and the amplitude variation are same, after two frequency differences, its same change quantity can counterbalance mutually、It’s survey most high accuracy may reach 0、01%FS、American Silicon Microstructure Inc、(SMI) the company develops a series of low ends, linear in 0、1% to 0、In 65% scope silicon micro pressure transmitter, the lowest full measuring range is 0、15psi (1KPa), it makes take the silicon as the material, has the unique three dimensional structure, the light slight machine-finishing, makes the wheat stone bridge many times with the etching on the silicon diaphragm, when above silicon chip stress, it has the distortion, the resistance produces presses the anti- effect but to lose the bridge balance, the output and the pressure becomes the proportion the electrical signal、Such silicon micro sensor is the front technology which now the sensor develops, Its essential feature is the sensitive unit volume is a micron magnitude, Is the traditional sensor several dozens, several 1%、In aspect andso on industry control, aerospace domain, biomedicine has the vital role, like on the airplane the use may reduce the airplane weight, reduces the energy、Another characteristic is can be sensitive is small surveyed, may make the blood pressure pressure transmitter、The Chinese aviation main corporation Beijing observation and control technical research institute, the development CYJ series splashes thanks the membrane pressure transmitter is uses the ion sputtering craft to process the metal strain gauge, it has over come the nonmetallic strain gauge easily the temperature influence insufficiency, has the high stability, is suitable in each kind of situation, is measured the medium scope widely, but also overcame the tradition lowly to glue the precision which the type brought, sluggish big, shortcoming and so on slow change, had the precision high, the re-liability is high, the volume small characteristic, widely used in domain and so on aviation, petroleum, chemical industry, medical service、Integrates the sensor the superiority is the traditional sensor is unable to achieve, it is a simple sensor not merely, it in at the same time the auxiliary circuit part and send the part will integrate on together the chip, will cause it to have the calibration, to compensate, from the diagnosis and the network correspondence function, it might reduce the cost, the gain in yield, this kind of blood pressure sensor which American LUCAS, NOVASENSOR Corporation will develop, each week will be able to produce 10,000、The intellectualized sensor is one kind of belt microprocessor sensor, is achievement which the microcomputer and the sensor unifies, it has at the same time the examination, the judgment and the information processing function, compares with the traditional sensor has very many characteristics: Has the judgment and the information processing function, can carry on the revision, the error to the observed value compensates, thus enhancement measuring accuracy; May realize the multi-sensor multi parameters survey; Has from the diagnosis and from the calibration function, enhances the reliability; The survey data may deposit and withdraw, easy to operate; Has the data communication interface, can and the microcomputer direct communication、The sensor, the signal adjustment electric circuit, the monolithic integrated circuit integration forms ultra large-scale integrated on a chip the seniorintelligence sensor、American HONY WELL Corporation ST-3000 intelligence sensor, the chip size only then has 3×4×2mm3, uses the semiconductor craft, makes CPU, EPROM, the static pressure, the differential pressure, the temperature on the identical chip and so on three kind of sensitive units、The intellectualized sensor research and the development, US is at the leading position、American Space Agency when development spaceship called this kind of sensor for the clever sensor (Smart Sensor), on the spaceship this kind of sensor is extremely important、Our country in this aspect research and development also very backward mainly is because our country semiconductor integrated circuit technological level is limited、The sensor’s development is changing day after day since especially the 80's humanities have entered into the high industrialization the information age, sensor techno-logy to renewal, higher technological development、US, Japan and so on developed country sensor technological development quickest, our country because the foundation is weak, the sensor technology compares with these developed countries has the big disparity、Therefore, we should enlarge to the sensor engineering research, the development investment, causes our country sensor technology and the foreign disparity reduces, promotes our country instrument measuring appliance industry and from the technical development、——From《Sensor Technology Handbook》,Jon Wilson,Newnes传感器新技术的发展传感器就是一种能将物理量、化学量、生物量等转换成电信号的器件。
