舞阳钢结构用宽厚板的开发
自升式海洋平台齿条用177.8mm厚度钢板的研制开发

Ge a r Ra c k o f J a c k- — - u p Of fs h o r e P l a t f o r m
Wu T a o , Wu D o n g z h a o , Y e J i a n j u n , P a n g H u i y o n g a n d Wa n g J i u q i n g
0 前 言
舞钢 依靠 先进 的装 备 与 技 术优 势 , 在 国 内率 先 开展 了 自升式 海 洋平 台桩 腿 齿条 用 1 7 7 . 8 m m
厚度 A 5 1 7 G r Q钢板 的试 制开 发 , 该厚 度 规 格 钢板
一
近 年来 , 随着 我 国海 洋经济 不 断发展 , 尤其 是 在 国家 大力发 展 海 洋 的战 略 背 景下 , 海 洋 平 台的
第2 l 卷第 3 期 2 0 1 5年 6月
宽厚板
WI DE AND HE AVY P L A TE
V o 1 . 2 1 。 N o . 3
J u n e 2 0 1 5 ・1・
・
试验研究 ・
自升 式 海 洋 平 台 齿 条 用 1 7 7 . 8 mm 厚 度 钢 板 的 研 制 开 发
进 口齿 条钢 一方 面 采 购周 期 长 , 增 加产 品制 造 周
期, 另 一方 面采购 成本大 , 大 大制约 了海样 工程 的 发展 , 因此尽 早开 发 国产 大厚 度 海 洋平 台用 钢 板 具有非 常重要 的意义 。
建 造迎 来 了一 个新 的高速 发展期 。大厚度 齿条 钢
板 是制 造 自升式 海 洋钻 井 平 台 桩腿 的关 键 材料 , 具有高 强度 、 高韧性 、 大厚 度 、 抗 腐蚀 能力 强 、 技 术
氨合成塔用大厚度14Cr1MoR钢板的研制开发

第22卷第6期宽厚板V ol.22,No.62016 年 12 月WIDE AND HEAVY PLATE December 2016 • 19 •氨合成塔用大厚度14CrlMoR钢板的研制开发李样兵牛红星吴艳阳柳付芳(舞阳钢铁有限责任公司)摘要结合氨合成塔的技术要求以及舞钢4 200 m m宽厚板生产线的装备特点,通过优化成分设计、合 理控制冶炼、轧制及热处理工艺,成功开发出厚度达151 m m的14CrlMoR钢板,并对所研制的钢板进行了力 学、理化性能检验。
结果表明:舞钢开发的151 mm厚14CrlMoR钢板组织为均勻的单一贝氏体回火组织,具有 良好的常温、高温拉伸性能和优良的低温冲击钿性。
关键词氨合成塔14CrlMoR钢板研制开发Study and Development of Large Thickness 14Crl M oR SteelPlate for Ammonia ConverterLi Yangbing,Niu Hongxing,Wu Yanyang and Liu Fufang(Wuyang Iron and Steel Co. ,L td.)Abstract Combining the technical requirements of ammonia converter with installation features of Wugang 4 200 mm wide and heavy plate production line, rationally controlling metling, rolling and heat treatment process, Wugang successfully develops 151 mm thick 14CrlMoR steel plate and performs mechanical testing and chemical analysis on the developed steel plate. The results show that the steel plate composes of uniform and sole bainiate tempering microstructure and possesses good tensile properties at ambient temperature and elevated temperature, excellent low temperature impact toughness.Keywords Ammonia converter 14CrlMoR steel plate Study and development〇前言氨合成塔是合成氨工业中的重要设备,原料 分别为氢、氮、氨混合气体,处于高温、高压和腐蚀 性介质环境,服役条件十分恶劣[1]。
百尺竿头更进一步——访舞钢市市长王新伟

旅游歌 曲征集。加快宾馆酒店和餐饮业的发展, 着力培 育 一 些 地 方 小 吃 和 特 色 美 食 餐 饮 区, 力争 旅 游 总 收 入
突 破 2亿 元 。 王 新 伟 市 长 望 着舞 钢 市 繁荣 的景 象深 情 地说 , 一个 城 市经 济 要发展 , 社会 民 生更要 关 注, 我们 在经 济发 展 的 同时更坚 持 着力改善 民生, 建设和 谐舞钢 。坚持 以人 为本 , 从 解决 好 人 民群 众 最现 实 、最 关心 、最直 接 的利 益 问题入 手 , 以 改善 民 生为 重 点, 扎 实推 进和 谐 舞钢 建 设 。 ■
力度 ,用足用好市农业 结构调整资金和 各项扶持政策 , 加大扶持 力度,做 大规模 ,做强 品牌 。加大对农 民的培 训 力 度 ,整 合培 训 资 源, 扩 大培 训 规 模 ,提 高 培训 质 量 。 I 这 春 阳 温 暖和 谐 的上 午 , 让 人 心 旷 神 恰 。王 新 伟 市
钢公 司宽 厚 板 调 整 项 目和 投 资 5. 亿 元 的 新 宽厚 板 生 8 产线 热 处 理 项 目, 加 快 投 资 4.2亿 元 的 安 钢 舞 阳矿 业 公 司 露 转 地 三期 工 程 项 目建 设 , 继 续 推 进 奥 瑞 特 矿 业 公 司融 资 项 目、 中加 公 司 1 方 米炼 铁 高 炉 项 目 、 8 O O立 新 宇 泰 下 曹 铁 矿 矿 采 等 项 目建 设 建 成 中 加 矿 业 公 司 一 选 厂 提 铁 降 硅 工 程 及 排 尾 矿 管 道 工 程 、 九 头 崖 山 泉 生 产 基 地 一 期 工 程 和 立 方 科 技 管线 加 工 研 发 项 目。 我 们 首 先 做 的就 是 突 出集 群 经 济 , 提 升产 业 聚 集 水 平 。 以现 有 的 四 大 工 业 聚 集 区 为 主体 , 通 过 争 取 贷 款 、盘 活 土地 、 引进 外 资 和 财 政 支 持 等 方 式 , 加 快 基 础设施 和服 务体系 建设 ,增 强 园区的产 业承 载能 力。 抓 好 园 区招 商 , 结 合 国 家 产 业 政 策 , 围绕 我 市 特 色 产 业 、优 势 产 业 , 进 行 策 划 论 证 , 充 实 项 目库 , 科 学 包
舞钢简介与发展历史
舞钢简介与发展历史更多不锈钢管知识,请登录西安不锈钢管网站:河北钢铁集团舞阳钢铁有限责任公司是我国首家宽厚钢板生产和科研基地,我国重要的宽厚钢板国产化替代进口基地,中国500强企业,河南省重要的利税大户。
现有资产总额132亿元,职工一万余人。
具有年产钢500万吨、宽厚钢板300万吨、销售收入百亿元以上的综合实力。
舞钢于1970年建厂,原为国防军工项目。
1978年9月,曾经号称我国“轧机之王”的舞钢4200mm宽厚板轧机建成投产,一举结束了中国不能生产特宽特厚钢板的历史。
1997年9月,舞钢由原冶金工业部直属企业改制为邯钢集团控股的有限责任公司,2008年6月加入国内最大的钢铁集团—河北钢铁集团。
30多年来舞钢因特而建,因特而兴,奠定了在中国宽厚钢板行业的特殊而重要的地位。
舞钢拥有国内同行业少见的四米一、四米二两条宽厚钢板生产线,主体设备有超高功率电炉4台,钢水精炼、真空处理设施11台,大型钢锭模铸线9条,300×1900mm板坯连铸机一座、300mm×2500mm 板坯连铸机两座,4100mm双机架宽厚板轧机和4200mm宽厚板轧机各一座。
拥有我国宽厚钢板行业最为齐全配套的钢板热处理设施、国际一流水平的科研检测装置和国家级的理化检验中心。
在舞钢已经生产过的12大系列、400多个牌号的产品中,有200多个替代了进口或采用外国标准生产,30多个品种出口美国、德国、日本等发达国家和地区。
先后有十类产品荣获“中国冶金产品实物质量金杯奖”,七类产品荣获“河南省名牌产品”称号。
“舞钢牌”被评为河南省著名商标、河南省著名出口品牌。
2008年“舞钢牌”建筑结构用钢板被评为“中国名牌产品”,2010年舞钢商标被认定为中国驰名商标。
舞钢还是我国建筑结构用钢板、石油天然气输送管线用宽厚钢板、厚度方向性能钢板等5个国家标准的起草单位。
2010年10月,公司荣获全国质量奖。
舞钢产品大量应用于国家重大工程、重大技术装备和国防军工项目。
舞钢4200mm轧机易地改造的必要性和可行性分析

Ke wo d W ie a d h a y p ae,Reo ae d i c t n 0 y rs d n e v lt l td mo f ai ,5 0 0 mm lt l c i o p ae mi l
0 前 言
舞钢 420m 0 m轧机是国内设计 、 制造的第一
Ya g Ch ng n n e we
( yn o n te C . t) WuagI na dSel oLd r
Ab t a t Th r ce c mp e e sv l lb r ts t e n c s i n h e sb l y o o sr ci g5 0 0 mm d s r c e a t l o rh n ie y ea o ae h e e s y a d t e fa ii t fc n tu t 0 i t i n wie a d h a y p ae mi r d c in l e frr l ae df a in o 0 n e v lt l p o u t i eo td mo i c t f 2 0 mm lt l b s d o h e n so q i - l o n o c i o 4 p ae mi a e n t e d ma d fe u p l me tlv la v n e n fw d n e v lt l ,t e p o u t n c p ct fte e tr rs ,te mac i g o p n e e d a c me to e a d h a y p ae mi i l i r c i a a i o h ne p e h th n f u — l d o y i
年产124万吨的4100mm宽厚板车间设计
本科生毕业设计说明书题目:设计年产124万吨的4100mm宽厚板车间设计学生:学号:专业:材料成型及控制工程班级:成型一班指导教师:〔教授〕目录摘要: (5)第一章前言 (6)中厚板发展状况及发展趋势 (6)中厚板轧机发展历史 (6)1.1.2 中厚板生产现状 (6)中厚板发展主要问题 (7)1.1.4 中厚板轧机建设状况 (7)中厚板发展方向 (8)国外中厚板发展概况 (8)中厚板轧机概况 (8)国外中厚板生产技术发展状况 (8)在包头新建中厚板厂的必要性和可行性 (9)1.3.1 原料供给情况分析 (9)区域辅助设施状况 (9)总结................................................. 错误!未定义书签。