自动化专业英语论文参考文献范例
自动化专业英语论文参考文献一、自动化专业英语论文期刊参考文献[1].“自动化专业英语”教学探讨.《中国电力教育》.2012年26期.于宗艳.王丽.孟娇茹.[2].初探《自动化专业英语》一体化教学.《东方教育》.2014年12期.徐秋珍.[3].自动化专业英语同步教学方法探讨.《中国职工教育》.2014年16期.武超.李舒.[4].自动化专业英语教学创新与探讨.《考试周刊》.2011年73期.郑长山.[5].自动化专业英语教学探讨.《经济师》.2013年5期.刘远义.张春晶.陈纯锴.[6].电气工程及其自动化专业英语教学实践的思考.《中国电力教育》.2008年24期.王建冈.[7].“动态系统理论”思想指导下的“自动化专业英语”课程教学改革. 《教育教学论坛》.2016年11期.董朝轶.陈晓艳.[8].远期视角下自动化专业英语教学启示.《时代教育(教育教学版)》.2011年3期.袁杰.[9].自动化专业英语教学探讨.《中国电力教育》.2009年23期.慕延华.[10].高职自动化专业英语的项目式教学的探索.《无锡职业技术学院学报》.2009年6期.邓小龙.郑贞平.二、自动化专业英语论文参考文献学位论文类[1].基于Web的超媒体课件及其集成制作系统的研究与开发.作者:张华.机械制造及其自动化南京航空航天大学2001(学位年度)[2].数控技术在本科、高职、中职中的教学比较研究.作者:华丽娟.机械制造及其自动化同济大学职业技术教育学院同济大学2005(学位年度)[3].英语专业学生语法能力重构的实证研究.作者:陈一龙.外国语言学及应用语言学湘潭大学2011(学位年度)三、自动化专业英语论文专著参考文献[1]电气工程及其自动化专业英语教学探究.李文娟.周美兰.戈宝军,2008第五届全国高校电气工程及其自动化专业教学改革研讨会[2]电气工程及其自动化专业英语教学法初探.刘兴文.高心.邵仕泉,2008第五届全国高校电气工程及其自动化专业教学改革研讨会[3]电力专业英语课程的建设要点和教学改革.朱永强.尹忠东.文俊.崔学深.黄伟,2007第四届全国高等学校电气工程及其自动化专业教学改革研讨会[4]电力专业英语教材的要点和“十一五”精品规划教材建设.朱永强.尹忠东.崔学深.文俊.于晗,2007第四届全国高等学校电气工程及其自动化专业教学改革研讨会[5]电力专业英语教材的要点和“十一五”精品规划教材建设.朱永强.尹忠东.崔学深.文俊.于晗,2007第四届全国高等学校电气工程及其自动化专业教学改革研讨会[6]电类专业英语教学初探.顾菊平.王德明.朱建红,2007第四届全国高等学校电气工程及其自动化专业教学改革研讨会[7]电类专业英语教学初探.顾菊平.王德明.朱建红,2007第四届全国高等学校电气工程及其自动化专业教学改革研讨会[8]高校机械专业英语教学的一些思考.李硕.孙立鹏.王琨.赵燕,2009纪念全国机械设计教学研究会成立二十周年暨第十一届全国机械设计教学研讨会[9]工科类专业英语教学改革的出路思考.苏彩红,20082008年全国高等学校电子信息科学与工程类专业教学协作会议[10]基于CDIO工程教育模式的三位一体科技写作教学改革研究.徐文星.纪文刚.赵起超.张立新.于静,20132013年全国自动化教育学术年会。
自动化专业英语论文
自动化专业英语论文Title: The Role of Automation in Modern IndustriesAbstract:This paper aims to explore the significance of automation in various industries and its impact on productivity, efficiency, and job market dynamics. The study provides an overview of the evolution of automation technology and its integration into different sectors. It analyzes the benefits and challenges associated with automation, including increased production rates, reduced human error, and potential job displacement. Additionally, the paper discusses the importance of specialized English language skills for professionals in the field of automation. The findings suggest that while automation offers numerous advantages, it also requires continuous adaptation and upskilling to ensure a successful transition to an automated workforce.1. IntroductionAutomation has become an integral part of modern industries, revolutionizing the way tasks are performed and businesses operate. This section provides an overview of the objectives and structure of the paper.2. Evolution of Automation TechnologyThis section traces the historical development of automation, from the Industrial Revolution to the present day. It highlights key milestones and breakthroughs in automation technology, such as the invention of the assembly line and the introduction of robotics.3. Automation in Various IndustriesThis section examines the application of automation in different sectors, including manufacturing, healthcare, transportation, and agriculture. It explores how automation has transformed these industries, leading to increased efficiency, improved quality control, and enhanced safety measures.4. Benefits of AutomationThis section discusses the advantages of automation, including increased productivity, cost savings, and improved product quality. It also highlights the potential for reduced human error and a safer working environment.5. Challenges of AutomationThis section addresses the challenges associated with automation, such as the displacement of jobs, the need for retraining and upskilling, and the potential for increased income inequality. It also discusses the ethical considerations surrounding automation, including privacy concerns and the impact on socio-economic dynamics.6. English Language Skills in the Field of AutomationThis section emphasizes the importance of specialized English language skills for professionals in the automation industry. It highlights the need for effective communication and collaboration in a globalized work environment. It also discusses the significance of technical vocabulary and the ability to comprehend and produce technical documentation.7. ConclusionThis section summarizes the key findings of the paper and emphasizes the need for continuous adaptation and upskilling in the field of automation. It underscores the importance of striking a