第二章产品大纲和金属平衡表编制 (10)2.1 产品大纲 (10)产品方案 (10)产品方案的编制原则 (10)产品大纲 (10)编制金属平衡表 (11)第三章生产工艺流程的制定 (13)工艺流程制定的依据 (13)生产工艺流程 (14)第四章轧机的选择、布置形式 (14)4.1 轧机选择原则 (14)轧机的类型 (15)轧辊尺寸 (15)第五章设备间距确实定和车间的平面布置 (16)设备间距确实定 (16)5.1.1 轧钢机与加热炉距离 (16)轧机机架间距 (16)5.1.3 热矫直机到精轧机的距离 (16)车间的平面布置 (16)车间布置原则 (16)选择金属流程线 ....................................... 错误!未定义书签。
第六章轧制制度确实定.. (17)制定轧制制度的原则和要求 (17)压下规程的制定 (17)道次压下量的分配规律 (17)6.2.2 分配压下量 (18)确定速度制度 (18)计算各道轧制温度 (21)第七章轧制力能参数确实定 (23)变形程度的计算 (23)计算平均单位压力 (27)变形区长度计算 (28)计算轧制压力 (28)计算各道次的轧制力矩 (29)轧制力矩的计算: (29)总传动力矩确实定 (29)第八章轧辊强度校核和电机能力检测 (33)轧制咬人校核 (33)轧辊强度校核 (34)电机过载过热能力校核 (39)第九章车间年产量计算 (41)典型产品轧制图表 (41)轧机小时产量计算 (42)轧钢机平均小时产量 (43)9.4 轧钢车间年产量的计算 (43)9.5 车间平面布置与起重运输 (45)9.5.1 原料库面积计算 (45)9.5.2 中间仓库面积计算 (45)9.5.3 成品库面积计算 (45)第十章主辅设备的选择及性能参数确实定 (47)加热区设备选择 (47)10.2.矫直机主要技术参数确定 (48)冷床 (49)剪切机主要参数确定 (49)钢区设备选择 (51)第十一章技术经济指标 (53)概述 (53)11.2 各类材料消耗指标 (53)金属消耗 (53)燃料消耗 (54)电能消耗 (54)轧辊消耗 (54)水消耗 (55)润滑油的消耗 (55)氧气消耗 (55)耐火材料消耗 (55)参考文献 (55)年产124万吨的4100mm中厚板车间设计摘要:我的毕业设计主要是以包头市及周边地区为设计条件,设计年产量为124万吨的4100宽厚板车间。
舞钢超厚临氢Cr—Mo钢板的研发
Wu Ya n y a n g, Ni u Ho n g x i n g, Z h a n g Me n g a n d Ga o Ya
( Wu y ng a I r o n a n d S t e e l C o . L t d )
( 舞 阳钢铁有限责任公司 ) 摘 要 主要介绍 了舞钢 2 5 6 m m厚 临氢 1 2 C r 2 M o l R钢板 的研 发情 况。检验 结果表 明 , 舞钢 生产 的 2 56 1 2 C r 2 M o l R 性能 临氢设备
m m厚 度 1 2 C r 2 M o l R钢板具有 良 好 的常温性能及低温冲击韧性 , 完全满足临氢设备 的使用要求 。 关键词
51 5 5 0 3 4 9 8 4 9 6 4 9 4 4 9 1 4 8 7 48 2 4 7 5 4 6 6 4 5 5 4 39 4 2l 3 9 6
内宽厚 板 的生 产基 地 之 一 一 , 为 了实 现 大 厚 度 临氢
1 。回火脆化敏感 系数 J ≤1 0 0 , 焊缝 金属脆化敏
感 系数 x≤1 O 。 1 . 2 力学 性 能 室温 力学性 能 要 求 见 表 2 , 高 温 力 学 性 能 要
石化设备用 钢板的 国产化 , 积极进 行 了 2 5 6 m m
厚 度 临氢 1 2 C r 2 M o l R钢 板 的开发 。
1 技 术要 求
求见表 3 。
表 1 技 术条件要求的钢板化学成分 w t / %
’
・
2・
宽厚板
表 2 技 术条件 要求的钢板 室温力学性能
第 l 9卷
X80_X100级管线钢的开发
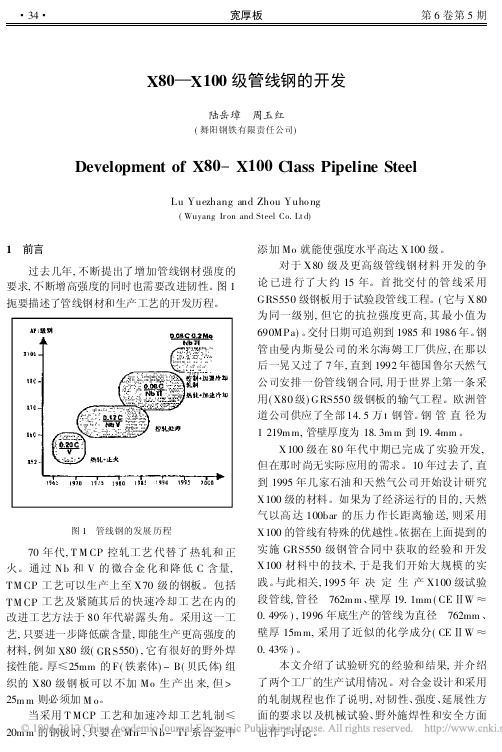
X 80—X 100级管线钢的开发陆岳璋 周玉红(舞阳钢铁有限责任公司)Development of X 80-X 100Class Pipeline SteelLu Yuezhang and Zhou Yuho ng(Wuyang Ir on and Steel Co.Lt d)1 前言过去几年,不断提出了增加管线钢材强度的要求,不断增高强度的同时也需要改进韧性。
图1扼要描述了管线钢材和生产工艺的开发历程。
图1 管线钢的发展历程70年代,T M CP 控轧工艺代替了热轧和正火。
通过Nb 和V 的微合金化和降低C 含量,TM CP 工艺可以生产上至X70级的钢板。
包括TM CP 工艺及紧随其后的快速冷却工艺在内的改进工艺方法于80年代崭露头角。
采用这一工艺,只要进一步降低碳含量,即能生产更高强度的材料,例如X 80级(GRS 550),它有很好的野外焊接性能。
厚≤25mm 的F(铁素体)-B(贝氏体)组织的X80级钢板可以不加Mo 生产出来,但>25m m 则必须加M o 。
当采用T MCP 工艺和加速冷却工艺轧制≤20m m 的钢板时,只要在Mn -Nb-Ti 系合金中添加Mo 就能使强度水平高达X100级。
对于X80级及更高级管线钢材料开发的争论已进行了大约15年。
首批交付的管线采用GRS550级钢板用于试验段管线工程。
(它与X80为同一级别,但它的抗拉强度更高,其最小值为690MPa)。
交付日期可追朔到1985和1986年。
钢管由曼内斯曼公司的米尔海姆工厂供应,在那以后一晃又过了7年,直到1992年德国鲁尔天然气公司安排一份管线钢合同,用于世界上第一条采用(X80级)GRS550级钢板的输气工程。
欧洲管道公司供应了全部14.5万t 钢管。
钢管直径为1219m m,管壁厚度为18.3m m 到19.4mm 。
X100级在80年代中期已完成了实验开发,但在那时尚无实际应用的需求。
10年过去了,直到1995年几家石油和天然气公司开始设计研究X100级的材料。
中厚板生产历史

1.1 世界中厚钢板生产技术的发展18世纪初,西欧国家在二辊周期式薄板轧机上生产小块中板。
美国在1850年左右,用二辊可逆式轧机生产中板。
轧机前后设置传动辊道,用机械化操作实现来回轧制,而且轧辊辊身长度已增至2m以上,不过,轧辊是靠蒸汽机传动的。
1864年美国创建了世界上第一套三辊劳特式中板轧机,它不需要轧辊正反转而利用升降台进行来回轧制,当时盛行一时,推广于世界。
到1891年,美国钢铁公司霍姆斯特德厂,为了提高钢板厚度的精度,投产了世界上第一套四辊可逆式厚板轧机。
1918年卢肯斯钢铁公司科茨维尔厂为了满足军舰用板的需要,建成了一套5230mm四辊式轧机,这是世界上第一套5m以上的特宽的厚板轧机。
1907年美国钢铁公司南厂为了轧机,首次创建了万能式厚板轧机,这套轧机立辊能力很小,板边压下量很有限,随眼效果不明显,但在当时还是十分新奇的。
南厂在1931年还建成了世界上第一套连续式中厚板轧机,在精轧机组后设精整作业线,用于大量生产厚度为10mm左右的中板,满足了市场上对这类尺寸钢板的需要。
欧洲国家中厚钢板生产也是比较早的。
1910年,捷克斯洛伐克投产了一套4500mm二辊式厚板轧机。
1940年,德国建成了一套5000mm四辊式厚板轧机,1937年,英国投产了一套3810mm中厚板轧机。
1939年,法国建成了一套4700mm四辊式厚板轧机。
1940年,意大利投产了一套4600mm二辊式厚板轧机。
1913年,西班牙建成了一套二辊式厚板轧机。
这些轧机都是用于生产机器和兵器的钢板,多数是为了二次世界大战备战的需要。
1941年日本制钢公司室兰厂投产了一套5280mm四辊式厚板轧机,采用蒸汽机传动,主要式满足海军用钢板的需要。
二次世界大战期间,美、苏、英、法、德、意、日、加等八国为了制造军舰和坦克等武器,先后都投产了一批厚板轧机。
二次世界大战后,机器制造、造船、建筑、桥梁、压力容器罐及大直径输送管线等部门的发展,特别是海上运输,能源开发与焊接技术的进步,对中厚钢板的需要量和品种质量方面提出了更高的要求。
(整理)平舞工程建设亲历记

平舞工程建设亲历记张向阳今日舞钢,是一个资产万亿,职工万余的大型钢铁企业,它是曾为长江三峡24扇巨型闸门,为北京奥运会鸟巢,为国家重大工业装备项目作出过重大贡献的我国首家宽厚钢板生产、科研基地。
它的辉煌是在七十年代初期,有十数万人参与的平舞工程会战和平舞工程建设基础上发展和壮大起来的,组织这场会战的总指挥就是时任河南省军区司令员张树芝将军。
当年我曾以平舞工程会战民兵师施工调度、平舞工区办事处技术员身份,参与平舞铁路施工和平舞工区建设,现回首往事记述亲历与见闻。
一、从焦枝到平舞我是许昌水利战线上的一名治淮老兵,1969年9月响应党的号召去支援三线建设,修建焦枝铁路。
经过80万民兵的艰苦奋战,仅用八个月时间,就修成一条北起河南焦作,南到湖北枝城,长达800公里,贯通鄂、豫两省的我国第二条南北交通大通道。
创造了我国铁路建设史上的一个奇迹,受到党中央、国务院的通电祝贺。
1970年7月1日焦枝铁路通车典礼刚刚结束,人们正沉浸在通车的喜悦之中,还没有来得及休息的时候,又传来消息说,参加焦枝铁路会战的第三民兵师师部机关全体干部,整建制转入平舞工程会战,修建平舞铁路,参加我国第一座特厚钢板厂的建设施工。
在过去,我国工业落后,所需特厚钢板全靠进口,西方禁运,苏联封锁,一直制约着我国军工和装备制造业的发展。
上世纪60年代末,国际形势紧张,在中苏两千多公里的边境线上双方陈兵对峙,摩擦不断。
1969年3月中苏在黑龙江省珍宝岛上发生一场战斗,一辆苏军坦克被我军击坏滞留在乌苏里江江面上,苏军数次企图拖走坦克,都被我军击退。
很显然,这辆坦克一定有什么玄机。
我军就炮击坦克附近冰面,坦克下沉,使苏军无法拖走,最终坦克被我军缴获。
据说钱伟长就是根据这辆坦克研制出我国防弹能力极强的特种钢。
我们所要参与的平舞工程会战,就是要建造又宽又厚防弹能力极强的特种钢,是国家的“独生子”。
同志们都深感责任重大,任务光荣。
再加上在那个年代里,绝大部分同志都已离开原工作单位两年有余,修完焦枝铁路,个人的去向还不明,当听到要继续参加平舞工程会战的消息后,同志们都喜出望外,忘记了八个月会战施工的疲劳,顾不上探家和休息,就又迅速投入到平舞工程会战中去了。
4300宽厚板车间工艺设计11

进入 21 世纪以来,大型造船业,海洋工程,桥梁、大口径石油、天然气输送管线、大型压力容器和贮罐、重型建造结构(特殊是高层、防火、耐侯、大跨度和非对称的空间结构用途、机械工程的技术进步和旺盛需求,极大地拉动了宽厚板的发展,低合金、高强度的宽厚板的生产技术进步。
宽厚板轧机生产的产品的厚度在 5- 100(200)mm,宽度在 3500- 4800(5300)mm。
高强度宽厚板钢材的屈服强度普通在 345MPa 以上,用于重大钢结构的则有Q345、Q390、Q420 和 Q460,例如 2022 年奥运会主体工程———国家体育场(鸟巢结构)就大量使用了舞阳钢厂生产的厚度为 110mm 的 Q460E- Z35 钢板。
为了提高安全性和整体性能,减轻自重,减少焊接量,造船和海洋平台则多用 D36 和 E36 以上的宽厚板,用于大口径石油和天然气输送管线多用 X70 级以上,甚至 X100 和 X120 等级的抗硫化氢腐蚀的宽厚板。