balance between the benefits of automation and the potential challenges it presents.In conclusion, automation has revolutionized various industries, offering numerous benefits such as increased productivity and improved product quality. However, it also poses challenges, including potential job displacement and the need for continuous skill development. Professionals in the field of automation must possess specialized English language skills to effectively communicate and collaborate in a globalized work environment. By embracing automation while prioritizing ongoing learning anddevelopment, individuals and industries can successfully navigate the changing landscape and harness the full potential of automation technology.。
机械设计制造及其自动化参考文献英文

机械设计制造及其自动化参考文献英文1. Hahn, R.S., 2010. Introduction to mechanical engineering design and manufacturing. CRC Press.2. Zhang, J., Liu, X., Fang, Y. and Xu, D., 2016. A collaborative optimization approach for product design and manufacturing process planning. Journal of Intelligent Manufacturing, 27(4), pp.803-819.3. Yang, S., Guo, D., Cai, W., Li, Z. and Zhou, H., 2017. Research on the application of cloud manufacturing in mechanical design and manufacturing. International Journal of Advanced Manufacturing Technology, 92(9-12), pp.3639-3648.4. Rao, P.N. and Chidambara, M.R., 2015. Design for manufacturing and assembly-a review. International Journal of Engineering Research and Applications, 5(8), pp.84-90.5. Hu, Q., Chen, S. and Su, Y., 2014. Design for manufacturability: A literature review. Journal of Industrial Integration and Management, 2(3), p.145.6. Ulrich, K.T. and Eppinger, S.D., 2017. Product design and development. McGraw-Hill Education.7. Wang, Z., Li, B., Zhao, J. and Wu, G., 2018. Design for additive manufacturing: A review of requirements and challenges. International Journal of Advanced ManufacturingTechnology, 94(9-12), pp.3563-3577.8. Kim, D. and Cho, D.W., 2015. Review of manufacturing technologies for tissue engineering applications. Procedia Engineering, 110, pp.139-144.9. Kuo, R.J., Ho, L.C. and Lu, Y.Y., 2016. An innovative manufacturing system for smart production of customized eyeglasses. Journal of Intelligent Manufacturing, 27(4), pp.821-836.10. Wang, G., Zou, Y., Li, W. and Xu, X., 2017. A review of research on modeling and optimization of machining processes. International Journal of Machine Tools and Manufacture, 122, pp.1-17.。
自动化专业的英语文章
自动化专业的英语文章Automation is the use of machines, computers, and software to perform tasks that were previously done by humans. Automation has revolutionized many industries, including manufacturing, transportation, and finance. In the field of automation, there are many different areas of specialization. One area of specialization in automation is control systems. Control systems are used to control the operation of machines and equipment. They can be used in a variety of industries, including manufacturing, power generation, and oil and gas. Control systems can be simple or complex, depending on the application. They can be used to control the temperature of a room or to control the operation of a nuclear power plant.Another area of specialization in automation is robotics. Robotics involves the design, construction, and operation of robots. Robots can be used in a variety of applications, including manufacturing, healthcare, and agriculture. Robotics technology is advancing rapidly, and robots are becoming more sophisticated and capable.Industrial automation is another area of specialization in automation. Industrial automation involves the use of machines, computers, and software to automate manufacturing processes.Industrial automation can be used to improve efficiency, reduce costs, and improve quality. Industrial automation can also be used to improve safety, by reducing the need for workers to perform dangerous tasks.In conclusion, automation is a rapidly growing field with many different areas of specialization. Control systems, robotics, and industrial automation are just a few of the areas where professionals can specialize. Automation has revolutionized many industries and will continue to do so in the future. As technology advances, the possibilities for automation are endless.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动化英文论文参考文献
一、自动化英文论文期刊参考文献
[1].网络办公自动化系统构架设计综述.
《中小企业管理与科技》.2009年12期.韩小强.
[2].试论办公自动化的发展趋势.
《产业与科技论坛》.2011年2期.张娟.
[3].办公自动化系统在实际操作中的利弊之我见.
《科技创新与应用》.2015年24期.吴胜斌.
[4].《自动化学报》第39卷第10期(2013年10月)17篇论文的英文关键词共有6个Ei主题词.
《西北工业大学学报》.被中信所《中国科技期刊引证报告》收录ISTIC.被EI 收录EI.被北京大学《中文核心期刊要目总览》收录PKU.2013年6期.胡沛泉.