这些用途的宽厚板往往还单独或者综合要求具有良好的低温冲击性能,抗焊接热影响和裂纹敏感特性,或者试件断面收缩率Ψ达到 25%或者 35%以上的抗层状撕裂的性能。
生产工艺简单。
中厚钢板大约有 200 年的生产历史,它是国家现代化不可或者缺的一项钢材品种,被广泛应用于大直径输送管、压力容器、桥梁、锅炉、海洋平台、坦克装甲、各类战舰、车辆、机器结构、建造构件等领域。
其种类繁多,使用温度要求广(-200—600℃),使用环境要求复杂(耐蚀性、耐候性等),使用强度要求高(强韧性、焊接性能好等)。
一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志之一,进而在一定程度上也是一个国家工业水平的反映。
随着我国工业的发展,对中厚板产品,无论是数量上还是品种质量上都提出了更高的要求。
控制轧制和控制冷却技术在国际上称为 TMCP(Thermo-MechanicalControl Process),也有直译为热机械处理),它以冶金工艺(如再结晶、相变、沉淀)为基础,并充分利用强化机理(如固溶强化、沉淀强化、晶粒位错强化),特殊是通过限制变形和温度条件使晶粒细化 ,将强度和韧性良好结合 ,使轧后状态下的钢板获得预定的最佳材质性能。
宽厚板轧制过程中的宽展浅析
摘 要 论述宽厚 板轧制过 程中影响宽展的主要 因素及 宽展与轧件宽度之 间的关系 , 从现场 收集 的板宽
宽展 变形 区长度 变化规律
变化数据 , 总结 出变形区长度与钢板宽度之 间的变化规律。提出了宽厚板轧制过程中钢板宽度 的控制方法 。 关键词
Bre ay i n Br a sd n u i g ifAn lsso o d i i g d rn W i e a d He v a e Rol g d n a y Pl t l n i
般情 况下 , 在没有 张力 的轧制条 件下 , 只要
变形 区长度 不变 , 轧件 的宽展应 是一个 定值 , 即宽 展的大小理 论上与 变形 区的长度 有关 。生产实践 表明 : 在无 张力 的宽 厚板 轧制过 程 中, 展的大小 宽 除了与变形 区长 度有 关 以外 , 与 轧 件宽 度 有着 还 密切 联系 , 即轧 件 宽度 增 加 而宽 展 减小 。这 说 明 宽展阻力 的大小 随着 轧件 宽度 的增加 而增 加 。但
pae w d 。p p s st e c nr lme o fp ae w d h i e p o e so i ea d h a y pa e rl n . lt t i h o r o e h o t t d o lt t n t rc s f ( e v lt ol o h i h w 1n i g Ke wo d B a s i y rs o r di n dg ,  ̄ t fd fr e o e L n h o eo g m d z n ,C a gn ue h n i g r l
Tn ujn L oJ na n aa g agG o ,u goadWuHugn u u
国内主要宽厚板生产企业概况

国内主要宽厚板出产企业概况有句话是这么说的:战争年代,工业的开展速度和创新程度都能得到很大的提高。
宽厚板的开展也是如此,最初由于战舰、航空母舰等兵器装备的开展,对于钢板的质量、强度以及厚度等要求越来越高,宽厚板轧机在这期间得到了很大开展。
和平年代,应大型桥梁,核电站,大型水坝,油田钻井平台,大型机械等领域的需要,宽厚板得到了更广泛的应用,这也促进了宽厚板行业的迅猛开展开展到2021年的1874.86万吨,增长了128.3%,而本年也继续保持增长趋势,前10个月的产量就已经达到1860.9万吨。
特厚板的产量增长速度也比拟2021年的474.56万吨,增长幅度达163.6%,今天1-10月份的产量达393.1万吨。
而在2000年的时候,我国特厚板产量仅为71.43万吨,从2003年以后,随着我国经济的高速开展,国内也相继投产了一批具有世界先进程度的特宽厚板轧机,之后一直到2007年我国特厚板的产量也以每年百分之三十几的速度增长。
从地域来看,我国目前特厚板产量最大的省份是河南省,本年1-10月份特厚板产量已经达到109.2万吨了,此中奉献最大的是舞阳钢铁,此刻已经成为我国宽厚板出产基地。
其次是湖南省,随着华菱湘钢2006年8月建成投产目前国内配置程度最高、最大的常化热处置炉,产量迅速从2005年的4.33万吨跃升到2006年的37.77万吨。
河北省也在特厚板市场上占有较大份额,本年前10个月的特厚板产量已经达到43.3万吨。
而近两年产量增长最快的要数江苏省,迅速崛起的民营钢企沙钢、长达、益成等宽厚板出产企业也垂垂在市场上占据了一席之地。
从我国厚板分省市产量统计表可以看到,我国厚板产量最高的是民营中厚板出产企业集中的江苏地域,在2021年以262.39万吨的产量占据我国厚板产量第一的位置,本年1-10月份的产量就以达到229.2万吨。
其次是河北省,凭借良好的原料采购优势和价格优势,唐山中厚板公司,邯钢等企业的厚板产物如今已是遍布全国。
大厚度以轧代锻20MnNiMo钢板的研制开发

Ke wo d 2 Mn Mo, oln se d o o gn Gri ie lw d tc in y rs 0 Ni R l g i ta ff ri g, a n sz ,F a ee t i n o
De e o m e to r e Th c n s 0 n M o S e l v lp n f La g i k e s2 M Ni t e
Pl t r m li g I t a fFo g n a e f o Ro l nse d o r i g n
第 l 7卷第 3期
・
宽厚 板
WI DE AND HEAVY PLATE
Vo . 7 No 3 11 .
1 ‘ 2 1 年 6月 4 01
Jn 2 1 u e 01 Nhomakorabea大 厚 度 以轧代 锻 2 Mn Mo钢 板 的研 制开 发 0 Ni
张 萌 罗应 明
( 舞阳钢铁 有限责任公司 )
2 成 分设 计
在轧 制过 程 中 , 电渣 锭加 热 、 轧制 温度 等工艺 参数 的合 理匹 配是 关 键 , 当控 制 加 热 速 度 和加 适 热温 度可 以保 证 加热 均 匀 并 防止 晶粒粗 大 , 足 充 的加 热时 间可 以保证 合金 元 素能 够充分 固溶 。 轧制 工艺 设计 如下 : 轧 温 度 100~110 开 5 0 ℃ , 期尽 可能 低速 大压 下轧 制 、 期适 当增 加平 前 后 整道 次 , 钢 板平 整度 , 确保 轧后 及 时堆垛 缓冷 。
舞钢4100mm宽厚板生产线双边剪退刀机构检修方案的改进探索
Ab s t r a c t F o c u s i n g o n ma in t e n a n c e p r o b l e ms o f k n i f e r e t r a c t i o n d e v i c e f o r d o u b l e s i d e t immi r n g s h e a r i n Wu - g a n g S 4 1 0 0 mm w i d e a n d h e a v y p l a t e p r o d u c t i o n l i n e ,t h e d i s a d v nt a a g e s o f t h e ma i n t e n a n c e p og r r a m s u g g e s t e d b y f o r - e i g n e q u i p me n t e n g i n e e i r n g c o mp a n y h a v e b e e n na a l y z e d,a s i mp l e nd a e a s i l y o p e r a t i o n l a ma in t e n a n c e p r o g r a m h a s b e e n r is a e d o n t h e b a s i s o f p r a c t i c l a s i t u a t i o n o n p l nt a s i t e .T i l e p r a c t i c e p r o v e s t h a t t h e n e w p r o g r a m n o t o n l y s a v e s a l 0 t o f ma i t e n nc a e t i me .b u t a l s o g r e a t l y r e d u c e s t h e l a b o r i n t e n s i t y ,r e c e i v i n g a g o o d r e s u l t .
110mm厚高韧性船板FH32的开发
大量试验结果表明 :各种微合金碳氮化物在
铁素体中沉淀的最大形核速率在 600 ℃,最大形 核速率下沉淀开始和完成时间分别为 2 000 s和 20 s。在钢板正火快冷到沉淀最大形核速率的温 度后 ,要保证有一定的时间达到沉淀强化的效果 , 在该温度附近 ,一般需要 1 h左右的沉淀时间才 能使均匀形核沉淀反应基本完成 ,需要使钢板在 该温度范围内缓慢地冷却 。结合上述因素 ,根据 FH32钢的 Ac3 点温度和舞钢常化炉的实际生产 能力 ,在生产中采用了合适的正火工艺 ,钢板正火 后进 NAC快冷到 650 ℃左右 ,然后缓慢冷却至室 温 ,使微合金碳氮化物有足够的析出时间 ,不仅在 位错线等晶体缺陷处析出 ,也在铁素体基体上大 量析出 。
从表 4的强度分布情况来看 ,上屈服点分布 在 345~375 MPa 之间 , 抗拉强度分布在 475 ~ 500 M Pa之间 ,贴近 FH36船板技术要求 (表 5)的 下限 ,说明要想达到 > 100 ~150 mm 厚 FH36 船 板的技术要求 ,关键要从提高强度着手 ,应在保证 良好焊接性的前提下适度提高 M n含量并辅以添 加微量的钒合金元素 ,利用 V 的碳 、氮化物在轧 制和 ACC快冷及正火后的沉淀析出来达到强化 的目的 。
Abstracts The article takes composition design as a p recondition, studies the composition, normalizing p rocess, m icrostructures and mechanical p roperties of FH32 hull p late over 100 mm thickness. The quality of the developed 100 mm thick FH32 hull p late comp letely meets the requirements of DNC rule, and has passed the third party certification of DNV , which has p rovided the development thoughts for higher grade and larger thickness hull p late.
舞钢4200mm宽厚板轧机机架辊改造的技术分析

括传动接轴扭 曲变形 、 减速机箱体轴承碎裂 、 扁头 折断、 机架辊轴头部位断裂 等故 障。随着产量的
大幅度增长 , 机架辊更是事故频发。通过机架辊
4 2 0 0 m m轧 机机架辊 的布置采用传统 的结 构型 式 , 轧 机 前后 各 1组机 架辊 , 包括 l ’ 根光 辊 和
( Wu y a n g I r o n a n d S t e e l C o . L t d )