[5].基于OCR与词形状编码的英文扫描文档检索.
《模式识别与人工智能》.被中信所《中国科技期刊引证报告》收录ISTIC.被EI收录EI.被北京大学《中文核心期刊要目总览》收录PKU.2009年3期.夏勇.戴汝为.肖柏华.王春恒.
[8].Word文档中通过CrossRef自动查询与整合英文参考文献DOI的实践. 《中国科技期刊研究》.被中信所《中国科技期刊引证报告》收录ISTIC.被北京大学《中文核心期刊要目总览》收录PKU.被南京大学《核心期刊目录》收录CSSCI.2013年2期.王玥.毛善锋.刘谦.
[9].《自动化学报》征稿简则.
《自动化学报》.被中信所《中国科技期刊引证报告》收录ISTIC.被EI收录EI.被北京大学《中文核心期刊要目总览》收录PKU.2001年1期.
[10].联机手写英文识别.
《计算机研究与发展》.被中信所《中国科技期刊引证报告》收录ISTIC.被EI 收录EI.被北京大学《中文核心期刊要目总览》收录PKU.2006年1期.邹明福.钮兴昱.刘昌平.白洪亮.
二、自动化英文论文参考文献学位论文类
[1].非母语英文字母识别、汉语数字识别及其应用系统研究.
作者:李腾.模式识别与智能系统中国科学院自动化研究所2004(学位年度)
[2].英文地址图像识别与翻译研究.被引次数:1
作者:屠晓.计算机应用技术华东师范大学2011(学位年度)
[3].基于HMM的脱机自由手写英文单词识别系统.
作者:梁佳玉.模式识别与智能系统中国科学院自动化研究所2004(学位年度)
[4].特征选择方法对英文作文自动评分性能影响的研究.被引次数:4
作者:崔爱国.计算机技术苏州大学2009(学位年度)
[5].翻译项目实践报告——从“核电站竞标项目书”翻译看工程类标书的英汉翻译.
作者:朱奕超.英语笔译东华大学2013(学位年度)
[6].孟加拉信封图像的语言辨别和邮政编码定位.
作者:周丽君.计算机应用技术华东师范大学2006(学位年度)
[7]中英文混合语音合成系统.
作者:张毅.模式识别与智能系统中国科学院自动化研究所2009(学位年度)
[8]借助网络信息的汉英实体翻译技术研究.被引次数:1
作者:杨帆.计算机应用技术中国科学院自动化研究所2009(学位年度)
[9].广播电视地球站自动化监控系统的研究.
作者:张向明.电子与通信工程山东大学2007(学位年度)
[10].基于图像识别和地址翻译的国际信函批译系统.被引次数:2
作者:王霞玲.计算机应用技术华东师范大学2009(学位年度)
三、自动化英文论文专著参考文献
[1]脱机自由手写英文单词的识别.
梁佳玉.黄磊.刘迎建,2003中科院自动化研究所自动化与信息技术发展战略研讨会暨2003年学术年会
[2]联机手写英文单词识别系统.
邹明福.钮兴昱.刘昌平.童剑军,2005中国自动化与信息技术研讨会暨2004年学术年会
[3]英文教材材“电路基础(第2版)”与中文教材材“电路(第5版)”的比较研究.
罗先觉,2010第七届全国高等学校电气工程及其自动化专业教学改革研讨会
[4]词表限制下的非母语连续英文字母串识别系统.
李腾.李成荣.李鹏,2003第七届全国人机语音通讯学术会议
[5]英文教材《电路基础(第2版)》介绍与评述.
罗先觉.王仲奕.王曙鸿.陈斌.闰瑞萍.苏婉莹,2008第五届全国高校电气工程及其自动化专业教学改革研讨会
[6]人工智能课程全英文教学改革.
谢榕.刘琼.卢冰,20132013年全国智能科学与技术教育暨教学学术研讨会
[7]机械工程及自动化专业机械工程导论课程建设.
杨培林.庞宣明.陈晓南.曹秉刚,2006第八届全国机械设计教学研讨会议暨见习机械师设计工程师工作会议
[8]用于英文字母识别的三种人工神经网络的设计.
丛爽.陆婷婷,2006第四届全国信息获取与处理学术会议
[9]《高电压技术》双语教学的探讨.
刘刚.张尧,2007第四届全国高等学校电气工程及其自动化专业教学改革研讨会
[10]一种基于骨架特征和神经网络的手写体字符识别技术.
蔡自兴.成浩,2001中国自动化学会中南六省(区)第十九届自动化学术年会。