Ab s t r a c t Ac c o r d i n g t o t h e a n a l y s i s O i l f e e d r o l l e r a c c i d e n t s o f 4 2 0 0 n U l l p l a t e mi l l i n Wu g a n g, t h e t o r q u e t r a n s - mi t r d e b y t h e f e d e r o 1 ] e r i s c a l c u l a t e d nd a a n a l y z d , e t h e s h a f t e n d o ft he f e e d mi l e r h a s b e e n r e—d e s i g n e d nd a he t f e e d mi l e r s h a v e b e e n ev r a mp e d,w h i c h r e c e i v e s a g o o d e f e c t . Ke y wo r d s F e e d mi l e r , T o r q u e,Ro l l e r d i m e a t e r
故障统计 , 发现绝大多数都是机架辊主动端轴头
安装叉头处断裂和主动端安装半环处断裂。
河钢舞钢发展历程

河钢舞钢发展历程1970年05月国家计委、国家冶金工业部立项建设河南舞阳特厚板钢铁联合企业,一期工程设计年产50万吨钢、40万吨钢板、60万吨铁,投资概算67988万元,简称平舞工程。
1973年09月平舞工程动工兴建。
1973年04月舞阳钢铁公司正式成立。
1979年09月国家决定舞钢隶属冶金工业部管理。
1981年10月舞钢成功研制开发出国家重大科研项目——重离子回旋加速器罩筒制造用板。
1982年02月国家计委决定配套续建舞钢炼钢和轧钢合金板热处理工程。
1986年06月以75吨电炉为主体设备的舞钢炼钢一期工程建成投产,我国钢铁行业没有大型电炉的历史宣告结束。
1991年03月国家质量奖审定委员会授予舞钢“16MnR压力容器”为“国优银质奖章”。
1991年07月国家统计局公交司公布1990年中国500家大中型工业企业名单,按固定资产净值排序,舞钢名列第150位。
1991年12月我国引进的第一座90吨超高功率电炉在舞钢建成投产。
中央电视台新闻联播节目播出90吨电炉热试消息。
人民日报以《我国目前容量最大、技术最先进的电炉在舞阳钢铁公司建成》进行报道。
1992年11月舞钢国产第一套300mmX1900mm大型板坯连铸机系统建成投产。
1994年06月中国社会经济调查中心电贺“舞钢牌”商标荣获“全国知名品牌”称号。
1994年07月中共河南省委书记李长春同志视察舞钢,参观了舞钢炼钢厂、轧钢厂。
1994年11月《人民日报》公布全国现代企业制度百家试点企业名单,舞钢名列其中。
1997年09月在党和国家领导人的关注和支持下,舞钢加入邯钢集团,改制为邯钢集团控股的有限责任公司。
1998年09月河南省在舞钢召开学邯钢加强企业管理现场会,号召全省“远学邯钢,近学舞钢”。
1998年10月舞钢应三峡工程建设急需,成功研制开发出宽达4020mm的超宽钢板,被誉为“中华第一板”。
2000年04月在国家三峡工程用钢国产化会议上,舞钢被列为6家定点供应单位之一,且是唯一的中厚板厂家。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表1建筑结构用钢常用的国内、外标准及牌号
主要国家或地区标准
中国
GB700-88 GB/1591-94
YB4104-2000
日本
JISG3106-1999 JISG3136-1994
典型牌号
Q235B、Q235D等 Q345B、Q345C、Q345D、 Q390C、Q460D等 Q235GJZ25D、Q345GJZ25C、 Q345GJZ35D等
EN10113-3:1993
典型牌号
A36
A572Gr42、A572Gr50、 A572Gr60等 StE355等
St37-2、St52-3等
43B、50D、55E等
S235JR、S355K2G4等 S275NL、S355N、S420N、 S460N等 S275M、S355ML、S420M、 S460ML等
8、拥有先进的科研试验设备和理化检验设备。 FEI Quanta2000扫描电镜、TCH600氮氢 氧联合检测仪、18AVRFR-2高温膨胀仪, CS44LS红外碳硫分析仪、600KN万能试验 机、500KN高温电子拉伸试验机、3000J 落锤试验机以及配备齐全的焊接试验室等
试验检验设备,为产品开发提供了必要的 检测手段。
表2 Q345﹑Q345GJ性能对比
⑷窄屈服点
GB/T1591-1994标准,没有规定各牌号的 屈服点波动范围。YB4104则将各钢号的屈服 点波动范围限定在110Mpa之内。
⑸低屈强比
GB/T1591-1994标准,没有规定各牌号的 屈强比。YB4104则规定屈强比不大于0.80。
4、拥有完善的质量合格证体系。按照 ISO9002标准建立起来的质量保证体系不仅 通过第三方机构,还通过了中外九家船级 社和法国阿尔斯通、美国西屋公司等众多 机构和用户的认可。
5、生产过程中等同采用国外先进标准,同时 制定有严格的内控标准。采用国外标准产 品的产量占产量的1/3以上,产品具有很强 的以产顶进和出口能力。
8、超声波无损检测
用于制作重要构件的钢板,国内外技 术标准都规定必须使用超声波无损检测方 式来检查钢板的内部质量,我公司可按中 国(JB4730,GB/T2970)、美国(A435、 A577、A588)、日本(JISG0801、 JISG0901)、德国(SEL072)等各国探伤 标准对钢板进行无损检测。
⑵ 焊接性能好
GB/T1591-1994标准没有规定牌号的焊接 碳当量;YB4104-2000标准则明确规定上 了各牌号的焊接碳当量。其中Q345GJ规定: 厚度≤50mm钢板的焊接碳当量不大于0.42 %;厚度>50~100mm钢板的焊接碳当量不 大于0.45%.采用YB4104-2000标准,有利 于提高材料的焊接性能。
三、钢结构宽厚板的品种及特点
1、建筑结构用钢
建筑结构用钢主要用于高层及大跨度
建筑,结构受力复杂,要求具有安全可
靠性好、使用寿命长,并能够抵御一定
地震烈度破坏等特点。这就是决定了高
层建筑结构用钢板要求具有一定的特殊
性能,主要有以下几点:
⑴能够抵御一定地震力的破坏,要能防震和抗震。 钢板不仅要有足够的抗拉强度和屈服强度,而且 具有较低的屈强比。为此,标准中规定建筑结构 用钢屈强不大于0.80。
舞钢产品以其优良及独特的质量特性,被用于国 民经济许多重要领域,如质子同步直线加速器、 深潜器、海上采油平台、神舟号飞船、运载火箭 发射架、锅炉及压力容器、三峡工程及其它大型 水电站、火电站、核电站、桥梁及高层建筑、高 炉炉壳、连铸大包回转台及轧机牌坊等大型冶金 设备、煤矿液压支架、大型露天矿电动轮自卸车、 坦克装甲、直升机着舰格栅板、舰艇、船舶、模 具等。在满足国内需求的同时,还不断开拓国际 市场,产品远销德国、法国、美国、日本、加拿 大、澳大利亚等发达国家。
2、生产工艺设计原则 舞钢按照对焊接结构以钢的要求进行生
产工艺设计,并以实现下列目标为原则:
⑴ 具有符合设计要求的较高的强度及塑韧 性。
⑵ 具有良好的可焊性。
⑶ 具有良好的内部质量。
⑷ 具有良好的抗层状撕裂性能。
⑸ 具有良好的冷成形性。
3。钢的成分设计特点
⑴ 微合金化
要使钢板具有良好的组织和性能,首先要 结合工艺条件对钢进行合理的成分设计, 然后通过控制和运用工艺装备来实现。舞 钢采用在碳、锰固溶强化的基础上进行Nb、 V、Ti微合金化处理,利用这些元素形成的 碳、氮化物在钢组织中的溶解和析出,使 钢钢材组织晶粒细化,达到提高强度和改 善韧性的目的。
舞钢4200mm轧机配有激光测厚仪和ACC厚 度自动控制系统,以及三套高压水除鳞装置, 可以精确控制钢板厚度公差和表面质量,厚 度公差可以控制在-0.3~+0.5mm,钢板不平 度可控制在3mm/m以下,产品具有良好的 尺寸公差和表面质量。
7、钢板热处理
我公司拥有一座辊底式常化炉、八台 外部机械化炉、三台车底式炉、四座缓冷 坑,辊底式常化炉后配有无压淬火机,可 对不同尺寸的钢板进行正火、回火、退火、 调质处理,使钢板组织均匀,晶粒细小, 得到强度、塑性、韧性的最佳匹配。
⑶板厚效应小
GB/T1591-1994标准中,随着钢板厚度的 增加,ós指标急剧降低。YB4104-2000标 准中,随着钢板厚度的增加,ós指标几乎 不降低。以厚度>50~100mm钢板为例, Q345要求ós最低为275Mpa,Q345GJ要 求ós最低为325Mpa(性能对比详见表2)。 因此,选用YB4104标准中的牌号,可以相 应减少钢板的厚度。
舞阳按照"人无我有、人有我优、人优我特、 人特我精"的质量目标,建立健全了质量保 证体系。通过不断优化工艺、开发品种、提 高质量,现已形成桥梁用钢板、建筑结构用 钢板、锅炉及压力容器用钢板、低合金高强 度钢板、海洋采油平台及造船用钢板、油气 输送管线用钢板、军工用钢板等12个大类、 300多个国内外牌号、300多个厚度规格的 产品系列。
2、拥有完善的炉外精炼设备,钢水炉外精炼 率达100%,真空脱气精炼率达85%以上, 钢水纯净度高,具备生产P≤0.010%、 S≤0.004%、 N≤80ppm、O≤20ppm、 H≤2ppm钢水的能力。
3、具备生产屈服强度到690Mpa所有级别的 低合金高强度钢的能力,产品覆盖国内 300多个牌号,具有生产低碳针状铁素体 钢的超低碳贝氏体钢的经验。
⑷采用焊接连接的梁与柱节点范围内,当节点约束 较强、并承受沿板厚方向的拉力作用时,要求钢 板必须具有一定级别的抗层状撕裂能力。
为满足高层建筑及大跨度建筑结构的特殊性能要 求,我公司在成分和性能指标设计、生产工艺控 制等方面进行了深入细致的研究,开发了屈服强 度235-460Mpa所有级别的高层建筑结构用钢板, 并制定了YB4104-2000高层建筑结构用钢行业 标准。从目前市Байду номын сангаас需求来看,建筑结构所用钢板 的屈服强度大部分为235Mpa和345Mpag两个级 别。下表1为我公司已生产的可用于建筑钢结构 的国内、外主要标准及牌号。
⑵要具有良好的焊接性能,以焊前不需预热、焊后 不需热处理为目标,以便于现场施焊,减少劳动 强度、提高生产效率。
⑶要具有较小的屈服强度波动范围。屈服强度波动 范围大时,建筑物各部分之间屈服强度的匹配可 能与设计要求值不同,容易产生局部破坏,降低 建筑物的抗震性。为此,日本JISG3136标准规定 屈服强度波动不大于120MPa,我国YB4104规定 屈服强度波动不大于110Mpa。
SM400B、SM490B、SM520C、 SM570等 SN400B、SN490C等
主要国家或地区标准
ASTM A36/A36M-96
美国 ASTM A572/A572M-97
德国 英国
欧洲
DIN 17102-81 DIN 17100-80 BS4360-1986 EN10025:1990+A1:1993 EN10113-2:1993
钢结构用宽 厚板的开发
舞阳钢铁公司是我国优质宽厚板生产和科研 基地。拥有90吨超高功率电炉、 300×1900mm大型板坯连铸机、 4200mm 宽厚板连铸机、轧后ACC快冷系统、多种 热处理炉等先进设备,已形成"电炉冶炼- LF、VD炉外精炼-连铸(模铸)-轧制- 热处理-精整"这一先进的短流程生产线, 具备年产120万吨钢、110万吨宽厚板的生 产能力。
⑴ 降低了P、S含量和焊接碳当量。 ⑵ 提高了屈服点、缩小了屈服点的波动范
围。 ⑶ 提高了冲击功。 ⑷ 增加了冷弯试验。 ⑸ 厚度方向性能可以保证到Z35级别。
YB4104-2000与GB/T1591-1994相比, 具有钢质更为纯净、焊接性好、板厚效应小、 抗震性好等特点。
⑴ 钢质纯净
YB4104-2000标准要求P、S含量更低,钢 质更为纯净。如GB/T1591-1994标准中, Q345C要求P≤0.035%、S≤0.035%; YB4104-2000标准中,Q345GJC要求 P≤0.025%、S≤0.015%。
6、代表行业制定了厚度方向性能钢板标准 GB5313-85和高层建筑结构用钢板标准 YB4104-2000。钢板具有优良的抗层状 撕裂性能(厚度方向性能),根据标准 和设计要求,可按Z15、Z25或Z35级别 来满足对抗层状撕裂能力的要求。
7、拥有专业化的专门从事宽厚钢板开发和生 产的科研队伍和技术工人,丰富的宽厚 钢板生产经验是其他厂家无法比拟的。
5、钢板的轧制
厚度≥70mm钢板采用钢锭生产,< 70mm钢板采用连铸坯生产,使钢板厚度压 缩比>4,以保证钢板的内部质量。
在轧制过程中采用Ⅱ型控轧、轧后 ACC控制冷却技术,通过对加热、热望轧 制、冷却各工序的工艺参数进行严格的控 制,充分发挥微合金元素的细化晶粒和强 化基体的作用。
6、钢板的表面质量、板形及尺寸精度控制
自1996年高层建筑结构用钢板实现国产化 至今,我公司先后承接了大连云山大厦、 北京中银大厦、厦门国际会展中心、国家 大剧院、北京电视中心、北京中关村金融 中心、上海文献大厦等建筑结构用钢板的 供货合同,生产建筑结构用钢板十多万吨, 供货钢板实物质量良好。各项性能值比标 准有很大富余量,具体见图1-图14,在 重点工程中应用情况。